连铸工艺与设备-连铸的工艺流程与设备
esp连铸工艺流程及设备

esp连铸工艺流程及设备英文回答:The ESP (Electric Submersible Pump) continuous casting process is a widely used method in the steel industry to produce high-quality steel products. This process involves the continuous pouring of molten steel into water-cooled molds, where it solidifies into a semi-finished product.The main advantage of this process is its ability toproduce a continuous length of steel, which can then be further processed into various shapes and sizes.The ESP continuous casting process consists of several steps. First, the molten steel is prepared in a furnace, where it is heated to the desired temperature and its composition is adjusted to meet the required specifications. Once the molten steel is ready, it is transferred to a ladle, which acts as a reservoir for the continuous casting machine.The continuous casting machine is the key equipment in this process. It consists of a water-cooled mold, which is designed to shape the molten steel into a desired cross-section. The mold is continuously cooled by water to ensure rapid solidification of the steel. As the molten steel is poured into the mold, it solidifies and forms a solid shell on the outer surface.The solidified steel shell is then further cooled and solidified as it passes through a series of water-cooled rollers. These rollers apply pressure on the steel shell to ensure uniform solidification and prevent any defects. The solidified steel shell is continuously pulled out from the bottom of the mold, while the molten steel is continuously poured into the top of the mold, maintaining a continuous casting process.Once the steel shell is completely solidified, it is cut into desired lengths using a torch or saw. These semi-finished products, known as billets, are then further processed through various rolling and shaping operations to produce final steel products such as bars, rods, or sheets.The ESP continuous casting process offers several advantages over traditional ingot casting methods. Itallows for higher production rates, better control over the steel composition, and improved product quality. Additionally, it reduces the need for additional processing steps, such as forging or rolling, resulting in costsavings and shorter lead times.中文回答:ESP(电潜泵)连铸工艺是钢铁行业中广泛使用的一种生产高质量钢材的方法。
连铸生产工艺流程

连铸生产工艺流程
连铸生产工艺流程是一种将熔化的金属直接铸造成连续条坯的工艺。
它能够实现高效、高质量的铸造,广泛应用于铝、铜等金属的生产中。
以下为连铸生产工艺流程的详细步骤:
首先,将金属料加热至熔点以上,通常会采用电阻加热炉或火焰加热炉进行预热。
接着,将熔化的金属转移到连铸机的浇铸池中。
浇铸池上方有一个配有多个喷嘴的结晶器,喷嘴射出的氮气形成液膜,使熔融金属形成一条连续的柱状流动。
然后,通过结晶器内部的冷却水进行快速冷却。
冷却过程中,金属变为固态,并开始在结晶器内形成一条连续的坯料。
接着,通过压辊系统进行压力控制,将结晶的金属坯料带出结晶器。
通过压辊的调节,可以控制坯料的粗细以及断面形状。
然后,需要对坯料进行进一步的冷却和拉伸。
在连铸机的下游,设有一系列的冷却设备和拉伸设备,用于进一步冷却坯料并控制其尺寸和形状。
最后,通过定尺切割设备,将连续的坯料切割成所需的长度。
切割完成后,坯料可以直接进入下一道工序进行加工。
总结来说,连铸生产工艺流程主要包括熔炼、浇铸、结晶、压
辊控制、冷却拉伸和定尺切割等环节。
这种工艺能够实现连续生产,提高生产效率,同时还能够保证铸造坯料的质量和形状。
简述连铸生产工艺流程及主要设备
简述连铸生产工艺流程及主要设备Continuous casting is a manufacturing process used primarily in the steel industry to produce solid metal shapes, such as billets, blooms, and slabs. It is a cost-effective and efficient method of producing high-quality metal products. The process involves the continuous pouring of molten metal into a mold, where it solidifies and is then continuously withdrawn and cooled to produce a solid metal shape.连铸是主要用于钢铁行业的一种制造工艺,用于生产坯料、方坯和板坯等固体金属形状。
这是一种经济高效的生产高质量金属产品的方法。
该工艺涉及将熔融金属连续倾入模具中,金属在模具中凝固,然后连续拉出并冷却,以生产固体金属形状。
The continuous casting process begins with the melting of metal in a furnace, which serves as the source of molten metal for casting. The molten metal is then transferred to the tundish, a reservoir that distributes the metal to multiple molds. The molds are water-cooled and made of durable materials to withstand the high temperatures and pressures involved in the casting process. As the metal is pouredinto the molds, it solidifies and forms a shell that is continuously withdrawn to produce the desired metal shape.连铸过程始于熔炉中金属的熔化,熔炉是铸造熔融金属的来源。
连铸工艺流程

连铸工艺流程连铸是一种常用的铸造工艺,适用于生产长条状或板状金属材料。
它是通过将熔化的金属直接倒入连续流动的水冷铜板中,使其冷却并形成连续的长条状或板状产品。
连铸工艺具有高效率、低能耗、高品质等优点,广泛应用于钢铁、铝合金等行业。
连铸工艺流程主要包括准备工作、连续浇铸、冷却和切割四个阶段。
首先是准备工作。
这个阶段包括准备熔炉、铜板、铸模、流动水和其他所需设备和材料。
熔炉中加入合适的金属原料,加热使其熔化。
同时,准备好冷却水,并确保其具有足够的流动性和温度适宜。
铜板和铸模是制造连铸机的主要部件,需要进行充分的清洗和检查,以确保表面平整和无缺陷。
接下来是连续浇铸。
将熔化的金属倒入连铸机的铜板中,通过喷头将金属喷向铸模,并使其连续地流动。
连铸机的喷头是一个关键部件,可以调整金属流动的速度和方向,以保证产品的质量。
同时,需要控制好浇注速度和温度,以避免金属过热或过冷,影响产品的性能。
然后是冷却。
在连铸过程中,金属材料与铜板接触,通过快速传热,使金属迅速冷却并凝固。
冷却水通过铜板流过,吸收金属的热量,并保持适宜的温度。
冷却水的流量和温度需要根据不同金属材料进行调整,以确保产品的结晶组织和力学性能。
最后是切割。
冷却后的连铸坯可以根据需要进行切割成适当的长度,以便进一步加工。
切割可以通过割断或切削进行。
割断是指使用切割设备将连铸坯切成所需长度,并去除不良部分。
切削是指使用机械切割工具将连铸坯切割成规定的尺寸和形状。
总之,连铸工艺是一种高效、高品质的铸造工艺,适用于生产长条状或板状金属材料。
其主要流程包括准备工作、连续浇铸、冷却和切割。
通过合理调整浇注速度、温度和冷却设备,可以制造出具有良好结晶组织和优异性能的产品。
连铸工艺的应用范围广泛,为钢铁、铝合金等行业的发展提供了重要的支撑。
炼钢厂连铸工艺流程

炼钢厂连铸工艺流程1.钢水准备:从炼钢炉中输出得到熔化的钢水,然后通过脱氧、温度调节和脱气等工艺处理,得到适合连铸工艺的钢水。
2.连铸结晶器:将处理后的钢水通过倾转、倾倒和挤压等技术,直接浇注到连铸机结晶器中。
结晶器内部有一组多孔结晶器衬套,通过冷却水的循环,将钢水快速冷却并结晶。
3.凝固:钢水在结晶器中快速冷却,开始凝固成为连续铸坯。
凝固过程中,还会通过控制结晶器内的冷却水温度和流量,来调节钢坯的凝固速度和结晶器壁的温度。
4.伸展:连续铸坯凝固后,通过拉伸机构将钢坯从结晶器中拉出,使其变长,同时也能控制钢坯的截面形状。
这个过程中,还会进行坯底冷却,以控制坯底凝固的厚度。
5.切割:钢坯经过拉伸后,通过切割机构将其切断成合适的长度,以供后续工序使用。
6.冷却:切割成合适长度的连续铸坯通过冷却水箱,进行冷却。
冷却的目的是使钢坯的内部和外部温度均匀降低,以便后续的轧制工艺。
7.钢坯调整:冷却后的连续铸坯,根据需要可能需要进行尺寸调整。
这个过程中通常使用钢坯矫直机、切割坯边机等设备,对钢坯进行校直和修边,使其符合轧制工艺要求。
8.轧制:经过调整后的钢坯将被送入炼钢厂的轧机进行轧制。
根据需要,钢坯可能还会经过多道次的轧制和调整。
9.检测:轧制后的产品将进入质检环节,通过各种非破坏性和破坏性检测手段,对产品进行检测,以确保其质量符合要求。
10.成品:经过检测合格后,轧制后的产品成品将根据需求进行打包、标记和存储,以便销售和运输。
综上所述,炼钢厂连铸工艺流程是将熔化的钢水通过连续铸造技术直接浇注到连铸机结晶器中,经过凝固、伸展、切割、冷却、调整、轧制、检测等一系列工艺处理,最终得到质检合格的连续铸坯。
这种工艺流程具有工艺连续、设备高效、产品质量稳定等优点,已被广泛应用于炼钢厂的生产中。
连铸工艺与设备连铸的工艺流程与设备
连铸工艺与设备连铸的工艺流程与设备连铸工艺是现代钢铁产业中的一种重要工艺,用于生产连续坯料,取代了传统的铸造方法。
连铸工艺可以提高产能和质量,并减少能源消耗。
连铸工艺的基本流程包括:熔炼、净化、调质、铸型和冷却。
下面将详细介绍每个步骤以及所使用的设备。
1.熔炼:连铸工艺的第一步是将原料熔化成液态金属。
通常使用高炉或电炉进行熔炼。
高炉熔炼常用于大规模连铸生产,而电炉熔炼常用于小规模生产和特殊钢种。
2.净化:熔化后的金属通常含有杂质,如硫、氧化物和杂质金属。
净化的目的是去除这些杂质,提高金属的质量。
常用的净化方法包括氧气吹炼、脱氧剂和渣化剂的添加。
3.调质:连铸生产中的钢种通常需要具有特定的性能,如强度和韧性。
为了实现这些性能要求,可以通过加入一定比例的合金元素进行调质。
调质可以通过在熔炼过程中添加合金元素,也可以在连铸过程中通过急冷或深冷处理实现。
4.铸型:连铸工艺的核心步骤是将熔化的金属倒入连续铸模中,并形成连续坯料。
连铸机是实现这一步骤的关键设备。
连铸机通常由铸模、浇注系统、冷却系统和收缩系统等组成。
-铸模:铸模是用于形成坯料形状的关键部分,通常由耐火材料制成。
铸模由多个细长的连续铸模组成,形成钢坯的形状。
铸模的冷却系统用于控制钢坯的温度和形状。
-浇注系统:浇注系统用于将熔化金属引入铸模,通常由浇注槽、分流器和导流板等组成。
浇注系统的设计和控制是影响连铸质量的重要因素。
-冷却系统:连铸过程中,冷却系统起到冷却钢坯并凝固的作用,以形成坯料。
连铸机的冷却系统通常由冷却水道和冷却喷嘴组成。
-收缩系统:收缩系统用于控制钢坯在冷却过程中的收缩,以避免出现内部缺陷。
收缩系统通常包括伸缩器、定位器和收缩量控制装置。
5.冷却:连铸过程中,钢坯会在铸模和冷却系统中逐渐凝固,并形成连续坯料。
冷却过程中,冷却水道和冷却喷嘴将水喷洒到钢坯上,以加快冷却速度和均匀性。
总结来说,连铸工艺是通过将熔融金属倒入连续铸模中,利用连铸机的浇注系统和冷却系统,控制金属的凝固和收缩过程,最终获得连续坯料。
《连铸工艺与设备》讲稿1

另外,还可以按铸坯断面形状分为方坯连铸机、圆坯连铸机、板坯连铸机、异形坯连铸机、方/板坯兼用型连铸机等。
按钢水的静压头可分为高头型、低头型和超低头型连铸机等。
3.1立式连铸机
立式连铸机是20世纪50年代至60年代初的主要机型。立式连铸机,从中间罐到切割装置等主要设备均布置在垂直中心线上,整个机身矗立在车间地平面以上。采用立式连铸机
图0-2 1972年以来我国连铸坯产量和连铸比的增长
1-钢总产量;2-连铸比;3-连铸坯产量
3连铸机的机型及其特点
连铸机的分类方式很多。按结晶器是否移动可以分为两类:
1)固定式结晶器:包括固定振动结晶器的各种连铸机,如立式连铸机、立弯式连铸机、弧形连铸机、椭圆形连铸机、水平式连铸机等。这些机型已成为现代化连铸机的基本机型,如图3所示。
进入20世纪60年代,弧形连铸机的问世,使连铸技术出现了一次飞跃。世界第一台弧形连铸机于1964年4月在奥地利百录厂诞生。同年6月由我国自行设计制造的第1台方坯和板坯兼用弧形连铸机在重钢三厂投入生产。此后不久,在前联邦德国又上马了1台宽板弧形连铸机,并开发应用了浸入式水口和保护渣技术。同年英国谢尔顿厂率先实现全连铸生产,共有4台连铸机11流,主要生产低合金钢和低碳钢,浇注断面为140mm×140mm和432mm×632mm的铸坯。也开发应用了浸入式水口和保护渣技术。1967年由美钢联工程咨询公司设计并在格里厂投产1台采用直结晶器、带液心弯曲的弧形连铸机。同一年在胡金根厂相继投产了2台超低头板坯连铸机,浇注断面为(150~250)mm×(1800~2500)mm的铸坯,该铸机至今仍在运行。
连铸工艺与设备知识培训
连铸工艺与设备知识培训概述连铸工艺是现代钢铁生产中的重要环节,通过连铸工艺可以将熔融钢水以连续的方式铸造成坯料,为后续的轧制、锻造等工序提供原料。
连铸设备是实现连铸工艺的关键,它包括多个组成部分,如铸机、结晶器、钢包、冷却设备等。
本文将对连铸工艺与设备的相关知识进行介绍和培训。
一、连铸工艺1.1 连铸工艺流程连铸工艺主要包括以下几个步骤: 1. 钢水准备:将原料熔炼成钢水,并通过脱气和脱渣等工序进行净化处理。
2. 钢水调质:根据需要,对钢水进行调质处理,以达到所需的成分和性能。
3. 连铸坯料的形成:通过铸机将熔融钢水连续地铸造成坯料。
4. 结晶器冷却:通过结晶器对连铸坯料进行冷却,使其逐渐凝固。
5. 坯料切割:将凝固的连铸坯料切割成所需长度的坯料。
6. 坯料除渣:通过除渣设备对切割后的坯料进行除渣处理。
7. 坯料输送:将除渣后的坯料输送到后续加工工序。
1.2 连铸工艺的优点连铸工艺相比传统铸造工艺具有以下优点: - 高效快速:连铸工艺可以实现钢水的连续铸造,节省了铸造时间。
- 节约资源:连铸工艺可以通过循环使用冷却水和回收废料等措施,减少资源的消耗。
- 产品质量好:由于连铸坯料经过冷却和凝固处理,具有均匀的组织和较高的密度,产品质量好。
- 环境友好:连铸工艺减少了烟尘、废水等污染物的排放,对环境友好。
二、连铸设备2.1 铸机铸机是连铸设备中最重要的组成部分,它主要负责将熔融的钢水铸造成坯料。
铸机通常由铸包、浇口、剪切机构等部分组成。
铸机可以根据需要进行调整,以适应不同尺寸和形状的坯料铸造。
2.2 结晶器结晶器是连铸设备中的另一个重要组成部分,它通过冷却作用使得熔融的钢水逐渐凝固成坯料。
结晶器的结构设计和冷却方式会直接影响坯料的质量和性能。
2.3 钢包钢包是存放熔融钢水的容器,它通常由耐热材料制成。
钢包在连铸过程中起到储存钢水、调质和保温的作用。
2.4 冷却设备冷却设备用于对连铸坯料进行冷却,常见的冷却设备包括水冷器、风冷器等。
连铸工艺流程

连铸工艺流程
《连铸工艺流程》
连铸工艺是一种现代金属材料生产工艺,它利用连续铸造设备,将熔化的金属直接连续铸造成坯料或板材,省去了传统铸造工艺中的铸型、浇注、凝固和脱模等环节,大大提高了生产效率和质量。
具体来说,连铸工艺流程包括以下几个关键步骤:
1. 熔炼:将原料金属经过熔炼炉的高温熔化,形成熔融金属。
2. 连铸机:熔融金属通过连铸机器,经过喷水冷却,以得到坯料或板材。
连铸机在正常情况下可连续工作数周甚至数月。
3. 切割:将冷却后的坯料或板材进行切割成所需长度。
4. 表面处理:对坯料或板材进行表面处理,以去除氧化层、锈蚀和杂质,得到光洁的表面。
5. 加工:对坯料或板材进行进一步的热处理、冷加工等工艺,以获得所需的最终产品。
连铸工艺流程的优点在于,它能够大幅提高金属材料的生产效率,减少人工干预,降低能源消耗,减少生产废料,提高产品质量和一致性。
因此,在诸如钢铁、铝合金等金属材料的生产中,连铸工艺已成为重要的生产方式。
总的来说,《连铸工艺流程》的不断改进和创新,将为金属材料生产带来更高效、更绿色、更经济的生产方式,对于促进工业制造业的可持续发展具有重要的意义。
连铸的生产工艺流程

连铸的生产工艺流程:将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。
结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。
拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。
连铸钢水的准备一、连铸钢水的温度要求:钢水温度过高的危害:①出结晶器坯壳薄,容易漏钢;②耐火材料侵蚀加快,易导致铸流失控,降低浇铸安全性;③增加非金属夹杂,影响板坯内在质量;④铸坯柱状晶发达;⑤中心偏析加重,易产生中心线裂纹。
钢水温度过低的危害:①容易发生水口堵塞,浇铸中断;②连铸表面容易产生结疱、夹渣、裂纹等缺陷;③非金属夹杂不易上浮,影响铸坯内在质量。
二、钢水在钢包中的温度控制:根据冶炼钢种严格控制出钢温度,使其在较窄的范围内变化;其次,要最大限度地减少从出钢、钢包中、钢包运送途中及进入中间包的整个过程中的温降。
实际生产中需采取在钢包内调整钢水温度的措施:1)钢包吹氩调温2)加废钢调温3)在钢包中加热钢水技术4)钢水包的保温中间包钢水温度的控制一、浇铸温度的确定浇铸温度是指中间包内的钢水温度,通常一炉钢水需在中间包内测温3次,即开浇后5min、浇铸中期和浇铸结束前5min,而这3次温度的平均值被视为平均浇铸温度。
浇铸温度的确定可由下式表示(也称目标浇铸温度):T=TL+△T 。
二、液相线温度:即开始凝固的温度,就是确定浇铸温度的基础。
推荐一个计算公式:T=1536-{78[%C]+7.6[%Si]+4.9[%Mn]+34[%P]+30[%S]+5.0[%Cu]+3.1[% Ni]+1.3[%Cr]+3.6[%Al]+2.0[%Mo]+2.0[%V]+18[%Ti]}三、钢水过热度的确定钢水过热度主要是根据铸坯的质量要求和浇铸性能来确定。
钢种类别过热度非合金结构钢10-20℃铝镇静深冲钢15-25℃高碳、低合金钢5-15℃四、出钢温度的确定钢水从出钢到进入中间包经历5个温降过程:△T总=△T1+△T2+△T3+△T4+△T5△T1出钢过程的温降;△T2出完钢钢水在运输和静置期间的温降(1.0~1.5℃/min);△T3钢包精炼过程的温降(6~10℃/min);△T4精炼后钢水在静置和运往连铸平台的温降(5~1.2℃/min);△T5钢水从钢包注入中间包的温降。
连续铸造原理和连铸设备简介
连续铸造原理和连铸设备简介连续铸造设备主要包括连铸机、送丝装置、拉拔机、冷却设备等组成。
连铸机是整个连续铸造线的核心设备,它包括浇注部分和凝固部分。
浇注部分通过浇注头将熔化金属浇注到冷却结晶器中,使得熔化金属得到成型。
凝固部分则是通过在凝固过程中对金属坯料进行冷却处理,使得金属坯料在不断移动的过程中逐渐凝固成型。
送丝装置和拉拔机是用来控制金属坯料的尺寸和形状的关键装置。
送丝装置通过控制坯料的拉丝速度和张力,使得坯料能够在凝固过程中得到适当的形状和尺寸。
拉拔机则是用来拉拔和整形坯料,从而使得金属坯料得到精确的尺寸和形状。
最后,冷却设备是用来对金属坯料进行冷却处理的设备。
通过控制冷却设备的参数,可以使得坯料在凝固过程中能够得到适当的温度和结晶结构,从而保证产品质量。
总的来说,连续铸造设备通过不断地控制和调整熔炼金属的流动和凝固过程,使得金属坯料能够在连续铸造过程中得到高质量的产品。
这种生产方式不仅提高了生产效率,降低了能耗成本,还能够获得更加均匀的产品质量,因此在金属加工行业得到了广泛的应用。
很高兴继续介绍连续铸造的相关内容。
连续铸造设备是现代工业领域中一个重要的技术装备,它广泛应用于钢铁、铝合金、铜合金等金属材料的生产中。
通过连续铸造设备,工厂可以实现高效、精确的生产过程,满足市场对于高质量金属坯料的需求。
在连续铸造的过程中,关键的一环是冷却设备。
冷却设备的设计和操作对于金属坯料的凝固过程至关重要。
凝固速率的控制能够对金属晶粒的尺寸和分布进行调节,进而对产品的力学性能和内部组织进行精确控制。
冷却设备的设计也需要考虑如何降低能耗和提高运行效率,同时保证产品质量。
一些先进的连续铸造设备还配备了智能控制系统,可以实时监测和调整坯料的凝固过程,从而提高产量和坯料质量。
与传统的间歇铸造相比,连续铸造设备具有很高的生产率和效率。
通过连续铸造,金属坯料可以实现自动化和连续化的生产过程,降低了生产周期和人工成本。
连铸工艺与设备连铸的工艺流程与设备

2.2.8 结晶器和足辊
1) 功能 结晶器使钢水生成带液芯的坯壳。足辊起托住坯壳, 并按规定的半径导向坯壳。 2) 位置 插在振动台上结晶器的支承壳座中。
17
2.2.9 二冷固定扇形段
RH
RVc/K2 铸坯越厚,拉速Vc越快,铸机半径R就越大,铸机 半径R与凝固系数平方成反比。 ❖对高拉速连铸机,铸机半径相当大,为了减小铸机 半径,而采用带液芯多点矫直。
33
❖ 铸机圆弧半径指铸坯外弧曲率半径,是确定弧形连 铸机总高度重要参数,标志所能浇铸铸坯厚度范围 的参数。如果圆弧半径选得过小,矫直时铸坯内弧 面变形太大容易开裂。可用经验公式确定基本圆弧 半径即连铸机最小圆弧半径:
24
2.2.15 火焰切割机系统
采用气动夹钳使切割机与铸坯同步行走,电机驱 动切割小车行走,直流调速电机驱动,水冷切枪进 行切割,此系统还有火焰自动调节系统和切割时的 喷铁粉装置。在切割不锈钢时配置喷铁粉装置,可 以切割钢坯(包括不锈钢)。 ❖厚度大于50mm的厚钢板一般采用火焰切割,也 叫氧气切割。
R cD
R—连铸机圆弧半径,D—铸坯厚度; c—系数,一般中小型铸坯取30~36;对大型板坯 及合金钢,取40以上。国外,普通钢取33~35,优质 钢取42~45。
34
2.2.22 液相深度
液相深度L液是指铸坯从结晶器液面开始到铸坯 中心液相凝固终了的长度,也称为液芯长度。
浇铸前引锭头和部分过渡件进入结晶器形成结晶器可活动的内底浇铸开始后钢水凝固与引锭头凝结在一起由拉矫机牵引着引锭杆把铸坯连续地从结晶器拉出直到引锭头通过拉矫机后方与铸坯分离进入引锭杆存放装置
薄板坯连铸连轧设备及工艺流程
薄板坯连铸连轧设备及工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!薄板坯连铸连轧是一种将连铸薄板坯直接进行热轧的短流程生产方式,具有节能、高效、减少投资等优点。
连铸三大件工艺流程

连铸三大件工艺流程
1、坯料的制备:
配料:将原材料按照预定质量百分比进行准确配料。
混料、造粒:将配好的物料混合,添加结合剂,并利用造粒机造粒,烘干粒料使之满足成型条件。
干燥:采用耐火材料常规干燥设备或流化床干燥设备,干燥温度不超过80℃。
2、成型:
将第一步所得粒料加入中间为钢制模芯的组合橡胶模具中。
加料时需要注意从不同部位分别加入,封闭后等静压机压制成型。
同时选择合适的压力和升压、保压及泄压曲线。
3、干燥、热处理:
干燥排除体中的挥发分。
在隔绝空气的条件下进行焙烧,使树脂分解炭化,形成碳结合,使得材料具有较高的结合强度。
热处理设备多为梭式窑,热处理温度常在1000 ~ 1250℃。
4、X-探伤:
连铸“三大件”在使用时要求产品杜绝任何内部损伤,产品检测需采用无损探伤,所用仪器为X射线探伤仪。
5、加工和表面涂层:
等静压成型品的外形尺寸,特别是配合尺寸尚达不到要求精度,产品局部或全部外形尺寸需进行加工。
进行表面防氧化涂层处理。
连铸工艺流程

连铸工艺流程连铸工艺流程是指将熔化状态的钢水通过连铸机连续铸造成连续铸坯的工艺流程。
该工艺流程主要包括加热与保温、定量浇注、连续铸造、凝固与定形、剪断与冷却等几个过程。
首先,加热与保温是连铸工艺的第一步。
钢水从炉中出来后,需要进行加热,使其达到适宜的铸造温度,一般为1500-1600℃。
然后,需要将加热后的钢水保温一段时间,以保持其熔化状态,一般保温时间为30-60分钟。
接下来是定量浇注过程。
在钢水进行保温的同时,需要将一定的钢水通过浇口定量地注入连铸机的浇注口。
这一过程需要控制好浇注速度和浇注时间,以确保钢水均匀地注入连铸机,避免铸坯出现缺陷。
随后是连续铸造过程。
连铸机将钢水从浇注口引入连铸机的结晶器中,结晶器内壁上涂有一层绝缘材料,以减小结晶器和铸坯之间的传热和冷却速度,使钢水逐渐凝固。
在结晶器中,钢水经过冷却后,开始凝固。
结晶器内还设有冷却水管,以维持适宜的结晶器温度,提高凝固质量。
凝固与定形是连铸工艺的关键过程。
当钢水进入结晶器后,在冷却的作用下,钢水开始凝固形成铸坯。
这一过程需要控制好结晶器的冷却温度和冷却速度,以确保钢水凝固成坯的过程中,铸坯的组织结构和尺寸能达到设计要求。
最后是剪断与冷却过程。
在连铸机的结晶器中,通过剪切装置将凝固成型的连续铸坯切断为定长的铸坯,同时进行冷却,使铸坯温度降低到适宜的水平。
然后,铸坯通过输送设备运输到下一道工序,如轧机进行轧制或其他后续加工工序。
总之,连铸工艺流程是一套将熔化状态的钢水连续铸造成连续铸坯的工艺流程。
该工艺流程主要包括加热与保温、定量浇注、连续铸造、凝固与定形、剪断与冷却等几个过程。
在每个步骤中,需要严格控制各个参数,以确保连铸坯的质量和成型效果。
同时,连铸工艺也具有高效、节能等优点,被广泛应用于钢铁工业。
连铸工艺设备连铸设备及主要工艺参数
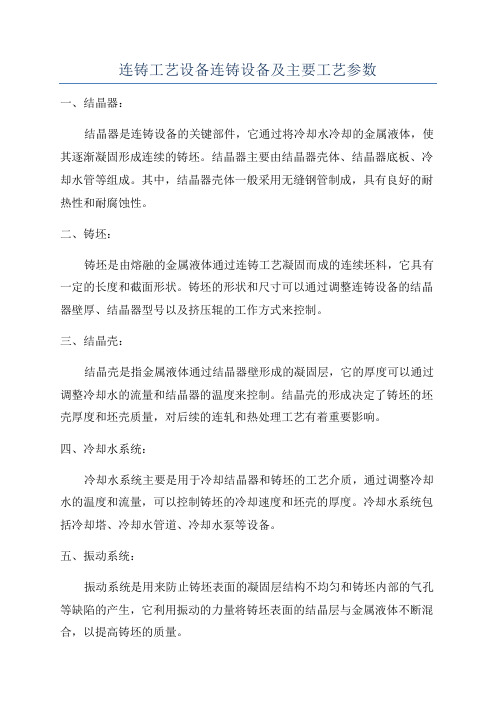
连铸工艺设备连铸设备及主要工艺参数一、结晶器:结晶器是连铸设备的关键部件,它通过将冷却水冷却的金属液体,使其逐渐凝固形成连续的铸坯。
结晶器主要由结晶器壳体、结晶器底板、冷却水管等组成。
其中,结晶器壳体一般采用无缝钢管制成,具有良好的耐热性和耐腐蚀性。
二、铸坯:铸坯是由熔融的金属液体通过连铸工艺凝固而成的连续坯料,它具有一定的长度和截面形状。
铸坯的形状和尺寸可以通过调整连铸设备的结晶器壁厚、结晶器型号以及挤压辊的工作方式来控制。
三、结晶壳:结晶壳是指金属液体通过结晶器壁形成的凝固层,它的厚度可以通过调整冷却水的流量和结晶器的温度来控制。
结晶壳的形成决定了铸坯的坯壳厚度和坯壳质量,对后续的连轧和热处理工艺有着重要影响。
四、冷却水系统:冷却水系统主要是用于冷却结晶器和铸坯的工艺介质,通过调整冷却水的温度和流量,可以控制铸坯的冷却速度和坯壳的厚度。
冷却水系统包括冷却塔、冷却水管道、冷却水泵等设备。
五、振动系统:振动系统是用来防止铸坯表面的凝固层结构不均匀和铸坯内部的气孔等缺陷的产生,它利用振动的力量将铸坯表面的结晶层与金属液体不断混合,以提高铸坯的质量。
六、铸坯切割系统:铸坯切割系统是将连铸的整坯切割成所需长度的小块铸件,以便后续的加工和使用。
铸坯切割系统包括切割机、切割刀具等设备。
七、传动系统:传动系统主要是将连铸工艺设备的动力传递给各个部件,以确保连铸过程的连续和稳定。
传动系统包括电机、减速机、联轴器等设备。
八、电气控制系统:电气控制系统是连铸设备各个部件之间的信息交流和工艺参数调整的重要手段,它通过传感器、PLC控制器等设备实现对连铸过程的自动控制。
与连铸设备相关的主要工艺参数包括:1.结晶器温度:结晶器温度决定了铸坯的凝固速度和结晶壳的厚度,通常在1000℃-1500℃之间。
2. 冷却水流量:冷却水的流量决定了铸坯的冷却速度和坯壳的厚度,通常在20-100L/min之间。
3. 振动频率和振幅:振动频率和振幅的调节可以改善铸坯的结晶层结构,通常在50-150Hz和0.2-0.5mm之间。
连铸机工艺流程
连铸机工艺流程
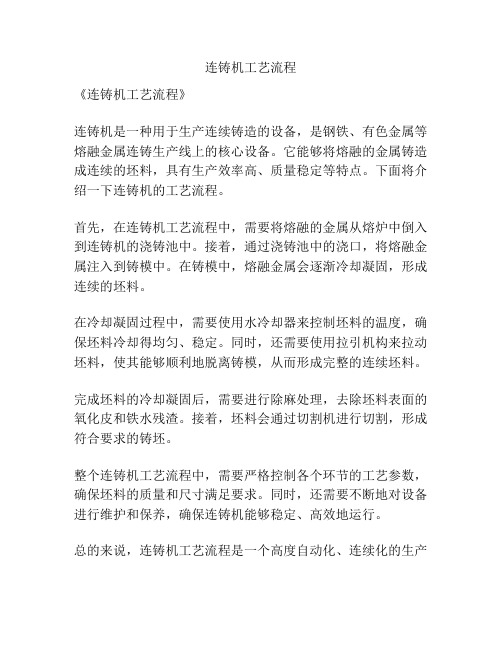
《连铸机工艺流程》
连铸机是一种用于生产连续铸造的设备,是钢铁、有色金属等熔融金属连铸生产线上的核心设备。
它能够将熔融的金属铸造成连续的坯料,具有生产效率高、质量稳定等特点。
下面将介绍一下连铸机的工艺流程。
首先,在连铸机工艺流程中,需要将熔融的金属从熔炉中倒入到连铸机的浇铸池中。
接着,通过浇铸池中的浇口,将熔融金属注入到铸模中。
在铸模中,熔融金属会逐渐冷却凝固,形成连续的坯料。
在冷却凝固过程中,需要使用水冷却器来控制坯料的温度,确保坯料冷却得均匀、稳定。
同时,还需要使用拉引机构来拉动坯料,使其能够顺利地脱离铸模,从而形成完整的连续坯料。
完成坯料的冷却凝固后,需要进行除麻处理,去除坯料表面的氧化皮和铁水残渣。
接着,坯料会通过切割机进行切割,形成符合要求的铸坯。
整个连铸机工艺流程中,需要严格控制各个环节的工艺参数,确保坯料的质量和尺寸满足要求。
同时,还需要不断地对设备进行维护和保养,确保连铸机能够稳定、高效地运行。
总的来说,连铸机工艺流程是一个高度自动化、连续化的生产
过程,它能够有效地提高金属铸造的生产效率和质量,是现代金属铸造工业中不可或缺的一环。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
功能 在钢包和中间包 之间将长水口氩 封环装在钢包滑 动水口下, 动水口下,防止 钢水氧化。 钢水氧化。 位置 放置在 中间包车上。 中间包车上。
15/37
2.2.6 结晶器
在连续铸造、真空吸铸、单向结晶等铸造方法中, 在连续铸造、真空吸铸、单向结晶等铸造方法中, 使铸件成形并迅速凝固结晶的特种金属铸型。 使铸件成形并迅速凝固结晶的特种金属铸型。结晶 器是连铸机的核心设备之一, 器是连铸机的核心设备之一,直接关系到连铸坯的 质量。 质量。
钢包回转台ladle turret 钢包回转台
9/37
2.2.2 中间包
中间包是短流程炼钢中用到的一个耐火材料容器, 中间包是短流程炼钢中用到的一个耐火材料容器, 首先接受从钢包浇下来的钢水, 首先接受从钢包浇下来的钢水,然后再由中间包水 口分配到各个结晶器中去。 口分配到各个结晶器中去。 中间包是连铸机钢水包和结晶器之间钢水过渡的 装置,用来稳定钢流,减小钢流对坯壳的冲刷,以 装置,用来稳定钢流,减小钢流对坯壳的冲刷, 利于非金属夹杂物上浮,从而提高铸坯质量。 利于非金属夹杂物上浮,从而提高铸坯质量。
2.连铸的工艺流程与设备 连铸的工艺流程与设备
安徽工业大学材料学院 2012.3.8
1/37
2.1 连铸的工艺流程
由炼钢炉炼出的合格钢水经炉外精炼处理后, 由炼钢炉炼出的合格钢水经炉外精炼处理后,用钢 炉外精炼处理后 包运送到浇铸位置注入中间包,通过中间包注入强 包运送到浇铸位置注入中间包, 铜模—结晶器 制水冷的铜模 结晶器内 制水冷的铜模 结晶器内。 结晶器是无底的, 结晶器是无底的,在注入钢水之前必须先装上一个 活底” 引锭杆 同时也起到引出铸坯的作用, 引锭杆, “活底”—引锭杆,同时也起到引出铸坯的作用, 注入结晶器的钢水在迅速冷却凝固成形的同时,其 注入结晶器的钢水在迅速冷却凝固成形的同时, 前部与伸入结晶器底部的引锭杆头部凝结在一起。 前部与伸入结晶器底部的引锭杆头部凝结在一起。 引锭杆的尾部则夹持在拉坯机的拉辊中, 引锭杆的尾部则夹持在拉坯机的拉辊中,当结晶器 内钢水升到要求的高度后,开动拉坯机, 内钢水升到要求的高度后,开动拉坯机,以一定速 度把引锭杆(牵着铸坯 从结晶器中拉出。 牵着铸坯)从结晶器中拉出 度把引锭杆 牵着铸坯 从结晶器中拉出。
2.2.3 滑动水口
滑动水口的主要特点是减少了工作件与钢水的接 触面, 触面,极大地改善了用以控制钢流的耐火材料的使 用条件,因此工作安全可靠,使用寿命长, 用条件,因此工作安全可靠,使用寿命长,能精确 控制钢流,有利于实现远距离操作和自动控制。 控制钢流,有利于实现远距离操作和自动控制。 滑动水口实现了封闭浇注,防止钢水二次氧化, 滑动水口实现了封闭浇注,防止钢水二次氧化, 改善铸坯质量。 改善铸坯质量。
连续铸钢设备必须适应高温钢水由液态变成液-固 连续铸钢设备必须适应高温钢水由液态变成液 固 又变成固态的全过程。 态,又变成固态的全过程。其间进行着一系列比较 复杂的物理化学变化。连续铸钢具有连续性强、 复杂的物理化学变化。连续铸钢具有连续性强、工 艺难度大和工作条件差等特点。 艺难度大和工作条件差等特点。 连铸生产对机械设备提出了较高的要求,主要有: 连铸生产对机械设备提出了较高的要求,主要有: 应具有抗高温、抗疲劳强度的性能和足够的刚度, 应具有抗高温、抗疲劳强度的性能和足够的刚度, 制造和安装精度要高,易于维修和快速更换, 制造和安装精度要高,易于维修和快速更换,要有 充分的冷却和良好的润滑等。 充分的冷却和良好的润滑等。
10/37
2.2.2 中间包的结构特点
中间包是由钢板焊结的壳体,其内衬有隔热层; 中间包是由钢板焊结的壳体,其内衬有隔热层; 永久层和工作层,近年来为提高中间包使用寿命, 永久层和工作层,近年来为提高中间包使用寿命, 在工作层上喷涂一层10~30mm厚的碱性耐火材料涂 厚的碱性耐火材料涂 在工作层上喷涂一层 厚的 层。为了钢水保温,在上部设置有中间包盖。 为了钢水保温,在上部设置有中间包盖。 中间包容量一般取钢包容量的20%~40%,为了多 , 中间包容量一般取钢包容量的 炉连浇, 炉连浇,中间包容量还必须大于更换钢包期间浇注 的钢水量。中间包钢水深度为600~1000mm。 的钢水量。中间包钢水深度为 。 中间包形状有长方形、三角形等。 中间包形状有长方形、三角形等。
16/37
2.2.7 二冷室
二冷室设置在浇铸平台下。 二冷室设置在浇铸平台下。二冷室用做收集铸坯冷 却过程中产生的蒸汽以便于蒸汽的排出。 却过程中产生的蒸汽以便于蒸汽的排出。二冷室上有 多个开孔连接蒸汽排出系统。 多个开孔连接蒸汽排出系统。
2.2.8 结晶器和足辊
1) 功能 结晶器使钢水生成带液芯的坯壳。足辊起托住坯壳, 结晶器使钢水生成带液芯的坯壳。足辊起托住坯壳, 并按规定的半径导向坯壳。 并按规定的半径导向坯壳。 2) 位置 插在振动台上结晶器的支承壳座中。 插在振动台上结晶器的支承壳座中。
3/37
图1-1 弧形连铸工 艺流程和设备 1-钢包;2-中间包 钢包; 中间包 钢包 ;3-结晶器及振动 结晶器及振动 装置; 电磁搅拌 装置;4-电磁搅拌 器;5-二冷区支导 二冷区支导 装置; 拉矫机 拉矫机; 装置;6-拉矫机; 7-切割装置;8-辊 切割装置; 辊 切割装置 道;9-坯料 坯料
2/37
为防止铸坯壳被拉断漏钢和减少结晶器中的拉坯阻力, 为防止铸坯壳被拉断漏钢和减少结晶器中的拉坯阻力, 拉断漏钢和减少结晶器中的拉坯阻力 在浇铸过程中要对结晶器内壁润滑又要它做上下往复 振动。 振动。 铸坯被拉出结晶器后,为使其更快地散热, 铸坯被拉出结晶器后,为使其更快地散热,需进行喷 水二次冷却,通过二次冷却支导装置的铸坯逐渐凝固。 水二次冷却,通过二次冷却支导装置的铸坯逐渐凝固。 铸坯不断地被拉出,钢水连续地从上面注入结晶器, 铸坯不断地被拉出,钢水连续地从上面注入结晶器, 形成了连续铸坯的过程。 形成了连续铸坯的过程。 当铸坯通过拉坯机、矫直机 立式和水平式连铸不需 当铸坯通过拉坯机、矫直机(立式和水平式连铸不需 矫直)后脱去引锭杆 后脱去引锭杆。 矫直 后脱去引锭杆。完全凝固的直铸坯由切割设备 切成定尺,经运输辊道进入后步工序。 切成定尺,经运输辊道进入后步工序。
中间包滑动水口示意图
l—上固定滑板;2—活动滑板; 上固定滑板; 活动滑板 活动滑板; 上固定滑板 3—下固定滑板;4—SEN;5—滑 下固定滑板; 下固定滑板 ; 滑 动水口箱体; 结晶器 结晶器; 连 动水口箱体;6—结晶器;7—连 液压缸; 中间包 杆;8—液压缸;9—中间包 液压缸
12/37
4/37
2.2 连铸设备组成简介
主体设备主要有:浇铸设备 钢包运载设备 钢包运载设备、 主体设备主要有:浇铸设备—钢包运载设备、钢包 主要有 回转台、中间包及中间包小车或旋转台、 回转台、中间包及中间包小车或旋转台、结晶器及 振动装置、二次冷却装置、拉矫装置、引锭杆、 振动装置、二次冷却装置、拉矫装置、引锭杆、脱 锭与引锭杆存放装置;切割设备—火焰切割机与机 锭与引锭杆存放装置;切割设备 火焰切割机与机 械剪切机(摆式剪切机 步进式剪切机等)。 摆式剪切机、 械剪切机 摆式剪切机、步进式剪切机等 。 辅助设备主要有 出坯及精整设备—辊道 主要有: 辊道、 推 辅助设备主要有:出坯及精整设备 辊道、拉(推) 钢机、翻钢机、火焰清理机等;工艺性设备—中间 钢机、翻钢机、火焰清理机等;工艺性设备 中间 包烘烤装置、保护渣供给与结晶润滑装置等; 包烘烤装置、保护渣供给与结晶润滑装置等;自动 控制与测量仪表—结晶器被面测量与显示系统 结晶器被面测量与显示系统、 控制与测量仪表 结晶器被面测量与显示系统、过 程控制计算机、测温、测重、测长、测速、 程控制计算机、测温、测重、测长、测速、测压等 仪表系统。 仪表系统。 5/37
塞棒机构 l一拨杆,2一升降杆,3—横梁; 一拨杆, 一升降杆 一升降杆, 横梁 横梁; 一拨杆 4一塞棒砖支承杆;5一扇形齿轮 一调整机构 一塞棒砖支承杆; 一扇形齿轮 一扇形齿轮16一调整机构 一塞棒砖支承杆
14/37
2.2.5 钢包长水口机械手
Ladle Shroud Manipulator
13/37
2.2.4 中间包塞棒机构
功能:浇铸过程中能自动或手动控制钢液的流量。 功能:浇铸过程中能自动或手动控制钢液的流量。 位置:在中间包上。 位置:在中间包上。
通过塞棒控制机构 控制塞棒上下运动, 控制塞棒上下运动, 以达到开闭水口调节 钢水流量为目的, 钢水流量为目的,塞 棒机构如7
2.2.11 拉矫机作用 拉矫机作用
在各种连铸机中,必须要有拉坯机或拉矫机。 在各种连铸机中,必须要有拉坯机或拉矫机。它是 布置在二次冷却区导向装置的尾部,承担拉坯 拉坯、 布置在二次冷却区导向装置的尾部,承担拉坯、矫直 和送引锭杆的作用 的作用。 和送引锭杆的作用。 通常要求铸坯在进入拉矫机前应完全凝固, 通常要求铸坯在进入拉矫机前应完全凝固,以防止 铸坯产生内裂。 铸坯产生内裂。一般是拉坯和矫直这两道操作常在同 一机组里完成,故统称拉矫机 拉矫机。 一机组里完成,故统称拉矫机。 对拉矫机要求是:足够的拉坯能力, 对拉矫机要求是:足够的拉坯能力,能克服铸坯各 点阻力;有足够的矫直力, 点阻力;有足够的矫直力,在规定的温度下能把铸坯 矫直;拉坯速度可以调节。 矫直;拉坯速度可以调节。
6/37
7/37
2.2.1 钢包回转台
钢包回转台: 钢包回转台:在连铸机浇铸位置上方用于运载钢包 过跨和支承钢包进行浇铸, 回转部分、固定部分、 过跨和支承钢包进行浇铸,由回转部分、固定部分、 润滑系统和电控系统组成 组成。 润滑系统和电控系统组成。 钢包回转台是连铸机的关键设备之一,起着连接上 钢包回转台是连铸机的关键设备之一, 下两道工序的重要作用。 下两道工序的重要作用。钢包回转台的回转情况基本 上包括两侧无钢包、单侧有钢包、 上包括两侧无钢包、单侧有钢包、两侧有钢包三种情 单个钢包重量已超过140吨。无论在何种情况下, 况,单个钢包重量已超过 吨 无论在何种情况下, 都要保证钢包回转台旋转平稳,定位准确,起停时要 都要保证钢包回转台旋转平稳,定位准确, 尽可能减小对机械部分的冲击, 尽可能减小对机械部分的冲击,为减少中间包液面波 动和温降,要缩短旋转时间。 动和温降,要缩短旋转时间。 8/37