出货检验SOP
成品出货SOP

作业文件 成品出货SOP 共1页 第A版
SOP-QA-001 第1页 *
1.目的 本SOP是为了有效控制本公司成品装柜过程,防止不良品流出,提升客户满意度. 2.适用范围 适用公司所有成品装柜过程. 3.内容 3.1资料下发 3.1.1业务部根据市场需求提前两天分发<<出货单>>给到驻厂仓库和品管部监柜员,以便于仓库和监柜员 能够有效掌握出货信息; 3.2资料核对 3.2.1仓库员核对<<出货单>>要求出货数量及出货日期,根据要求准备待出柜成品,仓管员必须清楚核对 数量及产品型号等,防止错发、漏发等现象发生; 3.3出货产品确认 3.3.1发货柜:监柜员对待装柜产品进行检验,确认外包装无破损、产品无错发、标签无错贴等不良现象 并详细记录在<<成品出货单>>,对于重大异常情况不准许装柜并发出<<纠正与预防措施跟踪表>>给 责任部门要求整改(《成品出货单》必须品管员签名方可出货); 《成品出货单》必须品管员签名方可出货 3.3.2发物流:仓库员核对物流公司《货物托运单》核对收货人、公司、地址、货物名称、数量、运费、 送货上门费及双方签名(《货物托运单》必须品管员签名方可出货)。 《货物托运单》必须品管员签名方可出货 3.3.3监柜员每次装柜完成后复印司机的机动车驾驶证,货车的行驶证,写下电话号码并让司机签名 复印司机的机动车驾驶证,货车的行驶证,写下电话号码并让司机签名; 复印司机的机动车驾驶证 并让司机签名 3.3.4空车拍照,每装一层或一排拍照,装满柜柜口拍照,半关门拍照,全关门拍照,上锁拍照(所有拍照车 牌要清晰) 3.5记录分发 3.5.1监柜员完成后,监柜员将经审核完成的报告给到仓库一份、业务部一份、自行存档一份; 4相关记录和文件 4.1<<出货单>> 4.2<<成品出货单>> 4.3<<纠正与预防措施跟踪表>> 编制 审核 批准
出货全检操作规程(3篇)
第1篇一、目的为确保产品质量,防止不合格产品流出,本规程规定了出货全检的操作流程和注意事项,旨在规范全检作业,提高产品质量和客户满意度。
二、适用范围本规程适用于公司所有出货产品的全检工作。
三、职责1. 品质管理部门:负责制定全检标准、监督全检过程、确保全检质量。
2. 生产部门:负责提供符合全检标准的产品,协助品质管理部门进行全检。
3. 检验员:负责具体执行全检操作,确保全检结果的准确性。
四、全检流程1. 准备阶段- 检验员根据产品规格、检验标准及检验计划,准备好检验工具、设备、记录表格等。
- 生产部门提供符合全检标准的产品,并确保产品标识清晰。
2. 检验阶段- 检验员按照检验标准,对产品进行全面检查,包括外观、尺寸、性能等方面。
- 检验过程中,发现不合格产品,立即记录不合格原因,并通知生产部门进行处理。
- 检验员对每项检验项目进行详细记录,包括检验结果、检验时间、检验员等信息。
3. 判定阶段- 检验员根据检验结果,判定产品是否合格。
- 合格产品放行,不合格产品进行返工或返修。
4. 复检阶段- 对于返工或返修后的产品,进行复检,确保产品质量。
- 复检合格的产品方可放行。
5. 记录阶段- 检验员将检验结果记录在检验记录表上,并签名确认。
- 品质管理部门定期对检验记录进行汇总和分析,为质量改进提供依据。
五、注意事项1. 检验员应熟悉检验标准和操作流程,确保检验结果的准确性。
2. 检验过程中,应严格遵守操作规程,确保安全。
3. 对于不合格产品,应及时通知相关部门进行处理,防止不合格产品流出。
4. 定期对检验工具、设备进行校准和维护,确保其精度和可靠性。
六、附则1. 本规程由品质管理部门负责解释和修订。
2. 本规程自发布之日起实施。
通过以上规程的实施,我们将确保产品质量,为客户提供满意的产品,提升公司品牌形象。
第2篇一、目的为确保产品出厂质量,满足客户需求,降低客户投诉率,特制定本规程。
本规程适用于所有出货产品的全检工作。
出货检验规范完整版本

1、目的:规范出货成品检验,防止不合格产品被出货。
2、范围:适用于本公司所有成品出货前的检验作业。
3、职责3.1 生产部/市场部:成品出货前的检验通知。
3.2 品管部:成品出货前的检验执行。
3.3 物流部/生产车间:成品出货检验工作的配合。
4、作业细则4.1 生产部/市场部根据成品出货日期,提前三天通知品管部/物流部/生产车间。
4.2 品管部正式验货前1小时,通知成品库/生产车间进行验货准备。
4.3 物流部根据通知内容,开据《待验单》将待验成品准备好并挂“待验”标志牌。
4.4 品管部针对待验成品,准备相应的资料及样板。
品管部根据制单或客户订单,确定抽样计划,对出货成品品质进行检验。
5、检验内容5.1 外观检查:检查产品是否刮花、伤痕、污渍、变形、受损及包装是否美观。
5.2 规格检查:检查是否符合制单或订单要求。
5.3 特性验证:检验产品的理化及卫生指标是否发生变化。
5.4 产品包装和标识检查。
5.4.1 检查产品的包装方式、包装数量、包装材料的使用、单箱数量是否符合要求。
5.4.2 贴纸的粘贴位置、书写内容、外箱填写是否规范正确。
6、不合格的判定品管部QA根据“产品质量检验标准”判定抽检中出现的不合格品数量,若QA无法判定结果,可交品管部主管判定,提出不合格品的处理意见。
7、验货结果的判定与标识7.1 品管部QA根据不合格品的确认结果,判定该批产品是否允收。
7.2 对允收批产品,通知货仓部入库出货。
7.3 对拒收批产品,则挂“待处理”牌,物流部不得擅自移动该批产品。
8、产品的补数和返工、报废8.1 QA根据检验结果,确定抽检批产品的允收情况,并书面通知生产部进行补数和返工。
8.2 补数:是确认该批产品允收,但生产需按查验出来的不合格数量进行补数。
8.3 返工:经确认的不合格品率已超过品质允收(AQL)时,品管部通知生产部安排返工,返工过程的品质控制由生产车间和QC负责,返工完成后,生产车间须通知QA到场重检,直到合格为止。
【质量体系SOP】016 出货检验规范
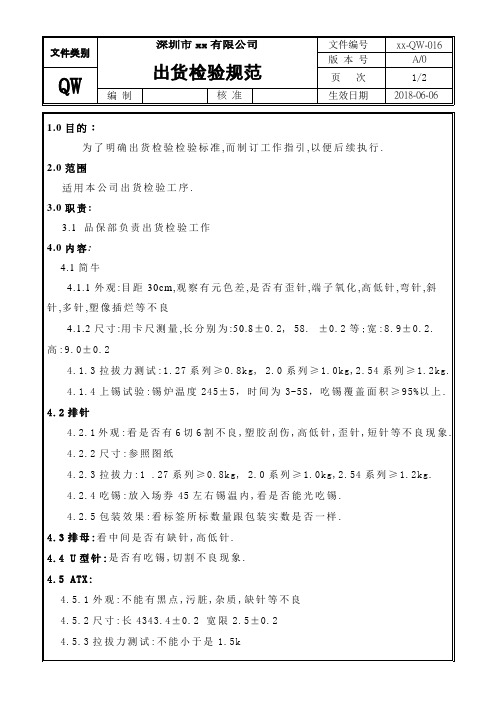
4.2.4吃锡:放入场券45左右锡温内,看是否能光吃锡.
4.2.5包装效果:看标签所标数量跟包装实数是否一样.
4.3排母:看中间是否有缺针,高低针.
4.4 U型针:是否有吃锡,切割不良现象.
4.5 ATX:
1.0目的:
为了明确出货检验检验标准,而制订工作指引,以便后续执行.
2.0范围
适用本公司出货检验工序.
3.0职责:
3.1品保部
4.1.1外观:目距30cm,观察有元色差,是否有歪针,端子氧化,高低针,弯针,斜针,多针,塑像插烂等不良
4.1.2尺寸:用卡尺测量,长分别为:50.8±0.2, 58.±0.2等;宽:8.9±0.2.
高:9.0±0.2
4.1.3拉拔力测试:1.27系列≥0.8kg,2.0系列≥1.0kg,2.54系列≥1.2kg.
4.1.4上锡试验:锡炉温度245±5,时间为3-5S,吃锡覆盖面积≥95%以上.
4.2排针
4.2.1外观:看是否有6切6割不良,塑胶刮伤,高低针,歪针,短针等不良现象.
4.2.2尺寸:参照图纸
4.5.1外观:不能有黑点,污脏,杂质,缺针等不良
4.5.2尺寸:长4343.4±0.2 宽限2.5±0.2
4.5.3拉拔力测试:不能小于是1.5k
4.5.4上锡试验:放入245℃左右锡炉内,看是否能光滑吃锡.
4.5.5包装效果:抽查数量是否多或少,成品是否叠放整齐.
验货SOP

品质部验货流程图
NO.2.出发前准备工作 NO.3.出发前的确认工作
承办 核准 NO.4.供应商验货时间排表
NO.1.出发前
接到采
资料检具准备 并了解订单缓 急和有无新增
给工厂确认 订单完成状来自规划供应商验 货的先后时间 顺序;知会采
NO.8.外观检 查
NO.7.抽箱确 认资料信息
NO.6.点数
NO.11.报告制作及发到公司 报告填写再次与 工厂负责人确认 问题点,及返修 时间利于再次重 检
此项有缺陷须再次重检
此项如有异常的除工厂整改 以外待采购确认
NO.5.确认验 货制成
配件齐全; 材质规格 检测
确认抽箱 数资料确 认 OK无异过;NG如有异常立即 要求工厂整改,并记录报表 反馈采购
仓库各规格数 量清点,及外 箱堆放质量的 查核
50%中期验货 80%正常验货
以上如有缺 件马上通知 工厂整改并 原因分析记 录于报告
NO.9.功能检测 装配及功能检测;此项如有装 配不上或功能异常的立即让工 厂整改及整改对策和后续防范 措施,马上通知到采购以及船 期的安排 NO.10.实验测试 实验测
出货检验规范
一、目的:为了规范LED的出货检验规范,特制定本标准;二、范围:适用于本公司SMD LED,所有规格产品的出货检验;三、检验前的准备:1、检验条件:室内照明测试物距离光源为1M下,必要时以30倍(含)以上显微镜检验确认。
2、ESD防护:凡接触产品必须配带良好静电防护措施﹝手腕上必须配带防静电手环并接上电接地线,环上铁扣必须与手腕紧密接触,静电接地线的一端扣在手环上,一端夹在机台或桌子的地线上﹞; 作业过程中卷带拉出后需有空静电盒接,不可随意散在地上。
3、检验环境为:依WI-Q-113《车间环境控制实施标准》里定义的温湿度要求。
四、缺点定义:1、严重缺点(Critical Defect): 对使用者及维修者有发生危险及安全顾虑之缺点,以CR表示。
2、主要缺点(Major Defect): 会导致故障或实质降低实用机能, 而无法达到产品预期功能要求,以MA表示。
3、次要缺点(Minor Defect):与标准或规格有所差异, 但在使用上无明显影响,以MI表示。
五、抽样水准QC检验依据ANSI/ASQC Z1.4-2003.抽样计划正常检验(Ⅱ级水准)进行抽检。
产品尺寸,电性测试依特殊检验水平S-1进行抽样检测。
如客户有特殊要求时,依照客户要求执行。
六、检验工具:显微镜(10-30倍)、计算器、电脑ERP、镊子、卡尺、二次元、IS机、远方机、ROHS机。
七、不良品处理:不良标示隔离,判退要求领出返工或直接转入次品仓。
八、说明:备注:1.OQC将出货检验报告交主管审核后正式出货。
2.客户有特殊要求的按客户要求执行。
3.检验结果:对于合格品,ERP确认OK后点击审核通过,抽检确认OK后在发货单及外箱上盖“OQC PASS”印章。
4.对于不合格品,先进行标识隔离,同时开立异常报告单,并按《纠正预防管理程序》执行,材料返工重检OK,才可放行。
九、检验项目:类型检验项目检验数量检验方法/内容判定标准允收水准使用设备审单品名/规格/数量ANSI/ASQCZ1.4-2003.抽样计划正常检验Ⅱ/每批ERP与实物是否相符(产品型号、批号、数量、客户要求)客户《订单》要求入库单AC=0;RE=1目视计算器参数ANSI/ASQCZ1.4-2003.抽样计划正常检1.ERP中的出货参数是否符合客户订单要求;2.实物参数是否和ERP参数一致(LM\IV\VF\WLD\X/Y);客户《订单》要求《分光标准编码说明》AC=0;RE=1目视验Ⅱ/每批 3.系统参数不齐全,需在备注栏上备注清楚需出货的参数。
原材料进货检验SOP

1.目的规范原材料进货检验,确保原材料检验的及时性,确保原材料质量符合我司要求,保证产品的质量。
2.适用范围原材料进货检验QC3.工作流程4.原料进货检验4.1.来货通知4.1.1.QC每天查阅由物料申购员发放“物料每周到货计划”,合理安排检验工作。
4.1.2.QC检验员接到仓管员发出的“物料送检通知”后,根据来货的具体品种及数量并依据《原料取样及检验程序》做好取样前的准备工作。
4. 2. 检查车箱及供应商的COA4.2.1.检查车辆防水及卫生情况,检查原料中外来物质污染情况:车辆具防雨、防晒、防尘设施;必须干净、卫生、无异味、无油污、无动物排泄物及其它不洁物污染;不得与有毒、有害或其它污染物混载,若不符合我司的标准要求,可判定该批原料为不合格。
4. 2. 2.查看供应商提供的COA(检验报告单),原料的生产日期、批号是否与供应商提供的检验报告单上的一致;检验报告单上的检测项目、检测数据是否符合我司要求。
4.3.感官检验4.3.1.所有原料必须进行感官检验,感官指标以我司R&D/QA认可的样版为准。
4.3.2. QC检验员根据《原料取样及检验程序》中的取样方法,打开原料的包装,检查内容物风味、质地、颜色,并根据《原料取样及检验程序》中的取样原则要求进行取样,取样后将样品与标准样比较。
4.3. 3. QC检验员对送检原料感官判定后,仓管员应安排人员将原料按指定的区域摆放,并且马上挂上相应的标识牌。
另外,仓管员会打印一份《材料收货单》。
QC检验员对《材料收货单》上的内容进行确认并签名接收。
4.4.理化检验及微生物检验4.4.1.原料感官判定合格后,根据《原料检验内控参考标准》,填写原料检验报告单,清楚注明需检验的项目、标准,然后将样品与原料检验报告单一起送QA/QC实验室检验。
4.4.2.根据原料的检验周期,QC检验员应及时的跟进理化、微生物检验结果,以便尽快完成检验收货工作。
对于生产急需的原料,QC检验员应与QA做好沟通,尽量安排最快的时间完成理化检验。
成品检验SOP

Shandong Liaocheng Ehua Medicine CO., LTD 页码:1/21. 目的本程序是为微晶纤维素的化学及微生物检验而制定。
2. 范围本程序规定了微晶纤维素产品的质量标准、检验操作法。
3. 引用标准《中国药典》2005年版二部 4. 质量标准和检验操作法4.1[性状] 本品为白色或类白色粉末;无臭,无味。
本品在水、乙醇、丙酮或甲苯中不溶。
4.2[鉴别] 取本品10mg ,置表面皿上,加氯化锌碘试液2ml ,即变蓝色。
4.3[检查]4.3.1细 度:取本品20.0g ,置药筛内,不能通过七号筛的粉末不得过5.0%,能通过九号筛的粉末不得少于50.0%。
4.3.2酸 碱 度:取本品2.0g ,加水100ml ,振摇5分钟,滤过,取滤液,依法测定(中国药典2005年版二部附录VIH ),PH 值应为5.0~7.5。
企业内控标准:取本品,照上法检查,PH 值应为5.3~7.3。
4.3.3水中溶解物:取本品5.0g ,加水80ml ,振摇10分钟,滤过、滤液置恒重的蒸发皿中,在水浴上蒸干,并在105℃干燥1小时,遗留残渣不得过0.2%。
企业内控标准:取本品,照上法检查,遗留残渣不得过0.18%。
4.3.4氯 化 物:取本品0.10g ,加水35ml ,振摇滤过,取滤液,依法检查(中国药典2005年版二部附录ⅧA ),与标准氯化钠溶液3.0ml 制成的对照液比较,不得更浓(0.03%)。
4.3.5 淀 粉:取本品0.1g ,加水5ml ,振摇,加碘试液0.2ml ,不得显蓝色。
4.3.6 干燥失重:取本品,在105℃干燥至恒重,减失重量不得过5.0%(中国药典2005年版二部附录ⅧL)。
企业内控标准:取本品,照上法检查,干燥失重不得过4.6%。
4.3.7炽灼残渣:取本品1.0g ,依法测定(中国药典2005年版二部附录ⅧN),遗留残渣不得过0.2%。
4.3.8重金属:取炽灼残渣项下遗留的残渣,依法检查(中国药典2005年版二部附录ⅧH第二法),含重金属不得过百万分之十(0.001%)。
标准的出口报检SOP流程(精选5篇)
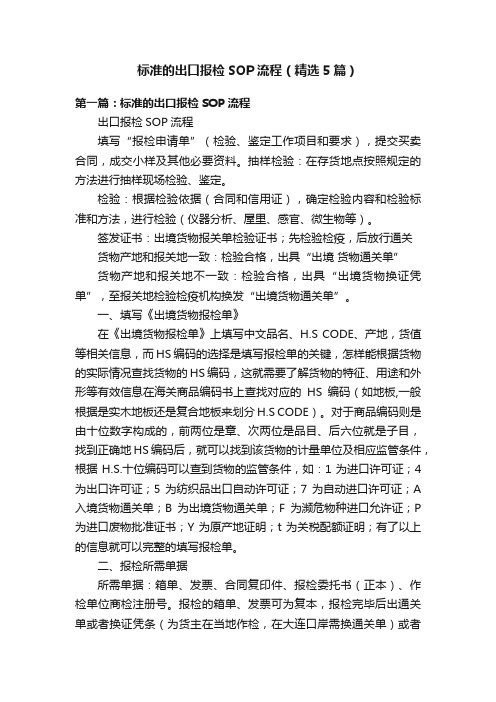
标准的出口报检SOP流程(精选5篇)第一篇:标准的出口报检SOP流程出口报检SOP流程填写“报检申请单”(检验、鉴定工作项目和要求),提交买卖合同,成交小样及其他必要资料。
抽样检验:在存货地点按照规定的方法进行抽样现场检验、鉴定。
检验:根据检验依据(合同和信用证),确定检验内容和检验标准和方法,进行检验(仪器分析、屋里、感官、微生物等)。
签发证书:出境货物报关单检验证书;先检验检疫,后放行通关货物产地和报关地一致:检验合格,出具“出境货物通关单”货物产地和报关地不一致:检验合格,出具“出境货物换证凭单”,至报关地检验检疫机构换发“出境货物通关单”。
一、填写《出境货物报检单》在《出境货物报检单》上填写中文品名、H.S CODE、产地,货值等相关信息,而HS编码的选择是填写报检单的关键,怎样能根据货物的实际情况查找货物的HS编码,这就需要了解货物的特征、用途和外形等有效信息在海关商品编码书上查找对应的HS编码(如地板,一般根据是实木地板还是复合地板来划分H.S CODE)。
对于商品编码则是由十位数字构成的,前两位是章、次两位是品目、后六位就是子目,找到正确地HS编码后,就可以找到该货物的计量单位及相应监管条件,根据H.S.十位编码可以查到货物的监管条件,如:1为进口许可证;4为出口许可证;5为纺织品出口自动许可证;7为自动进口许可证;A 入境货物通关单;B为出境货物通关单;F为濒危物种进口允许证;P 为进口废物批准证书;Y为原产地证明;t为关税配额证明;有了以上的信息就可以完整的填写报检单。
二、报检所需单据所需单据:箱单、发票、合同复印件、报检委托书(正本)、作检单位商检注册号。
报检的箱单、发票可为复本,报检完毕后出通关单或者换证凭条(为货主在当地作检,在大连口岸需换通关单)或者换证凭单(为货主在当地作检后提供,但我们需先打出报检单,到商检局换单),然后与其它报关单据一起向海关递单进行进口申报。
三、异地做检和口岸做检(一)异地做检:工厂在当地做完商检后直接出通关单,然后直接进行报关;另一种出换证凭条,将换证凭条传真给报关行,然后到商检局换取通关单。
出货检验SOP

MODEL
站别 All model
STATION
昱兴作业指导书
请共同建立品质文化,不制造不良;不将不良流到下过程;不接收不良;------从你我做起!
出货检验
作业代码
OPERATION CODE
建档日期
YX-Q-02
2012/1/1
制表
李兵
版序
REV
A-02
新版本 无修改
第1页 共1页
操 作简图
次序
操 作步骤 说 明
管制重点
1
将待验区之成品进行抽查
确保按照图档进行对照检验
2
对照检验之图档进行核对产品形状、规格、尺 出现异常应及时开出异常单据并做好异常物料标示,并
寸、粘性以及外观是否清洁
追踪异常
每日对所使用之量具进行对比效验,若出现问题及时上 报(量具到期日前一周提报申请送检) 做好相关检验记录以及异常记录 随时保持本站的 5S
版序ห้องสมุดไป่ตู้更
CONTROL LIST
工具 核准
剪刀、刀片、手套、卡尺、钢尺、卷尺、推拉力计、硬度计
苏世雄
SOP21-0002 外销出货检验程序 1.0

标 题 Title外销出货检验程序编 制 Prepared by周秀风 编制日期 Prepared date评 审 Reviewed by吴定评审日期 Reviewed date 程凤湖 吕兰仙 刘品尚批 准 Approved byPeter Xie生效日期 Issued date发放范围Distribution : 文件状态 (红色盖章) Document Status (Red Stamp )发 放 至 品保部 品管部仓库 一车间 二车间 分 发 号1 2 3 4 5更改履历Updated Records : 版本 修改日期修改内容标题外销出货检验程序Title1 目的Purpose:规范外销产品出货检验的流程及相关部门的职责,防止不合格产品出货。
2 适用范围Scope:适用于所有外销成品的出货检验。
3 定义Definitions:3.1 NCR报告:就是【异常品质处理单】4 责任Responsibilities:4.1 车间负责产品的标识,并放入成品入库待检区以及产品入库前的报检工作4.2 仓库负责产品的入库、产品储存、不合格品的隔离4.3 品管部负责产品的检验、判定及结果反馈4.4 品保部负责NCR报告的处理5 操作程序Procedure:5.1 报检5.1.1 车间打包工人将打包好的产品放在托盘上,放满后做好产品物资标识卡,然后放到成品入库待检区。
5.1.2 车间物料收发员再填写《出货检验通知单》,交给品管出货检验员。
5.1.3 品管出货QC核对《出货检验通知单》上的信息是否填写完整、准确;没有问题就签收;如果信息不完整或不准确,则退还给填写人要求其填写好后再签收。
5.2 检验5.2.1 品管出货QC在成品待检区根据《出货检验通知单》上的内容找到对应标识的产品。
5.2.2 品管出货QC按检验报告上的检查水平再根据GB/T2828.1-2003《计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划》中的抽样量进行抽样。
出货检验规程

出货检验规程1. 概述本出货检验规程旨在确保公司出货产品的质量和符合相关标准,减少不良品出货率,保护客户利益并提升品牌形象。
2. 检验标准2.1. 产品符合国家相关标准及客户要求。
2.2. 产品外包装完好无损,符合运输要求。
3. 检验流程3.1. 出货前检验:在产品出货前进行全面检验,以确保产品质量。
3.2. 抽检:根据检验规程,按抽检比例选取样品进行检验。
3.3. 清点验收:对货物数量和规格进行清点,确保出货数量和客户要求一致。
3.4. 检验结果记录:将检验结果记录在相应的检验报告中,保存备案。
4. 检验方法4.1. 外观检查:对产品外观进行检查,包括包装是否完好、有无破损等。
4.2. 尺寸检测:对产品尺寸进行测量,并与标准进行对比。
4.3. 功能性检测:针对具有特定功能的产品,进行相应的功能性测试。
4.4. 包装检验:对产品包装进行检查,确保包装完好,并符合运输要求。
5. 检验记录和报告5.1. 检验记录:对每次检验进行详细记录,包括检验日期、产品名称、规格、检验结果等。
5.2. 检验报告:根据检验记录生成检验报告,并及时反馈给相关部门。
6. 处理不合格产品6.1. 不合格产品的判定:根据检验结果,对不合格产品进行判定和分类。
6.2. 处理措施:依据公司相关处理流程,对不合格产品进行处理,包括修复、退货或报废等。
6.3. 不合格产品的记录:对处理过程进行记录,包括处理方式、结果等。
7. 管理和改进7.1. 督导和监督:建立出货检验的督导和监督机制,确保规程的有效执行。
7.2. 不断改进:根据实际情况,及时修订和完善出货检验规程,提高效率和质量。
以上为出货检验规程的主要内容,请各相关部门按照该规程执行,并不断优化和改进相应的检验流程和方法,以确保产品质量和客户满意度。
出货检验规范
4.3主要缺陷:该缺陷或瑕疵直接影响顾客对该产品的购买决定,或直接影响该产品的功能或耐用性;或者打包(或货柜)影响到运输过程中产品的完整性或搬运者的不满等.
5.2装柜前, OQC对空柜进行拍照,包括要拍到货柜号、车牌号等。然后对货柜本身前、左、右、底、内外顶、内外盘、外底盘等进行检查,检查货柜是否有凹凸不平、破损、漏洞、积水、异味、油污或其它化学品物质,并要求司机自行演示检查锁定装置,以确保货柜本身及锁定装置的完整性。
5.3在OQC确认“已被仓库打包好的产品符合要求、货柜符合装货要求”后,通知仓库装柜.在仓库装好货物后(关柜门前、后), OQC需拍照存盘并填写<<产品出货最终检验报表>>.
*注: OQC无法判定的,请向上级汇报,待上级指示判定.
5.4检验内容
目视判定内容,如下表所示:
检法
序号
缺陷内容
CRI
MAJ
MIN
目视法
一
打包检查
1)
包装箱损坏,受潮,有严重脏污.
◆
2)
卦口胶纸开口,包装箱严重损伤或受潮(可使产品受损)其中一者.
◆
3)
牌子型号等标示其中之一缺,错或难以辨认.
◆
4)
箱码错.
文件制修订记录
制/修订日期
修订编号
制/修订内容
版本
页次
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
出货检测SOP(1)

4、玻璃拉拔力、磁石高斯是根据每日巡检测试结果进行记录;
5、测试完毕后,拔出插头将产品整齐的放入包装盒中。
注意事项:
1、产品只要在以下某个面出现不作动现象,均判为NG。
2、产品在侧面垂直插入/拔出测试治具时,需注意插拔力度,不可用力、歪斜插拔产品,防止产品变形。
3、导线插头在插拔时,需要注意垂直插入·或拔出。
说明简图:
向上
图一:测试仪器仪器按键
倒立
直立
向下
图二:螺丝实配状态
作业标准书(SOP)
版本
编制日期
修订日期
修订内容
频度
核准
审核பைடு நூலகம்
作成
页数
A
2013/9/28
2013/10/29
变更作动测试电压(2.0→3.0)
全数
机种
工序
工程名称
管理项目
管理方法
设备治具
使用物料
XSIR-012/015/025
附件工序
性能检测
特性:作动电压3.0V.6.0V;作动方向
目视
专用检测仪
包装OK品
冯亮
董峰
王莉
3/3
作业流程:
1、将产品侧面垂直插入测试治具中,导线插头垂直插入针座内,按下“黑色圆钮”按键,产品来回连续作动;如:(图一)示
2、将产品按照下图所示,向上、向下、直立、倒立、来回各10次循环,测试治具显示绿灯时判定为OK,显示红色时,则NG。
3、根据‘注意事项’第‘6’点进行测试,测试治具显示绿灯时为OK,显示红色时,则NG。
4、除启动键“黑色圆钮”,其他部位禁止随意调试。
5、测试OK品再使用6.0V测试,频率:每批次=50台
产品出货检验工作流程说明
产品出货检验工作流程说明1.定义检验标准和要求:在产品出货检验前,首先需要明确检验的标准和要求。
这些标准和要求可以是国际标准、行业标准和公司内部标准等,具体内容包括外观质量、功能性能、安全性能等。
2.制定检验方案:根据产品的特点和检验要求,制定相应的检验方案。
检验方案应包括检验流程、检验方法、检验工具和设备等。
同时,还需要确定检验的样本数量和抽样方法,以及判定产品合格或不合格的标准。
3.准备检验设备和工具:根据检验方案的要求,准备相应的检验设备和工具。
例如,参考样本、测量仪器、试验设备等。
确保检验设备和工具的完好性和准确性,以保证检验结果的准确性和可靠性。
4.抽取产品样本:根据抽样方法,从即将出货的产品中随机抽取样本。
确保样本的代表性和随机性,以减少因样本不合理而导致的检验结果不准确的风险。
5.进行外观检验:首先进行外观检验,包括产品的色泽、表面光洁度、形状尺寸等方面。
按照事先制定的检验标准,逐一对样本进行检验,记录检验结果。
6.进行功能性能检验:如果产品有功能性能要求,则进行功能性能检验。
根据检验方案,使用相应的测试方法和测试设备对产品进行功能性能测试,记录检验结果。
7.判定产品合格与否:根据检验结果和事先制定的合格标准,对样本进行判定。
如果样本符合要求,则判定产品合格;如果样本不符合要求,则判定产品不合格。
8.处理不合格产品:对于不合格产品,需要及时处理。
处理方式可以包括返工修复、退回供应商或销毁等。
同时,需要记录不合格产品的数量和处理方式。
9.生成检验报告:根据检验结果,生成检验报告。
报告应包括产品的基本信息、检验结果及判定、不合格产品的处理方式等内容。
检验报告是证明产品质量的重要文件,需要保存备案。
10.进行出货决策:根据检验报告,决定产品是否可以出货。
如果产品合格,可以继续出货;如果产品不合格,则需要进行再次检验或重新生产。
11.监控与改进:对产品出货检验的过程进行监控和评估。
根据监控结果,及时调整检验方案和方法,并进行持续改进,以提高产品出货检验的效率和准确性。
出货检验规范
一、目的:
1.1针对本公司所生产之出货产品的检验作业加以标准,使检验条件与程序之标准化
二、适用范围:
2.1公司内生产的半成品或成品的出货检验.
三、责任:
4.1品质部负责所有出货之检验.
五、作业内容:
5.1 外观检测:
5.1.1 产品外观:不能有毛刺,飞边,缺陷
5.1.2 胶管:没有破裂,,刮伤,夹伤.
5.2 抽样方案:
5.2.1 抽样检验的时机依附件?出货检验流程图?
5.2.2 抽检样本数需涵盖送检批量最小包装〔如包 /最小箱〕.
5.2.3 抽样检验时取样原那么依?抽样方案?.
5.3 品质记录及检验测试要求:
5.3.1 尺寸及各项测试,客户有特别要求出货前测量尺寸及进行测试或有其它要求时,依客户要求执行,客户未要求时参考前段, QC佥验及测试报告
5.3.2 外观必须抽样检验外观、检验数量是否正确.
5.4 检验标准:
相
5.
附件:出货检验流程图如下
[此文档可自行编辑修改,如有侵权请告知删除,感谢您的支持,我们会努力把内容做得更好]。
出货检验指导书
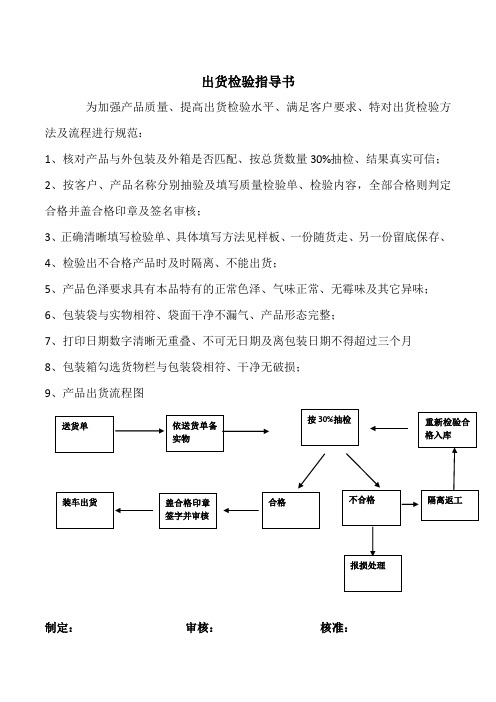
出货检验指导书
为加强产品质量、提高出货检验水平、满足客户要求、特对出货检验方法及流程进行规范:
1、核对产品与外包装及外箱是否匹配、按总货数量30%抽检、结果真实可信;
2、按客户、产品名称分别抽验及填写质量检验单、检验内容,全部合格则判定合格并盖合格印章及签名审核;
3、正确清晰填写检验单、具体填写方法见样板、一份随货走、另一份留底保存、
4、检验出不合格产品时及时隔离、不能出货;
5、产品色泽要求具有本品特有的正常色泽、气味正常、无霉味及其它异味;
6、包装袋与实物相符、袋面干净不漏气、产品形态完整;
7、打印日期数字清晰无重叠、不可无日期及离包装日期不得超过三个月
8、包装箱勾选货物栏与包装袋相符、干净无破损;
9、产品出货流程图
制定:审核:核准:
质量检验单(填写样品单)
单位名称:产品名称:采样日期:
检验员: 审核:。
出货检验指导书
4.5:记录
检验结果记录于《出货检验记录表》
5.相关文件
《抽样计划表》
6.相关记录
《出货检验记录表》
《品质异常处理报告》
4.成品检验规定:
4.1结合我司实际,成品检验如下:
OQC检验人员依据MIL-STD-105E单次抽样检验水平Ⅱ正常抽样计划表进行抽样检验。
4.2:检验项目:
1.外包装是否完好,封箱是否牢固,标签标示是否完整正确。如物料标签,月份标签,ROHES标签,尾数标签等。
2.外包装的物料标签与内包装的物料标签是否一致。如:客户、品名、型号、规格、数量等
3.物料标签与包装实物是否一致;同批内包装产品是否正确,是否混料,错料。
4.3:检验方法;
1.目视。
2.3D检测仪。
4.4:检验顺序:
1.检验包装方式是否完整密封牢固验实物及数量是否正确。由于条件限制,在外包装处OQC目视检验内包装实物是否一致(不开
封),相互比较不同包装内的同规格产品;若是发现实物有差异后,在需送进无尘室打开包装,进行
三阶文件
XXX光电科技有限公司
文件编号
WI-QC-13
版本
A0
出货检验指导书
页码
PAGE 1 OF 1
生效日期
2021.8.10
1.目的:
针对本厂所生产之最终产品的出货检验作业加以规范,使检验条件与程序之标准化.
2.适用范围:
公司出货之产品均属之。
3.权责:
品质部/OQC:负责出货成品最终入库及出库检验.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编制审核批准
文件编号项目名称产品名称制定日期文件版本
工序名称
前工序
后工序
出货
设备/工具
型号数量/用量
卡尺
/1版本内容理由
更改人
针规
/
1
A00
检验作业
初版
表单编号:
SCS-EDS-07 V01
HSF要求:所有物料符合HSF要求生产
深圳市联华懿盛实业有限公司
出货检验作业指导书
1、室内温度:20-28摄氏度
2、亮度:800-1200LUX
对OQC检验人员的检验作业水平及流程进行归规范,提高OQC检验作业水平,控制出货不良不流到客户端,提高品质。
1、半成品检验
2、成品检验
1、出货检验对产品的包装外观、产品数量进行确认,确认无误后进行内部检查;
2、检验按批次检验,每批次检验如果是多套,产品至少要检验一整套/一整模;
3 、当产品有尺寸有 尺寸要求时按照SIP检验要求检验一整套。
日期
作业手法及步骤
检验范围
出货检验
使用设备/工具
作业环境
工程变更记录
SCS-EDS-07 V01
出货检验/目的要求
A00
检验
生产
生产
物料收料
品质检验
OK
出货
NG
品质工程复
判
OK
出货
NG
开据异常报告
生产部退货
特采
MRB 评
出货。