Cr12MoV钢热处理推荐规范
Cr12MoV冷作模具钢热处理规范及成分性能

Cr12MoV冷作模具钢热处理规范及成分性能1、Cr12MoV钢板简介Cr12MoV是冷作模具钢,Cr12MoV是国标的说法,德标叫做:X165CrMoV12,钢的淬透性、淬火回火的硬度、耐磨性、强度均比Cr12高。
形状复杂、工作条件繁重下的各种冷冲模具和工具,如冲孔凹模、切边模、滚边模、钢板深拉伸模、圆锯、标准工具和量规、螺纹滚模等2、Cr12MoV各国对应牌号中国GB标准牌号:Cr12MoV、中国台湾CNS 标准牌号SKD11、德国DlN标准材料编号1.26o1、德国DIN标准牌号X165CrM0v12、⽇本JIS标准牌号SKD11、韩国KS 标准牌号STD11、意大利UN1标准牌号X165CrM0W12KU、瑞典SS标准牌号2310、西班⽇UNE 标准牌号X160CrM0V12、美国AISi/SAE标准牌号D2、俄罗斯RoCT 标准牌号X12M。
3、Cr12MoV钢板热处理规范热处理规范:1.淬火,950~1000℃油冷;2.淬火1020℃,200℃回火2h。
普通淬火、回火规范:淬火温度1000~1050℃,淬油或淬气,硬度≥ 60HRC;回火温度160~180℃,回火时间2h,或回火温度325~375℃,回火次数2~3次。
4、Cr12MoV钢板金相组织:细粒状珠光体+碳化物。
5、Cr12MoV钢板交货状态:以退火状态交货。
6、Cr12MoV钢板化学成分:碳 C :1.45~1.70硅 Si:≤0.40锰 Mn:≤0.40硫 S :≤0.030磷 P :≤0.030铬 Cr:11.00~12.50镍 Ni:允许残余含量≤0.25铜 Cu:允许残余含量≤0.30钒 V :0.15~0.30钼 Mo:0.40~0.607、Cr12MoV钢板力学性能:硬度:退火,255~207HB(14-25BRC),压痕直径3.8~4.2mm;淬火,≥60HRC8、Cr12MoV钢板应用范围Cr12MoV模具钢淬透性、淬火回火后的硬度、强度、韧性比CR12高,Cr12MoV多用于制造截面较大、形状复杂、工作负荷较重的合种模具和工具。
Cr12MoV的热处理

Cr12MoV的热处理淬火——Cr12MoV冷作模具钢属于高碳高铬钢,它的组织和性能,其中包括硬度、塑性、强度、回火稳定性、淬火回火的体积变形等与淬火有极大的关系。
一般在加热温度810℃以上时,原始组织中索氏体和碳化物转变为奥氏体中和碳化物,随着温度的升高合金碳化物会继续向奥氏体中溶解,增加了奥氏体中C和Cr的浓度,因而得到较高的淬火硬度。
淬火温度达到1050℃时,硬度会达到最高值。
若淬火温度1100℃时,残余奥氏体就会很高,可能会达到80%以上,硬度会急剧下降。
因此,根据使用要求的不同,需要选择不同的淬火温度。
可以980-1030℃淬火、油冷,也可以1050-1080℃的淬火、油冷。
回火——根据模具的硬度要求,选择不同的淬火温度范围,如上述的两种温度。
一般采用高温回火和低温回火两种热处理方法。
以获得不同的强度、韧性和硬度。
980-1030℃淬火、油冷,采用一次硬化处理的回火,回火温度选择180-200℃,一般硬度为54-58HRC,这样可以得到较高的硬度和耐磨性,而且热处理变形较小。
1050-1080℃的淬火、油冷,采用二次硬化处理的回火,回火温度选择490-520,一般硬度为60-62HRC,一般采用多次的高温回火,一般为3-4次,每次2小时,模具经过二次硬化处理后,这样可以得到较高的红硬性和耐磨性。
以上这些工艺是我们的常用热处理工艺,对模具的热处理应用是很有帮助的,对模具的寿命的延长是很有好处的,这里面也会产生很大的经济效益。
至于45#钢,最好还是以低碳马氏体钢来代替,如20#钢和20Cr进行代替。
硬度一般在38-42HRC,再高也可以达到40-45HRC。
这些材料的热处理操作简单,工件的变形小,寿命也比45#钢长许多。
Cr12MoV钢模具的热处理

中图分类号 :Hl3 3 T 3 .3
文献标识码 : A
文章 编号:0 6 4 1 (0 1 0 - 0 1 0 10 — 4 4 2 1 )3 0 9 - 2
t e ma u a trn o e so l o se lmoud a e i r d c d。 c a n u e Cr 2Mo se lmo l fe a r ame h n cu i g prc s Cr 2M V te f f l r nto u e whih c n e s r l V t e u d at rhe tte t nt m e o l r wi g a he t c n c l rqu rm e t e p c al o a y deo mai n mo l n s e r c so e uie e etm ud d a n nd t e h i a e ie ns, s e ily fr e s f r to u d a d h h r p e iin r q r m nt i
1 2 锻 造后 的退火 处理 .
锻后 的退 火一 定 要 采 用 球 化 退 火 。因 完 全退 火
1 钢 模 具 热 处 理 技 术
某 厂 为某 军工厂 生产 的某 种模 具 的下模 , 寸为 尺 1 x 0 x 4 ( l ) 要 求 6~qlmm 的孔 公 差 为 ± . 4 10 10 1I , Tn b2 O 0 mn 孔 距 公 差 为 ± . 2 m, 平 面 的翘 曲度 ≯0 1 l, O0m 且 . 0 m 硬 度为 H C 0~5 材 料 为 C l M V, 2 m, R5 5, r2 o 因为 公 差 要求 严格 , 因此不 但在 冷加 工 时需严 格要求 加 工精 度 , 且在 热处 理 时也要 采取 严格 的 防变形措 施 。在 而 生 产实 践 中 , 取 以下措 施 , 采 有效控 制模 具 的变形 r fr oe r sr v sl et , azo a s 7 0 2 ,C ia . as sn n s c o ir e ue e e cne L nhuG nu 30 0 h n ) ei ea h bl p s s r
Cr12MoV热处理工艺
退火:
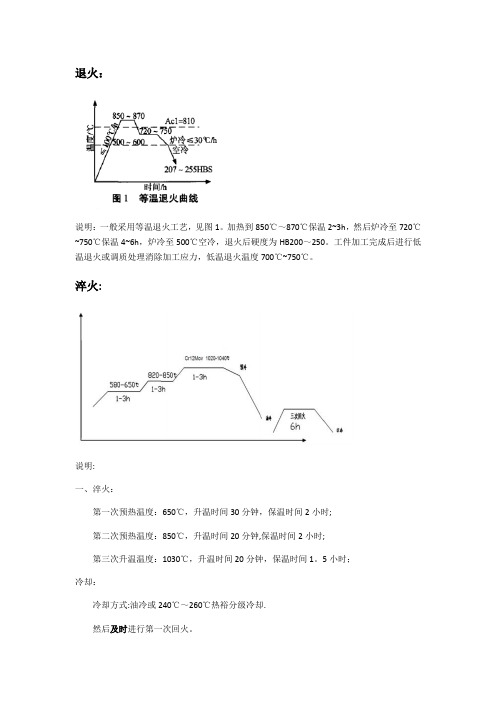
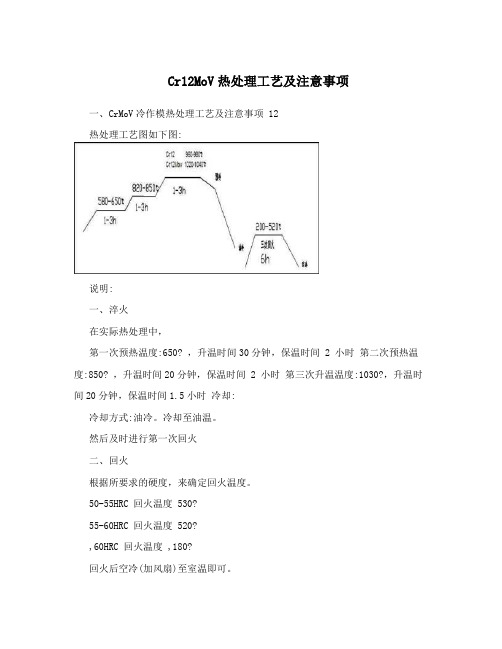
说明:一般采用等温退火工艺,见图1。
加热到850℃~870℃保温2~3h,然后炉冷至720℃~750℃保温4~6h,炉冷至500℃空冷,退火后硬度为HB200~250。
工件加工完成后进行低温退火或调质处理消除加工应力,低温退火温度700℃~750℃。
淬火:
说明:
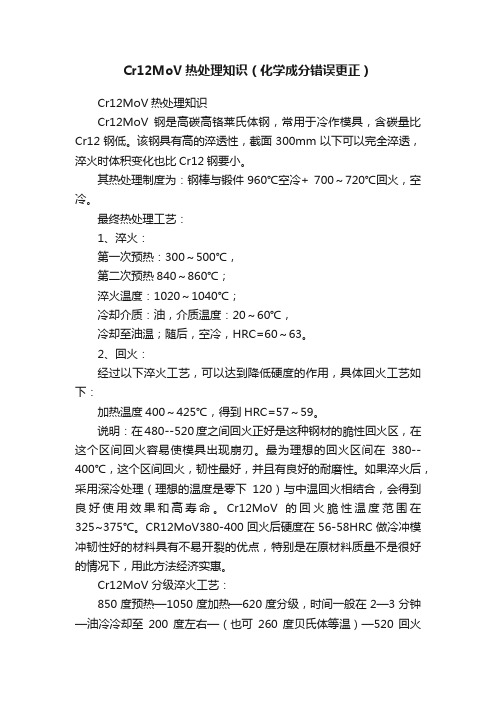
一、淬火:
第一次预热温度:650℃,升温时间30分钟,保温时间2小时;
第二次预热温度:850℃,升温时间20分钟,保温时间2小时;
第三次升温温度:1030℃,升温时间20分钟,保温时间1。
5小时;
冷却:
冷却方式:油冷或240℃~260℃热裕分级冷却.
然后及时进行第一次回火。
二、回火:
160℃~180℃回火,硬度62HRC~64HRC.回火后空冷至室温.
说明:
回火一次后,出炉冷却,然后继续回火.重复回火三次,达到要求硬度即可。
如不能达到要求的硬度可经过适量微调回火温度及回火次数。
保温时间一般为每次回火保温6小时.
注意事项:
1、热处理过程均在真空热处理炉内进行。
2、装炉前清洁工件各部位。
3、装炉前工件上的螺孔要拧入螺栓。
渗碳低温淬火:
说明:850℃入炉,随炉升到960℃,用红外仪控制碳势在0.9%~1.0%,保温2min,共24min,柴油冷却,160℃~180℃回火两次,每次1h。
Cr12MoV热处理知识(化学成分错误更正)
Cr12MoV热处理知识(化学成分错误更正)Cr12MoV热处理知识Cr12MoV钢是高碳高铬莱氏体钢,常用于冷作模具,含碳量比Cr12钢低。
该钢具有高的淬透性,截面300mm以下可以完全淬透,淬火时体积变化也比Cr12钢要小。
其热处理制度为:钢棒与锻件960℃空冷+ 700~720℃回火,空冷。
最终热处理工艺:1、淬火:第一次预热:300~500℃,第二次预热840~860℃;淬火温度:1020~1040℃;冷却介质:油,介质温度:20~60℃,冷却至油温;随后,空冷,HRC=60~63。
2、回火:经过以下淬火工艺,可以达到降低硬度的作用,具体回火工艺如下:加热温度400~425℃,得到HRC=57~59。
说明:在480--520度之间回火正好是这种钢材的脆性回火区,在这个区间回火容易使模具出现崩刃。
最为理想的回火区间在380--400℃,这个区间回火,韧性最好,并且有良好的耐磨性。
如果淬火后,采用深冷处理(理想的温度是零下120)与中温回火相结合,会得到良好使用效果和高寿命。
Cr12MoV的回火脆性温度范围在325~375℃。
CR12MoV380-400回火后硬度在56-58HRC做冷冲模冲韧性好的材料具有不易开裂的优点,特别是在原材料质量不是很好的情况下,用此方法经济实惠。
Cr12MoV 分级淬火工艺:850度预热—1050度加热—620度分级,时间一般在2—3分钟—油冷冷却至200度左右—(也可260度贝氏体等温)—520回火2—3次,每次2小时。
硬度在56—61HRC左右。
Cr12Mov热处理HRC60 裂开的解决方法:分析流程:(耿工)1 材料成份2材料原始组织3工件流程4热处理工艺5开裂照片6工件尺寸不能说硬度60HRC就一定开裂。
开裂的原因很多,你可参考耿工的说明逐一检查。
如果是淬火就直接开裂可能有以下原因:1)材料错致热处理工艺不合适。
2)冷却不当,在Ms温度以下快冷,应力过大。
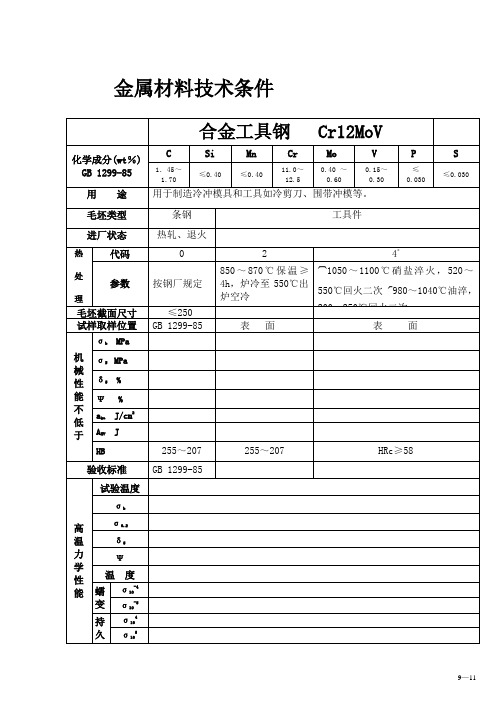
合金工具钢 Cr12MoV材料技术要求
0
2
4*
参数
按钢厂规定
850~870℃保温≥4h,炉冷至550℃出炉空冷
1050~1100℃硝盐淬火,520~550℃回火二次980~1040℃油淬,200~250℃回火二次
毛坯截面尺寸
≤250
试样取样位置
GB 1299-85
表面
表面
机械性能不低于
σbMPa
σSMPa
δ5%
Ψ%
akuJ/cm2
AKVJ
10.9
11.4
12.2
导热系数
λ
比热
C
弹性模量
E GPa
密度(6)kg/m3
7700
工艺性能
冶炼
电炉或其它适宜方法冶炼
锻造
温度
1050~870℃
冷却
灰冷或热坑冷
热处理
在300~370℃回火有回火脆性。
焊接
冷加工
易出现磨削裂纹。
说明
其它性能
备注
该钢为冷作模具用钢。盐浴淬火加热速度按20~25秒/mm计算。淬火前应进行500~600℃或800~850℃预热,时间不少于1小时。
HB
255~207
255~207
HRc≥58
验收标准
GB 1299-85
高
温力学性能
试验温度
σb
σ0.2
δ5
Ψ
温度
蠕变
σ10-4
σ10-5
持久
σ104
σ105
合金工具钢Cr12MoV
物
理
性
能
临界温度(2)
℃
AC1
ACm
Ar1
Ms
810
1200
cr12mov热处理淬火后渗碳处理
cr12mov热处理淬火后渗碳处理
CR12MOV热处理淬火后,可以进行渗碳处理来增加其硬度和
耐磨性。
渗碳处理是通过将材料暴露在高温环境中,使碳原子渗入材料表面,从而形成高硬度的表面层。
在淬火后的CR12MOV材
料中进行碳化处理可以进一步提高其表面硬度和耐磨性,同时保持其良好的韧性和强度。
具体的碳化处理方法包括气体渗碳和固体渗碳两种:
1. 气体渗碳:将CR12MOV材料放置在高温炉中,通过引入
含碳气体(例如甲烷、乙烷等)来使碳原子渗入材料表面。
渗碳温度通常在800°C至950°C左右,并保持一定的时间(通
常几小时至数十小时)。
通过这种方法进行渗碳处理,可以在CR12MOV的表面形成一层高碳含量的硬化层,从而提高其硬
度和耐磨性。
2. 固体渗碳:先将CR12MOV材料和高碳含量的固体材料
(例如石墨粉末)一起放入高温炉中,在高温下进行加热保温。
在高温环境中,碳原子从固体渗碳材料扩散到CR12MOV材
料中,从而形成一层高碳含量的硬化层。
与气体渗碳相比,固体渗碳可以实现更深层次的渗碳,并且对工件形状的限制较少。
进行渗碳处理后,CR12MOV的表面硬度会大幅提高,从而提
高其抗磨擦性能和耐磨性。
通过适当控制温度和时间,可以实
现对CR12MOV的硬化层深度和硬度进行调控,以满足不同应用需求。
Cr12MoV热处理工艺及注意事项
Cr12MoV热处理工艺及注意事项一、CrMoV冷作模热处理工艺及注意事项 12热处理工艺图如下图:说明:一、淬火在实际热处理中,第一次预热温度:650? ,升温时间30分钟,保温时间 2 小时第二次预热温度:850? ,升温时间20分钟,保温时间 2 小时第三次升温温度:1030?,升温时间20分钟,保温时间1.5小时冷却:冷却方式:油冷。
冷却至油温。
然后及时进行第一次回火二、回火根据所要求的硬度,来确定回火温度。
50-55HRC 回火温度 530?55-60HRC 回火温度 520?,60HRC 回火温度 ,180?回火后空冷(加风扇)至室温即可。
说明:回火一次后,出炉冷却,然后继续回火。
重复回火三次,达到要求硬度即可。
如不能达到要求的硬度可经讨论后适量微调回火温度及回火次数。
保温时间一般为每次回火保温6个小时,可视工件大小来做具体调整。
以上热处理过程均在真空热处理炉内进行。
三、注意事项:1、具体预热温度,保温时间要根据工件的大小、厚度、形状复杂程度等稍作调整,不宜有过大的跨度。
2、装炉前清洁工件各个部位。
3、工件上的一些容易变形的型面、内孔应尽量加固、填充或用其它合适的方法做优化。
如凹模两侧面在热处理后容易产生变形,应焊接固定板固定,一些螺孔拧入螺丝等。
4、工件的摆放要科学合理,工件之间应避开相互大面积的接触,小工件用铁丝相互固定在一起。
大工件如不可避免接触,应用特制工具隔离开叠加放置。
5、注意炉筐重量的平衡性,如两侧的重量不一致,务必重量更大的一侧朝向炉口,防止出炉时因模具重量过大导致的支架不能抬起炉筐,而无法出炉的情况。
6、在合理的一炉最大重量内,应尽量装入多的待加工工件,合理摆放,充分利用空间,节省资源。
Cr12MOV热处理方式

拉伸切边模的易损部件主要是切边凸模和拉
伸凸模, 因此, 选用Cr12MoV 钢作为凸、凹模材
料[ 5] 。
这种钢具有淬火变形小、淬透性好、耐磨性高等特点, 但最大缺点是碳化物分布很不均匀, 这不仅使钢的强度大为降低, 而且往往造成模具在
使用过程中可能出现崩刃而损坏。
为此, 我们采
用改进锻造工艺来改变其碳化物的分布状况。
在选择热处理方式时, 采用低淬、低回的热处理工艺, 即在900~ 920 # 时加热淬火, 而在170~ 230 # 时低温回火, 比用正常的淬火工艺( 960~ 980 # 淬火, 260~ 300 # 回火) 有较大的优越性。
因为淬火温度的降低, 会使奥氏体中碳和合金元
素的溶解度也随之减少, 淬火后有可能获得较多
的板条马氏体组织。
加之奥氏体晶粒的细化, 能
够在保证高硬度的前提下, 获得较多的多冲疲劳
抗力和断裂韧性, 且淬火后硬度可达HRC60~ 62。
cr12 、cr12MoV操作规范
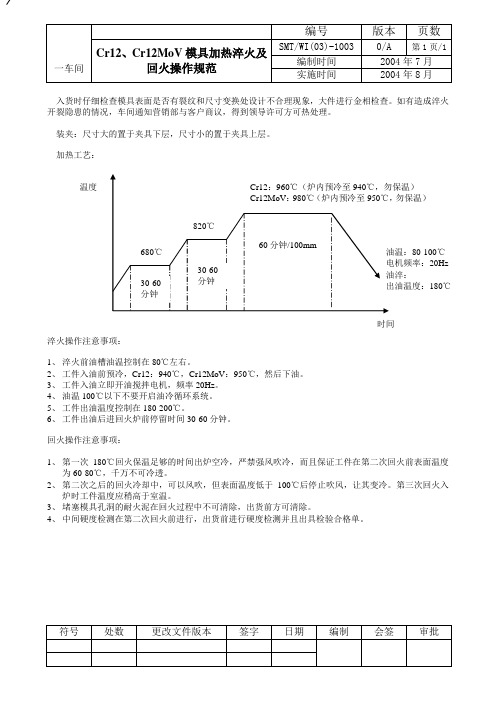
编号版本 页数Cr12、Cr12MoV 模具加热淬火及回火操作规范 SMT/WI(03)-10030/A第1页/1 一车间 编制时间 2004年7月 实施时间2004年8月入货时仔细检查模具表面是否有裂纹和尺寸变换处设计不合理现象,大件进行金相检查。
如有造成淬火开裂隐患的情况,车间通知营销部与客户商议,得到领导许可方可热处理。
装夹:尺寸大的置于夹具下层,尺寸小的置于夹具上层。
加热工艺:淬火操作注意事项:1、 淬火前油槽油温控制在80℃左右。
2、 工件入油前预冷,Cr12:940℃,Cr12MoV :950℃,然后下油。
3、 工件入油立即开油搅拌电机,频率20Hz 。
4、 油温100℃以下不要开启油冷循环系统。
5、 工件出油温度控制在180-200℃。
6、 工件出油后进回火炉前停留时间30-60分钟。
回火操作注意事项:1、 第一次180℃回火保温足够的时间出炉空冷,严禁强风吹冷,而且保证工件在第二次回火前表面温度为60-80℃,千万不可冷透。
2、 第二次之后的回火冷却中,可以风吹,但表面温度低于100℃后停止吹风,让其变冷。
第三次回火入炉时工件温度应稍高于室温。
3、 堵塞模具孔洞的耐火泥在回火过程中不可清除,出货前方可清除。
4、 中间硬度检测在第二次回火前进行,出货前进行硬度检测并且出具检验合格单。
符号 处数 更改文件版本 签字日期 编制 会签 审批温度时间680℃ 820℃Cr12:960℃(炉内预冷至940℃,勿保温) Cr12MoV :980℃(炉内预冷至950℃,勿保温)油温:80-100℃ 电机频率:20Hz 油淬:出油温度:180℃30-60分钟30-60分钟60分钟/100mm。
2016新编Cr12MoV热处理知识

Cr12MoV热处理知识Cr12MoV钢是高碳高铬莱氏体钢,常用于冷作模具,含碳量比Cr12钢低。
该钢具有高的淬透性,截面300mm以下可以完全淬透,淬火时体积变化也比Cr12钢要小。
其热处理制度为:钢棒与锻件960℃空冷+ 700~720℃回火,空冷。
最终热处理工艺:1、淬火:第一次预热:300~500℃,第二次预热840~860℃;淬火温度:1020~1040℃;冷却介质:油,介质温度:20~60℃,冷却至油温;随后,空冷,HRC=60~63。
2、回火:经过以下淬火工艺,可以达到降低硬度的作用,具体回火工艺如下:加热温度400~425℃,得到HRC=57~59。
说明:在480--520度之间回火正好是这种钢材的脆性回火区,在这个区间回火容易使模具出现崩刃。
最为理想的回火区间在380--400℃,这个区间回火,韧性最好,并且有良好的耐磨性。
如果淬火后,采用深冷处理(理想的温度是零下120)与中温回火相结合,会得到良好使用效果和高寿命。
Cr12MoV的回火脆性温度范围在325~375℃。
CR12MoV380-400回火后硬度在56-58HRC做冷冲模冲韧性好的材料具有不易开裂的优点,特别是在原材料质量不是很好的情况下,用此方法经济实惠。
Cr12MoV 分级淬火工艺:850度预热—1050度加热—620度分级,时间一般在2—3分钟—油冷冷却至200度左右—(也可260度贝氏体等温)—520回火2—3次,每次2小时。
硬度在56—61HRC左右。
Cr12Mov热处理HRC60 裂开的解决方法:分析流程:(耿工)1 材料成份2材料原始组织3工件流程4热处理工艺5开裂照片6工件尺寸不能说硬度60HRC就一定开裂。
开裂的原因很多,你可参考耿工的说明逐一检查。
如果是淬火就直接开裂可能有以下原因:1)材料错致热处理工艺不合适。
2)冷却不当,在Ms温度以下快冷,应力过大。
3)工件截面尺寸相差太大,或孔洞很多,或有应力集中的地方。
cr12mov作为热作模具钢的热处理工艺
cr12mov作为热作模具钢的热处理工艺下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, suchas educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!热作模具钢在现代工业生产中扮演着至关重要的角色,其质量和性能直接影响着产品加工的效率和成品的质量。
Cr12MoV模具钢强韧化热处理

第35卷 第6期2010年6月H E AT TRE ATMENT OF METALSV ol 35N o 6J une 2010Cr12M o V 模具钢强韧化热处理李元洪,刘 丹,孙红星,王伟钦,刘百宣,刘 华(郑州机械研究所,河南郑州 450001)Strengthen i ng and tougheni ng treat m ent of Cr12M o V steel diesL I Yuan hong ,L I U D an ,S UN H ong x i ng,W ANG W e i qi n ,L I U Ba i xuan ,L I U Hua (Zhengzhou R esearch Institute o fM echan ica l Eng ineer i ng,Zheng zhou H e nan 450001,China)中图分类号:TG 162.43 文献标志码:B 文章编号:0254 6051(2010)06 0119 03C r12M oV 钢是目前国内广泛使用的冷作模具钢之一。
该钢具有淬透性好、硬度高且耐磨、热处理畸变小等优点,常用于制造承受重载荷和形状复杂的大型冷作模具。
但该钢的显著缺点是脆性大,模具经常出现早期失效。
因此,如何提高其强韧性,防止模具过早断裂失效,是该钢用户经常遇到且需要解决的问题。
一般来说模具失效热处理因素的影响约占50%。
本文针对热处理生产中影响Cr12M o V 钢性能的因素进行试验,为优化其热处理工艺提供参考依据。
收稿日期:2009 11 30作者简介:李元洪(1952 ),男,北京人,研究员,主要从事模具钢的热处理。
联系电话:0371 ********,E m ai:l li ud an .8@163.co m1 C r12M o V 模具钢热处理试验1 1 试验材料取碳化物不均匀度均为3级的Cr12M o V 圆钢,其组织为粒状珠光体和碳化物。
Cr12MoV热处理曲线

Cr12MoV预先热处理Cr12MoV钢的有关预先热处理曲线示于图2-3-1~图2-3-3,退火前后的相成分、硬度和显微组织示于表2-3-5。
图2-3-1 锻压后退火图2-3-2 锻压后等温退火图2-3-3 高温回火说明:1)退火保温时间,在全部炉料加热到退火温度后为1~2h;冷却时的等温保温为3~4h;2)在需要获得比较低的退火硬度时,可补充一次高温回火;其保温时间在全部炉料加热后2~3h组织B 淬火Cr12MoV钢的有关淬火曲线示于图2-3-4~图2-3-9,推荐的淬火规范示于表2-3-6,淬火状态的组织比例示于表2-3-7。
图2-3-4 奥氏体等温转变曲线(奥氏体化温度980℃图2-3-5 硬度及残余奥氏体量与淬火温度的关系图2-3-6 马氏体转变图1-在增碳剂中加热,油中冷却;2-在空气中加热,油中冷却;3-在空气中加热,空气中冷却图2-3-7 在不同加热和冷却条件下的硬度与淬火温度的关系×—·—淬火;×————×淬火加回火1000~1050℃淬火150℃回火;1125~1150℃淬火510℃回火4次图2-3-8 力学性能及长度L、直径D的变量与淬火温度的关系图2-3-9 不同淬火温度对晶粒度的影响图2-3-10 试样长度的相对变量与碳化物条纹方向及淬火温度的关系表2-3-6 Cr12MoV钢推荐的淬火规范注:1.方案Ⅱ、Ⅲ用于要求获得很高的力学性能及变形较小的工件,如螺纹滚子、搓丝板、形状复杂受冲击负荷的模具等;2.方案Ⅳ、Ⅴ用于要求获得红硬性及耐磨性的工件,但力学性能较差,尺寸变形较大,如450℃以下工作的热冲模等;3.这种钢对脱碳很敏感,预热和加热用的盐浴必须经过充分的脱氧后再使用;若在普通电炉中加热可将工件装入箱内,填充以渗碳剂或生铁粉(这时工件可能有少许增碳现象,硬度可提高HRC1~2)。
表2-3-7 淬火状态的组织比例C 回火Cr12MoV钢的有关回火温度曲线示于图2-3-11~图2-3-15,推荐的回火规范示于表2-3-8。
2cr12mov热处理工艺_概述及解释说明

2cr12mov热处理工艺概述及解释说明1. 引言1.1 概述在金属材料加工和制造过程中,热处理工艺是至关重要的步骤之一。
热处理可以改变材料的物理性质、提高其机械性能和耐腐蚀能力。
2cr12mov是一种常用的不锈钢材料,广泛应用于刀具、模具等领域。
本文旨在对2cr12mov的热处理工艺进行概述,并详细解释说明该工艺的关键要点。
1.2 文章结构本文共分为五个部分。
引言部分主要介绍文章的背景和目标,以及整篇文章内容的大纲。
接下来,第二部分将对2cr12mov热处理工艺进行概述,包括材料介绍、热处理概念和作用,以及该工艺的重要性。
第三部分将对2cr12mov热处理工艺进行详细解释说明,包括适合该材料的热处理方法、温度控制与保持时间以及冷却方式选择与调节参数等方面内容。
在第四部分中,我们将强调实施热处理过程中需要注意的要点,如避免退火效果过度、控制冷却速率以避免裂纹和形变,以及定期检测和维护热处理设备等。
最后,我们将在第五部分中进行总结,并对不同热处理方法的优劣进行比较,展望未来2cr12mov热处理工艺的发展。
1.3 目的本文旨在向读者介绍2cr12mov热处理工艺的概述和解释说明,并提供实施该工艺的相关要点。
通过阅读本文,读者将能够了解2cr12mov材料的特性、理解热处理对其性能的影响,掌握适合该材料的热处理方法,并了解如何正确操作和维护热处理设备以确保工艺稳定性与一致性。
此外,本文还将对不同热处理方法进行比较,并展望2cr12mov热处理工艺的未来发展方向。
2. 2cr12mov热处理工艺概述2cr12mov是一种高硬度不锈钢材料,由于其优异的耐腐蚀性、高温强度和良好的硬度特性,被广泛应用于制造刀具、模具和机械零件等领域。
然而,为了充分发挥其优势并满足特定使用要求,对2cr12mov进行热处理是必不可少的。
在热处理过程中,通过控制材料的加热、保持时间和冷却速率等参数,可以改变材料的晶体结构和性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
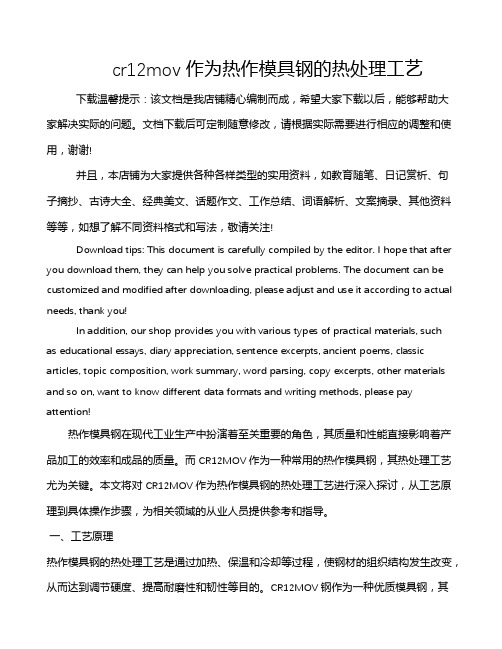
1.Cr12MoV钢推荐的热处理工艺图
2.Cr12MoV钢推荐的淬火规范
方案
第一次预热/℃
第二次预热/℃
淬火温度/℃
冷却介质
介质温度/℃
在介质中冷却
随后
硬度
(HRC)
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
550~660
840~860
950~1000
1020~1040
1020~1040
1115~1130
-78℃冷处理加一次510~520℃回火,再-78℃冷处理
60~61
60~61
61~62
1.方案Ⅱ、Ⅲ用于要求获得很高的力学性能及变形较小的工件,如螺纹滚子、搓丝板、形状复杂受冲击负荷的模具等;
2.方案Ⅳ、Ⅴ用于要求获得红硬性及耐磨性的工件,但力学性能较差,尺寸变形较大,如450℃以下工作的热冲模等;
1115~1130
油
油
熔融硝盐
油
熔融硝盐
20~60
20~60
40~55
20~60
40~45
至油温
至油温
5~10min
至油温
5~10min
空冷
空冷
空冷Biblioteka 空冷空冷58~62
62~63
62~63
42~50
42~50
3.Cr12MoV钢推荐的回火规范(三次回火,每次6h)
方案
淬火温度/℃
回火用途
回火加热温度/℃
3.这种钢对脱碳很敏感,预热和加热用的盐浴必须经过充分的脱氧后再使用;若在普通电炉中加热可将工件装入箱内,填充以渗碳剂或生铁粉(这时工件可能有少许增碳现象,硬度可提高HRC1~2)。
表2-3-1淬火状态的组织比例
淬火方案
冷却
碳化物/%
马氏体/%
奥氏体/%
Ⅰ、Ⅱ
油、硝盐
12
73~68
20~23
硬度
HRC
Ⅰ
Ⅱ
Ⅲ
1020~1040
消除应力
去除应力,降低硬度
去除应力,降低硬度
150~170
200~275
400~425
61~63
57~59
55~57
Ⅳ
Ⅴ
Ⅵ
1115~1130
去除应力及形成二次硬化
去除应力及形成二次硬化
去除应力及形成二次硬化
510~520℃多次回火
-78℃冷处理加510~520℃一次回火