实体膨胀管技术研究的新进展
亿万奇公司EGT 实体膨胀管技术介绍

28750′ deep
28
6867′ liner
Mud Weight
21
(lb/gal)
14
20 16 12 8
7 4
6 4 2
25 1
50
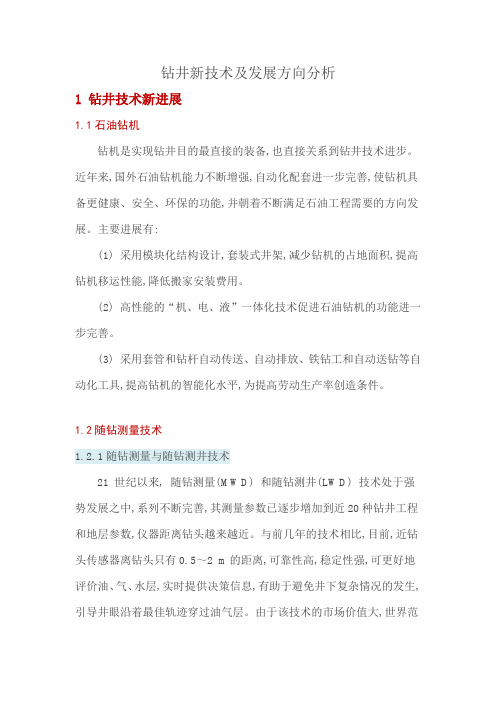
400o F >100o angle
>20 ppg MW
10 8
Length (ft / 1000)
2002: Operating
Range
75 100
2 3
125
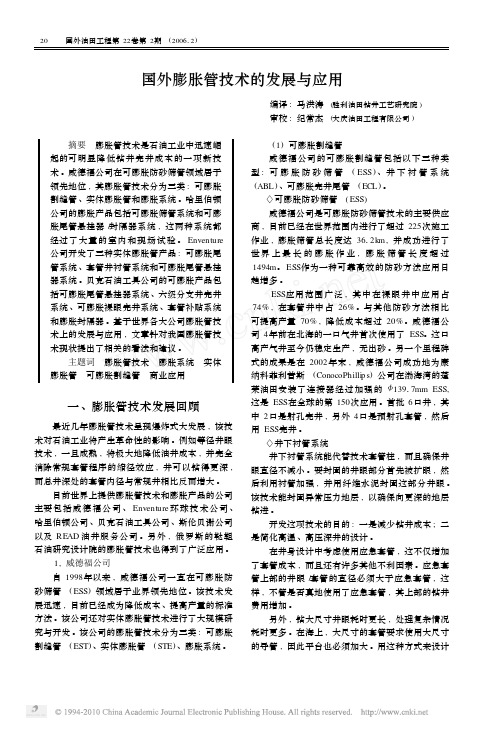
SET on lo-penetration slips 打上微牙痕卡瓦
Launcher 膨胀器
Joint from V-door 从坡板处提起膨胀管
Running the liner 下膨胀管
Lower Safety Sub 下部安全接头
Expansion Assembly 膨胀组件
Tongs 套管钳
What had we done?
940 Job numbers:
installations (updated to
May 2008)
940 到今天为止(2008-5),成功安装
次/口
Expandable Operating Parameters
膨胀参数
Depth
2007:
35 (ft /1000)
Established ten years ago as a Joint Venture between Shell
and Halliburton 是皇家荷兰壳牌和哈里伯顿于 10年前合资成立的
Enventure Global Technology is based in Houston, Texas and
钻井新技术及发展方向分析
钻井新技术及发展方向分析1 钻井技术新进展1.1石油钻机钻机是实现钻井目的最直接的装备,也直接关系到钻井技术进步。
近年来,国外石油钻机能力不断增强,自动化配套进一步完善,使钻机具备更健康、安全、环保的功能,并朝着不断满足石油工程需要的方向发展。
主要进展有:(1) 采用模块化结构设计,套装式井架,减少钻机的占地面积,提高钻机移运性能,降低搬家安装费用。
(2) 高性能的“机、电、液”一体化技术促进石油钻机的功能进一步完善。
(3) 采用套管和钻杆自动传送、自动排放、铁钻工和自动送钻等自动化工具,提高钻机的智能化水平,为提高劳动生产率创造条件。
1.2随钻测量技术1.2.1随钻测量与随钻测井技术21 世纪以来, 随钻测量(MWD) 和随钻测井(LWD) 技术处于强势发展之中,系列不断完善,其测量参数已逐步增加到近20种钻井工程和地层参数,仪器距离钻头越来越近。
与前几年的技术相比,目前,近钻头传感器离钻头只有0.5~2 m 的距离,可靠性高,稳定性强,可更好地评价油、气、水层,实时提供决策信息,有助于避免井下复杂情况的发生,引导井眼沿着最佳轨迹穿过油气层。
由于该技术的市场价值大,世界范围内有几十家公司参与市场竞争,其中斯伦贝谢、哈里伯顿和贝克休斯3 家公司处于领先地位。
1.2.2电磁波传输式随钻测量技术为适应气体钻井、泡沫钻井和控压钻井等新技术快速发展的需要,电磁波传输MWD(elect romagnetic MWD tool s ,EM MWD) 技术研究与应用已有很大进展,测量深度已经达到41420 km。
1.2.3随钻井底环空压力测量技术为适应欠平衡钻井监测井筒与储层之间负压差的需要,哈里伯顿、斯伦贝谢和威德福等公司研制出了随钻井底环空压力测量仪(annular pressure measurement while drilling, APWD) ,在钻井过程中可以实时测量井底环空压力,通过MWD 或EMMWD 实时将数据传送到地面,指导欠平衡钻井作业。
实体膨胀管补贴技术在热采井上的应用研究

2 连接方式的选择
膨胀 管 的连 接方 式采用 常规 无接 箍连接 ,下 接 头为 母扣 ,上 接 头为 公 扣 ,接 头 为 本体 的延 续 部 分 , 采用 曲面 螺纹连 接结 构 ,螺 纹端 面软 金属 密封 和锥面 密封 ,实现 丝扣 的接触 密封 和端面 软金属 、锥 面密
封 的组 合 密封 ,保 证 膨胀前 、膨 胀过 程与膨 胀后 丝扣 的密封 和连接 强度 。为检 验螺 纹丝扣 密封性 、密 封 环密封 性 、螺纹 丝扣 连接强 度 、管体抗 内压 、抗外 挤 、抗拉 强度 、 内通 径等指 标 ,在 室 内试验 中 ,基 础
应 用 于 现场 作 业 。
[ 键 词] 实 体 膨 胀 管 ;热 采 吞 吐 ; 上采 下 ;软 金属 密 封 ;锥 面 密 封 关 封
[ 圈 分 类 号 ]TE 5 . 中 38 4
[ 文献 标 识 码 ] A
[ 文章 编 号] 1 0 0 0—95 (0 0 2 3 2 2 72 2 1 )0 —06 —0
3 1 井 简 处 理 .
冲砂通井 试压 ,冲砂洗 井至 人工 井底 ,下通 井 规至人 工井 底后 起 出管柱 ,下 试压 管柱 ,分 别对 需补 贴 射孔 段上部 和下 部进 行试 压 。冲砂 通井 试压 的 目的是检 查 补贴井 段 、补贴 井段 以上 及补 贴井 段 以下套
管 的完 好程 度 ,为有效 利用 下部 油层 和补 贴管 能否 下 至补 贴 段 提供 依据 。补贴 段 刮 削 。下 7n套 管刮 i
9 1题 ,进 行 了膨 胀 管 密封 材 料 和 连 接 方 式 的 选 择 与 室 内 试 验 ,完 成 了 4口热 采 井 的 膨 胀 管 补 贴 .热 采 吞 吐 结果 表 明 ,软 金 属 密封 方 式 的膨 胀 管 补 贴 . 艺 具 有 密 封 可 靠 、 耐 高 温 、 内通 径 大 、工 艺 简 单 等 特 点 ,可 T -
膨胀管加固技术的研究与应用

随着 油 田开发 时 间的延 续 ,套管 损坏 的状 况发
生变 化 ,错 断 套 损 井 、多 段 套 损 井 、长 段 套 损 井 、 腐 蚀外 漏井 不 断增加 。原 有 的补 贴加 固技 术 的适应
性变差 ,主要存在以下问题 :①修复后密封性不可 靠 、锚 定不 牢 固的井 ,易 造成 套损 部位 的泥岩地 层 进 水膨 胀 ¨ ,诱 发 邻 井 套 损 ;② 多 段 、长 段 套 损 J
MP a以上 ,锚 定力 大于 5 0k 0 N,最 长 的加 固井段 107m。该 技 术 具 有 密封 性 好 、锚 定 力 大 、工 5 . 艺简 单 的特 点 ,满足 了小直径 生 产管柱 分 注 、分采 的要求 ,具 有很好 的推广 应用 前景 。 关键 词 膨 胀管 加 固器 套 损 井 补贴加 固技术 管加 固器下 至套 管损 坏部 位 ,并 要求 膨胀 管要覆 盖 套管 损 坏部位 上 、下 15i 右 ;在地 面 用高压 泵 . n左 向油 管 内泵入 清水 ,当 油 管 内压 力 达 到 一 定 值 时 ,
石 油
机
械
20 0 8年
第3 6卷
第1 2期
CH I NA TROL PE EUM ACH I M NERY
应 用 技 术
膨 胀 管 加 固技 术 的研 究 与应 用
苗 丰裕 任 志 刚 刘 东 升
( 大庆油田有 损 井 、多段 套损 井 、长段 套损 井 、腐蚀 外漏 井补贴 加 固 的可 靠性 ,
复生产 ,井 下工 具通 过加 固井段 顺 畅 、无 卡 阻。
特 殊井 例 :杏 6一丁 3—6 6井 于 2 0 1 0 4年 5月
国外膨胀管技术的发展与应用
国外膨胀管技术的发展与应用 编译:马洪涛(胜利油田钻井工艺研究院)审校:纪常杰(大庆油田工程有限公司) 摘要 膨胀管技术是石油工业中迅速崛起的可明显降低钻井完井成本的一项新技术。
威德福公司在可膨胀防砂筛管领域居于领先地位,其膨胀管技术分为三类:可膨胀割缝管、实体膨胀管和膨胀系统。
哈里伯顿公司的膨胀产品包括可膨胀筛管系统和可膨胀尾管悬挂器/封隔器系统,这两种系统都经过了大量的室内和现场试验。
Enventure公司开发了三种实体膨胀管产品:可膨胀尾管系统、套管井衬管系统和可膨胀尾管悬挂器系统。
贝克石油工具公司的可膨胀产品包括可膨胀尾管悬挂器系统、六级分支井完井系统、可膨胀裸眼完井系统、套管补贴系统和膨胀封隔器。
基于世界各大公司膨胀管技术上的发展与应用,文章针对我国膨胀管技术现状提出了相关的看法和建议。
主题词 膨胀管技术 膨胀系统 实体膨胀管 可膨胀割缝管 商业应用一、膨胀管技术发展回顾最近几年膨胀管技术呈现爆炸式大发展,该技术对石油工业将产生革命性的影响。
例如等径井眼技术,一旦成熟,将极大地降低油井成本,并完全消除常规套管程序的缩径效应,井可以钻得更深,而总井深处的套管内径与常规井相比反而增大。
目前世界上提供膨胀管技术和膨胀产品的公司主要包括威德福公司、Enventure环球技术公司、哈里伯顿公司、贝克石油工具公司、斯伦贝谢公司以及RE AD油井服务公司。
另外,俄罗斯的鞑靼石油研究设计院的膨胀管技术也得到了广泛应用。
1,威德福公司自1998年以来,威德福公司一直在可膨胀防砂筛管(ESS)领域居于业界领先地位。
该技术发展迅速,目前已经成为降低成本、提高产量的标准方法。
该公司还对实体膨胀管技术进行了大规模研究与开发。
该公司的膨胀管技术分为三类:可膨胀割缝管(EST)、实体膨胀管(STE)、膨胀系统。
(1)可膨胀割缝管威德福公司的可膨胀割缝管包括以下三种类型:可膨胀防砂筛管(ESS)、井下衬管系统(ABL)、可膨胀完井尾管(ECL)。
国外膨胀管技术新进展

证 的膨 胀管 技 术 ,可 以实现 下 套 管 和 射孔 井 有 效 分
层 , 具有裸 眼井 的产能 。 并 需 要进 行 水 力 封 隔 的多 层 油 藏 通 常要 进 行 固井
和射孔 。 在直 井或 低斜度 井 中该方法 可 以提供 优质 而
长期 的层 间隔离 , 当然 成本 会略高 一些 。 然 而 , 长水平 井 中 , 在 固井 和射 孔是一 个 难题 。 因 为在 较 长 的环空 中注 水泥 比较 困难 , 且射 孔 管柱 更 而
可 以免去管 内砾 石充 填 的新产 品 。
层{
层 间 隔 离 膨 胀 管 (Z ) E I 层 间 隔 离 膨胀 管 ( Z ) EI
层 问 隔 离 膨 胀 管 ( ZI E )
气 井 稍 后 生 产 产水 层
例如 :威 德福 公 司研制 生产 的 5 , 。 n膨 胀 防砂筛 / . i 管 ( S ) 统 已投 人 防砂 应 用 五年 多 了 , 提 高 了 油 E S系 它
组 合 系 统
将 膨 胀 防砂 筛 管 ( S ) Me lkn实体 膨胀 管 E S与 tSi a ( t S i 沿 地 层 顺 势 扩 展 膨 胀 ) 结 合 , 一 种 Me lkn能 a 相 是
简单 、 济 的替代 固井/ 经 射孔 的方 法 。这种 组合式 完井 系统 能 够改 善油 井设 计 , 使油 井不受 地 层数 量和 地层
求
产 气 层
膨 胀 防 砂 筛 管 (S ) E S
层间隔离膨胀管 (Z) E I
产水 层
长且 更 复杂 , 而使 成本 上升 。 从 如果 油藏 需要 防砂 ( 通 常采 用砾 石允 填 ) 完井 可能会 更加 复杂 。 , 了解 到这 些 棘手 问题 后 , 威德 福公 司研 制 了一种
实体膨胀管技术在塔河油旺TK1051井的应用

3 实 体 膨 胀 管 技 术 应 用
3. 实 体 膨 胀 管 技 术 参 数 1
石炭 系地层压力较高, 井深, 下开次钻井液密度为1 g . / 1 5
cm 。
,
高工 艺,为石 油工业带 来持续增 长 的经济效益 。
本文将实体膨胀 管技术应用到塔 河油田 T 1 5 井,并 K 1 0
下膨胀管和送放膨 胀管过程 中, 由于实体膨 胀管在膨胀
前抗 外挤 能力 比较低 ,因此必须 时灌 浆。吊膨胀管上钻台时 不允 许使用钢丝绳 ,需要准备 呢绒绳 套,而且上 钻台一定要 慢 ,避 免碰坏 。膨胀管进入 7 套管和裸 眼后 ,一定要控制 好下放 速度,特 别是 7 悬挂器和套管鞋 处一定要缓慢 下放 。 膨胀 管组合 浮鞋 +膨胀器 +膨胀管 +悬挂器 浮鞋 内组合:
对应 用效果进行 评价 。
对 膨胀管 膨胀后抗挤 强度要求较高 。中 1 78 .mm 套 7
管钢级为 P 0 1 ,壁厚 为 1 .5 1 6 mm,为确 保膨胀 管安全作 2
业与下开次顺利施工 ,选用亿万奇公司生产的 ① 1 97 - 3 mm ×
2 TK1 5 井 基 本 情 况 O1
Chia Ch n e
t t j
实体膨胀管技术在塔河油 田
T 井的应用 K 15 01
◆ 罗发强 ( 中石 化西 北油 田分公司 新疆 乌鲁木齐 8 0 1 ) 3 0 1
摘 要: 将实体膨胀 管技术应 用到塔河油 田T 0 1井 ,实现 了裸 眼井钻井技术 与实体 膨胀管技术 的完美结合 , 创 K1 5
地 层压 力当量密 度为 10 10 gc ;②石炭 系地 层易 .8~ .9 /m。
坍 塌掉块,可能存在地层水 ,为平衡其地 应力需要采用密度 为 13 .O~13 / m。 .2g c 的钻井液 进行抑 制;③奥 陶系地层多 为溶洞裂缝性 ,易发生漏失,若 发生严 重井漏时 ,石炭 系地 层 易发生严 重掉块 , 发井 内复 杂情况 ;④三开套 管未封隔 引
膨胀套管护壁技术研究现状及其工作原理_于好善

of Exploration Techniques,CAGS,Langfang Hebei 065000 ,China) Abstract : The expandable casing technology using in geoengineering drilling is being studied. This paper introduces study status of the expandable casing technology and the type of expandable casing. This study determines selection principles of the expandable casing material and the expansion tool shape,analyzes the expansion mechanism of expandable casing and establishes the construction process. Wall protection technology by expandable casing can be applied in geoengineering drilling in China and increase the means of wall protection technology of geodrilling. Key words: expandable casing; wall protection technology; expansion mechanism; coring drilling
2
探矿工程( 岩土钻掘工程)
2011 年第 38 卷第 3 期
个孔段, 减少 井 筒 管壁层数, 完 成 孔孔 眼 尺寸 最 大 化, 大幅度降低钻井成本。 目前国外已研制出的膨胀套管规格见表 1 。
实体膨胀管补贴技术在大港油田的应用与发展

套管 内径 。 不足 :堵 剂 不能 有效驻 留在 封堵 层,或到 达封 堵 层在 未凝 固前漏 失或管 外存
另外 对补贴 后 膨胀管 与原 井套 管的 密封性 和
表1实体膨胀管规格 表
实 体l 胀管
膨 胀管加 固工艺 原理 :对 套损 井段打 开 通 道扩 径处 理后 ,用 油管 将膨胀 管加 固器下 至 需补 贴加 固的 井 段 ,在 地面 用 高压泵 向油 管 内泵入 清水 ,当达 到一 定压 力后 ,胀头 推 动 油管 上 行 。当胀头 卜 行 至膨 胀管 上端 时 , 油 套连 通 , 泵压 下 降 ,膨 胀 管 完 成 整 体 膨 胀 ,紧贴 于套 管 ,达 到锚 定与 密封 。然 后起 出油 管和 加 固器底堵 ,完成加 固… 。
( 2 )修 复 工艺 优化选 择 由于该井 套损 段 长且位于 井 1 5 1 附近 。最 有效 的修 复手 段为取 换 套 ,但 考虑 到取 换套 I : 艺复杂 ,成 本高 ,并 且该井 为老 井补 层后 层开采 潜 力不大 ,从 经济 角度 来看 适合 取换 套修 复 。 堵剂 封堵 :优 点 :投入 成本 小 ,不影 响
1 1 0 mm ,承 压 均达 到 1 5 MP a ,稳 压 1 5 分 钟 不 降 不 漏 。 其 中G8 2 5 井连 续补 贴长 度达 4 2 . 8 米 。创造 r 大 港油 田膨胀 管补 贴 的新纪 录。 2 . 3典 型实 例 ( 1 )井 况 简介 G 8 —2 5 井 实 际完钻井 深 1 8 9 5 . 3 米, l 9 6 8 年 投产 ,生产层 位N m I ( 9 9 6 m ~1 0 0 0 m ),1 9 9 4 年报 废 ,2 0 0 6 年 封井 。 2 0 1 0 午 对其 补层恢 复利 用 。 按 照方 案对 1 #层 ( 9 9 3 . 6 ~1 0 0 0 . 2 m)
膨胀管套管补贴技术在文留油田的应用

易松动脱落 ,密封可靠 ,耐 高温 , 用于套管损坏 的任 意井深 , 适 适用 套管 损坏的类型广 ,如变形套管整 形后的加固 、破裂套管 的修复 、漏 失井 段的封堵等 ,实体膨胀管套管 与原井 套管形成双 层套 管 , 提高 了 套管 的强度 ,延长了套管的使 用寿 命 , 套损井 的修复有较强 的适应 对 性 。现场 试验表明 :套管补 工艺技 术是一项成本低 、简便适 用的套 占 损井修复 工艺技术 ;对油 田开发进入 中后期 ,增产节资 ,将起到积极 有效 的作 用。膨胀管套管补贴技术在 文留油 田的 成功应用 ,使我们在 套损井修复方面 多了一项新 手段。
2 膨胀管套管补贴现场应用
压 过程 中压力表读数达 到安全压力4MP 管柱仍 然没有上行 ,应停泵 5 分 析原因并采取相应措施 ,严禁随 意提高施工作业泵压 。③停泵前要 保证彻 底卸压 ,以免带压操作 出现危 险。④在起 出入井管柱时只能上
提 , 准下放 管柱。 不 () 3 后期施 工。①试压 。验证 补贴管密封 情况 。全井 筒试压试 压 1MP ,稳压 3mi,结 论试 畦合格 。起 钻完 。② 钻通下堵 头。下 5 a 0 n lO m × .1 磨鞋 1 + 3 m油管 16 , 塞1 6 . m,钻通 Om 0 m 2 个 中7m 7根 探 69 4 7
参 考 文 献 … 采 油技 术 手 册 编 写 组 . 油 技 术 手 册 . 京 : 油 工业 出版 社 . 采 北 石
17 9 7, 7
进行修整整型 ,去掉原套 管内壁上 的水泥残 渣、毛 刺、死 油和硬蜡等 物 ,同时证 实漏失段 ,提供 准确 的补贴段 。①起 出井下原 生产管 柱 后 ,配合测井公 司找漏 ,十六 臂测井 。② 下 中lO m 印+ lm 铅 油管 ,打 印深度 14 . m 出 发现缩 径 为 18 m。③ 套铣 :下 14m × 631 起 7 0r a 1n  ̄ lm _ 套铣 筒+ 3 m油管深 度 11. m 铣4 , 6 中7r a 676 套 8 d时无进 尺 。起 出井 下 管柱 后 ,下 lO m x . m套铣 筒+ Om o 8 5 油管 ,通过套 变至井 底 。④ 套 管 整形 :下 l 4 m×9 套管 整 形器 + lm . 嘶 油管 ,由 13 . m 形 至 67 5 整 8 13. m 67 3 上提管柱 卡 ,解 卡4T 功 ,起出井下管柱 及套管整形器 。 9 7成
实体膨胀管补贴技术研究新进展

,
2 O世 纪 9 O年 代 以后 , 管 补 贴 加 固技 术 首 次 套 在 大庆油 田获 得成 功 。其主 要特 点是采 用厚 壁 圆管 进行 补贴 , 端采 用 金属 材 料 与 外 层套 管 悬 挂 并 密 两 封 。补贴 后强 度高 , 密封 性 能好 , 以达到 A I 管 可 P套
1 月 首次进 行 了实体 膨胀 管 技术 的商 业应 用 , 1 目前 已应 用 了 30佘 井 次 , 功 率 高 达 9% 以上 。其 技 5 成 7
规格 的要求 , 因此具 有 良好 的适 应性 , 同时施 工可靠
性 高 。 目前该技 术 已经发 展 成 熟 , 在 各 油 田得 到 并 推广应 用 。该技 术也 发展 了 除机械 液压技 术 以外利
用 燃爆 技术 作为 动 力 的 补贴 加 固技 术 , 使 补贴 长 并 度 最 大可 以达到 3 目前 已可 以采 用 电缆 、 管 、 0m, 油 钻 杆等 诸多 方式 进行 下井 输送 。然 而 由于该技 术原 理 的限制 , 其在 补贴 长度 方 面受到 严重 影响 。 使
维普资讯
1 8
2 1 En e t r . v n u e公 司
石 油钻 采 工艺
20 06年 8月( 2 第 8卷 ) 4期 第
实体 膨胀 管技 术 以机械 或液 压力 驱动 膨胀锥 使
E v n r 公 司 技 术 发 展 最 成 熟 , 在 19 net e u 其 9 9年
2 O世 纪 9 O年 代 以前 , 内外 套 管 补 贴 技 术 主 国 要 以波纹 管技 术为 主 , 中 以前 苏 联 和美 国技 术 为 其
主 。在 国 内也 引进 了美 国 Ho o公 司 的 波 纹 管 补 mc
实体膨胀管补贴技术的研究与应用

第2 第 1 8 期
R S R ORE A U TO N E E O ME T EE V I L A IN A DD V L P N V 21 年 2 02 月
实体膨胀管补贴技术的研究与应用
马超军
( 中国石化华东分公司东北项 目部 , 吉林 长春 1 12 ) 313 摘要 : 随着油 田的开采 , 国内老井越来越 多, 套管损坏也越来越 频繁 , 急需一种方便 、 有效的套管补贴技术。 实体膨胀 管基 本原 理简单 , 工艺技术成 熟, 常规套 管补贴技术相 比有诸多优点 , 和 如膨胀前直 径小易于下管 , 膨胀后 内通径大 、 强度高 、 补贴长度 可按需要进行调整 , 悬挂 密封性能强等 , 因此实体 膨胀管对套管修复有很 强的适应 性。通过现场应用 , 总结 了施 工 中的关键工序 、 注意问题, 出了改进意见 , 提 为今后 实体膨胀管 的补贴施工积累 了经验。 关键词 : 实体膨胀管 ; 基本原理 ; 工艺技 术; 技术优势 ; 现场应用 ; 伸缩节
t n o n i t ee p n a l a i gp th n e h o o y i f t ai x a d b e c sn ac i gtc n l g . o e t v
K ywod :ni t e x ad be aig bs r c l, c nlg,eh o g vnaef l a pi t n epn i it e rs etai p n al cs , aipi i e t h oo tcnly a atg, ed p l ai ,x as n on t ve n c np e y o d i c o oj
e . t ai ee p n a l a i gh ssmp e b s rn i l n t r p r t n p o e s C mp r d w t o d En i t x a d b ec s a i l a i p i c p ea d ma u e o e a i r c s . o a e i c mmo a i gp th n t v n c o h n c sn ac i g
两种典型膨胀管膨胀工艺技术研究
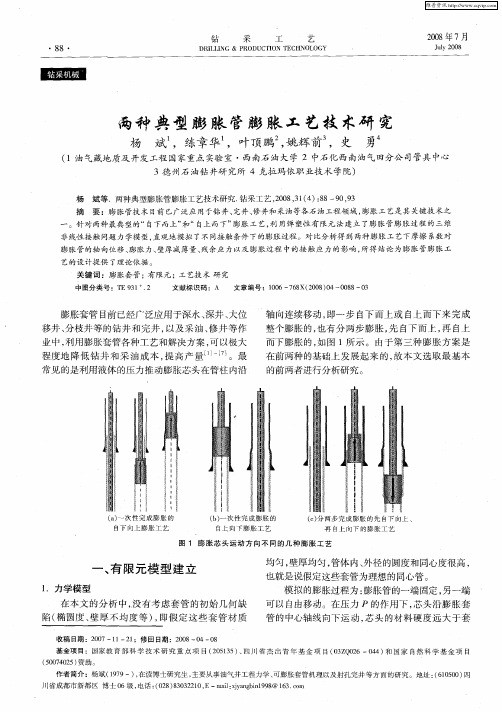
黪 轴 向连 续移 动 , 即一 步 自下 而上 或 自上 而 下来 完 成
;
整 个膨胀 的 , 也有 分 两 步 膨胀 , 自下 而上 , 自上 先 再 而下膨 胀 的 , 图 1所 示 。 由于第 三 种 膨胀 方 案 是 如 在前 两 种 的基础 上 发 展起 来 的 , 本 文 选取 最基 本 故 的前两 者进 行分 析研 究 。
图 1 膨 胀 芯 头运 动方 向不 同的 几 种 膨 胀 工 艺
一
、
有 限元 模 型 建 立
均 匀 , 厚 均匀 , 体 内、 径 的圆度 和 同心度很 高 , 壁 管 外 也 就是说 假定 这些 套管 为理 想 的 同心 管 。 模拟 的膨 胀过 程 为 : 胀管 的一 端 固定 , 一端 膨 另
1 .力 学模型
在本 文的分析 中, 没有考虑套管 的初始几何缺
陷 ( 圆度 、 厚 不 均 度 等 ) 即假 定 这 些 套 管 材 质 椭 壁 ,
收稿 日期 :2 0 0 7—1 —2 ;修 回日期 :20 0 1 1 0 8— 4—0 8
可以 自由移动。在压力 P的作用下 , 芯头沿膨胀套 管 的中 轴线向下运动 , D 、 芯头的材料硬度远 大于套
。
针对 两种 最典 型的“自下而上” “自上而下 ” 和 膨胀 工 艺, 用弹塑性 有限元 法建立 了膨胀 管膨胀过程 的三 维 利
非线性接触 问题 力学模 型, 直观地模拟 了不同接触 条件 下的膨胀 过程 。对 比分析得到 两种膨胀 工艺下摩擦 系数 对 膨胀 管的轴 向位 移、 膨胀 力、 壁厚减薄量、 残余应 力以及膨胀 过程 中的接 触应 力的影响 , 所得 结论 为膨胀 管膨胀 工
应用 美 国大 型 通 用 有 限元 软 件 A A U B Q S进 行 数值 模 拟分析 , 立 膨胀 芯 头 与膨 胀 管 的实 体有 限 建 元 网格模 型 。在 其 它 膨 胀 参 数 均 保 持 不 变 的情 况 下, 仅改 变膨 胀芯 头 与膨 胀 管 内壁 问的摩 擦 系数 进 行模 拟 , 对膨胀 效 果进行 对 比分 析 。
膨胀管技术的现状及未来

19 ~ 9 8 , 9 3 19 年 主要集 中在选择和研制 出既能实现管
径 膨胀 变形 , 能在 完成 膨胀 变形 后 仍然 符 合 A I 又 P 标
准要求 的管材 和螺 纹连接 ,以达到工程应 用水平 。 19 年 ,壳牌和 日本 D i 公司合作研究膨胀接头, 95 ao d 19 壳牌 和美 国 GatDieo 司合 作 ,研究 膨 9 8年 rn r c 公 d
胀 螺纹 连接 。 在完 成 了基础 研究 后 , 工作 重 点转 向 了应 用工 艺
研 究 ,9 8年 1 19 2月 S e eh ooy Vetrs 司 h l T c n lg nue 公 l 和 H lb r n E eg evcs 司合 资成 立 了一 家 al ut n r S ri 公 i o y e 专 门致 力 于 可膨 胀 管技 术 的发 展 与商 业 化运 作 的合
个。
室内试验 , 对这种不均匀性引起的膨胀面残余应力的
物试验研究。 成都钢铁公司引进了成套的实体膨胀管
生产 线 。 胜 利 油 田在 2 0 0 3年 1 2月 5 日和 2 o 年 1月 2 O 4:
目前 国外 有 多 家 石 油技 术服 务 公 司 可 以提供 钻
1 国内膨胀管技术研究现状 . 2
可膨胀管技术 的概念是 20 00年引入国内的, 但
直 到 20 0 1年才 引起 钻 井 界 的足够 重视 。 目前 国 内多 家公 司和科 研 机构 在 跟踪 国外 发展 现 状 的同时 , 在 也 从 事 膨胀 管技 术 的研究 , 但仅 限 于理论 及 实验室 的研 究 。中 国石 油 勘探 开 发研 究 院从 20 0 1年开 展 了前期 研 究 工作 , 20 于 0 2年 5月 完成 了概 念性 试 验 , 验选 试
膨胀管封堵调层技术新进展
4 2卷
第 1期 第 2 4页
Ol L FI ELD
石 油 矿 场 机 械 E QUI P ME NT
2 O 1 3 , 4 2 ( 1 ) : 2 4 ~2 7
文章 编号 : 1 0 0 1 - 3 4 82 ( 2 01 3 ) 01 0 0 2 4— 0 4
Abs t r a c t : The s ol i d e xp a n da bl e t ub ul a r pl a ye d a n i mp or t a nt r ol e i n t he s e p a r a t i on a nd i m pr o v e — me n t of r e s e r v o i r s t r uc t u r e d ur i n g t he wa t e r — f l o o di n g d e v e l o pme n t , p r o bl e ms s uc h a s h i gh e xp a n— s i o n pr e s s u r e, s ma l l we l l b or e s i z e a n d we a kne s s i n a d a p t i n g t o c ompl e x we l l c on di t i o ns d ur i n g t h e
i n gl y a n d t e c hno l o gi e s o f e xp a nd a bl e t ub ul a r a i me d a t i nc r e a s i ng t he d i a me t e r — a f t e r e xp a ns i o n, e n — ha nc i ng t h e f i e l d op e r a t i on e f f i c i e n c y a nd i mpr o vi ng t he a b i l i t y i n ha n dl i ng c o mp l e x we l l c o nd i — t i on s we r e d e v e l o p e d .Fi e l d a p pl i c a t i on s h o we d t ha t : t he di a me t e r o f we l l b or e a f t e r us i n g t u bu l a r s ur pa s s e d 1 1 4 mm , p r ov i d i n g c o n ve n i e nc e f o r t he f ut u r e o pe r a t i on a n d p os i n g no pr o bl e m f o r t he pu mp de pt h; t he e x pa ns i o n i s l o we r t ha n 1 9 M Pa, r e du c i ng t he o pe r a t i o n r i s k f u r t he r, r e q ui r e me nt f or t he o i l e qu i pme n t whi l e u s i ng t h e t ub ul a r wa s d i mi n i s he d a n d t h e e f f i c i e nc y wa s i mpr o v e d, me a n whi l e n o p ol l ut i o n wa s c a us e d i n t he we l l ; t he ne w t e c hn ol og y a l l o we d t he s a f e o pe r a t i o n o f
膨胀管应用及技术研究

膨胀管应用及技术研究X庄德宝(黑龙江省大庆市第九采油厂新站作业区采油二队,黑龙江大庆 163511) 摘 要:膨胀管技术诞生于20世纪80年代,主要用来优化井深结构、预防井壁掉块及坍塌、封堵高压层或低压漏失层、修补井中损坏的套管等。
被认为是21世纪石油钻采行业的核心技术之一。
本文主要介绍了可膨胀管的分类及优缺点,以及可膨胀管的相关技术研究。
关键词:膨胀管;膨胀椎;套管 中图分类号:T E 925+.2 文献标识码:A 文章编号:1006—7981(2012)07—0103—02 膨胀管技术于20世纪80年代晚期诞生于壳牌石油公司[1],是一种由低碳钢经特殊加工而制成的套管,由于含碳量低,膨胀管比普通套管柔性好,可朔性强。
可膨胀管技术就是将待膨胀的套管下到井内,以机械或液压为动力,通过冷挤扩张的方法,由上到下或由下到上,通过压力或拉力使膨胀工具通过待膨胀的套管内孔,使其内径或外径由于朔性变形膨胀至设计的尺寸,从而完成待定工程目的的一种技术。
1 膨胀管的分类及优缺点1.1 可膨胀管的分类可膨胀管根据其结构的不同,可分为纵向波纹管、实体膨胀管(SET )和割缝膨胀管(EST)三种。
其中,纵向波纹管技术是事先将套管压扁成腰状(如图1a),下入井中后再用专用工具将压扁部位胀开。
割缝膨胀管有一系列串联的,互相交错的轴向割缝,割缝的布置使管柱易于膨胀。
后来在割缝膨胀管的基础上又发展出专门用于防砂的膨胀防砂管。
纵向波纹管成本较高,而且不能作为技术套管,只能作为套管补贴用。
因此本文重点介绍实体膨胀管和割缝膨胀管。
1.2 两种可膨胀管的优缺点1.2.1 可膨胀割缝管的优缺点可膨胀割缝管的优点:膨胀性能好,直径可达原来的3倍;驱动力小,容易实施作业;选材要求不太苛刻,可借用常规套管或焊管;成本较低;可用作水平井完井的割缝筛管;可用作防砂筛管。
可膨胀割缝管的缺点:不能用作生产套管,只能用作技术套管或应急套管;不能用顶替方法注水泥固井,只能用平衡塞的方法;机械性能较差,抗内压主要依靠水泥环的强度和质量;为了保证水泥环的厚度,必须扩眼,对水泥浆性能也有特殊要求,一般使用纤维水泥。
实体膨胀管套管补贴技术研究及工程运用

极炉 用 油 需 求 。另 外 , 重 油单 耗 降 低 , 备件费用、 维 修频 率 均减少 ; 同时, 节 约 了一 定 的能 耗 , 为 安 全 生
产提 供 了保 障 。
作者简介 : 李俊峰( 1 9 7 5 一 ) , 男, 工程师 , 主 要 从 事 设 备 管 理 及
Ca s i ng Pa t c h Te c hn o l o g y Re s e a r c h a nd Eng i n e e r i ng App l i c a t i o n o f S ol i d Ex pa n da b l e Tu be s W U Ga n g,LI U Qi a n g ,S H ANGGUAN F e n g s h o u,QI Gu o q u a n
实践证 明 , 阳极 炉 重 油供 油 系统 使 用 Z Y B系列
渣油泵 , 电动机采 用 变 制 方 式后 , 产 生 了如 下 效 果: 1 )不 但满足 了阳极 炉用 油 的需 要 , 而且 压力 和 流
5 结 语
通 过此 次 技 术 改造 , 阳极 炉 重 油供 油泵 的寿命
得 到 了较大延 长 , 可靠 性得 到 了很 大提 高 , 满 足 了 阳
的套损 问题 更加 严 重 , 类 型也 更 多 , 包括套管腐蚀、
变形 、 错 断等 。常 规 的套 管 修 复 工 艺 主要 有 取 换 套
技术 、 打通 道技 术 、 波 纹 管技术 、 加 固管 加 固技术 等 , 其 中, 取换 套技 术是 最彻 底 的修 复技术 , 修 复后仍 能
Ke y wo r d s : s o l i d e x p a n d a b l e t u b e s ,c a s i n g p a t c h,e n g i n e e r i n g a p p l i c a t i o n
实体膨胀管套管补贴技术研究及工程运用

实体膨胀管套管补贴技术研究及工程运用武刚;刘强;上官丰收;齐国权【摘要】随着油田的不断开采,油套管损坏日趋严重.本文主要介绍了实体膨胀管套管补贴技术的原理及工程运用,为油田老井的恢复及再生提供了崭新的技术手段,并指出了实体膨胀管套管补贴技术的发展方向和前景.【期刊名称】《新技术新工艺》【年(卷),期】2013(000)004【总页数】3页(P6-8)【关键词】实体膨胀管;套管补贴;工程运用【作者】武刚;刘强;上官丰收;齐国权【作者单位】中国石油集团石油管工程技术研究院,陕西西安710065;中国石油集团石油管工程技术研究院,陕西西安710065;中国石油集团石油管工程技术研究院,陕西西安710065;中国石油集团石油管工程技术研究院,陕西西安710065【正文语种】中文【中图分类】TE925随着油田开发步入中后期,套损的井数量与日俱增,严重影响了油田的后期生产。
根据报道,国外遇到的常见问题主要是套管腐蚀,与国外相比,我国的套损问题更加严重,类型也更多,包括套管腐蚀、变形、错断等。
常规的套管修复工艺主要有取换套技术、打通道技术、波纹管技术、加固管加固技术等,其中,取换套技术是最彻底的修复技术,修复后仍能保持原井眼通径,其余的密封加固技术都是局部修复技术,修复后不可避免地导致井眼通径的缩小。
这些局部修复技术普遍存在修复后承压能力较低、无法实现长井段补贴、补贴段通径小、补贴段的悬挂能力差易和挂脱等问题,严重影响了套管修复的质量;因此,存在较大的局限性。
实体膨胀管补贴技术是采用特殊材质的实体钢管作为补贴管,利用其塑性变形能力使其膨胀并产生永久变形, 并且采用悬挂密封元件使其膨胀后与外层套管内壁紧贴,从而达到套管补贴修复的目的。
目前,该技术正展现出强劲的发展势头,并被应用于钻井、完井、修井等行业。
1 膨胀管技术简介实体膨胀管技术是将待膨胀的套管下到井内,以机械或液压为动力,采用类似拉拔金属加工工艺,使套管发生径向膨胀的一种技术。
可膨胀管技术应用与研究

可膨胀管技术应用与研究
张 津 李 勤涛
( 浙 江 省 台州 学 院 物 电学 院 ,浙 江 台州 3 1 8 0 0 0 )
摘 要 : 可膨胀 管 ( S E T ) 工 艺是 国外开 发 的一项 新技 术 ,采 用膨 胀锥 通过 钢管 就地膨 胀 ,从 而使钢 管 内径减 小最少 。 于上 世纪九 十年代 由皇家荷兰壳牌石油公司提出的技术设想,并且 目前被广泛用于石油勘探作业中,对于是有挖掘与开采工业有巨大的应 用价值 本文从可膨胀管技术原理分析为基础 ,研究其在 目前相关领域的应用情况。 关 键词 :可膨胀 管技 术 ;石 油勘探 ;膨 胀锥
引 言 可膨胀管技术就是将管柱下入井底 ,用驱动头 以 液力或机械 的方法使管材永久变形 ,从而使钢管 内径 减 小 最 少 。这 项 技 术 是 由上 世 纪 皇 家 荷 兰 壳 牌 石 油 公 司所 提 出 , 并且 随着 这 一 技 术 所 带 来 的 巨大 利 益 , 目 前 越 来 越 多 的 国外 企 业 以及 研 究机 构 都 纷 纷 针 对 这 一 技 术 进 行 了大 量 的理 论 与 实 践 研 究 。并 且 从 近 年 来 可 膨 胀 管 技 术 的应 用 情 况 而 言 ,取 得 了 良好 的效 果 ,并 有 扩大规模应用 的趋势 。 二 、 可膨胀管技术原理分析 可膨胀 管技术作为近 年来在石 油开采作用 中所取 得 的一项 重要 的科研 成果,无 论是其所带来 的经济效 益还是对于开采 人员的安全效益等 都已经受 到了广泛 的关注 与认 可。 目前,国际上普遍采用 的可膨胀管技 术 从 具体 分类 而 言 ,主 要 以 下两 类 :
一
、
2 . 1 实 体 膨 胀 管
实体膨胀管基本原理是基于油气井筒 内的金属管 材 冷 扩 径 技 术 , 通 过 机 械 挤胀 的 方 法对 下入 井 筒 内 的 管柱进行径 向膨胀。实体膨胀 管更多的是借助材料本 身的可膨胀性质 , 因 此 对 于 材 料 本 身 的 材 质 要求 较 高 , 因 此 其 对 于 对 选 材 的 要 求 高 ,因 此 ,从 成 本 方 面 而 言 , 其 也 要 比割 缝 膨 胀 管 要 高 。 2 . 2 割 缝 膨 胀 管 可膨胀割缝管是 由一系列 串联 的,互相交错 的轴 向割缝 ,而割缝 的布置使管柱 易于膨胀 。由于事先对 材料进行 了处理 ,因此其本身对于选材 的要求相 比较 实体膨胀管而言 ,较低 ,因此其成本较低 ,可用作水 平 井 完 井 的割 缝 筛 管 以及 防 砂 筛 管 。 但无论何种膨胀管在作业过程 中都是 以常规 的尺 寸 下到 井 内预 定 位 置 , 固定 后 注 入 水 泥 ,借 助 上 拉 滚 球或推动膨胀锥体 的方法 ,使套管发生膨胀塑变 。
实体膨胀管实物膨胀评价装置设计
实体膨胀管实物膨胀评价装置设计潘志勇;燕铸;宋生印;上官丰收;冯耀荣;申昭熙;王新虎;黄永章【摘要】针对现有简易膨胀试验装置存在的膨胀力小、膨胀速度慢、膨胀过程和现场实际不一致等问题,设计了专业的实体膨胀管实物膨胀评价装置。
该装置可模拟油田现场井下膨胀情况,对膨胀管进行膨胀检测和评价,且可在单纯的机械拉力或单纯的水压或两者共同作用下对膨胀管进行膨胀试验。
利用该装置还可进行钢管膨胀变形规律研究、膨胀管材料选择和开发、膨胀锥优化设计、膨胀工艺研究等,在保证膨胀管产品质量的同时将大力促进实体膨胀管的国产化。
【期刊名称】《石油矿场机械》【年(卷),期】2012(000)011【总页数】4页(P27-29,30)【关键词】评价装置;实体膨胀管;膨胀;膨胀锥;试验【作者】潘志勇;燕铸;宋生印;上官丰收;冯耀荣;申昭熙;王新虎;黄永章【作者单位】中国石油集团石油管工程技术研究院,西安710065;中国石油技术开发公司,北京100028;中国石油集团石油管工程技术研究院,西安710065;中国石油集团石油管工程技术研究院,西安710065;中国石油集团石油管工程技术研究院,西安710065;中国石油集团石油管工程技术研究院,西安710065;中国石油集团石油管工程技术研究院,西安710065;川庆钻探工程有限公司工程技术研究院,西安710021【正文语种】中文【中图分类】TE931.2实体膨胀管技术是油气井工程领域内的重大新技术之一,广泛应用于钻井、完井和修井作业中[1-2]。
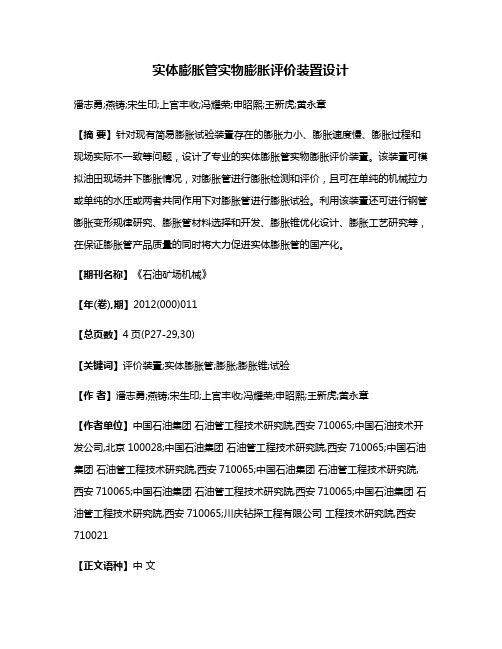
目前,实体膨胀管技术主要由国外的Enventure公司、Weatherford公司、Baker Hughes公司和Halliburton公司所垄断,其中Enventure公司已经研制生产出了∅108.0~∅339.7mm系列规格的实体膨胀管,并于2007-12在大斜度井和水平井中进行了成功应用。
近年来,我国也开始了对实体膨胀管技术的研究[3-8]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实体膨胀管技术研究的新进展(胜利石油管理局钻井工艺研究院)何育荣唐明摘要:实体膨胀管技术将成为21世纪核心石油工程技术之一,将为油田勘探开发领域提供技术支撑。
经过在胜利油田进行的美国Enventure公司实体膨胀管的现场试验,充分证明了实体膨胀管技术的优越性,也促进了钻井院实体膨胀管技术的研究与开发。
胜利钻井院实体膨胀管技术经过三年多的研究,已取得突破性的进展,完成了套管材料选择、膨胀锥、螺纹、内涂层、悬挂密封、地面试验等诸多内容,正在准备井下试验。
主题词:实体膨胀管、侧钻井、膨胀锥、螺纹、内涂层、悬挂密封、地面试验前言:油田开发的进一步深入,隐蔽油藏、边缘油藏等难动用油藏的开发日趋重要。
随之而来的是钻井技术飞速发展,复杂油气藏钻探开发和特殊工艺井日益增多,这些都迫切需求与之相适应的完井工艺技术,以便提高这些井的完善程度,达到保护油气藏、提高开采效益的目的,膨胀管技术正是解决上述问题的有效途径。
一、技术概述实体可膨胀管技术是通过机械的或液压的方式使膨胀锥受压或受拉从管柱中穿过,使管柱内径永久胀大的技术。
大多数实体套管的膨胀技术应用在41/2"到133/8"的管柱,膨胀率一般为10~30%。
膨胀机理如图1所示,实体膨胀套管的底部是一个“箱体”,一般叫做“起动装置”,里面包含一个膨胀锥。
内管柱的高压流体到达压力室推动膨胀锥从下向上完成膨胀过程。
膨胀管技术以其独特、创新的技术优势,必将为油田勘探开发提供可靠的技术支撑,可以解决从钻井到完井到修井领域的诸多技术难题,具有广阔的应用领域和价值。
二、国内外技术发展壳牌公司于上世纪90年代后期首先开发该技术。
目前,世界图1 实体膨胀管上有成熟技术和产品的公司有三家:Enventure 环球技术公司、E2TECH公司和Petroline公司。
其中Enventure公司主要从事实体膨胀管的开发、销售并提供技术服务。
至2004年2月15日,该公司共为全球45家操作公司在215口井上进行了膨胀管商业应用,膨胀管总计长度达到230000英尺,各种膨胀接头5800个,成功率96%以上。
目前国内还没有成熟的技术,胜利油田钻井工艺研究院在各级部门的支持下,已做为中石化集团公司级研究项目开展研究,截至目前完成了膨胀工具、膨胀管材料等的设计制造,单根管的地面膨胀试验取得成功,预计年内可实施井下膨胀试验。
此外与Enventure 公司合作首次在国内成功进行了实体膨胀管完井施工,整个研究进度走在了国内领先位置。
三、主要用途1、优化井身结构井身结构是指油井的套管程序(包括无套管完井)。
采用可膨胀管就能减小井眼的锥度,维持井径和套管内径,进而提高钻井效率;可以钻更小、更深的井眼却能使下部套管具有更大的直径,有利于提高油气产量及投产作业的实施。
2、作为应急管,解决复杂地层的钻进问题漏失是新老油区都存在的钻井问题。
膨胀管做为应急管是解决复杂油藏钻进问题的有效手段之一。
实体膨胀管做为应急管的优势在于封隔压差可以达到20Mpa以上,膨胀后继续钻进。
3、侧钻井完井老井侧钻一般情况下是在5-1/2″套管内侧钻,也有在7″套管内侧钻的,由于主井眼小侧钻用的钻头尺寸受限,侧钻井眼完钻井眼小,带来一些列问题:●固井质量没法保证。
在φ139.7mm套管中,与φ101.6mm套管之间的间隙只有8.2mm。
这样小的环形间隙中形成的水泥环很薄,水泥环胶结质量不易保证。
●防砂、增产作业困难φ118mm钻头开窗侧钻,只能下4″或3-1/2″油套管,内径只有70多毫米,很难实施管内防砂,更难以实现冲砂等作业。
用膨胀管技术能够较好解决侧钻井的上述问题:●实体膨胀管下入侧钻井固井后膨胀,可以提高固井质量、增大完井井径。
●实体膨胀管下到位后先固井,水泥浆凝固前膨胀实体管,管体膨胀挤推管外的水泥浆提高顶替效果,同时有压实作用,提高两个胶结面的胶结质量。
胜利2口侧钻井的应用证明了这一点。
膨胀后管内径达到100毫米,可以实现管内防砂、增产作业。
最近胜利钻井院在国内首次实施了2口侧钻井膨胀管施工,分别是胜利油田通61-侧162井和王14-侧20井。
两口井的固井质量都是优,同地区同类侧钻井的固井质量不理想,说明膨胀管技术有利于提高侧钻井的固井质量,也解决了侧钻井完井井眼小带来的各种管内作业问题。
4、利用膨胀管技术进行套管补贴大修采用可膨胀套管补贴油气井套管,那么大量油气井可恢复生产,不需要钻更多的调整井和侧钻井,具有显著技术经济效益。
实体膨胀管套补技术的显著优势是可以补贴长达几百米甚至上千米的套损管,而且直图2 实体膨胀管修补套管径比原有套管只小一点,不影响作业和生产。
其工艺流程如图2所示。
四、最新研究进展1、膨胀锥的结构设计(1)膨胀锥的结构项目研究人员前往金属管材冷拔厂对金属管材扩径膨胀芯头进行了调查研究,并进行了一定的理论分析,结合国外膨胀套管作业实践,设计了膨胀锥的几何模型,见图3。
图3中α为芯头锥角,Ⅰ为润滑辅助区,Ⅱ为膨胀区,Ⅲ为定径区。
膨胀作业时主要靠膨胀锥的膨胀区给管子内壁施加压力使其发生塑性变形,定径区的作用在于防止管壁发生大幅度的回弹。
(2)膨胀锥各部分的几何尺寸1)润滑辅助区的直径与长度润滑辅助区的作用主要有两个,一是膨胀时将润滑剂良好地带入膨胀区,一是对即将进入膨胀区的管子起导向作用。
该区段的外径1D 应该小于管子膨胀前的内径d ,见图4。
2)膨胀区的长度与锥角从图4中所示的几何关系可以很明显地看出,膨胀区圆锥段的长度可由下式来确定。
αtan 232d D l -= (1.1)式中 3D — 膨胀锥定径区的直径。
锥角α的选择考虑了以下几点因素:①使变形区的金属流动尽量流畅;②有利于使润滑剂在膨胀区建立流体润滑条件;③有利于管子轴线与膨胀锥轴线重合,使膨胀力方向正确;④使膨胀力尽可能的小。
要从理论上确定精确的最佳锥角数值是非常困难的,在金属管材冷加工中,这个角度也是根据经验确定的。
图3 用于膨胀管技术的膨胀芯头外形结构图4 膨胀芯头几何尺寸图示3)膨胀锥定径区的长度与直径该段长度可在较大范围内波动,对膨胀力和膨胀过程的稳定性影响不大。
另外,膨胀锥定径区在长度方向可以带有不大的锥度(直径差0.1mm)。
该段的外径等于管子膨胀后所要达到的内径。
(3)膨胀锥材料研究膨胀锥的选材对于膨胀作业的成败是非常重要的。
在膨胀过程中,膨胀锥受到非常大的界面应力以及摩擦。
所以膨胀锥的材料应该具有高硬度、高抗磨性、足够的强度以及良好的延性和冲击韧性。
建议用以下几种材料来制作膨胀芯头:1)金刚石金刚石是目前世界上已知物质中硬度最高的材料,并且耐磨。
在进行管柱膨胀时,它可以保证膨胀精度和形状。
对于制作膨胀锥用的工业金刚石块,要求其膨胀带部分具有最大的硬度,不应该有内部缺陷,如裂纹、气泡、砂眼以及夹杂物等。
在加工膨胀带时,应使膨胀带垂直钻石,以便获得最高的耐磨性。
用人造聚晶金刚石制作膨胀芯头比天然金刚石具有更多的优点。
人造聚晶金刚石晶体排列紊乱,所以相对于单晶体金刚石而言它的性质更均一,耐磨性能比天然钻石高。
另外聚晶金刚石无方向性,从而使其性能均一,芯头中有显微孔隙,有利于贮存润滑剂,聚晶金刚石芯头磨损后还可以更改尺寸加以利用,所以其使用寿命比天然金刚石长。
同时,聚晶金刚石的价格也比天然金刚石的低。
2)硬质合金硬质合金是硬度仅次于金刚石的物质,具有较高的耐磨、耐蚀性,相对于天然金刚石而言,硬质合金的价格便宜,所以在制作较大尺寸的芯头时,为节约成本,可以采用硬质合金材料。
可以采用以碳化钨为基础的硬质合金。
在以碳化钨为基础的硬质合金中加一定量的钽、铌和钛等元素,或者加入碳化钛,可以提高硬质合金的使用性能。
3)钢可以采用钢号为T8A与T10A的优质工具钢作为芯头材料,并可对其进行热处理以提高其硬度。
为了提高工具的抗磨性能和减少粘结金属,除进行热处理外,还可以在表面上镀铬,厚度在0.02-0.05mm,估计镀铬后的芯头使用寿命可以提高4-5倍。
4)陶瓷陶瓷是一种无机非金属材料,它同金属材料、高分子材料一起被称为三大固体材料。
陶瓷是由金属和非金属元素的无机化合物构成的多晶固体材料,具有耐腐蚀、耐高温、硬度高等优点,在现代工业中陶瓷正得到越来越广泛的应用。
传统陶瓷属于硅酸盐类材料,目前已开发出氧化物陶瓷、非氧化物陶瓷、金属陶瓷、功能陶瓷等特种陶瓷,特种陶瓷采用的原料已扩大到化工原料和合成原料,组成范围也超出了硅酸盐材料的范畴。
但陶瓷材料的塑性太差,在井底使用易于发生破碎,它是国外膨胀管技术起初使用的芯头表面材料,现在已经不用。
2、膨胀套管连接螺纹的设计膨胀套管连接螺纹的设计、加工是实施膨胀套管技术的重点和难点之一。
膨胀套管之间的连接螺纹一般采用不同于API螺纹的特殊螺纹,它要求这种螺纹在膨胀前后和膨胀过程中都能保持较好的密封性能和较高的连接强度,这对于一般的螺纹是很难做到的,必须是经过专门设计的特殊螺纹才能达到这一要求。
本研究在大量借鉴先进螺纹设计思想的基础上,设计了一种能够满足膨胀套管使用要求的特殊螺纹接头。
本项目设计的螺纹接头具有以下特征:①接头采用直接加工在管子上的螺纹连接为无接箍式套管接头②螺纹采用改进的偏梯形螺纹,螺纹齿形为倒钩式,内外螺纹紧密咬和,强度高③具有多重金属/金属密封设计,密封效果好④外台肩(主台肩)采用-15º的逆向扭矩台肩,辅助密封效果好,同时保证在膨胀过程中内、外螺纹不分开,其中内台肩为辅助台肩,选择直角台肩形式⑤接头内、外均完全平齐,加工时不需要对接头部位墩粗处理对于密封面的设计,本设计参考了AB ST-L和VAM FJL的设计,选用锥面/锥面密封形式,密封锥度为1:5,即利用了成熟的经验,又不增加加工的难度。
本设计为无接箍式螺纹,需要对内、外螺纹同时进行冷磷化处理。
对于扭矩台肩的设计,本设计的主台肩(外扭矩台肩)选择-150逆向台肩,与直角台肩相比,这种台肩可使接头在拉伸载荷作用下仍具有较好的辅助密封作用。
同时,在套管膨胀时,逆向扭矩台肩也具有比直角台肩更好性能。
辅助台肩选择直角台肩形式。
本研究根据先进的设计思想,结合可加工性能,确定该特殊螺纹的初步设计图纸,然后将初步设计图纸输入计算机,运用有限元模拟的方法,确定合理的公差范围,进而确定最终的设计图纸。
3、实体膨胀管应力应变分析从图5中可以看出,在摩擦系数为0.0时(即无摩擦的理想情况),整个膨胀过程中,套管内的轴向位移均为正值,说明在膨胀过程中,套管始终处于轴向收缩位移状态。
图5膨胀套管轴向位移与摩擦系数曲线在4个不同的摩擦系数下,随着摩擦系数的减小,膨胀套管的残余应力在增加;当摩擦系数为零时,膨胀套管内的残余应力最大;当摩擦系数为0.15时,膨胀套管内的残余应力最小,见图6。