钳工 中级 鉴定操作试题及考核评分表
钳工中级操作技能考核评分记录表

百度文库- 让每个人平等地提升自我钳工中级操作技能考核评分记录表现场号: 工位: 性别:______试题名称:阶梯对配制作考核时间:150min序号考核项目评分要素配分评分标准检测结果扣分得分备注1 锉配15003.0(2处)10 超差扣1分30±(2处)10 超差扣1分45±(2处)8 超差扣2分表面粗糙度 6 升高一级扣1分配合间隙≤(5处)30 超差扣2分错边量≤8 超差扣1分60±(2处)8 超差扣1分平行度 6 超差扣1分垂直度10 超差扣1分4-φ3 4 每少一处扣1分2 考核时限在规定时间内完成超时停止操作3 否决项形状、位置与图纸相符不符考核项目为零分合计100考评员:核分员:年月日钳工中级操作技能试题试题名称:阶梯对配制作23钳工高级操作技能考核评分记录表现场号: 工位: 性别:______试题名称:135°角度拼块制作考核时间:240min序号考核项目评分要素配分评分标准检测结果扣分得分备注1 锉配150027.0-6 超差扣1分300033.0-6 超差扣1分450039.0-6 超差扣2分135°±4′(2处)8 超差2′扣2分表面粗糙度(10处)10 升高一级扣1分配合间隙≤(4处)25 超差扣2分60±(2处) 6 超差扣1分45±(2处) 6 超差扣1分孔距一致性尺寸为 5 超差扣1分22± 4 超差扣1分2 铰孔2-φ10H7 6 超差扣1分垂直度 5 超差扣2分11± 5 超差扣1表面粗糙度 2 升高一级扣1分3 考核时限在规定时间内完成超时停止操作4 否决项形状、位置与图纸相符不符考核项目为零分合计100考评员:核分员:年月日钳工高级操作技能试题试题名称:135°角度拼块制作5钳工技师操作技能考核评分记录表现场号: 工位: 性别:______序号考核项目评分要素配分评分标准检测结果扣分得分备注1配合配合互换性不能互换直接扣30分件1、件2配合错边≤0.07mm(2处)4每超差扣1分,一处2分配合尺寸70± 2 每超差扣1分配合间隙≤0.08mm(3处) 6 每超差扣1分,一处2分配合间隙≤0.04mm(4处)8 每处超差扣1分,一处2分2锉销件1 135°±4′(2处) 4每处超差1′扣1分,一处2分件1 2406.002.0+-(2处) 6 每处超差扣1分,一处3分件 1 尺寸25未注公差尺寸按GB/T1804m级要求2 每超差扣1分件1 47± 3 每超差扣1分件1 70± 2 每超差扣1分件1平面度达(8处)8 一处1分,超差不得分件1平行度达(3处) 3 一处1分,超差不得分件1垂直度达(3处) 3 一处1分,超差不得分件2 135°±4′(2处) 4每处超差1′扣1分,一处2分件2 24±(2处) 6 每处超差扣1分,一处2分件2 25± 3 每超差扣1分件2 47±3每超差扣1分件2 70± 2 每超差扣1分件2平面度达(8处)8 一处1分,超差不得分件2平行度达(3处) 3 一处1分,超差不得分件2垂直度达(3处) 3 一处1分,超差不得分3其他项目件1、2的表面粗糙度(12处)12 一处1分,超差不得分φ3未注公差尺寸按GB/T1804m级要求(6处)2 每处超差扣分,扣完为止除去毛刺倒C2(4处) 2 每处达不到要求扣1分其他,如有无缺陷 1 其他不合格酌情扣分合计100钳工技师操作技能试题试题名称:燕尾方槽配件制作钳工技师操作技能试题试题名称:燕尾方槽配件制作名称:件2零件图材质:Q235-A钳工技师操作技能试题试题名称:燕尾方槽配件制作钳工高级技师操作技能考核评分记录表现场号: 工位: 性别:______序号考核项目评分要素配分评分标准检测结果扣分得分备注1配合配合互换性如不能互换直接从总分扣20分件1、件2配合错边≤0.07mm(4处)4每超差扣1分,一处1分配合尺寸70± 2 每超差扣1分配合间隙≤0.08mm(6处) 6 一处1分,超差不得分配合间隙≤0.04mm(8处)8 每处超差扣1分,一处1分50± 2 每超差扣1分2锉销件1 120°±4′(2处) 4 每处超差1′扣1分,一处2分件1 25±(2处) 4 每处超差扣1分,一处2分件1 50± 3 每超差扣1分件1 70± 2 每超差扣1分件1 40± 2 每超差扣1分件1 R6±(2处) 4 每处超差扣1分,一处2分件1 Ф820.010.0++2 每超差扣1分件1平面度达(6处) 6 一处1分,超差不得分件1平行度达(3处) 3 一处1分,超差不得分` 件1垂直度达 1 超差不得分件2 120°±4′(2处) 4 每处超差1′扣1分,一处2分件2 2506.002.0+-(2处) 4 每超差扣1分,一处2分件2 35± 2 每超差扣1分件2 45±3每超差扣1分件1 70± 2 每超差扣1分件2 R6±(2处) 6 每处超差扣1分,一处3分件2 Ф820.010.0++2 每超差扣1分件2平面度达(6处) 6 一处1分,超差不得分件2平行度达(3处) 3 一处1分,超差不得分件2垂直度达 1 超差不得分3其他项目件1、2的表面粗糙度(18处)9 一处分,超差不得分φ3未注公差尺寸按GB/T1804m级要求(4处)2 一处分,超差不得分除去毛刺倒C2(4处) 2 一处分,超差不得分其他,如有无缺陷 1 其他不合格酌情扣分合计100考评员:核分员:年月日试题名称:三角、R弧面镶配件试题名称:三角、R弧面镶配件钳工高级技师操作技能试题试题名称:三角、R弧面镶配件。
职业技能鉴定钳工中级实操技能试题
附录1 职业技能鉴定钳工中级实操技能试题试题一燕尾配合1.本题分值: 100分2.考核时间: 240分钟(另加30分钟准备时间)3.考核形式: 实操4.具体考核要求:(1)准备工作: 劳动保护用品穿戴整齐, 工具准备齐全, 认真阅读试题图样和要求。
(2)操作过程: 按图样要求和技术要求, 利用合理的加工工艺进行制作加工并达到其精度要求。
(3)使用工具:正确使用工具, 且工具摆放整齐。
(4)安全及其它:严格遵守有关安全操作规程, 服从考评工作人员的安排与指挥, 工作场地保持清洁、整齐、有序, 在规定的时间内完成操作, 考试结束时清理现场。
5、图样: 燕尾配合技术要求:1.各锉削面未注平面度0.02mm。
2、件1为基准件, 件2配作。
3、件1.件2正反配合间隙≤0.06mm。
4.各锉削面未注表面粗糙度Ra1.6μm。
5.孔口倒角C0.5。
6.锐角倒钝R0.3。
6.评分标准试题二拼块六方1.本题分值: 100分2.考核时间: 300分钟(另加30分钟准备时间)3.考核形式: 实操4.具体考核要求:(1)准备工作: 劳动保护用品穿戴整齐, 工具准备齐全, 认真阅读试题图样和要求。
(2)操作过程: 按图样要求和技术要求, 利用合理的加工工艺进行制作加工并达到其精度要求。
(3)使用工具:正确使用工具, 且工具摆放整齐。
(4)安全及其它:严格遵守有关安全操作规程, 服从考评工作人员的安排与指挥, 工作场地保持清洁、整齐、有序, 在规定的时间内完成操作, 考试结束时清理现场。
5、图样: 拼块六方技术要求:1.各锉削面未注平面度0.02mm。
2、件1为基准件, 件2配作。
3、件1.件2正反配合间隙≤0.06mm。
4.孔口倒角C0.5。
5.锐角倒钝R0.3。
6.评分标准试题三凹凸锉配1.本题分值: 100分2.考核时间: 240分钟(另加30分钟准备时间)3.考核形式: 实操4.具体考核要求:(1)准备工作: 劳动保护用品穿戴整齐, 工具准备齐全, 认真阅读试题图样和要求。
钳工实操评分表

姓名: 姓名: 单位: 单位:
项目
评分内容
扣分原因
得分
1、操作前将劳动用品穿戴整齐5分; 一、操作 2、检查所用工具、材料(锯弓、锯条、6分钢管、 前准备 钻头Φ8mm、80mm扁铁)齐全可靠5分;
二、视图 1、矿井设备常用零件与简单装配图10分; 技能 1、锯条安装方向正确5分; 2、站立姿势及动作操作5分; 3、锯削速度平稳5分; 三、锯削 4、尺寸精度5分(每偏差0.05扣1分); 评分标准 5、工件损伤、锯条折断5分; 6、违规操作5分;
1、使用前检查钻床各部件5分; 2、钻头与工件安装夹持紧固5分; 四、使用 3、操作时集中精力、设备、钻头无损坏5分; 台钻评分 4、进给适量、钻眼位置正确、符合标准5分; 标准 5、发现异常及时停车5分; 6、工作完毕清理切削5分;
五、安全 1、手碰破及设备损坏5分; 注意事项 2、更换钻头或作业完毕进行二级
机修钳工中级操作技能考核评分记录表

机修钳工中级操作技能考核评分记录表现场号: 工位: 性别:______试题名称:T型体制作考核时间:150min考评员:核分员:年月日机修钳工中级操作技能试题试题名称:T型体制作考核时间:150min技术要求:1.以件一为基准,件二配作;2.配合,翻转配合间隙≤0.08机修钳工高级操作技能考核评分记录表现场号: 工位: 性别:______试题名称:凸R镶配件制作考核时间:180min考评员:核分员:年月日机修钳工高级操作技能试题试题名称:凸R镶配件制作机修钳工技师操作技能考核评分记录表现场号: 工位: 性别:______试题名称:梯形台对配考核时间:180min序号考核项目评分要素配分评分标准检测结果扣分得分备注1 件1尺寸59005.0-3 超差0.03扣1.5分37±0.05 3 超差0.02扣1.5分11005.0-4 超差0.04扣2分60°±4′ 4 超差2′扣2分平行度0.04(2处) 4 一处超差0.02扣1分垂直度0.04(2处) 4 一处超差0.02扣1分Ra3.2(8处)8 一处降一级扣1分2 件2尺寸59005.0-3 超差0.03扣1.5分11005.0-(2处) 4 超差0.04扣1分605.0+(2处) 6 一处超差0.04扣1.5分30±0.05 3 超差0.04扣1.5分75005.0-4 超差0.04扣2分60°±4′ 4 超差2′扣2分平行度0.04(2处) 4 一处超差0.02扣1分垂直度0.04(2处) 4 一处超差0.02扣1分Ra3.2(12处)12 一处降一级扣1分3 配合尺寸平行度0.04 4 超差0.02扣2分4 超差0.02扣2分50±0.10 4 超差0.02扣2分配合间隙0.05(14处)14 一处超差0.02扣1分4 考核时限在规定时间内完成超时停止操作考评员:核分员:年月日机修钳工技师操作技能试题试题名称:梯形台对配试题名称:梯形台对配试题名称:梯形台对配。
中级钳工试题及答案

中级钳工试题及答案一、选择题(每题2分,共20分)1. 钳工常用的量具不包括以下哪一项?A. 直尺B. 游标卡尺B. 千分尺D. 钢卷尺2. 以下哪项不是钳工的基本操作?A. 划线B. 锯削C. 车削D. 钻孔3. 钳工在进行钻孔时,应首先确定的是:A. 孔的深度B. 孔的直径C. 孔的位置D. 孔的材质4. 钳工在锉削时,以下哪项不是正确的操作?A. 保持锉刀与工件表面垂直B. 锉刀应保持平稳C. 锉削时,锉刀应始终向一个方向运动D. 锉削时,锉刀应保持一定的压力5. 钳工在进行平面加工时,常用的工具不包括:A. 锉刀B. 砂轮机C. 砂纸D. 刨刀6. 钳工在进行螺纹加工时,常用的工具是:A. 钻头B. 丝锥C. 铰刀D. 铣刀7. 钳工在装配时,应首先检查的是:A. 零件的尺寸B. 零件的材质C. 零件的表面光洁度D. 零件的重量8. 钳工在进行焊接时,应首先注意的是:A. 焊接电流的大小B. 焊接速度的控制C. 焊接位置的选择D. 焊接材料的准备9. 钳工在加工过程中,以下哪项不是安全操作的要求?A. 穿戴防护眼镜B. 保持工作区域清洁C. 使用未经校准的量具D. 遵守操作规程10. 钳工在进行零件加工时,应遵循的首要原则是:A. 保证加工速度B. 保证加工精度C. 保证加工成本D. 保证加工美观答案:1-5 D C C D B 6 B 7 A 8 A 9 C 10 B二、判断题(每题1分,共10分)1. 钳工在进行钻孔时,必须先进行划线定位。
(对)2. 锉刀的锉削方向应始终与工件表面垂直。
(错)3. 钳工在进行螺纹加工时,可以使用手钻直接钻出螺纹孔。
(错)4. 钳工在进行平面加工时,可以使用砂轮机进行粗加工。
(对)5. 钳工在进行焊接时,不需要穿戴防护眼镜。
(错)6. 钳工在进行装配时,不需要考虑零件的配合公差。
(错)7. 钳工在加工过程中,为了保证加工速度,可以适当牺牲加工精度。
(错)8. 钳工在进行螺纹加工时,可以使用铰刀进行精加工。
钳工中级技能鉴定工量具及配分表

3
螺纹
6
一
般
尺
寸
4
长度尺寸
20
超差不得分
5
¢4的位置
4
6
尺寸25
4
7
M10
4
8
六边长均等
4
平行度
4
平面度
14
表面粗糙度
10
M10孔的位置度
4
安全文明生产
依据国家安全文明生产和企业文明生产的有关规定作为考核项目
8
其它
考试时间每超0.5h扣5分,超过2h不合格
钳工中级技能鉴定工量具及配分表
1:毛坯:¢25×20mm
2:工具、量具、刃具、夹具为:
序号
名称
数量
备注
序号
名称
数量
备注
1
锯弓
1
6
划线盘
1
2
锯条
1
7
90角尺
1
3
平锉
1
8
钢直尺
1
4
台钻
2
9
万能角尺
1
5
方锉
1
10
台虎钳
1
3:考核配分及评分标准
项目
编号
考核项目
配分
检测记录
评分标准
得分
主
要
项
目பைடு நூலகம்
1
六个面
24
2
斜孔
钳工 中级 鉴定操作试题及考核评分表

技能操作考核评分表考生姓名:职业(工种):钳工申报等级:中级工.1.2钳工操作试卷考生姓名:职业(工种):钳工申报等级:中级工操作内容:加工六方体。
工具名称规格数量台虎钳1台手锯1把中粗扁锉2501把细扁锉2001把细扁锉1501把万能角度尺1把旅游卡尺1251把钻头Φ10.51个丝锥M121套划规1付钢直尺1个样冲1把高度游标划线尺1把手锤1把宽度角尺75mm1把二、操作要求:1、粗、精锉基准面工A,达到平面的平面度0.04mm,表面粗糙度Ra≦3.24μm的要求,同时要保证与圆柱母线的尺寸要求()06.0±。
2、粗、精锉相对面,以第一面为基准划出相距尺寸32mm的平面加工线,然后锉销,达到图样要求。
3、粗、精锉第三面,达到图样要求,同时要保证与母线的尺寸为()06.0±,控制120°角。
4、粗、精锉第四面,达到图样,同时要保证与母线的尺寸为()06.0±,及与第三面边长相等。
5、粗、精锉第五面,以第三面为基准划出相距为32mm的平面加工线,然后锉削达到图样要求。
6、粗、精锉第六角,以第四面为基准,划出相距32mm的平面加工线,然后锉削达到图样要求。
7、按图样要求,全部精度复查,并作必要的修整锉削,最后锐边倒棱。
8、钻孔,按¢10.5mm钻孔。
9、攻丝,用M12mm丝锥攻内螺纹。
课题名称六方体加工考号工时定额4小时序号技术要求配分评分标准自检复检得分1平面度0.04 (6面)12一处超差0.01扣1分2尺寸要素(3处)9一处超差0.01扣1分3尺寸公差值不大于0.08(3处)8一处超差0.02扣232-d232-d232-d。
钳工中级实操考核工件及评分表

9
∥
B
4
超差不得分
10
⊥
B
4
超差不得分
11
∥
A
4
超差不得分
12
表面粗糙度2处
4
升高一级不得分
13
表面粗糙度4处
8
升高一级不得分
14
配合间隙≤
12
超差不得分
安全文明生产
10
违者不得分
合 计
100
现场记录:
评分人: 年 月 ห้องสมุดไป่ตู้ 核分人: 年 月 日
工量具清单
序号
名 称
规 格/mm
数 量
备 注
1
手锯、锯条
300
各1套
高度游卡尺
0~200
1把
2
游标卡尺
0~150
1把
3
万能角度尺
0°~320°
1把
4
千分尺
50~75、75~100
各1把
5
塞尺
~
1把
6
锤子
~
1把
7
划规、样冲、划针
自选
各1件
8
钢板尺
0~150
1把
9
刀口角尺
10063
1把
10
软钳口
2~4
1把
11
锉刀
扁锉、三角锉、整形锉
各1套
12
锉刀刷
中号
1把
13
扁錾
1把
14
职业技能鉴定题库统一试卷
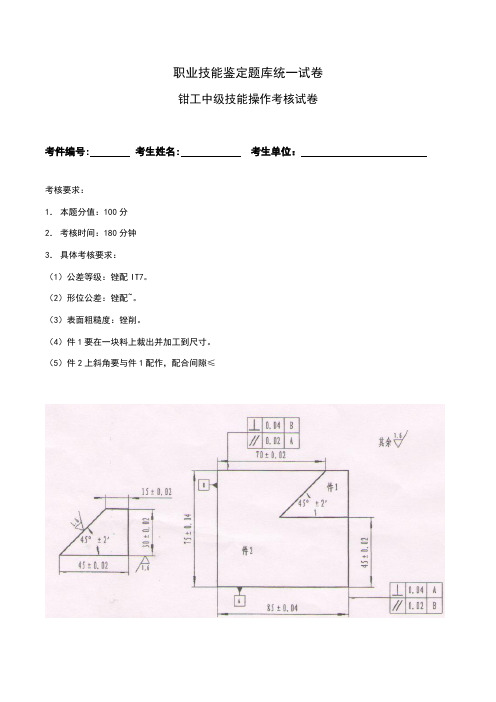
钳工中级技能操作考核试卷
考件编号:考生姓名:考生单位:
考核要求:
1.本题分值:100分
工具钳工实操考核方案和评分标准
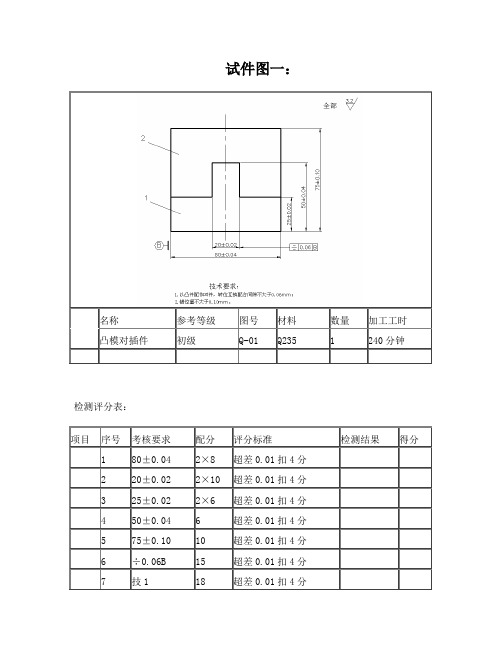
试件图一:名称参考等级图号材料数量加工工时凸模对插件初级Q-01 Q235 1 240分钟检测评分表:项目序号考核要求配分评分标准检测结果得分1 80±0.042×8超差0.01扣4分2 20±0.022×10超差0.01扣4分3 25±0.022×6超差0.01扣4分4 50±0.04 6 超差0.01扣4分5 75±0.1010 超差0.01扣4分6 ÷0.06B15 超差0.01扣4分7 技1 18 超差0.01扣4分试件图二:名称参考等级图号材料数量加工工时燕尾配合件初级Q-02 Q235 1 270分钟检测评分表:项目序号考核要求配分评分标准检测结果得分1 20±0.048 超差0.01扣2分2 40±0.048 超差0.01扣2分3 18±0.210 超差0.01扣2分4 60°±4′8 超差1′扣2分5 60±0.048 超差0.01扣2分6 ÷0.10A10 超差0.01扣4分7 技1 20 超差0.01扣4分试件图三:名称参考等级图号材料数量加工工时直角斜边配合副初级Q-03 Q235 1 300分钟检测评分表:项目序号考核要求配分评分标准检测结果得分凸件1 42±0.02 6 超差全扣2 230-0.052 6 超差全扣3 58±0.023 6 超差全扣4 12±0.0356 超差全扣5 18±0.14 3 超差全扣6 135°±6′ 5 超差全扣试件图四:名称参考等级图号材料数量加工工时单燕尾凸形镶配初级Q-04 Q235 1 300分钟检测评分表:项目序号考核要求配分评分标准检测结果得分凸件1 260-0.033 8 超差全扣2 200-0.033 8 超差1处扣4分3 440-0.039 5 超差全扣4 18±0.0556 超差全扣5 60°±4′ 4 超差全扣6 ÷0.05A 5 超差全扣7 Ra≦3.2um(7处) 3.5 超差1处扣0.5分试件图五:名称参考等级图号材料数量加工工时单斜配合副初级Q-05 Q235 1 300分钟检测评分表:项目序号考核要求配分评分标准检测结果得分凸件1 40±0.0317 超差全扣2 250-0.052 4 超差全扣3 150-0.0434 超差全扣4 150+0.0435 超差全扣5 120°±6′ 4 超差全扣6 Ra≦3.2um(6处) 6 超差1处扣1分7 M10 (2处) 4 超差全扣8 22±0.28 超差全扣试件图六:名称参考等级图号材料数量加工工时R对配初级Q-06 Q235 1 360分钟检测评分表:项目序号考核要求配分评分标准检测结果得分件1 1 63±0.02310 超差1处扣5分2 150-0.027 10 超差1处扣5分3 200-0.052 5 超差全扣4 ⌒0.067.5 超差全扣5 45°±4′(2处)6 超差1处扣3分6Ra≦1.6um面(9处)4.5 超差1处扣0.5分7 15±0.1(2处) 4 超差1处扣2分试件图七:名称参考等级图号材料数量加工工时三件镶配中级Q-07 Q235 1 330分钟检测评分表:项目序号考核要求配分评分标准检测结果得分件1 1 360-0.037 5 超差全扣2 27±0.1 4 超差全扣3 120°±5′4 超差全扣4 Ra≦3.2um(5处) 2.5 超差1处扣0.5分5 ¢8H7 2 超差全扣6 12±0.15 4 超差全扣7 ÷0.15A 5 超差全扣8 Ra≦1.6um 2 超差全扣件9 360-0.037 5 超差全扣2 10 Ra≦3.2um(5处) 2.5 超差1处扣0.5分11 ¢8H7 2 超差全扣12 Ra≦1.6um 2 超差全扣件3 13 77±0.023 4 超差全扣14 ⊥0.03B 3 超差全扣15 Ra≦3.2um(6处) 3 超差1处扣0.5分配合16 25±0.2 (2处) 10 超差1处扣5分17 48±0.08 (2处) 8 超差1处扣4分18间隙≦0.04(16处)32 超差1处扣2分其他19 安全文明生产违者酌情扣1-10分备注姓名工号日期教师总分试件图八:检测评分表:备注姓名工号日期教师总分试件图九:名称参考等级图号材料数量加工工时角度样板中级Q-09 60x40x10mm 2 600分钟检测评分表:项目序号考核要求配分评分标准检测结果得分试件图十:名称参考等级图号材料数量加工工时鸭嘴锤头中级Q-10 Q235 1 960分钟检测评分表:项目序号考核要求配分评分标准检测结果得分1 20±0.05 (2处) 8 不合格1处扣4分2 ∥0.05 (2处) 6 不合格1处扣3分3 ⊥0.03 (4处) 8 不合格1处扣2分4 C3.5倒角正确8 不合格1处扣2分5 R3.5圆弧连接圆滑(4处)8 不合格1处扣2分6 R12和R8圆弧连接圆滑12 酌情扣分7 斜面平直度0.03 10 超差全扣8 腰孔长20±0.210 超差全扣9 腰形孔对称度0.2mm 8 酌情扣分继续阅读。
钳工(中级工)职业技能等级认定实操试题

题目:绘制M20×50螺栓零件图1、准备要求:(1)材料准备:(1)操作程序说明:1)选择比例;2)画轮廓线;3)画外螺纹大小径;4)画倒角、退刀槽;5)标注尺寸;6)检查质量。
(2)考核规定说明:1)如违章操作该项目终止考核。
2)考核采用百分制,考核项目得分按组卷比重进行折算。
(3)考核方式说明:该项目为技能笔试题。
根据评分标准以答卷结果进行评分。
(4)考核技能说明:该项目考核考生绘制螺栓的熟练程度。
3、考核时限(1)准备工作:1min;(2)正式操作:15min,从正式操作开始计时;(3)考核时,提前完成操作不加分,超时按规定标准评分。
4、评分记录表车间:班组:姓名:试题名称:绘制M20×50螺栓零件图考核时题目:锯割1寸圆管1、准备要求(1)材料准备(2)设备准备(3)工具、量具准备2、操作考核程序规定及说明(1)操作程序说明1)准备工作;2)划线;3)装配锯条;4)锯割;5)检查质量。
(2)考核规定说明1)如违章操作该项目考核终止;2)考核采用百分制,考核项目得分按组卷比重进行折算。
(3)考核方式说明:该项目为实际操作试题,全过程按操作标准结果进行评分。
(4)考核技能说明:该项目考核考生正确使用工具及操作的熟练程度。
3、考核时限(1)准备工作:1min;(2)正式操作:15min,从正式操作开始计时;(3)考核时,提前完成操作不加分,超过规定操作时间按规定标准评分。
4、评分记录表车间:班组:姓名:试题名称:锯割1寸圆管考核时间:15min题目:制作法兰垫子1、准备要求:(2)工、量具准备:2、操作考核程序规定及说明(1)操作程序说明:1)准备工作;2)测量法兰尺寸;3)划线;4)剪切与冲孔。
(2)考核规定说明:1)如违章操作该项目终止考核;2)考核采用百分制,考核项目得分按组卷比重进行折算;(3)考核方式说明:该项目为实际操作试题,全过程按操作标准结果进行评分。
(4)考核技能说明:本项目考核考生制作法兰垫子的熟练程度。
钳工中级实操考核工件及评分表
序号
名 称
规 格/mm
数 量
备 注
1
高度游卡尺
0~200
1把
2
游标卡尺
0~150
1把
3
万能角度尺
0°~320°
1把
4
千分尺
50~75、75~100
各1把
5
塞尺
~
1把
6
锤子
~
1把
7
划规、样冲、划针
自选
各1件
8
钢板尺
0~150
1把
9
刀口角尺
100*63
1把
10
软钳口
2~4
1把
11
锉刀
扁锉、三角锉、整形锉
职业技能鉴定题库统一试卷
钳工中级技能操作考核试卷
考件编号:考生姓名:考生单位:
考核要求:
1.本题分值:100分
2.考核时间:180分钟
3.具体考核要求:
(1)公差等级:锉配IT7。
(2)形位公差:锉配~。
(3)表面粗糙度:锉削。
(4)件1要在一块料上裁出并加工到尺寸。
(5)件2上斜角要与件1配作,配合间隙≤
12
超差不得分
7
450±2‘
8
超差不得分
8
⊥
A
4
超差不得分
9
∥
B
4
超差不得分
10
⊥
B
4
超差不得分
11
∥
A
4
超差不得分
12
表面粗糙度(2处)
4
升高一级不得分
13
表面粗糙度(4处)
8
升高一级不得分
中级船舶钳工技鉴定应会试题及评分表
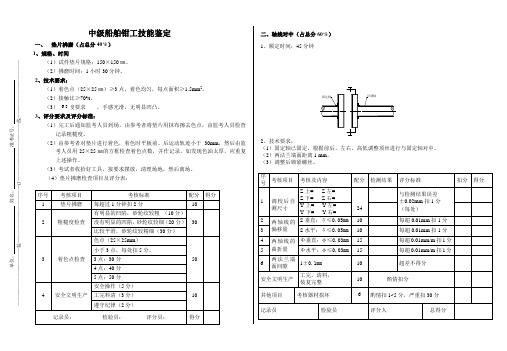
中级船舶钳工技能鉴定
一、 垫片拂磨(占总分40%) 1、规格、时间
(1)试件垫片规格:150×150㎜。
(2)拂磨时间:1小时30分钟。
2、技术要求:
(1)着色点(25×25㎜)≥3点,着色均匀,每点面积≥1.5mm 2。
(2)接触比≥70%。
(3
)粗糙度要求 ,手感光滑,无明显凹凸。
3、评分要求及评分标准:
(1)完工后通知监考人员到场,由参考者将垫片用抹布擦去色点,由监考人员检查
记录粗糙度。
(2)由参考者对垫片进行着色,着色时平板前、后运动轨迹小于30mm ,然后由监
考人员用25×25㎜的方框检查着色点数,并作记录,如发现色油太厚,应重复上述操作。
(3)考试者收拾好工具,按要求摆放,清理场地,然后离场。
(4)垫片拂磨检查项目及评分表:
二、轴线对中(占总分60%) 1、额定时间:45分钟
2、技术要求:
(1)固定轴已固定,根据前后、左右、高低调整顶丝进行与固定轴对中。
(2)两法兰端面距离1 mm 。
(3)调整后锁紧螺丝。
6.3。
钳工实操考核评价表

项目一70×70mm直角块
实操考核评分表
序号
考核内容
考核要求
配分
评分标准
得分
1
锉配
70±0.1mm
10பைடு நூலகம்
每超差0.1mm扣2分
2
40±0.1mm
10
每超差0.1mm扣2分
3
20±0.1mm(2处)
20
每超差0.1mm扣2分
4
表面粗糙度Ra3.2μm(6个面)
24
不合格每个面扣4分
每超差0.1mm扣2分
3
20±0.1mm(2处)
20
每超差0.1mm扣2分
4
表面粗糙度Ra3.2μm(8个面)
16
不合格每个面扣2分
5
垂直度误差≤0.1(3处)
6
不合格每处扣2分
6
平行度误差≤0.1(2组)
8
不合格每组扣4分
7
实训安全
10
根据实际情况酌情扣分
钳工实操考核3评分细则
项目三凹凸配
实操考核评分表
6
配合间隙≤0.1(2处)
8
不合格每组扣5分
7
对称度误差≤0.1(2处)
4
不合格每处扣2分
8
实训安全
10
根据实际情况酌情扣分
钳工实操考核4评分细则
项目四燕尾配
实操考核评分表
序号
考核内容
考核要求
配分
评分标准
得分
1
锉配
70±0.04mm(2处)
10
每超差0.04mm扣1分
2
42±0.04mm(2处)
10
6
钳工中级操作技能考核试卷燕尾弧样板副
钳工中级操作技能考核试卷
,单位
燕尾弧样板副
考件编号: .姓名准考证号
考核要求:
(1)公差等级:铿削IT8、较孔IT7、锯削IT14
(2)形位公差:锯削0.35mm、较孔对称度0.3Omm
(3)表面粗糙度:铿削Ra3.2um、较孔Ra16口m、锯削Ra12.5Um
(4)时间定额:300分钟
(5)其他方面:配合间隙平面W0.04mm、曲面W0.05mm、错位量0.06mm
图形及技术要求:
技术要求
1、以件1为基准,件2配作,配合互换间隙;平面部分W0.04mm;曲面部分
W0.05mm;两外侧错位量W0.06mm0
2、件2上Φ10H7孔对件1上两孔距在换位前后的变化量W0.30mm0
钳工中级操作技能考核试卷考件编号: ________ 姓名准考证号单位
钳工中级操作技能考核准备通知单(考生)
钳工中级操作技能考核准备通知单(考场)。
中级采掘电钳工技能考试评分表

开始时间
结束时间
考评员ቤተ መጻሕፍቲ ባይዱ字
总得分
2013年煤炭工种职业技能鉴定 中级采掘电钳工技能考试评分标准
单位
考核 时 标准 项目 间 分
姓名
考核内容
1.打开界线盒;
准备 工作
5分 钟
25分 2.检查防暴面;
考核要求
1.使用工具熟练正 确;
2.熟悉防暴标准;
3.改接线方式。 3.改接线正确。
准考证号
评分标准
1.不熟练工具扣5分; 2.对防暴知识不熟练扣10 分; 3.改接线方式错误扣10分
扣分 得分
接线 工作
15
1.制作电缆接线
分 65分 头;2.接线;3.盖
钟
接线盒。
1.正确使用工具; 2.符合接线标准; 3.压线松紧适宜。
1.工具使用不正确选成工具 损坏扣5分;2.造成电机损坏 扣30分;3.出现失爆扣30分 。
安全
与文 明生
5分 钟
10分
工作完毕清理工作 场地,整理工具。
产
出现工伤取消考试成绩;不 清理工作现场、工具不擦洗 、码放、不整齐扣10分。
中级综采维修钳工评分表

2013年煤炭工种职业技能鉴定
中级综采维修钳工技能考试评分记录表
项目评分要素配分评分标准扣分得分备注锉20±0.05mm 5 超差不得分
(2处)
8 超差不得分
18±0.02mm 6 超差不得分
削Ra3.2μm(18处) 9 升高一级不得分
钻2-φ10H7 2 超差不得分
22±0.15mm(2处) 2 超差不得分
Ra1.6μm(2处) 3 升高一级不得分
40±0.1mm 5 每超差0.1mm扣2分,超差
0.20mm以上不得分
削φ10H7两孔对A的对称度误差≤0.25mm 5 超差0.1mm扣2分,超差0.1mm
以上不得分
锪80±0.20mm 2 超差不得分
19±0.20mm(2处) 2 超差不得分
削Ra3.2μm(2处) 6 升高一级不得分
锯30±0.35mm 8 超差不得分
削 4 超差0.1mm扣1分,超差0.2mm
以上不得分
配间隙≤0.06mm(9处) 27 每超差0.01mm扣1分,超差
0.03mm以上不得分
合错位量≤0.06mm 6 超差不得分
安全文明按国家颁发有关法规或企
业自定有关规定
每违反一项规定从总分中扣
除2分,发生重大事故者取消
考核资格
生产按企业自定有关规定每违反一项规定从总分中扣
除2分(扣分不超过10分)
其它未注公差尺寸按IT14要求每超一处扣2分
项目考件局部无缺陷酌情扣1-5分,严重者扣30
分(从总分中扣除)
总计
评分人:_____________ 总分人:_______ _______年___月___ 日。
钳工 中级 鉴定操作试题及考核评分表

钱纳里标准产业结构和工业化阶段理论技能操作考核评分表考生姓名:职业(工种):钳工申报等级:中级工页脚内容4钳工操作试卷考生姓名:职业(工种):钳工申报等级:中级工操作内容:加工六方体。
一、工具准备工具名称规格数量台虎钳1台手锯1把中粗扁锉2501把细扁锉2001把细扁锉1501把万能角度尺1把旅游卡尺1251把钻头Φ10.51个丝锥M121套划规1付钢直尺1个样冲1把高度游标划线尺1把手锤1把宽度角尺75mm1把二、操作要求:1、粗、精锉基准面工A ,达到平面的平面度0.04mm ,表面粗糙度Ra ≦3.24μm的要求,同时要保证与圆柱母线的尺寸要求( )06.0±。
2、粗、精锉相对面,以第一面为基准划出相距尺寸32mm 的平面加工线,然后锉销,达到图样要求。
3、粗、精锉第三面,达到图样要求,同时要保证与母线的尺寸为( )06.0±,控制120°角。
4、粗、精锉第四面,达到图样,同时要保证与母线的尺寸为( )06.0±,及与第三面边长相等。
5、粗、精锉第五面,以第三面为基准划出相距为32mm 的平面加工线,然后锉削达到图样要求。
6、粗、精锉第六角,以第四面为基准,划出相距32mm 的平面加工线,然后锉削达到图样要求。
7、按图样要求,全部精度复查,并作必要的修整锉削,最后锐边倒棱。
8、钻孔,按¢10.5mm 钻孔。
9、攻丝,用M12mm 丝锥攻内螺纹。
三、操作成绩评定记录表课题名称 六方体加工 考号 工时定额 4小时 序号 技术要求配分评分标准自检 复检 得分 1 平面度 0.04 (6面) 12 一处超差0.01扣1分 2 尺寸要素 ( 3处) 9 一处超差0.01扣1分 3 尺寸公差值不大于0.08(3处)8一处超差0.02扣1分4 120°角面的倾斜度0.03(6处) 12 一处超差0.01扣1分5 边长均等允差0.15超差0.1扣1分 6 表面粗糙度Ra ≦3.24μm (6面) 12 一处超差0.1扣1分 7 锉纹整齐,倒棱均匀。
工具钳工技术操作技能评分表2
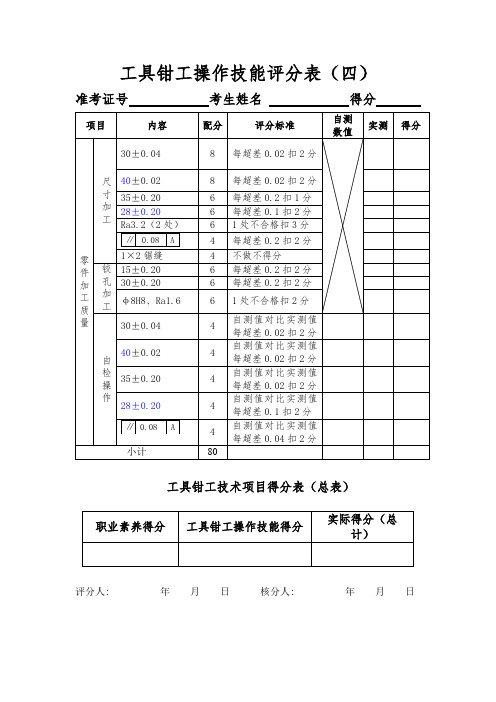
准考证号考生姓名得分
项目
内容
配分
评分标准
自测
数值
实测
得分
零件加工质量
尺寸加工
30±0.04
8
每超差0.02扣2分
40±0.02
8
每超差0.02扣2分
35±0.20
6
每超差0.2扣1分
28±0.20
6
每超差0.1扣2分
Ra3.2(2处)
6
1处不合格扣3分
∥
0.08
A
4
每超差0.2扣2分
28±0.20
4
自测值对比实测值每超差0.1扣2分
∥
0.08
A
4
自测值对比实测值每超差0.04扣2分
小计
80
工具钳工技术项目得分表(总表)
职业素养得分
工具钳工操作技能得分
实际得分(总计)
评分人: 年 月 日 核分人: 年 月 日
1×2锯缝
4
不做不得分
铰孔加工
15±0.20
6
每超差0.2扣2分
30±0.20
6
每超差0.2扣2分
φ8H8、Ra1.6
6
1处不合格扣2分
自检操作
30±0.04
4
自测值对比实测值每超差0.02扣2分
40±0.02
4
自测值对比实测值每超差0.0Fra bibliotek扣2分35±0.20
4
自测值对比实测值每超差0.02扣2分
(完整版)钳工技能试卷中级3
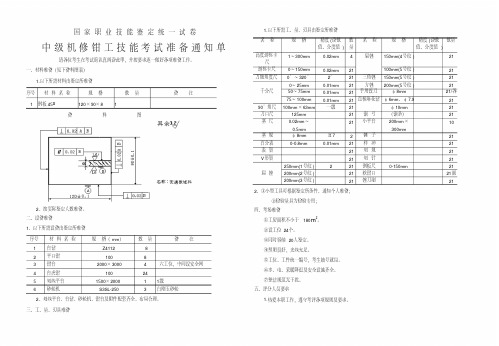
序号 材 料 名 称
规 格( mm)
数量
备注
1 台钻 2 平口钳 3 钳台 4 台虎钳 5 划线平台 6 砂轮机
Z4112 100
2000× 3000 100
1500× 2000 S3SL-250
8
8
4
六工位,中间设安全网
24
1 1级
3 白刚玉砂轮
2、划线平台、台钻、砂轮机、钳台及附件配套齐全、布局合理。
2.评分标准
序号 考核
考 核 内 容 及 要 求 配分 检测
评分 标准
备注
项目
结果
1锉
58 02mm(2 处 )
8
超差不得分
2
20 02mm
7
超差不得分
3
15 10mm
6
超差不得分
4削
Ra1.6μm(14 处)
10
超差不得分
5钻 6
2-φ 8 22± 0.05mm
4
超差不得分
6
每超差 0.05mm 扣 1分,超差
21
21
100mm(5 号纹 )
21 三角锉 150mm(5 号纹 )
21 方锉 200mm(5 号纹 )
21 手用铰刀
φ 8mm
21 直柄麻花钻 φ 6mm、φ 7.9
21 21 锯 弓
φ 10mm (锯条)
21 小平台
200mm ×
2 锤子
300mm
21 样 冲
21 划 规
21 划 针
21 钢板尺 21 软钳口
三、工、量、刃具准备
1.以下所需工、量、刃具由鉴定所准备
名称
高度游标卡 尺
游标卡尺 万能角度尺
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钱纳里标准产业结构和工业化阶段理论
页脚内容1技能操作考核评分表
考生姓名:职业(工种):钳工申报等级:中级工
页脚内容2钳工操作试卷
考生姓名:职业(工种):钳工申报等级:中级工操作内容:加工六方体。
一、工具准备
工具名称规格数量
台虎钳1台
手锯1把中粗扁锉2501把
细扁锉2001把
细扁锉1501把万能角度尺1把
旅游卡尺1251把钻头Φ10.51个
丝锥M121套
划规1付
钢直尺1个
样冲1把高度游标划线尺1把手锤1把宽度角尺75mm1把
二、操作要求:
页脚内容
3
1、粗、精锉基准面工A ,达到平面的平面度0.04mm ,表面粗糙度Ra ≦3.24μm
的要求,同时要保证与圆柱母线的尺寸要求( )06.0±。
2、粗、精锉相对面,以第一面为基准划出相距尺寸32mm 的平面加工线,然后锉销,达到图样要求。
3、粗、精锉第三面,达到图样要求,同时要保证与母线的尺寸为( )
06.0±,控制120°角。
4、粗、精锉第四面,达到图样,同时要保证与母线的尺寸为( )06.0±,
及与第三面边长相等。
5、粗、精锉第五面,以第三面为基准划出相距为32mm 的平面加工线,然后锉削达到图样要求。
6、粗、精锉第六角,以第四面为基准,划出相距32mm 的平面加工线,然后锉削达到图样要求。
7、按图样要求,全部精度复查,并作必要的修整锉削,最后锐边倒棱。
8、钻孔,按¢10.5mm 钻孔。
9、攻丝,用M12mm 丝锥攻内螺纹。
三、操作成绩评定记录表
课题名称 六方体加工 考号 工时定额 4小时 序号 技术要求
配分
评分标准 自检 复检 得分
1 平面度 0.04 (6面) 12
一处超差0.01扣
1分
2 尺寸要素 ( 3处) 9 一处超差0.01扣
1分
3 尺寸公差值不大于0.08(3
处)
8 一处超差0.02扣
1分
4 120°角面的倾斜度0.03(6
处)
12 一处超差0.01扣
1分 5 边长均等允差0.1 5 超差0.1扣1分 6 表面粗糙度Ra ≦3.24μm (6
面)
12 一处超差0.1扣1
分 7 锉纹整齐,倒棱均匀。
(6
面) 12 一处不符扣1分 8
钻孔,按¢10.5mm 钻孔。
5
歪斜扣2分
2
32
-d 2
32
-d 2
32
-d
页脚内容4。