焊缝探伤委托单
焊缝委托检测协议书范本(3篇)

第1篇甲方(委托方):地址:____________________联系人:____________________联系电话:____________________乙方(检测方):地址:____________________联系人:____________________联系电话:____________________根据《中华人民共和国合同法》及相关法律法规的规定,甲乙双方在平等、自愿、公平、诚实信用的原则基础上,就甲方委托乙方进行焊缝检测事宜,达成如下协议:一、检测项目及范围1. 检测项目:甲方委托乙方对以下焊缝进行检测:(1)材料名称:____________________(2)规格型号:____________________(3)焊缝长度:____________________(4)焊接方法:____________________(5)检测部位:____________________2. 检测范围:乙方将对甲方提供的焊缝进行外观检查、无损检测、力学性能检测等,确保焊缝质量符合国家及行业标准。
二、检测标准及方法1. 检测标准:乙方将按照以下标准进行检测:(1)国家及行业标准:____________________(2)甲方提供的特殊要求:____________________2. 检测方法:乙方将采用以下检测方法:(1)外观检查:____________________(2)无损检测:____________________(3)力学性能检测:____________________三、检测时间及地点1. 检测时间:自本协议签订之日起,乙方应在甲方指定的时间内完成检测工作。
2. 检测地点:____________________四、检测费用及支付方式1. 检测费用:乙方根据实际检测工作量及检测标准,向甲方收取检测费用。
具体费用如下:(1)检测费用总额:____________________(2)检测费用支付方式:____________________2. 甲方应在检测工作完成后,按照约定的支付方式进行付款。
探伤委托书

见证人: 电话:
委托单位(章):
委托人: 电话:
日 期:年月日
检测单位(章):
负责人: 电话:
检测费委托单位和样品的信息由委托方填写,委托方对其真实性负责;见证人员必须本人签字及填写证号;
2、本委托单一经双方经手人签字确认即具有法律效力;
3、本表一式两份,本公司一份,委托单位一份(归入档案)。
焊缝超声波探伤检测委托书
工程名称
建筑面积
㎡
委托单位
委托编号
建设单位
委托日期
施工单位
施工日期
监理单位
工程部位
构件名称
构件数量
构件编号
焊缝数量
钢板厚度
焊接方法
焊缝种类
焊缝级别
钢材材质
检验等级
执行标准
GB50205-2001、GB11345-1989
报告领取方式
自取( ) 邮寄( )
商定完成时间
年月日
见证单位(章):
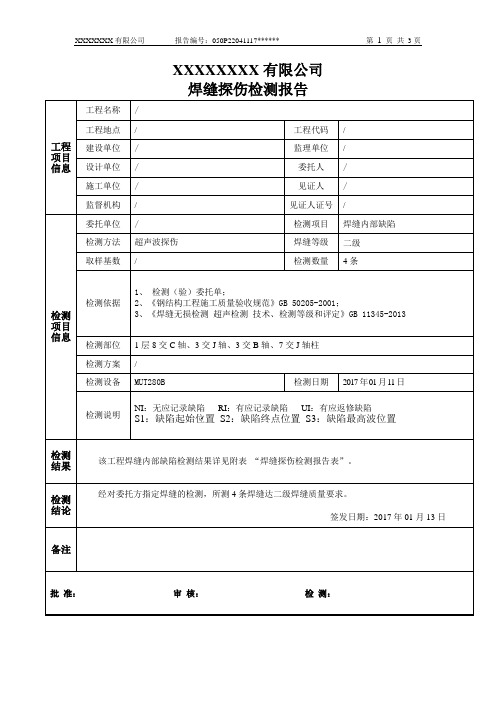
焊缝探伤检测报告(超声波)模板
12
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
H
(mm)
波高区域
波幅
(SL±dB)
指示长度
S2-S1(mm)
-3层、-2层、-1层(见-4层部位)牛腿、及框架梁上、下600mm范围
8
--
--
--
--
--
--
--
--
Ⅰ级
NI
9
--
--
--
--
--
--
--
--
Ⅰ级
NI
10
--
--
--
--
--
--
--
--
Ⅰ级
NI
11
--
--
--
--
--
--
--
--
Ⅰ级
--
--
--
--
Ⅰ级
NI
2
--
--
--
--
--
--
--
--
Ⅰ级
NI
3
--
--
--
--
--
--
--
--
Ⅰ级
NI
4
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
一次返修总长:/ mm
二次返修总长; / mm同一部位经/次返修后合格。
序号
缺陷位置
缺陷尺寸
评定
等级
备注
S1
(mm)
S2
(mm)
钢结构超声波法委托单(模版)

序 号
项目序号
(XMIA+)
检测 数量 (米)
单价 (元/米)
其他费 用(元)
检测参数
检测标准
GB/T 11345-2013
GB/T 29712例
金额(元)
检测负责人
电话
项目完成情况
委托单位
检测单位
委托人
电话
办理人
签订日期
委托单位 □探伤自检记录及报告 □完整的钢结构设计图纸 □完整的施工焊接记录□其他
提供资料
备 注 抽检比例:一级焊缝 100%、二级焊缝 20%。
注:1.委托方负责场地的“三通一平”、水电供应、焊缝打磨处理等工作,同时提供本委托单所列资料,检测单位方能安排检测。 2.现场检测结束 3 个工作日后,委托方凭本委托单和付款凭证到检测单位领取报告和所提供的资料,查询电话: 3.检测单位地址:
委托单号 合同编号 工程地点 设计单位 监督单位 施工单位 报告份数
序
工件
号
名称
1 2
(检测机构名称)
钢结构超声波法探伤委 托 单
GDHX-W-131
工件 材质
工件厚度 (mm)
焊接 方法
工程名称 建设单位 监理单位 见证单位 联系人 见证人
检测部位
坡口 形式
电话
设计等级
焊缝 数量 (米)
焊接完成 日期
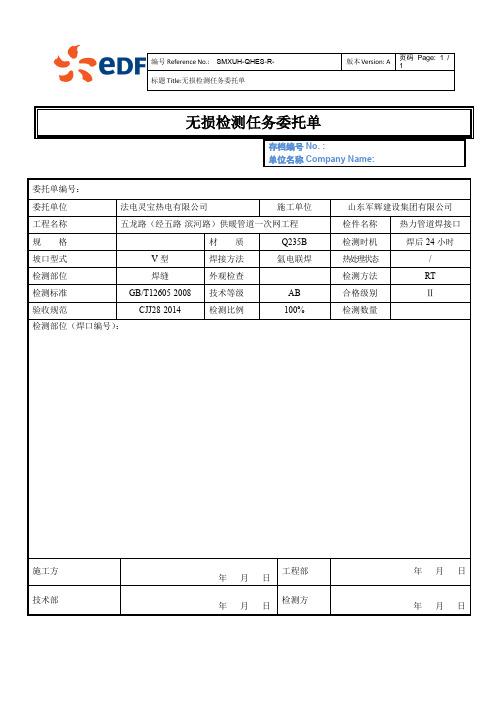
探伤委托单
存档编号No. :
单位名称Company Name:
委托单编号:
委托单位
法电灵宝热电有限公司
施工单位
山东军辉建设集团有限公司
工程名称
五龙路(经五路-滨河路)供暖管道一次网工程
检件名称
热力管道焊接口
规格
材质
Q235B
检测时机
焊后24小时
坡口型式
V型
焊接方法
氩电联焊
热处理状态
/
检测部位
焊缝
外观检查
检测方法
RT
检测标准
GB/T12605-2008
技术等级
AB
合格级别
Ⅱ
验收பைடு நூலகம்范
CJJ28-2014
检测比例
100%
检测数量
检测部位(焊口编号):
施工方
年月日
工程部
年月日
技术部
年月日
检测方
年月日
无损检测委托单

压力
常压
致山东安特检测有限公司:以下焊口外观检查合格。请于2022年12月10日21时进行无损检测。
序号
容器/管线编号
焊口号
焊工号
规格
材质
焊接日期
1
TK-03
7-A5-R2
ZJAZ-7003C
7*300 3G
Q345R
2022.12.08
以下空白
要求检测部位的主要说明及附图数量:
1:附图0张
2:需要说明的问题:每道焊缝任意取300mm。
承包商:
质量负责人签字:年月日
监理公司:
专业工程师签字:年月日
项目部:
专业工程师签字:年月日
检测公司:
负责人签字:年月日
无损检测委托单
委托单位:编号:0509-ZJAZ-AT-RT-0100R2
装置/单元名称
装置/单元编号
0509
检件名称
对接焊缝
检测标准
NB/T 47013.2-2015
焊接方法
SMAW
坡口形式
单坡口
介质
水
合格级别
II
检测比例
见说明
焊口数量
1
温度
常温
验收标准
GB 50341-2014
检测方法
RT
检测数量ห้องสมุดไป่ตู้
探伤委托单
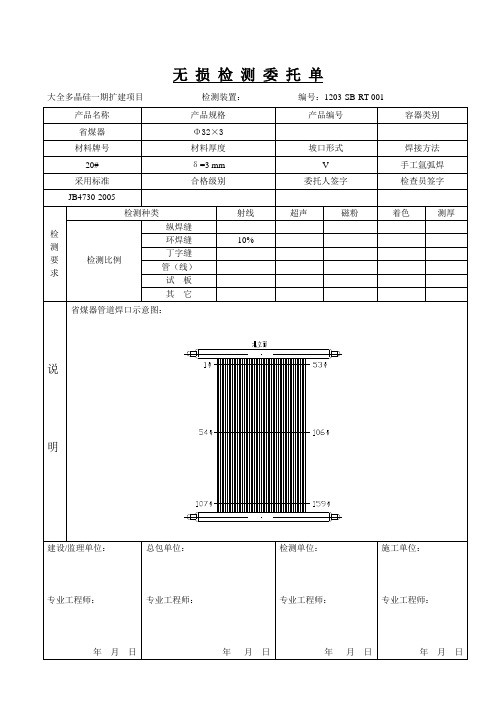
无损检测委托单大全多晶硅一期扩建项目检测装置:编号:1203-SB-RT-001 产品名称产品规格产品编号容器类别省煤器Φ32×3______ 材料牌号材料厚度坡口形式焊接方法20# δ=3 mm V 手工氩弧焊采用标准合格级别委托人签字检查员签字JB4730-2005检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝10%丁字缝管(线)试板其它说明省煤器管道焊口示意图:建设/监理单位:专业工程师:总包单位:专业工程师:检测单位:专业工程师:施工单位:专业工程师:大全多晶硅一期扩建项目检测装置:编号:1203-SB-RT-002 产品名称产品规格产品编号容器类别对流管侧包墙膜式壁Φ51×4______ 材料牌号材料厚度坡口形式焊接方法20# δ=4 mm V 手工氩弧焊采用标准合格级别委托人签字检查员签字JB4730-2005检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝10%丁字缝管(线)试板其它说明对流管侧包墙管道焊口示意图:建设/监理单位:总包单位:检测单位:施工单位:专业工程师:专业工程师:专业工程师:专业工程师:大全多晶硅一期扩建项目检测装置:编号:1203-SB-RT-003 产品名称产品规格产品编号容器类别中压蒸汽管道Φ273×7.0Φ219×6.5______材料牌号材料厚度坡口形式焊接方法20# δ=7.0 mmδ=6.5 mmV 氩弧打底电焊盖面采用标准合格级别委托人签字检查员签字JB4730-2005检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝5%丁字缝管(线)试板其它说明MS-0302/0303-C5A-H4-GC2管道焊口示意图:接接接建设/监理单位:总包单位:检测单位:施工单位:专业工程师:专业工程师:专业工程师:专业工程师:无损检测委托单大全多晶硅一期扩建项目检测装置:编号:1203-SB-RT-004 产品名称产品规格产品编号容器类别锅炉给水管道Φ168×5.5 Φ114×5.0Φ60×4.0______材料牌号材料厚度坡口形式焊接方法20# δ=5.5 mm δ=5.0mmδ=4.0mmV 氩弧打底电焊盖面采用标准合格级别委托人签字检查员签字JB4730-2005检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝5%丁字缝管(线)试板其它说明BFW-0301/0302/0303-C5A-H2-GC2管道焊口示意图:接.给水泵.给水泵建设/监理单位:总包单位:检测单位:施工单位:专业工程师:专业工程师:专业工程师:专业工程师:大全多晶硅一期扩建项目检测装置:编号:1203-SB-RT-005 产品名称产品规格产品编号容器类别中压蒸汽管道Φ323.9×7.0 Φ219×6.5 ______ 材料牌号材料厚度坡口形式焊接方法20# δ=7.0 mm δ=6.5mm V 氩弧打底电焊盖面采用标准合格级别委托人签字检查员签字JB4730-2005检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝5%丁字缝管(线)试板其它说明MS-0301-300-C5A-H4-GC2管道焊口示意图:锅炉主汽阀门出口1.2接蒸汽至外管M V O304去燃烧器接口建设/监理单位:总包单位:检测单位:施工单位:专业工程师:专业工程师:专业工程师:专业工程师:大全多晶硅一期扩建项目检测装置:编号:1203-SB-RT-006 产品名称产品规格产品编号容器类别炉膛后墙膜式壁Φ51×4 ______ 材料牌号材料厚度坡口形式焊接方法20# δ=4.0 mm V 氩弧焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅱ级检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝10%丁字缝管(线)试板其它说明炉膛后墙膜式壁管系焊口示意图:1号51号52号102号103号153号建设/监理单位:总包单位:检测单位:施工单位:专业工程师:专业工程师:专业工程师:专业工程师:大全多晶硅一期扩建项目检测装置:编号:1203-SB-RT-007 产品名称产品规格产品编号容器类别炉膛前墙膜式壁Φ51×4 Φ76×4 ______ 材料牌号材料厚度坡口形式焊接方法20# δ=4.0 mm V 氩弧焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅱ级检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝10%丁字缝管(线)试板其它说明炉膛前墙膜式壁管系焊口示意图:建设/监理单位:总包单位:检测单位:施工单位:专业工程师:专业工程师:专业工程师:专业工程师:大全多晶硅一期扩建项目检测装置:编号:1203-SB-RT-008 产品名称产品规格产品编号容器类别对流管后包墙膜式壁Φ76×4 ______ 材料牌号材料厚度坡口形式焊接方法20# δ=4.0 mm V 氩弧焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅱ级检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝10%丁字缝管(线)试板其它说明焊口示意图:1号24号25号48号建设/监理单位:总包单位:检测单位:施工单位:专业工程师:专业工程师:专业工程师:专业工程师:大全多晶硅一期扩建项目检测装置:编号:1203-SB-RT-009 产品名称产品规格产品编号容器类别侧水冷膜式壁Φ76×4 ______ 材料牌号材料厚度坡口形式焊接方法20# δ=4.0 mm V 氩弧焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅱ级检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝10%丁字缝管(线)试板其它说明焊口示意图见下表:建设/监理单位:总包单位:检测单位:施工单位:专业工程师:专业工程师:专业工程师:专业工程师:侧水冷壁膜式壁焊口示意图:13.50013.0002.9001号55号56号110号13.50013.0001号55号2.90056号110号无损检测委托单大全多晶硅一期扩建项目检测装置:编号:1203-SB-RT-0010 产品名称产品规格产品编号容器类别过热器管系Φ42×3 ______ 材料牌号材料厚度坡口形式焊接方法20# δ=3.0 mm V 氩弧焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅱ级检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝10%丁字缝管(线)试板其它说明焊口示意图见下表:建设/监理单位:总包单位:检测单位:施工单位:专业工程师:年月日专业工程师:年月日专业工程师:年月日专业工程师:年月日过热器进口集箱焊口示意图:减温器集箱焊口示意图:产品名称产品规格产品编号容器类别底部分水管Φ108×4.5 ______ 材料牌号材料厚度坡口形式焊接方法20# δ=4.5 mm V 氩弧焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅱ级检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝10%丁字缝管(线)试板其它说明底部分水管焊口示意图:建设/监理单位:总包单位:检测单位:施工单位:专业工程师:专业工程师:专业工程师:专业工程师:产品名称产品规格产品编号容器类别顶部导汽管Φ108×4.5 ______ 材料牌号材料厚度坡口形式焊接方法20# δ=4.5 mm V 氩弧焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅱ级检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝10%丁字缝管(线)试板其它说明顶部导汽管焊口示意图:建设/监理单位:总包单位:检测单位:施工单位:专业工程师:专业工程师:专业工程师:专业工程师:产品名称产品规格产品编号容器类别连通管Φ108×4.5 ______ 材料牌号材料厚度坡口形式焊接方法20# δ=4.5 mm V 氩弧焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅱ级检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝10%丁字缝管(线)试板其它说明上汽包至过热器进口集箱连通管焊口示意图:建设/监理单位:总包单位:检测单位:施工单位:专业工程师:年月日专业工程师:年月日专业工程师:年月日专业工程师:年月日产品名称产品规格产品编号容器类别连通管Φ108×4.5 ______ 材料牌号材料厚度坡口形式焊接方法20# δ=4.5 mm V 氩弧焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅱ级检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝10%丁字缝管(线)试板其它说明减温器至集气集箱连通管焊口示意图:建设/监理单位:总包单位:检测单位:施工单位:专业工程师:年月日专业工程师:年月日专业工程师:年月日专业工程师:年月日产品名称产品规格产品编号容器类别连通管Φ108×4.5 Φ89×4.5 ______ 材料牌号材料厚度坡口形式焊接方法20# δ=4.5 mm V 氩弧焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅱ级检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝10%丁字缝管(线)试板其它说明省煤器出口集箱至汽包连通管焊口示意图:建设/监理单位:总包单位:检测单位:施工单位:专业工程师:专业工程师:专业工程师:专业工程师:产品名称产品规格产品编号容器类别连通管Φ108×4.5 ______ 材料牌号材料厚度坡口形式焊接方法20# δ=4.5 mm V 氩弧焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅱ级检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝10%丁字缝管(线)试板其它说明混合小集箱至省煤器进口集箱给水管焊口示意图:建设/监理单位:总包单位:检测单位:施工单位:专业工程师:年月日专业工程师:年月日专业工程师:年月日专业工程师:年月日大全多晶硅一期扩建项目检测装置:编号:1203-SB-RT-002 产品名称产品规格产品编号容器类别对流管侧包墙膜式壁Φ51×4______ 材料牌号材料厚度坡口形式焊接方法20# δ=4 mm V 手工氩弧焊采用标准合格级别委托人签字检查员签字JB4730-2005检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝10%丁字缝管(线)试板其它说明对流管侧包墙管道焊口示意图:建设/监理单位:总包单位:检测单位:施工单位:专业工程师:年月日专业工程师:年月日专业工程师:年月日专业工程师:年月日大全多晶硅一期扩建项目检测装置:编号:1203-SB-RT-017 产品名称产品规格产品编号容器类别天然气管道Φ356×8;Φ273×7;______材料牌号材料厚度坡口形式焊接方法20# δ=8 mm;δ=7 mm;V 氩弧焊打底电焊盖面采用标准合格级别委托人签字检查员签字JB4730-2005 II检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝5%丁字缝管(线)试板其它说明NG-0308-350-C2L-GC1(2)EL+5.538NG-0310-150-C2L-GC1(2)NG-0309-150-C2L-GC1(2)M0302BM0302ANG-0308-250-C2L-GC1(2)建设/监理单位:总包单位:检测单位:施工单位:专业工程师:年月日专业工程师:年月日专业工程师:年月日专业工程师:年月日产品名称产品规格产品编号容器类别锅炉本体管道Φ57×3.5 ______ 材料牌号材料厚度坡口形式焊接方法20# δ=3.5mm V 氩弧焊采用标准合格级别委托人签字检查员签字JB4730-2005 II检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝5%丁字缝管(线)试板其它说明建设/监理单位:总包单位:检测单位:施工单位:专业工程师:年月日专业工程师:年月日专业工程师:年月日专业工程师:年月日产品名称产品规格产品编号容器类别疏水管道Φ32×3______ 材料牌号材料厚度坡口形式焊接方法20# δ=3mm V 氩弧焊采用标准合格级别委托人签字检查员签字JB4730-2005 II检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝5%丁字缝管(线)试板其它说明建设/监理单位:总包单位:检测单位:施工单位:专业工程师:年月日专业工程师:年月日专业工程师:年月日专业工程师:年月日产品名称产品规格产品编号容器类别排污管道Φ28×3______ 材料牌号材料厚度坡口形式焊接方法20# δ=3mm V 氩弧焊采用标准合格级别委托人签字检查员签字JB4730-2005 II检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝5%丁字缝管(线)试板其它说明建设/监理单位:总包单位:检测单位:施工单位:专业工程师:年月日专业工程师:年月日专业工程师:年月日专业工程师:年月日产品名称产品规格产品编号容器类别定期排污管道Φ57×3.5______ 材料牌号材料厚度坡口形式焊接方法20# δ=3.5mm V 氩弧焊采用标准合格级别委托人签字检查员签字JB4730-2005 II检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝5%丁字缝管(线)试板其它说明建设/监理单位:总包单位:检测单位:施工单位:专业工程师:年月日专业工程师:年月日专业工程师:年月日专业工程师:年月日产品名称产品规格产品编号容器类别材料牌号材料厚度坡口形式焊接方法见附表V 氩电联焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅱ级检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝丁字缝管(线) 5%试板其它说明1、附表管线号规格材质焊口号焊工号MSC0301-100 DN100×5.0 20# 8# HJ16201 BFW0304-50 DN50×4.0 20# 21#,22# HJ16201 BFW0305-100 DN100×5.0 20# 1# HJ16202 BFW0306-65 DN65×4.5 20# 2# HJ16203 BFW0307-65 DN65×4.5 20# 2# HJ16203 BFW0314-50 DN50×4.0 20# 2# 7# HJ16205 DIF0301-65 DN65×4.5 20# 4# HJ16203 DIF0302-40 DN40×4.0 20# 4# HJ16203建设/监理单位:专业工程师:年月日总包单位:专业工程师:年月日检测单位:专业工程师:年月日施工单位:专业工程师:年月日产品名称产品规格产品编号容器类别材料牌号材料厚度坡口形式焊接方法见附表V 氩电联焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅱ级检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝丁字缝管(线) 100%试板其它说明2、附表管线号规格材质焊口号焊工号MS0301-300 DN300×7.0 20# 1#2#3#4# HJ16205 MS0301-300 DN300×7.0 20# 5#6#7#8# HJ16205 MS0301-200 DN200×6.5 20# 9#10#11#12# HJ16205 MS0301-200 DN200×6.5 20# 13# HJ16205 MS0302-250 DN250×7.0 20# 14#15#16#17# HJ16205 MS0302-250 DN250×7.0 20# 18#19#20#HJ16205 MS0302-200 DN200×7.0 20# 21#22#23#HJ16205 MS0303-200 DN200×7.0 20# 24#25#26#HJ16205建设/监理单位:专业工程师:年月日总包单位:专业工程师:年月日检测单位:专业工程师:年月日施工单位:专业工程师:年月日无损检测委托单大全多晶硅一期扩建项目检测装置:编号:1203-GD-RT-024 产品名称产品规格产品编号容器类别材料牌号材料厚度坡口形式焊接方法见附表V 氩电联焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅱ级检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝丁字缝管(线) 100%试板其它说明3、附表管线号规格材质焊口号焊工号备注MS0302-250 DN250×7.0 20# 19#20#HJ16205 返修MS0302-200 DN200×7.0 20# 22# HJ16205 返修MS0303-200 DN200×7.0 20# 25#26#HJ16205 返修建设/监理单位:专业工程师:年月日总包单位:专业工程师:年月日检测单位:专业工程师:年月日施工单位:专业工程师:年月日无损检测委托单大全多晶硅一期扩建项目检测装置:编号:1203-GD-RT-025产品名称产品规格产品编号容器类别材料牌号材料厚度坡口形式焊接方法见附表V 氩电联焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅱ级检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝丁字缝管(线) 100%试板其它说明4、附表管线号规格材质焊口号焊工号备注MS0301-300 DN300×7.0 20# 4#5#6# 8# HJ16205 返修MS0301-200 DN200×6.5 20# 10# HJ16205 返修MS0302-250 DN250×7.0 20# 16#17#HJ16205 返修建设/监理单位:专业工程师:年月日总包单位:专业工程师:年月日检测单位:专业工程师:年月日施工单位:专业工程师:年月日无损检测委托单大全多晶硅一期扩建项目检测装置:编号:1203-GD-RT-026 产品名称产品规格产品编号容器类别材料牌号材料厚度坡口形式焊接方法见附表V 氩电联焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅱ级检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝丁字缝管(线) 5%试板其它说明5、附表管线号规格材质焊口号焊工号备注BFW0305-100 DN100×5.0 20# 1# HJ16202 返修BFW0305-100 DN100×5.0 20# 2# 3# HJ16202 扩探建设/监理单位:专业工程师:年月日总包单位:专业工程师:年月日检测单位:专业工程师:年月日施工单位:专业工程师:年月日无损检测委托单大全多晶硅一期扩建项目检测装置:编号:1203-GD-RT-027 产品名称产品规格产品编号容器类别材料牌号材料厚度坡口形式焊接方法见附表V 氩电联焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅱ级检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝丁字缝管(线) 5%试板其它说明6、附表管线号规格材质焊口号焊工号备注MS0304-10 DN10×2.5 20# 2#HJ16202MS0305-10 DN10×2.5 20# 3#HJ16202MS0306-10 DN10×2.5 20# 3#HJ16203MS0307-40 DN40×4.020# 1#HJ16203MS0308-20 DN20×3.020# 4#HJ16203MS0309-20 DN20×3.020# 3#HJ16203BFW0308-32 DN32×3.520# 2#HJ16202BFW0309-32 DN32×3.520# 3#HJ16202BFW0311-20 DN20×3.020# 2#HJ16204BFW0312-10 DN10×2.5 20# 2#HJ16204BFW0313-20 DN20×3.020# 2#HJ16204建设/监理单位:专业工程师:年月日总包单位:专业工程师:年月日检测单位:专业工程师:年月日施工单位:专业工程师:年月日无损检测委托单大全多晶硅一期扩建项目检测装置:编号:1203-GD-RT-028 产品名称产品规格产品编号容器类别材料牌号材料厚度坡口形式焊接方法见附表V 氩电联焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅲ级检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝丁字缝管(线) 10%试板其它说明7、附表管线号规格材质焊口号焊工号备注NG0301-100 DN150×5.520#建设/监理单位:专业工程师:年月日总包单位:专业工程师:年月日检测单位:专业工程师:年月日施工单位:专业工程师:年月日无损检测委托单大全多晶硅一期扩建项目检测装置:编号:1203-GD-RT-029 产品名称产品规格产品编号容器类别材料牌号材料厚度坡口形式焊接方法见附表V 氩电联焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅲ级检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝丁字缝管(线) 5%试板其它说明8、附表管线号规格材质焊口号焊工号备注NG0309-150 DN150×5.520#NG0310-150 DN150×5.520#建设/监理单位:专业工程师:年月日总包单位:专业工程师:年月日检测单位:专业工程师:年月日施工单位:专业工程师:年月日无损检测委托单大全多晶硅一期扩建项目检测装置:编号:1203-GD-PT-030 产品名称产品规格产品编号容器类别材料牌号材料厚度坡口形式焊接方法见附表V 氩电联焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅱ级检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝丁字缝管(线) 5%试板其它说明9、附表管线号规格材质焊口号焊工号备注NG0311-50 DN50×4.020#NG0312-150 DN50×4.020#建设/监理单位:专业工程师:年月日总包单位:专业工程师:年月日检测单位:专业工程师:年月日施工单位:专业工程师:年月日无损检测委托单大全多晶硅一期扩建项目检测装置:编号:1203-GD-RT-0 产品名称产品规格产品编号容器类别材料牌号材料厚度坡口形式焊接方法见附表V 氩电联焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅱ级无 损 检 测 委 托 单大全多晶硅一期扩建项目检测装置: 编号:1203-GD-RT-031产品名称产品规格产品编号容器类别材料牌号材料厚度 坡口形式焊接方法 见附表 V 氩电联焊 采用标准 合格级别 委托人签字检查员签字JB4730-2005 Ⅲ级检检测种类射线超声磁粉着色测厚检测要求检测种类射线 超声 磁粉 着色 测厚 检测比例 纵焊缝环焊缝 丁字缝 管(线) 100%试 板 其 它说 明10、附表 管线号 规格 材质 焊口号 焊工号 备注 MS0301-200DN200×6.5 20# 12# 13# HJ16205 返修 MS0302-250DN250×7.020# 18# HJ16205返修建设/监理单位:专业工程师:年 月 日 总包单位:专业工程师:年 月 日检测单位:专业工程师:年 月 日施工单位:专业工程师:年 月 日测要求检测比例纵焊缝环焊缝丁字缝管(线) 5%试板其它说明1、附表管线号规格材质焊口号焊工号备注BFW0301-150 DN150×5.5 20# 7# HJ16201BFW0302-150 DN150×5.5 20# 7# HJ16201BFW0303-150 DN150×5.5 20# 8# 9# HJ16201建设/监理单位:专业工程师:年月日总包单位:专业工程师:年月日检测单位:专业工程师:年月日施工单位:专业工程师:年月日无损检测委托单大全多晶硅一期扩建项目检测装置:编号:1203-GD-RT-032 产品名称产品规格产品编号容器类别材料牌号材料厚度坡口形式焊接方法见附表V 氩电联焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅱ级检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝丁字缝管(线) 100%试板其它说明2、附表管线号规格材质焊口号焊工号备注MS0301-300 DN300×8.0 20# 1A# 5A# 6A# HJ16205MS0301-200 DN200×6.5 20# 9A# 10A# HJ16205MS0302-200 DN200×6.5 20# 19A# 22A# 23A# HJ16205MS0303-200 DN200×6.5 20# 26A# HJ16205MS0301-200 DN200×6.5 20# 13# HJ16205 返修建设/监理单位:专业工程师:年月日总包单位:专业工程师:年月日检测单位:专业工程师:年月日施工单位:专业工程师:年月日无损检测委托单大全多晶硅一期扩建项目检测装置:编号:1203-SB-RT-017 产品名称产品规格产品编号容器类别材料牌号材料厚度坡口形式焊接方法见附表V 氩电联焊检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝丁字缝管(线) 5%试板其它说明证明1203锅炉房编号为1203-SB-RT-017的探伤委托单上管线号NGT1203-350,对应的报告为2009-RT-16-1203-009,而实际检测的管线号为NG0308-350,特此证明.建设/监理单位:专业工程师:年月日总包单位:专业工程师:年月日检测单位:专业工程师:年月日施工单位:专业工程师:年月日无损检测委托单大全多晶硅一期扩建项目检测装置:编号:1203-GD-RT-033 产品名称产品规格产品编号容器类别材料牌号材料厚度坡口形式焊接方法见附表V 氩电联焊检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝丁字缝管(线) 10%试板其它说明11、附表管线号规格材质焊口号焊工号备注NG0302-50-C5C DN50×4.020# 3# HJ16110建设/监理单位:专业工程师:年月日总包单位:专业工程师:年月日检测单位:专业工程师:年月日施工单位:专业工程师:年月日无损检测委托单大全多晶硅一期扩建项目检测装置:编号:1203-GD-RT-034 产品名称产品规格产品编号容器类别材料牌号材料厚度坡口形式焊接方法见附表V 氩电联焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅲ级检测要检测种类射线超声磁粉着色测厚检测纵焊缝环焊缝求比例丁字缝管(线) 5% 试板其它说明12、附表管线号规格材质焊口号焊工号备注NG0303-50-C2L DN50×4.0 20# 3# HJ16110NG0305-50-C2L DN50×4.0 20# 2# HJ16110NG0306-150-C2L DN150×5.5 20# 2# HJ16110NG0307-150-C2L DN150×5.5 20# 2# HJ16110NG0308-350-C2L DN150×5.5 20# 11# 14# HJ16110建设/监理单位:专业工程师:年月日总包单位:专业工程师:年月日检测单位:专业工程师:年月日施工单位:专业工程师:年月日无损检测委托单大全多晶硅一期扩建项目检测装置:编号:1203-GD-RT-035 产品名称产品规格产品编号容器类别材料牌号材料厚度坡口形式焊接方法见附表V 氩电联焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅲ级检测要求检测种类射线超声磁粉着色测厚检测比纵焊缝环焊缝丁字缝例管(线) 5%试板其它说明13、附表管线号规格材质焊口号焊工号备注NG0306-150-C2L DN150×5.5 20# 2# HJ16110NG0308-350-C2L DN350×8.0 20# 11# 14# HJ16110建设/监理单位:专业工程师:年月日总包单位:专业工程师:年月日检测单位:专业工程师:年月日施工单位:专业工程师:年月日无损检测委托单大全多晶硅一期扩建项目检测装置:编号:1203-GD-RT-023 产品名称产品规格产品编号容器类别材料牌号材料厚度坡口形式焊接方法见附表V 氩电联焊采用标准合格级别委托人签字检查员签字JB4730-2005 Ⅱ级检测要求检测种类射线超声磁粉着色测厚检测比例纵焊缝环焊缝丁字缝管(线) 100%试板其它说明14、附表管线号规格材质焊口号焊工号MS0301-300 DN300×7.0 20# HJ16205 MS0301-300 DN300×7.0 20# HJ16205 MS0301-200 DN200×6.5 20# HJ16205 MS0301-200 DN200×6.5 20# HJ16205 MS0302-250 DN250×7.0 20# HJ16205 MS0302-250 DN250×7.0 20# HJ16205 MS0302-200 DN200×7.0 20# HJ16205 MS0303-200 DN200×7.0 20# HJ16205建设/监理单位:专业工程师:年月日总包单位:专业工程师:年月日检测单位:专业工程师:年月日施工单位:专业工程师:年月日。
磁粉探伤委托单-北京陆建鸿兴工程质量检测有限公司

单位编号
委托编号
检测编号
委托日期
委托人
及电话
委托单位
工程名称
代表部位
建设单位
施工单位
监理单位
工程地址
构件别
抽检数量
退磁要求
建筑面积
依据标准
□JB/T6061-2007《无损检测焊缝磁粉检测》□其它
备注
检测单位
北京陆建鸿兴工程质量检测有限公司
通讯地址:北京石景山区石景山路甲19号
邮政编码:100049
电话:88255526 51659033转602
填写说明
1.请委托方工整、认真的填写此委托单中各项内容,并对委托单中所填写的信息真实性负责;
2.当委托方、建设方、监理方、设计方任何一方或多方对试验有特殊要求时,请在备注栏中填写;
3.委托人及电话一栏委托方必须手签。
无损检测委托单样板
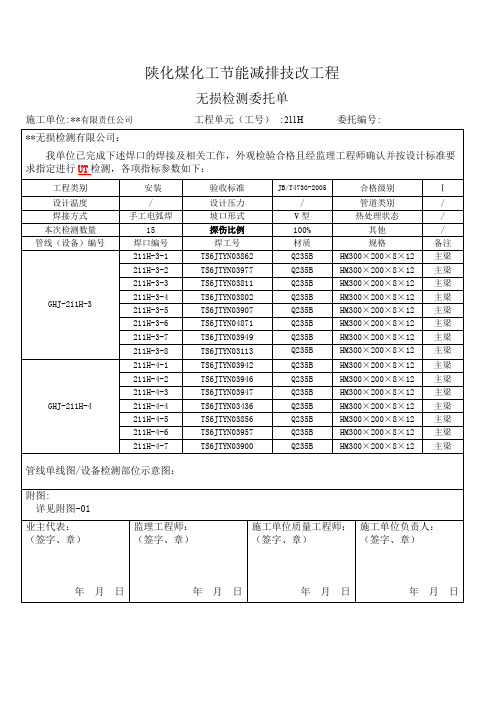
无损检测委托单施工单位:**有限责任公司工程单元(工号) :211H委托编号:无损检测管道单线(设备探伤部位) 图核承压设备无损检验人员考试试题2006年9月电力行业民用核承压设备无损检验人员核安全知识理论考试试卷得分评卷人是非题(在括号内,正确的打"○",错误的打"×",每题1分,共30分)法规部分沸水堆是目前世界范围内存在数量最多的核电堆型。
(×)核岛是一个将核能转变为热能的场所。
(○)重水堆使用重水作慢化剂,提高了中子利用率,因此可直接利用天然铀作燃料。
(○)两个不同安全等级的系统的接口,其安全等级应属于相连系统中较低的安全等级。
(×)对于不同安全等级的设备,其设计、制造、检验和质量控制的要求是不同的。
(○)压水反应堆用高浓集铀作核燃料,并用轻水作慢化剂和冷却剂。
(○)压水堆核电厂反应堆冷却剂系统的平均温度为350℃。
(×)蒸汽发生器是将一回路冷却剂从反应堆获得的热能传给二回路工质(使其变为蒸汽)的热交换设备。
(○)设备安全分级的目的是为制定一套分级的设计、建造和质量控制要求提供基础。
(○)如设备抗震类别为I级,其结构设计应能承受安全停堆地震(SSE) 所引起的载荷。
(○)在轻水反应堆中,通常采用水或石墨作慢化剂,就安全性而言,采用石墨作慢化剂更有利。
(×)稳压器的作用是补偿一回路冷却水温度变化引起回路水容积的变化和调节一回路系统冷却剂的工作压力。
(○)现代核电站普遍采用气罐式稳压器。
(×)压水堆核电站的主泵多为卧式多级离心泵。
(×)天然铀中所含易裂变材料U235的量不高,仅仅7%。
(×)放射性污染防治法的制定目的在于防治放射性污染,保护环境,保障人体健康,促进核能、核技术的开发与和平利用。
(○)"核电厂核事故应急管理条例"适用于可能或者已经引起放射性物质释放、造成重大辐射后果的核电厂核事故应急管理工作。
无损检测委托单及填写要求

无损检测委托单(焊接接头)委托单编号:委托日期:XX年XX月XX日无损检测委托单(续页)(焊接接头)委托单编号:委托日期:年月日无损检测委托单(其他部件)委托单编号:委托日期:年月日3、FHJC/JWT-001~002-2016无损检测委托单(焊接接头)填写说明及要求无损检测委托单一般要求说明:无损检测委托单编号一般分二节,第一节为检测部件类别(焊接接头H、其他部件Q)+无损检测方法的英文首字母(射线检测为R、超声波检测为U、磁粉检测为M、渗透检测为P、涡流检测为E)+W+机组号(或年份),第二节为该委托单的机组(或年度)数字流水号,流水号为三位,不足三位时用‘0’补齐。
如某项目#5机组的第2份焊接接头射线检测委托单的编号为:HRW05-002;某项目#5机组的第3份焊接接头超声波检测委托单的编号为:HUW05-002。
委托单有续页的,编号时主页与续页为同一编号。
不合格项须重新委托检测,编号时在原委托单编号的流水号后加“R1、R2或R3”以示区别返修次数来跟踪。
1.FHJC/JWT-001-002-2016无损检测委托单(焊接接头)填写说明及要求1)委托单编号:按照无损检测委托单一般要求说明进行填写。
2)委托日期:根据委托实际日期填写。
3)项目名称:和工程竣工资料对应的项目名称一致,应写全称。
4)委托单位:填写需要检测的委托部门,应写全称,如焊接工程公司。
5)部件名称:根据委托的部件填写,如#1机组联轴器螺栓。
6)部件编号:一般为委托部件的系统代号或图纸号7)温度、压力:委托部件的温度压力,无法核实是否具有温度或压力,则填“/”。
8)接头类型:焊接接头的类别等级,一般为Ⅰ、Ⅱ、Ⅲ级,根据实际情况由委托方核实填写。
9)焊接方法:应规范统一,例如:全氩弧焊(GTAW)、电焊(SMAW)、氩弧焊+电焊(GTAW+SMAW)10)坡口形式:一般为V型、U型或X型等11)热处理状态:填写是否进行热处理,一般填写热处理后或者“/”。
19钢焊缝探伤检测委托单
测内容
检测单 位填写
样品编号
样品状况
有无见证确认
检测人
检测日期
说明:1、请委托人书写要清楚,不得涂改,委托人对所填写内容负责,样品备制应符合相关标准要求,应按规定支付费用。 2、样品经接收后,应及时向收样室索取收样凭证,作为领取检测报告的依据。 3、如为有见证取样送检,见证人或抽检人在见证人签名栏中签名,对试样的真实性和代表性负责。 4、检验结果以书面报告为准。5、委托方应提供相关检测项目的相关资料。6、本委托不留空白,否则请在空司
地址:重庆市九龙坡区华岩镇华龙大道219号4幢3-2号
电话:023-65258740
委(23)
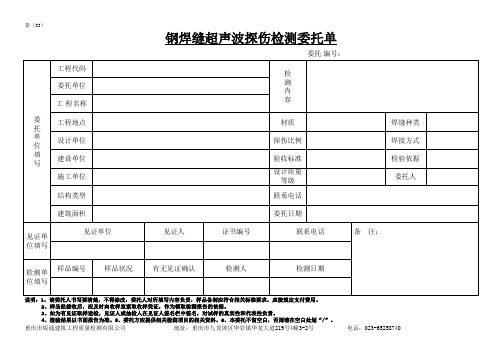
钢焊缝超声波探伤检测委托单
委托 编号: 工程代码 委托单位 工 程名称 委 托 单 位 填 写 工程地点 设计单位 建设单位 施工单位 结构类型 建筑面积 见证单 位填写 见证单位 见证人 证书编号 材质 探伤比例 验收标准 设计质量 等级 联系电话 委托日期 联系电话 备 注: 焊缝种类 焊接方式 检验依据 委托人 检
探 伤 委 托 单
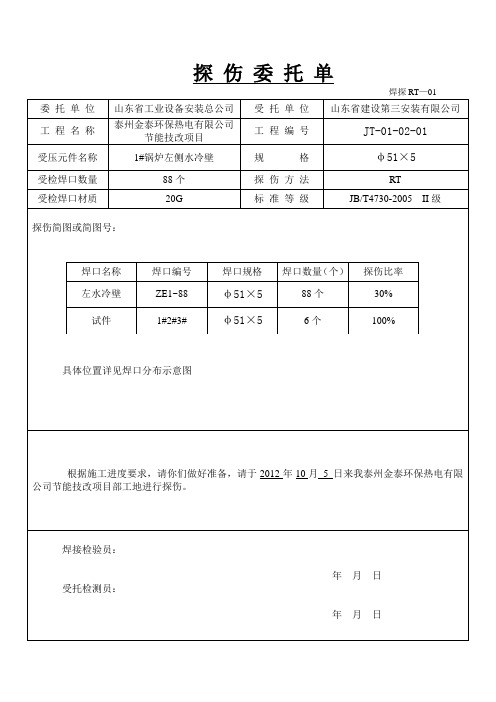
受托单位 工程编号 探伤方法
焊探 RT—07
山东省建设第三安装有限公司
JT-01-02
RT
受检焊口材质
20G
标准等级
JB/T4730-2005 II 级
探伤简图或简图号:
焊口名称 前包墙管 左水冷壁 后水冷壁
焊口编号 BQD1~81 ZC1~88 HB1~109
焊口规格
φ51×5
焊口规格
400×360 450×350 450×358 400×328
焊口数量 (个)
6 6 6 6
GB50205 探伤比率
20%
350×282
18
350×286
6
根据施工进度要求,请你们做好准备,请于 2012 年 10 月 13 日来我泰州金泰环保热电有限 公司节能技改项目部工地进行探伤。
焊接检验员: 受托检测员:
焊口规格
400×360 450×350 450×358 400×328
焊口数量 (个)
6 6 6 6
GB50205 探伤比率
20%
350×282
18
350×286
6
根据施工进度要求,请你们做好准备,请于 2012 年 10 月 26 日来我泰州金泰环保热电有限 公司节能技改项目部工地进行探伤。
焊接检验员: 受托检测员:
年月日 年月日
委托单位 工程名称 受压元件名称
探伤委托单
山东省工业设备安装总公司
泰州金泰环保热电有限公司 节能技改项目
受托单位 工程编号
焊探 RT—02
山东省建设第三安装有限公司
JT-01-02-01
1#锅炉左侧水冷壁
规
钢结构超声波探伤检测委托书

.佛山市顺德区建设工程质量安全监督检测中心钢结构超声波探伤检测委托书表号:TR-X-072第一联:检测部门存(白色)第二联:委托方存(黄色)第三联:收发室存(蓝色)说明:1、委托单位在办理委托手续时,须提供相关图纸及工件规格、数量统计表,并按有关要求做好准备工作。
2、各检测标准适用范围和抽样原则详见附件说明。
3、本中心地址:顺德区大良金榜河西牛岗顶。
电话:22383227(收发室)22383210(检测部门)。
提交人(签名):递交时间:年月日接收人(签名):接收时间:年月日附件钢结构超声波探伤的相关规定抽样原则:1、铁索体类全熔透焊缝,一级焊缝必须对焊缝全部进行超声波检测,二级焊缝必须对焊缝进行20%的超声波探伤(当焊缝长度少于或等于300mm时,可按焊缝条数的20%抽检,探伤长度不得少于200mm,当焊缝长度不足200mm时,应对整条焊缝进行探伤;当焊缝长度大于300mm时,应按每条焊缝长度的20%抽检,探伤长度不得少于200mm)。
2、焊缝接头的返修检测数量:(1)按比例抽查的焊接接头有不合格的接头或不合格率为焊缝数的2%~5%时,应加倍抽检,且应在原不合格部位两侧的焊缝延长线各增加一处进行扩探,扩探仍有不合格者,则应对该焊工施焊的焊接接头进行全数检测和质量评定。
(2)经超声波探伤不合格的焊接接头,应予返修。
返修次数不得超过两次。
在返修后,应在相同条件下重新检测。
(3)抽样检查的焊缝数如不合格率小于2%时,该批验收应定为合格;不合格率大于5%时,该批验收应定为不合格;不合格率为2%~5%时,应加倍抽检,且必须在原不合格部位两侧的焊缝延长线各增加一处,如在所有抽检焊缝中不合格率不大于3%时,该批验收应定为合格,大于3%时,该批验收应定为不合格。
当批量验收不合格时,应对该批余下焊缝的全数进行检查。
当检查出一处裂纹缺陷时,应加倍抽查,如在加倍抽检焊缝中未检查出裂纹缺陷时,该批验收应定为合格,当检查出多处裂纹缺陷或加倍抽查又发现裂纹缺陷时,应对该批余下焊缝的全数进行检查。
焊缝无损检测委托单

江阴市富仁高科股份有限公司部门:加气部页数:1/1 无损检测委托单委托编号:
产品名称天然气液压压缩机焊接方法手工氩弧焊GTAW
产品编号201305001 检验部位环形对接焊缝
试件名称不锈钢管道坡口型式V型坡口
焊缝编号材料规格不锈钢管Φ25×4
检查比例100% 材质0Cr18Ni9(304)
探伤方法RT 表面状况抛光
执行标准JB/T 4730-2005 焊材牌号
焊工代号检验数量
无损检测部位示意图:
管道设计压力27.5MPa。
合格标准按JB/T 4730-2005做射线探伤,Ⅱ级标准
备注探伤委托单位应随同工艺流转卡一起交付
探伤室。
焊缝检查
结果
检验员:日期:
委托人:日期:。
焊缝硬度检测委托书范本

焊缝硬度检测委托书范本尊敬的检测机构:兹有我公司生产的焊接结构件,根据相关技术规范和安全要求,需要进行焊缝硬度检测。
为确保产品质量和安全性,特委托贵机构进行以下检测服务。
一、委托单位基本信息单位名称:[委托单位全称]单位地址:[委托单位地址]联系人:[委托单位联系人姓名]联系电话:[委托单位联系电话]电子邮箱:[委托单位电子邮箱]二、检测对象及要求1. 检测对象:焊接结构件,具体型号为[型号],生产批次为[批次号]。
2. 检测范围:焊缝硬度检测,包括但不限于焊缝表面硬度、焊缝深度硬度等。
3. 检测标准:依据[具体标准名称]进行检测,如GB/T 2651-2008《焊接接头硬度试验方法》等。
4. 检测方法:采用[具体检测方法],如洛氏硬度计、维氏硬度计等。
5. 检测结果:需提供详细的检测报告,包括硬度值、硬度分布图、硬度曲线等。
三、检测时间与地点1. 检测时间:请贵机构在[具体日期]前完成检测工作。
2. 检测地点:若为现场检测,请贵机构派员至[具体地点]进行检测;若为送样检测,请我方将样品送至贵机构指定地点。
四、样品准备与交付1. 样品数量:共[具体数量]件,每件样品需标明型号、批次号、检测部位等信息。
2. 样品包装:请按照贵机构要求进行包装,确保样品在运输过程中不受损。
3. 样品交付:我方将在[具体日期]前将样品送至贵机构,或由贵机构派员至我方指定地点取样。
五、检测费用及支付方式1. 检测费用:根据检测项目、工作量等因素,预计检测费用为[具体金额]元。
2. 支付方式:检测完成后,贵机构提供正规发票,我方将在收到发票后[具体时间]内通过[支付方式]支付检测费用。
六、其他事项1. 检测过程中,若发现样品存在质量问题,请及时与我方联系,共同协商解决方案。
2. 检测报告完成后,请贵机构及时提供电子版和纸质版报告,以便于我方存档和使用。
3. 本委托书一式两份,双方各执一份,具有同等法律效力。
委托单位(盖章):____________________委托单位法定代表人或授权代表签字:________日期:____年____月____日检测机构(盖章):____________________检测机构授权代表签字:________日期:____年____月____日此委托书范本仅供参考,具体内容应根据实际情况和双方协商结果进行调整。