VB与PLC通信程序.doc
上位机VB实现与三菱PLC的串行通讯
上位机VB实现与三菱PLC的串行通讯上位机VB实现与三菱PLC的串行通讯1. 通行原理与方法上位机要能够通过PLC监控下层设备的状态,就要实现上位机与PLC间的通信,一般工业控制中都是采用RS232C实现。
上位机首先向PLC发送查询数据的指令(实际上是查询PLC中端子的状态和DM 区的值等),PLC接收了上位的指令后,进行校验(FCS校验码),看其是否正确,如果正确,则向上位机传送数据(包含首尾校验字节)。
否则,PLC拒绝向上位机传送数据。
上位接收到PLC传送的数据,也要判断正确与否,如果正确,则接收,否则,拒绝接收。
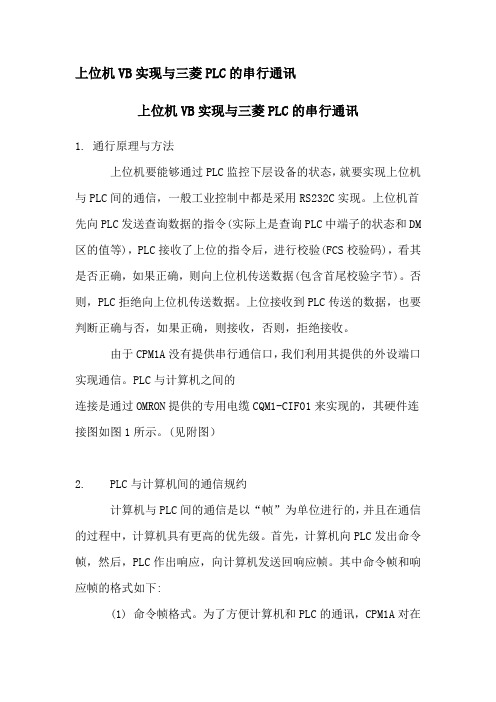
由于CPM1A没有提供串行通信口,我们利用其提供的外设端口实现通信。
PLC与计算机之间的连接是通过OMRON提供的专用电缆CQM1-CIF01来实现的,其硬件连接图如图1所示。
(见附图)2. PLC与计算机间的通信规约计算机与PLC间的通信是以“帧”为单位进行的,并且在通信的过程中,计算机具有更高的优先级。
首先,计算机向PLC发出命令帧,然后,PLC作出响应,向计算机发送回响应帧。
其中命令帧和响应帧的格式如下:(1) 命令帧格式。
为了方便计算机和PLC的通讯,CPM1A对在计算机连接通信中交换的命令和响应规定了相应的格式。
当计算机发送一个命令时,命令数据主准备格式如图2所示。
(见附图)其中@放在首位,表示以@开始,设备号为上位机识别所连接的PLC的设备号。
识别码为命令代码,用来设置用户希望上位机完成的操作,FCS为帧检验代码,一旦通信出错,通过计算FCS可以及时发现。
结束符为“*”和CR回车符,表示命令结束。
(2) 响应帧格式。
由PLC发出的对应于命令格式的响应帧格式如图3所示。
(见附图)其中,异常码可以确定计算机发送的命令是否正确执行。
其它的与正文中的含义相同。
正文仅在有读出数据时有返回。
3. 通信程序的设计为了充分利用计算机数据处理的强大功能,我们可以采用计算机有优先权的方式,在计算机上编写程序来实现计算机与PLC的通信,计算机向PLC发出命令发起通信,PLC自动返回响应。
基于VB6.0的上位机与PLC实时通信技术

基于VB6.0的上位机与PLC实时通信技术基于VB6.0的上位机与PLC实时通信技术主要是通过VB6.0编程语言与PLC进行通信,实现实时数据的传输和控制操作。
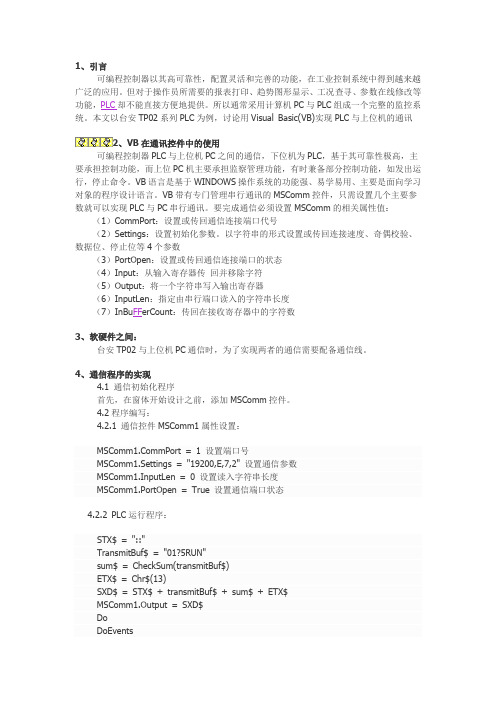
要实现VB6.0与PLC的通信,首先需要通过串口连接VB6.0和PLC。
VB6.0中提供了MSComm控件,可用于实现与PLC的串口通信。
该控件可以配置串口的波特率、数据位、校验位等参数,并可以通过编程实现串口的打开和关闭操作。
在VB6.0中需要编写相应的程序代码,通过串口与PLC进行数据的发送和接收。
VB6.0提供了相应的函数和方法,可以用于读取和写入串口的数据。
通过与PLC进行数据交互,可以实现对PLC的监控和控制操作。
在进行通信时,需要定义好数据的格式和协议,以确保VB6.0与PLC之间能够正确地进行数据的传输和解析。
对于不同的PLC型号和厂商,通信协议可能会有所不同,因此需要按照PLC的通信协议进行编程开发。
在实时通信过程中,需要注意以下几个关键点。
要确保VB6.0与PLC的通信速度要足够快,以实现实时数据的传输和控制操作。
要确保数据的准确性和可靠性,可以通过校验位等方式进行数据的校验和验证。
还需要进行错误处理和异常处理,以避免通信故障和数据丢失等问题的发生。
通过使用VB6.0编程语言,结合PLC的串口通信功能,可以实现上位机与PLC的实时通信。
这样,就能够方便地进行工业控制和监测等操作,提高了生产效率和设备的运行稳定性。
基于VB6.0的上位机与PLC实时通信技术也为后续的数据分析和处理提供了基础。
这对于工业自动化领域的发展和应用具有重要意义。
基于VB6.0的上位机与PLC实时通信技术

基于VB6.0的上位机与PLC实时通信技术一、引言随着自动化技术的不断发展,PLC(可编程逻辑控制器)已经成为自动化领域中不可或缺的设备。
PLC通常用于控制工业生产线上的设备和机器,而上位机则是用来监控和管理PLC系统的设备。
众所周知,实时通信是保证PLC系统正常运行的重要因素之一。
在这篇文章中,我们将重点介绍基于VB6.0的上位机与PLC实时通信技术。
二、VB6.0简介VB6.0是微软公司于1998年发布的一款集成开发环境(IDE),它是一种编程语言,被广泛用于开发Windows平台下的应用程序。
VB6.0具有简单易学、功能丰富、开发效率高等特点,因此在工业领域得到了广泛应用。
考虑到VB6.0的这些优势,我们可以利用它来开发上位机程序,并实现与PLC的实时通信。
三、PLC实时通信技术1. 串口通信PLC通常通过串口与上位机进行通信。
在VB6.0中,我们可以利用MSCOMM控件来实现串口通信。
通过在VB6.0的界面中添加MSCOMM控件,并设置相应的串口参数(如波特率、数据位、校验位、停止位等),就可以实现与PLC的串口通信。
2. Modbus通信Modbus是一种通信协议,被广泛用于工业控制领域。
通过Modbus协议,我们可以实现上位机与PLC之间的实时通信。
在VB6.0中,我们可以使用第三方的Modbus通信库来实现Modbus通信,例如Modbus ActiveX控件等。
通过这些控件,我们可以轻松地实现Modbus通信,从而实现上位机与PLC的实时数据交换。
3. Socket通信1. 配置MSCOMM控件接下来,我们需要编写VB6.0代码,实现与PLC的串口通信。
您可以编写相应的串口通信代码,例如打开串口、发送数据、接收数据等。
示例代码如下:Private Sub Form_Load()mPort = 1 ' 串口号MSComm1.Settings = "9600,n,8,1" ' 波特率、校验位、数据位、停止位MSComm1.PortOpen = True ' 打开串口End SubPrivate Sub Command1_Click()MSComm1.Output = "010*********FF01" ' 发送数据End Sub3. 运行程序并测试您可以运行程序,并测试与PLC的串口通信是否正常。
plc网口vb 通讯

plc网口vb 通讯PLC网口VB通讯——实现智能化生产控制的利器随着工业自动化的快速发展,PLC(Programmable Logic Controller,可编程逻辑控制器)已经成为现代生产线上不可或缺的设备之一。
而要使PLC实现与计算机的通讯,以实现更高级别的控制和监测功能,则需要借助VB(Visual Basic)编程语言。
本文将介绍PLC网口VB通讯的基本原理以及其在实际应用中发挥的重要作用。
一、PLC网口VB通讯基本原理PLC网口VB通讯主要是通过以太网接口实现的。
PLC通过网口与上位机进行通信,由VB程序控制上位机与PLC之间的数据交换。
具体而言,PLC网口VB通讯需要解决以下几个关键问题:1. 协议选择:PLC通常支持多种通信协议,例如MODBUS、OPC等。
在选择协议时需要根据具体应用场景和PLC型号进行判断,并根据协议规范进行编程。
2. IP地址设置:为了确保上位机与PLC能够互相识别和连接,需要为PLC和上位机分配合适的IP地址,并设置子网掩码和默认网关等网络参数。
3. 数据格式与交换:在PLC网口VB通讯中,数据格式的定义和交换非常关键。
通常情况下,可以利用VB编程实现数据的读取、写入和解析,以实现与PLC之间的数据交互。
二、PLC网口VB通讯的实际应用PLC网口VB通讯在许多领域都得到了广泛的应用,为企业的生产控制和监测提供了可行的解决方案。
下面以几个实际案例进行介绍:1. 智能制造:在智能制造领域,PLC网口VB通讯可以实现生产流程的高度自动化和集成化管理。
通过与上位机的通讯,PLC 可以接收指令进行实时控制,并将生产数据反馈给上位机,以便进行数据分析和优化。
2. 物流仓储:在物流仓储领域,PLC网口VB通讯可以实现仓库的自动化控制和货物追踪。
利用上位机与PLC进行通讯,可以实时监测仓库存货情况,并对货物进行分类、分拣和入库等操作。
3. 能源管理:在能源管理领域,PLC网口VB通讯可以实现对能源设备的监控和控制。
PLC与VB6.0串口通讯案例
1、引言可编程控制器以其高可靠性,配置灵活和完善的功能,在工业控制系统中得到越来越广泛的应用。
但对于操作员所需要的报表打印、趋势图形显示、工况查寻、参数在线修改等功能,PLC却不能直接方便地提供。
所以通常采用计算机PC与PLC组成一个完整的监控系统。
本文以台安TP02系列PLC为例,讨论用Visual Basic(VB)实现PLC与上位机的通讯2、VB在通讯控件中的使用可编程控制器PLC与上位机PC之间的通信,下位机为PLC,基于其可靠性极高,主要承担控制功能,而上位PC机主要承担监察管理功能,有时兼备部分控制功能,如发出运行,停止命令。
VB语言是基于WINDOWS操作系统的功能强、易学易用、主要是面向学习对象的程序设计语言。
VB带有专门管理串行通讯的MSComm控件,只需设置几个主要参数就可以实现PLC与PC串行通讯。
要完成通信必须设置MSComm的相关属性值:(1)CommPort:设置或传回通信连接端口代号(2)Settings:设置初始化参数。
以字符串的形式设置或传回连接速度、奇偶校验、数据位、停止位等4个参数(3)PortOpen:设置或传回通信连接端口的状态(4)Input:从输入寄存器传回并移除字符(5)Output:将一个字符串写入输出寄存器(6)InputLen:指定由串行端口读入的字符串长度(7)InBu FF erCount:传回在接收寄存器中的字符数3、软硬件之间:台安TP02与上位机PC通信时,为了实现两者的通信需要配备通信线。
4、通信程序的实现4.1 通信初始化程序首先,在窗体开始设计之前,添加MSComm控件。
4.2程序编写:4.2.1 通信控件MSComm1属性设置:mPort = 1 设置端口号MSComm1.Settings = "19200,E,7,2" 设置通信参数MSComm1.InputLen = 0 设置读入字符串长度MSComm1.PortOpen = True 设置通信端口状态4.2.2 PLC运行程序:STX$ = "::"TransmitBuf$ = "01?5RUN"sum$ = CheckSum(transmitBuf$)ETX$ = Chr$(13)SXD$ = STX$ + transmitBuf$ + sum$ + ETX$MSComm1.Output = SXD$DoDoEventsLoop Until MSComm1.InBu FF erCount >= 12In1$ = MSComm1.Input4.2.3 从PLC读取资料,将寄存器内的数据资料在PC上显示以便观察监控(反应时间50ms):STX$ = "::"transmitBuf$ = "01?5MRVD000102"sum$ = CheckSum(transmitBuf$)ETX$ = Chr$(13)SXD$ = STX$ + transmitBuf$ + sum$ + ETX$MSComm1.Output = SXD$DoDoEventsLoop Until MSComm1.InBufferCount >= 20InData$ = MSComm1.InputLabel2.Caption = Mid$(InData$, 10, 4)Label3.Caption = Mid$(InData$, 14, 4)4.2.4从PLC读取资料,将RelayC0001状态通过PC显示进行监控(反应时间50ms):STX$ = "::"transmitBuf$ = "01?5MCRC0001"sum$ = CheckSum(transmitBuf$)ETX$ = Chr$(13)SXD$ = STX$ + transmitBuf$ + sum$ + ETX$MSComm1.Output = SXD$DoDoEventsLoop Until MSComm1.InBufferCount >= 13In4$ = MSComm1.InputCoil$ = Mid$(In4$, 10, 1)C1% = CInt(Coil$)Label6.Caption = C1%4.2.5 设定Relay状态,将Relay设定为ON(反应时间50ms):Dim C1 As IntegerSTX$ = "::"transmitBuf$ = "01?5SCSY00011"sum$ = CheckSum(transmitBuf$)ETX$ = Chr$(13)SXD$ = STX$ + transmitBuf$ + sum$ + ETX$MSComm1.Output = SXD$DoDoEventsLoop Until MSComm1.InBufferCount >= 12In2$ = MSComm1.Input4.2.6 PLC停止运行:STX$ = "::"transmitBuf$ = "01?5STP"sum$ = CheckSum(transmitBuf$)ETX$ = Chr$(13)SXD$ = STX$ + transmitBuf$ + sum$ + ETX$MSComm1.Output = SXD$DoDoEventsLoop Until MSComm1.InBufferCount >= 12In3$ = MSComm1.Input4.2.7 VB6.0下CheckSum函数代码如下:Private Function CheckSum(transmitBuf$)L = Len(transmitBuf$)Add = 0Dim k, sum As IntegerFor k = 1 To LTJ$ = Mid$(transmitBuf$, k, 1)Add = Add + Asc(TJ$)Next kDo While Add >= 256Add = Add - 256LoopAdd = 255 - Add + 1tempBuf$ = Hex$(Add)CheckSum = LTrim(tempBuf$)End Function5、结论PLC与上位机的结合,并通过VB6.0传送数据所构成的计算机监控系统,对于近距离传输数据的现场控制来说是一种性价比很高的解决方案。
vb与plc网口通讯
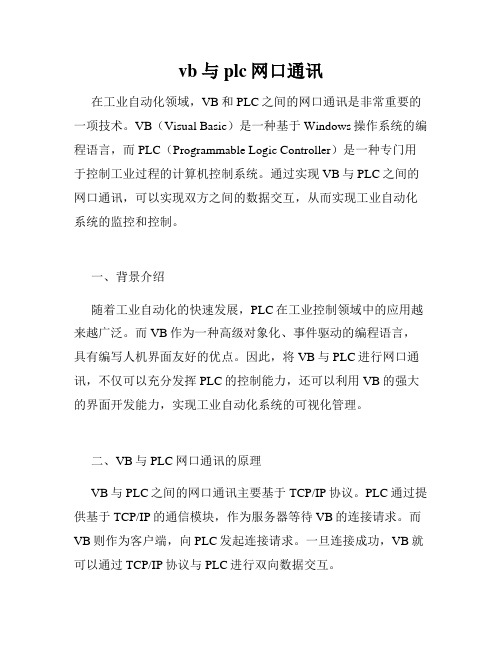
vb与plc网口通讯在工业自动化领域,VB和PLC之间的网口通讯是非常重要的一项技术。
VB(Visual Basic)是一种基于Windows操作系统的编程语言,而PLC(Programmable Logic Controller)是一种专门用于控制工业过程的计算机控制系统。
通过实现VB与PLC之间的网口通讯,可以实现双方之间的数据交互,从而实现工业自动化系统的监控和控制。
一、背景介绍随着工业自动化的快速发展,PLC在工业控制领域中的应用越来越广泛。
而VB作为一种高级对象化、事件驱动的编程语言,具有编写人机界面友好的优点。
因此,将VB与PLC进行网口通讯,不仅可以充分发挥PLC的控制能力,还可以利用VB的强大的界面开发能力,实现工业自动化系统的可视化管理。
二、VB与PLC网口通讯的原理VB与PLC之间的网口通讯主要基于TCP/IP协议。
PLC通过提供基于TCP/IP的通信模块,作为服务器等待VB的连接请求。
而VB则作为客户端,向PLC发起连接请求。
一旦连接成功,VB就可以通过TCP/IP协议与PLC进行双向数据交互。
三、VB与PLC网口通讯的步骤1. 确定PLC的IP地址和端口号。
在进行VB与PLC的网口通讯之前,首先需要确定PLC的IP地址和端口号。
通常情况下,这些参数会在PLC的配置软件中进行设置。
2. 使用VB的Socket控件实现通信。
在VB中使用Socket控件,可以方便地实现与PLC的网口通信。
通过设置Socket的IP地址和端口号,VB可以与PLC进行连接,并通过Socket发送和接收数据。
3. 编写VB程序与PLC进行数据交互。
通过Socket控件,VB可以发送指令给PLC,以实现对PLC的控制。
同时,VB还可以从PLC中读取数据,实现对工业自动化过程的监控。
四、VB与PLC网口通讯的应用1. 监控工业过程。
通过VB与PLC的网口通讯,可以实时获取PLC中的数据,并将这些数据可视化地呈现在VB的界面上。
VB与PLC通讯

VB与PLC之间通讯VB与AB PLC之间通讯AB系列PLC一般都有专用驱动程序用于实现PLC和计算机之间通讯,如RSLINX 就是专门用于做这项工作,但使用RSLINX也具有一定局限性,这里提供一个使用VB编程实现PLC和计算机之间通讯程序,使用协议是DF1,可以支持Micrologix、SLC500等系列PLC。
使用代码如下:Option ExplicitDim tns%, comunicatingPrivate Sub Command1_Click()ReDim tb%(10)Dim stIf ReadTable(0, tb%()) ThenFor st = 0 To 9 '显示结果Text1.SelText = Str(tb%(st)) + Chr(32)Next stText1.SelText = Chr(13) + Chr(10)End IfEnd SubPrivate Sub Command2_Click()ReDim tm%(5)tm%(0) = Rnd * 32768tm%(1) = Rnd * 32768tm%(2) = Rnd * 32768tm%(3) = Rnd * 32768tm%(4) = Rnd * 32768If Not WriteTable(4, tm%()) Then Text1.SelText = "写入错误!!" End SubPrivate Sub Exit_Click()Unload MeEndEnd SubPrivate Sub Form_Load()Comm1.PortOpen = TrueEnd SubPrivate Sub Form_Unload(Cancel As Integer)Comm1.PortOpen = FalseEnd SubPrivate Sub CalcCRC(mes$)Dim byt%, res&'对消息进行crc校验,然后将结果添加到消息结尾。
VB与AB的PLC之间通信

VB与AB的PLC之间通讯2007-05-31 来源:西部工控网浏览:300[推荐朋友] [打印本稿] [字体:大小]VB与AB PLC之间通讯AB系列PLC一般都有专用驱动程序用于实现PLC和计算机之间通讯,如RSLINX就是专门用于做这项工作,但使用RSLINX也具有一定局限性,这里提供一个使用VB编程实现PLC和计算机之间通讯程序,使用协议是DF1,可以支持Micrologix、SLC500等系列PLC。
使用代码如下:Option ExplicitDim tns%, comunicatingPrivate Sub Command1_Click()ReDim tb%(10)Dim stIf ReadTable(0, tb%()) ThenFor st = 0 To 9 '显示结果Text1.SelText = Str(tb%(st)) + Chr(32)Next stText1.SelText = Chr(13) + Chr(10)End IfEnd SubPrivate Sub Command2_Click()ReDim tm%(5)tm%(0) = Rnd * 32768tm%(1) = Rnd * 32768tm%(2) = Rnd * 32768tm%(3) = Rnd * 32768tm%(4) = Rnd * 32768If Not WriteTable(4, tm%()) Then Text1.SelText = "写入错误!!" End SubPrivate Sub Exit_Click()Unload MeEndEnd SubPrivate Sub Form_Load()Comm1.PortOpen = TrueEnd SubPrivate Sub Form_Unload(Cancel As Integer)Comm1.PortOpen = FalseEnd SubPrivate Sub CalcCRC(mes$)Dim byt%, res&'对消息进行crc校验,然后将结果添加到消息结尾。
基于VB6.0的上位机与PLC实时通信技术

基于VB6.0的上位机与PLC实时通信技术一、实时通信技术在工业控制系统中的重要性实时通信技术在工业控制系统中扮演着十分重要的角色。
在现代工业控制系统中,各种设备之间需要进行及时、准确的信息交换,以保证整个系统的正常运行。
在许多工业控制系统中,PLC往往承担着实时数据采集、逻辑控制、设备状态监测等任务,而上位机则需要通过实时通信技术与PLC进行数据交换和控制命令的下发。
实时通信技术的稳定性和可靠性对整个工业控制系统的运行至关重要。
基于此,基于VB6.0的上位机与PLC实时通信技术成为了工程师们需要深入研究和掌握的技术。
二、VB6.0在上位机开发中的应用VB6.0是一种非常成熟、功能强大的软件开发工具,拥有良好的可视化设计界面和强大的编程功能。
在工业自动化领域,基于VB6.0的上位机开发具有以下几个优势:1. 易于学习和使用。
VB6.0的编程语言结构清晰、简单易懂,对于工程师来说比较容易上手。
2. 丰富的控件库。
VB6.0提供了丰富的控件库,可以方便地实现各种窗体界面的设计和功能的实现。
3. 良好的可视化设计界面。
VB6.0提供了良好的可视化设计界面,可以直观地设计界面布局和控件功能。
4. 广泛的应用领域。
VB6.0已在工业控制系统中得到了广泛的应用,积累了大量的经验和案例,为工程师们提供了丰富的技术支持和解决方案。
基于VB6.0的上位机开发在工业控制系统中得到了广泛的应用。
在后文中,我们将结合VB6.0的优势,介绍基于VB6.0的上位机与PLC实时通信的具体实现方法。
基于VB6.0的上位机与PLC实时通信的具体实现方法通常包括以下几个步骤:1. 建立通信连接。
通常情况下,PLC与上位机之间的通信连接可以通过串口、以太网等方式实现。
在VB6.0中,我们可以利用其提供的串口通信、Socket通信等控件来建立与PLC的通信连接。
2. 设计数据交换协议。
在进行实时通信时,上位机与PLC之间需要进行数据的交换。
VB与PLC的通信

利用VB6.0 实现PC 与三菱PLC 的通信本文介绍的 PC 与三菱 FX 系列 PLC 通信,是通过 PLC 的编程口与 PC 机的串口进行的,采用编程电缆作为计算机与 PLC 通信的连线。
FX2系列PLC的编程接口采用RS-422标准,而计算机的串行口采用的是RS-232标准,因此作为实现PLC与计算机通信的接口模块FX-232AW,必须将RS-422标准转换成RS-232标准,同时在实现上述过程中采用光电隔离技术。
图1一、串口的相关知识1)串行通信的概念图2所谓“串行通信”是指外设和计算机间使用一根数据信号线(另外需要地线,可能还需要控制线),数据在一根数据信号线上一位一位地进行传输,每一位数据都占据一个固定的时间长度。
如图2所示。
这种通信方式使用的数据线少,在远距离通信中可以节约通信成本,当然,其传输速度比并行传输慢2)常见的串口通信规约:目前较为常用的串口有9针串口(DB9)和25针串口(DB25),通信距离较近时(<12m),可以用电缆线直接连接标准RS232端口(RS422,RS485较远),若距离较远,需附加调制解调器(MODEM)。
最为简单且常用的是三线制接法,即地、接收数据和发送数据三脚相连,且直接用RS232相连。
RS-232C: “1”=-3~-15;“0”=+3~+15速率:0~20000bps;一般传输距离:15m。
RS-422:采用平衡传输,平衡发送器、差动接收器,速率:10Mbps/15m;90Kbps/1200m抗干扰能力强。
DB9和DB25的常用信号脚说明由于FX 2-232AW 价格过贵所以我们选用选用MAXIM 公司的MAX202实现RS-232与TTL 之间的电平转换。
MAX202内部有电压倍增电路和转换电路,仅需+5V 电源就可工作,使用十分方便;选用MAX490实现RS-485与TTL 之间的转换。
每片MAX490有一对发送器/接收器,由于通信采用全双工方式,故需两片MAX490,另外只需外接4只电容即可。
怎样才能让VB和PLC相互通讯传输数据

性)按钮,打开属性对话框。将“MPI”栏中的“TransmissionRate”(波特率)设置为187.5 kbit/s,其他参数可以采用默认设置。在“Local Connection”选项卡“COM Port”选择框中设置实际使用的Pc串口的编号,波特率可以设置为19.2 kbit/s
2.用OPC Server软件实现通信连接
西门子的PLC,除了用组态软件可以和PLC通讯外,也可以用VB和它通讯,但是必须利用西门子公司发布的PRODAVE软件包(其实就是一个库函数包).PRODAVE提供了大量函数,我门可以利用这些函数解决PLC与PC的数据交换和处理.当然这些函数是可以在VB中调用的,只要在模块里声明一下就可以了. 给你举两个简单例子: load tool.这个用来将计算机与PLC连接起来, unload tool.是用来断开连接的. a_field_read(a,b,c).这个可以从PLC读取数据到计算机 a_field_write(a,b,c).用来写数据到PLC. 就举这么四个典型例子,看起来似乎挺简单,其实还有好多好多问题需要解决,比如从PLC不同的数据存储区读取数据所用的函数不同.还有初始的参数设置,地址设置,读写函数的参数设置,即使参数都设置对了,如何判断连接上否,即使连上了如何判断,数据读写有没有错误,有了错误如何判断是哪种错误.所以,也许你能看出,PLC和PRODAVE的知识在编写中的关键性并不低于VB. 一般都是用PLC的串口编一个协议,然后利用VB里面的通讯控件进行通讯的。例如omron是用hostlink来做的。三菱一般是用RS指令,松下是用trns来做的。
VB与PLC通讯程序教学

VB与PLC通讯程序教学为什么要学习编制VB与PLC通讯程序,学会编制VB与PLC通讯程序有什么用呢?简单地说:省成本!小型的控制系统触摸屏即可胜任,5.7寸的屏价格不一。
便宜也就一千多点,这个时候用VB做PLC 的上位机控制系统当然是不合算。
当控制系统要求上位机与PLC的通讯量很大时,触摸屏已经不能胜任了,需要用到组态软件。
组态软件确实是好东西,但是我们小家小业的,还是省着点好。
此时VB就派上用场,用VB在电脑上编制一套PLC通讯程序,如果我们的脑力劳动暂不计成本的话,一台电脑几千元基本就搞定了上位机与PLC的通讯。
怎么才能学会用VB编制PLC的上位机通讯程序呢?1、买一个VB6.0中文企业版的软件(VC,DELPHI,VB三合一的光盘也不过二十元左右)2、买本VB入门基础书,边看边练习做些小程序(别不舍得花钱,网上虽然可以下载,但是看起来并不方便,影响您的学习进度)3、VB看几天就可以了,VB与PLC通讯只需要应用几个简单的VB控件而已。
如文本框用来读、写PLC寄存器的值,按钮用来置、复位PLC位元件,文字标签用来显示PLC位元件的ON、OFF状态,三个控件应用就可以学会编制VB与PLC通讯程序了。
您先学会了VB与PLC通讯方法,后期您再努力学好VB。
(真正用到工程上,VB要学很长时间呢)4、查找一些有关通讯方面的书籍翻翻,了解一下通讯格式是怎么回事。
比如说波特率,停止位,开始位,校验位,数据位。
看不懂没关系,先记住这些概念,在学习编制VB与PLC通讯程序的过程中您会理解这些(实践是最好的老师)5、找一些别人做好的VB与PLC通讯程序看,别幻想您自己做出来,除非您基础雄厚,时间也雄厚(时间是金钱,参考是捷径。
)6、找一个朋友帮忙指导,还是不要幻想自己看懂找到的VB与PLC通讯程序,除非您基础雄厚,时间也雄厚(好学生也需要进学校学习,听课比自学学得好又快是真理。
)7、学懂了VB与PLC通讯的原理与程序编制方法后,千万别因满足而停止,动手去编制自己的VB与PLC通讯程序。
vb与plc通讯(以西门子S7-200为例)

vb与plc通讯(以西门子S7-200为例)S7-200 PLC之PPI协议通过硬件和软件侦听的方法,分析PLC内部固有的PPI通讯协议,然后上位机采用VB编程,遵循PPI通讯协议,读写PLC数据,实现人机操作任务。
这种通讯方法,与一般的自由通讯协议相比,省略了PLC的通讯程序编写,只需编写上位机的通讯程序资源S7-226的编程口物理层为RS-485结构,SIEMENS提供MicroWin软件,采用的是PPI(Point to Point)协议,可以用来传输、调试PLC程序。
在现场应用中,当需要PLC与上位机通讯时,较多的使用自定义协议与上位机通讯。
在这种通讯方式中,需要编程者首先定义自己的自由通讯格式,在PLC中编写代码,利用中断方式控制通讯端口的数据收发。
采用这种方式,PLC 编程调试较为烦琐,占用PLC的软件中断和代码资源,而且当PLC的通讯口定义为自由通讯口时,PLC的编程软件无法对PLC进行监控,给PLC程序调试带来不便。
SIEMENSS7-200PLC的编程通讯接口,内部固化的通讯协议为PPI协议,如果上位机遵循PPI协议来读写PLC,就可以省略编写PLC的通讯代码。
如何获得PPI协议?可以在PLC的编程软件读写PLC数据时,利用第三个串口侦听PLC的通讯数据,或者利用软件方法,截取已经打开且正在通讯的端口的数据,然后归纳总结,解析出PPI协议的数据读写报文。
这样,上位机遵循PPI协议,就可以便利的读写PLC内部的数据,实现上位机的人机操作功能。
软件设计系统中测控任务由SIEMENSS7-226PLC完成,PLC采用循环扫描方式工作,当定时时间到时,执行数据采集或PID控制任务,完成现场的信号控制。
计算机的监控软件采用VB编制,利用MSComm控件完成串口数据通讯,通讯遵循的协议为PPI协议。
PPI协议西门子的PPI(Point to Point)通讯协议采用主从式的通讯方式,一次读写操作的步骤包括:首先上位机发出读写命令,PLC作出接收正确的响应,上位机接到此响应则发出确认申请命令,PLC则完成正确的读写响应,回应给上位机数据。
基于VB6.0的上位机与PLC实时通信技术
基于VB6.0的上位机与PLC实时通信技术一、通信原理上位机与PLC之间的通信是通过通信协议来实现的。
通信协议是一种规定了通信双方之间通信方式和通信内容的标准化协议。
常见的通信协议有MODBUS、OPC、PROFIBUS等。
在实际应用中,根据不同的PLC型号和通信需求,选择适合的通信协议进行通信。
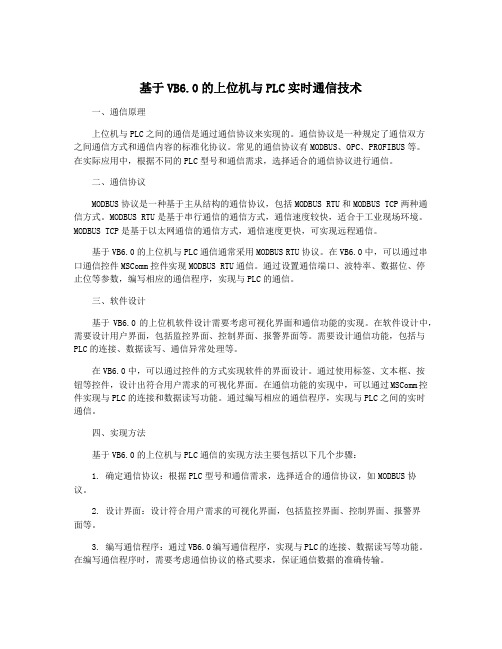
二、通信协议MODBUS协议是一种基于主从结构的通信协议,包括MODBUS RTU和MODBUS TCP两种通信方式。
MODBUS RTU是基于串行通信的通信方式,通信速度较快,适合于工业现场环境。
MODBUS TCP是基于以太网通信的通信方式,通信速度更快,可实现远程通信。
基于VB6.0的上位机与PLC通信通常采用MODBUS RTU协议。
在VB6.0中,可以通过串口通信控件MSComm控件实现MODBUS RTU通信。
通过设置通信端口、波特率、数据位、停止位等参数,编写相应的通信程序,实现与PLC的通信。
三、软件设计基于VB6.0的上位机软件设计需要考虑可视化界面和通信功能的实现。
在软件设计中,需要设计用户界面,包括监控界面、控制界面、报警界面等。
需要设计通信功能,包括与PLC的连接、数据读写、通信异常处理等。
在VB6.0中,可以通过控件的方式实现软件的界面设计。
通过使用标签、文本框、按钮等控件,设计出符合用户需求的可视化界面。
在通信功能的实现中,可以通过MSComm控件实现与PLC的连接和数据读写功能。
通过编写相应的通信程序,实现与PLC之间的实时通信。
四、实现方法基于VB6.0的上位机与PLC通信的实现方法主要包括以下几个步骤:1. 确定通信协议:根据PLC型号和通信需求,选择适合的通信协议,如MODBUS协议。
2. 设计界面:设计符合用户需求的可视化界面,包括监控界面、控制界面、报警界面等。
3. 编写通信程序:通过VB6.0编写通信程序,实现与PLC的连接、数据读写等功能。
在编写通信程序时,需要考虑通信协议的格式要求,保证通信数据的准确传输。
基于VB6.0的上位机与PLC实时通信技术

基于VB6.0的上位机与PLC实时通信技术VB6.0是一种广泛使用的编程语言,可以用于开发各种类型的桌面应用程序,包括与PLC实时通信的上位机应用程序。
本文将探讨基于VB6.0的上位机与PLC实时通信技术。
PLC是一种广泛用于控制和监视生产过程的计算机控制系统,可以对工业机器和设备进行自动化控制。
要实现PLC与上位机之间的实时通信,需要使用通信协议和接口。
通信协议与接口通信协议是一种规范,它规定了通信设备之间的数据交换规则和通信过程中所需的控制信息。
通信协议包括传输层协议、网络层协议和应用层协议。
在PLC与上位机之间的通信过程中,常用的通信协议有Modbus、Profibus和Ethernet等。
其中,Modbus是一种最常用的串行通信协议,它支持多种通信接口,如RS-232和RS-485。
Profibus是一种用于工控领域的总线传输协议,常用于PLC与外围设备之间的通信。
Ethernet是一种高速、可靠的局域网通信协议,常用于PLC与上位机之间的通信,它支持TCP/IP协议。
接口是指连接PLC和上位机的物理接口,通常包括串口、并口、以太网口等。
串口是一种最常用的接口,它可以通过RS-232或RS-485接口连接PLC和上位机。
并口通常用于低速、短距离的数据传输,如打印机连接。
以太网口可实现高速数据传输和远程访问。
PLC通信控件VB6.0提供了多种通信控件,用于实现与PLC的通信。
常用的通信控件包括Winsock、MSComm和XPcomm等。
Winsock是VB6.0中的Socket控件,它可以实现TCP/IP协议的管理和通信,支持多线程、异步操作和事件处理。
MSComm控件是VB6.0中的串口控件,可以实现串口通信功能,支持多种波特率、数据位、停止位和校验方式的设置。
实时通信实现方法实现与PLC的通信,最常用的方法是通过VB6.0的通信控件读取并处理PLC发送的数据。
在VB6.0中,可以通过SendMessage、SendMessageTimeout和PostMessage等函数向PLC发送指令和控制信息。
VB与PLC通讯示例

2. 啤酒稀释的人机操作界面:
人机操作主要用来输入啤酒浓度数据、操作命令,直观显示各种流量数据并记录偏差曲线,界面图如下:
3. 硬件配置
本例子中上位机PC选用联想奔腾Ⅱ品牌机,外加RS232转RS485通讯转换卡。下位机PLC选用三菱FX2N-16MR,另加模拟输入模块FX2N-2AD 和模拟输出模块FX2N-2DA各一块,外加一个485串口通讯模块PC-485BD。
表格中粗体字为需要求和效验的部分;
和效验为每一项的ASCII值的总和转换成十六进制后,取其低两位;
站号、PLC号、元件数量、和效验都是以十六进制表示;
等待延时为0-150毫秒,以十六进制0H-FH表示,如100ms为AH。
1) 批量读出位元件—BR指令格式
1 2 3 4 5 6 7 8 15 16 17
PC侧: ENQ 站号 PLC号 BR 延时 首地址 数量 和校验 ACK 站号 PLC号
PLC侧: STX 站号 PLC号 数据 EXT 和校验
9 10 11 12 13 14
2) 计算出加水量的百分比 [(B-A) / A]*100% ;
3) 根据此百分比和高浓酒的瞬时流量,计算出脱氧水要达到的流量;
4) 比较水的瞬时流量和计算出的流源自,来控制水调节阀的开度,使水瞬时流量等于计算流量。
由于酒和水的瞬时流量是变化的,所以3)、4)步要反复进行。以上所有的计算功能和PID调节功能都由PLC完成。
cha = Val("&H" & iNum) * 4 ''数据寄存器的值为十六进制表示,占4个字符
Case "M", "X", "Y" ''查询继电器触电的值
vb与plc通讯
vb与plc通讯(以西门子S7-200为例)S7-200 PLC之PPI协议通过硬件和软件侦听的方法,分析PLC内部固有的PPI通讯协议,然后上位机采用VB编程,遵循PPI通讯协议,读写PLC数据,实现人机操作任务。
这种通讯方法,与一般的自由通讯协议相比,省略了PLC的通讯程序编写,只需编写上位机的通讯程序资源S7-226的编程口物理层为RS-485结构,SIEMENS提供MicroWin软件,采用的是PPI(Point to Point)协议,可以用来传输、调试PLC程序。
在现场应用中,当需要PLC与上位机通讯时,较多的使用自定义协议与上位机通讯。
在这种通讯方式中,需要编程者首先定义自己的自由通讯格式,在PLC中编写代码,利用中断方式控制通讯端口的数据收发。
采用这种方式,PLC 编程调试较为烦琐,占用PLC的软件中断和代码资源,而且当PLC的通讯口定义为自由通讯口时,PLC的编程软件无法对PLC进行监控,给PLC程序调试带来不便。
SIEMENSS7-200PLC的编程通讯接口,内部固化的通讯协议为PPI协议,如果上位机遵循PPI协议来读写PLC,就可以省略编写PLC的通讯代码。
如何获得PPI协议?可以在PLC的编程软件读写PLC数据时,利用第三个串口侦听PLC的通讯数据,或者利用软件方法,截取已经打开且正在通讯的端口的数据,然后归纳总结,解析出PPI协议的数据读写报文。
这样,上位机遵循PPI协议,就可以便利的读写PLC内部的数据,实现上位机的人机操作功能。
软件设计系统中测控任务由SIEMENSS7-226PLC完成,PLC采用循环扫描方式工作,当定时时间到时,执行数据采集或PID控制任务,完成现场的信号控制。
计算机的监控软件采用VB编制,利用MSComm控件完成串口数据通讯,通讯遵循的协议为PPI协议。
PPI协议西门子的PPI(Point to Point)通讯协议采用主从式的通讯方式,一次读写操作的步骤包括:首先上位机发出读写命令,PLC作出接收正确的响应,上位机接到此响应则发出确认申请命令,PLC则完成正确的读写响应,回应给上位机数据。
基于VB6.0的上位机与PLC实时通信技术

基于VB6.0的上位机与PLC实时通信技术一、引言随着工业自动化的深入发展,工业控制系统的实时性和可靠性要求日益提高。
在工业控制系统中,上位机与PLC之间的通信是非常重要的一环。
而基于VB6.0的上位机与PLC实时通信技术则成为了工业控制领域的一大热点。
本文将从上位机与PLC通信的基本原理、通信协议的选择以及基于VB6.0的通信实现方法等方面展开阐述。
二、上位机与PLC通信的基本原理在工业控制系统中,上位机作为控制和监控的中心,而PLC则作为现场设备的控制器。
上位机与PLC之间的通信,主要是为了实现数据的实时交换和控制指令的下发。
通常情况下,上位机与PLC之间的通信采用的是串口通信或者以太网通信。
串口通信是指通过串行端口来实现上位机与PLC之间的通信。
在实际应用中,常用的是RS-232或者RS-485接口。
而以太网通信则是通过以太网协议来实现通信,实现数据的传输和交换。
无论是串口通信还是以太网通信,其基本原理都是通过特定的通信协议来实现数据的传输和交换。
不同的PLC厂家采用的通信协议可能有所不同。
因此在实际应用中,需要根据具体的PLC型号以及通信协议来进行相应的通信设置。
三、通信协议的选择在实际的上位机与PLC通信过程中,选择合适的通信协议是非常重要的。
常用的PLC通信协议包括Modbus、Profibus、MPI等。
这些通信协议都有其各自的特点和适用范围。
Modbus通信协议是一种较为常用的通信协议,它简单易懂,易于实现。
Modbus协议支持串口通信和以太网通信,可广泛应用于各种PLC和上位机之间的通信。
Profibus通信协议则是一种高速传输的通信协议,适用于对通信速度有较高要求的场合。
而MPI通信协议则主要应用于西门子PLC之间的通信。
在选择通信协议时,需要考虑PLC的型号、通信速度、通信距离等因素。
同时也需要考虑上位机的通信接口及通信协议的支持情况。
在实际应用中,需根据具体的要求和条件选择适合的通信协议。
vb 网口与plc 通讯

vb 网口与plc 通讯在现代工业领域中,VB(Visual Basic)和PLC (Programmable Logic Controller)在实现设备之间的通讯中起到了重要的作用。
而VB与PLC间的网口通讯更是实现了数据传输的便捷与高效。
本文将探讨VB网口与PLC通讯的相关知识,介绍其基本原理、通讯方式以及应用案例等。
一、VB网口与PLC通讯的基本原理VB网口与PLC通讯的基本原理是通过网线将VB程序与PLC 设备连接起来,实现数据的传输与交互。
在这个过程中,VB程序可以向PLC发送命令,读取或写入PLC内部的数据,同时也可以获取PLC发送的状态或数据。
这种通讯方式具有高速、稳定的特点,为工业自动化控制提供了一种可靠的手段。
二、VB网口与PLC通讯的方式1. Modbus通讯方式Modbus通讯是一种广泛使用的通讯协议,被众多PLC设备所支持。
在VB与PLC通讯中,可以通过Modbus协议实现数据的读写。
通过这种方式,VB程序可以向PLC发送Modbus命令,读取PLC中的参数或状态,并将结果反馈给用户。
2. 自定义通讯协议除了Modbus通讯方式外,还可以根据实际需求自定义通讯协议。
采用自定义通讯协议的方式可以更加灵活地进行数据的传输与处理。
VB程序与PLC通过网口连接后,通过自定义的通讯协议进行数据的读写操作,实现设备间的通讯与控制。
三、VB网口与PLC通讯的应用案例VB网口与PLC通讯的应用案例非常丰富,下面以自动化生产线为例进行说明。
假设在一条自动化生产线上,需要对不同工位的设备进行监控和控制。
通过VB网口与PLC通讯,可以实现以下功能:1. 监测设备状态:通过读取PLC中的状态位,可以实时监测设备的运行情况,如设备是否正常工作、是否存在故障等。
当设备出现异常时,VB程序可以及时发出警报并采取相应的措施。
2. 设备控制:通过向PLC发送控制命令,可以实现对设备的远程控制。
例如,当需要停止某个工位的设备时,VB程序可以向PLC发送关闭信号,PLC接收到信号后即可停止对应设备的运行。
VB通过网口与plc通讯

VB通过网口与plc通讯在工业自动化领域,控制器之间的通讯是非常关键的一环。
而常用的通讯方式之一就是通过Visual Basic(VB)与可编程逻辑控制器(PLC)进行通讯。
通过VB与PLC的通讯,可以实现对PLC进行数据读写、实时监控和远程控制等功能。
下面将介绍一些关于VB通过网口与PLC通讯的方法和步骤。
1. 环境准备首先,需要确保环境准备工作完成。
这包括安装VB开发环境和PLC通讯驱动程序等。
在VB中,可以使用Socket或者Modbus组件来实现与PLC的通讯。
而PLC通讯驱动程序则需要根据具体使用的PLC品牌和型号进行选择和安装。
2. 确定通讯方式在进行VB与PLC通讯之前,需要确定通讯的方式。
常见的通讯方式有以太网通讯和串口通讯两种。
如果选择以太网通讯,就需要确保PLC和计算机在同一局域网内,并且能够互相访问。
而串口通讯则需要连接串口线,适用于一些没有以太网接口的老型号PLC。
3. 设置通讯参数在进行VB与PLC通讯之前,还需要设置通讯参数。
这包括PLC的通讯地址、端口号、通讯协议等。
通常可以通过PLC通讯驱动程序提供的API或者官方文档来获取这些参数,然后在VB 程序中进行设置。
4. 实现数据读写一旦通讯参数设置完毕,就可以开始实现数据读写了。
在VB 中,可以使用Socket组件来进行数据的读写。
首先需要建立与PLC的连接,然后发送数据请求并接收返回的数据。
根据PLC的不同,数据的读写方式也有所区别,常见的有读取PLC的寄存器值、写入PLC的寄存器值等。
5. 实时监控与远程控制VB通过网口与PLC通讯的一个重要应用就是实现实时监控和远程控制功能。
通过读取PLC的数据,可以实时监测工业生产过程中的各项指标,如温度、压力、流量等。
而通过写入PLC的数据,则可以对生产设备进行远程控制,如启动、停止、调节参数等。
6. 异常处理与调试在进行VB与PLC通讯的过程中,可能会出现一些异常情况,如通讯错误、连接中断等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
VB与PLC通信程序(欧姆龙PLC)(2007-08-01 21:00:11)
关于VB的MSCOMM控件可参考相关资料。
通信程序摘要如下:
(1)初始化程序
mport=2 ’选择COM2
Mscomm1.Settings=”9600,N,8,2”’设置通信参数
Mscomm1.Inputlen=0 ’读入接收缓冲区全部字符
Mscomm1.OutbufferSize=256 ’设置发送缓冲区大小
Mscomm1.InbufferSize=512 ’设置接收缓冲区大小
Mscomm1.PortOpen=True ’打开COM2
(2)发送命令程序
比如读取节点号03的PLC中IR000到IR009的内容,并放到tag1字符串变量中,此时有:
Dim Command, node, begin, number as string
Dim Answerlen as integer
node=”03”’节点号
Command=”RR”’命令为读IR区
begin=”0000”’从IR000开始
number=10 ’读取长度
Answerlen=51 ’计算接收字符串长度
进行命令发送和接收应答处理:
Dim FCS, I as integer
Dim s ,f as string
s=”@”+node+Commad+begin+number
FCS=0
For i=1 to Len(s)
FCS=FCS xor Asc(Mid$(s,i,1) ) ’帧校验码FCS
Next i
f=Hex$(FCS)
If Len(f)=1 Then f=”0”+f
Commfrm.MSComm1.Output=s + f + ”*” + CHR$(13) ’命令帧发送
Do
Dummy=DoEvents()
Loop Untill Commfrm.MSComm1.InbufferCount >= Answerlen ’等待应答帧
Do tag1= Commfrm.MSComm1.Input
Loop Untill Commfrm.MSComm1.InbufferCount=0 ’读完应答帧
上述程序具有相当的通用性,对于其它设备不同的只是各自的数据帧格式,因而只需做相应少量修改即可。