MQL微量润滑系统原理及应用
微量润滑技术跟踪及应用

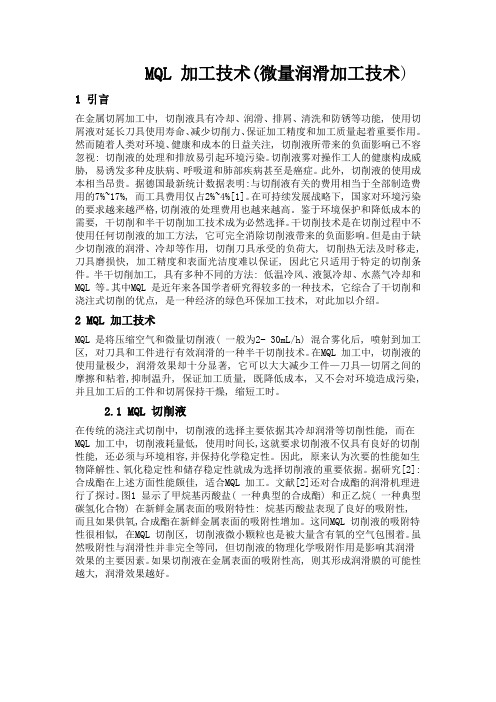
(a)外置式(b)内置式图1 微量润滑系统分类一2)微量润滑系统与低温冷风系统的结合。
3)微量润滑系统与水雾系统的结合,形成水、a)单通道系统b)内置式双通道系统c)外置式双通道系统图2 微量润滑系统分类二图3 微量润滑技术发展状况的市场占有率很小。
而国内的大学及科研机构也对微量润滑技术进行了研究,并在实验室里进行了不同工艺如钻、铣、铰及攻丝等工序,不同材料如铝合金、钢、不锈钢及钛合金等的实验,并且得出了微量润滑技术可适用于很多材料及工艺的结论,并且证明了其实用性及优越性。
从目前国内微量润滑的行业分布看,高档的微量润滑系统,是内置式系统,如双通道系统,高档的智能型单通道系统(有约30个油量选择),都分布在汽车制造领域,主要是这个领域智能化程度高,效率要求高,精度要求高,如上汽大众、一汽-大众、长安福特、北京奔驰、北汽福田、北京现代、长城汽车和吉利汽车都在使用双通道系统或者高档智能型微量润滑系统,但这些微量润滑系统基本全是进口的品牌。
而低端的系统是外置式系统,主要是应用在锯切领域,如钢厂有缝钢管、无缝钢管及棒料的锯切,还有铝型材加工厂,如铝型材及棒料的锯切。
在航空航天及军工领域,使用微量润滑系统也主要是外置式为主,在模具、医疗及3C行业,微量润滑液得到了应用,也是外置式居多。
总的来说,汽车及相关行业应用微量润滑技术比其他行业多,同时也代表微量润滑技术的发展方向,哪个品牌在这个领域市场份额大,就说明哪个品牌技术实力强。
尽管进口品牌的技术水平高,但还没有任何一家一统天下,只是分别在占有一定的市场份额。
2.微量润滑的品牌状况在国内的微量润滑市场里,进口品牌中德国的品牌使用广泛,不少于三个品牌的微量润滑系统在汽车等其他领域被使用,德国品牌的共同特点是质量过硬,技术先进,价格也相对较高,配套在GROB、MAG、HELLER及TBT等机床上,随这些机床进入中国市场,为各个领域服务。
日本的微量润滑系统在国内也有一些份额,也是与机床一起进入中国市场的。
微量润滑(MQL)在机械加工中应用研究

微量润滑(MQL)在机械加工中应用研究摘要:低温微量润滑加工技术(MQL)是一种新型的切削冷却技术,在加工过程中具有良好的特性。
本文通过综合对比干式切削、使用切削液加工与微量润滑系统切削的特点,介绍了微量润滑(MQL)切削加工技术相对于传统湿式和干式切削的应用优势,并以大直径人字齿轮加工为例,对理论研究进行分析验证,得出结论低温微量润滑技术在降低切削温度,减小切削力、提升润滑效果的同时,还使已加工表面的表面质量提高。
关键词:切削加工;微量润滑;冷却1.1课题研究背景目前,切削仍然是金属材料最重要的机械加工方式。
切削加工过程中,降低刀具与接触面的温度,改善切削界面的摩擦学性能是提高切削性能的关键要素。
传统的加工方式有干切加工、使用压缩空气(涡流冷却)、切削液方式,其中前两种方式对改善工件加工质量、提升效率方面作用不明显。
[1]切削液被广泛用于金属切削中,切削液对延长刀具的使用寿命有很大帮助,同时对加工质量的提高和尺寸精度的保证起着重要作用。
但是,大量使用切削液也有负面影响,会对空气造成污染,同时还会破坏生态,并给健康带来了一定的危害[2]。
近年来,国家和地方各级政府对环境的保护更加重视,提倡并支持绿色切削加工技术的发展显得尤为重要。
[3]1.2 微量润滑简介微量润滑是一种新型绿色切削技术,属于准干式切削,在最佳的切削参数下使用最小剂量的油水混合冷却液进行加工。
其原理是利用一定压力的压缩空气与微量的切削液结合成油雾,然后高速喷射到刀具与工件结合部位,发挥润滑和冷却的作用,减少了刀具与切屑表面的摩擦作用,一是减少了刀具的磨损,二是降低切削温度,大大提升加工效率,三是能够提高加工件表面粗糙度。
[4]此外,微量润滑技术的切削液用量是传统浇注式切削润滑的万分之一左右,切削加工完成后刀具、工件以及切屑表面干燥光洁。
微量润滑技术的整个系统机构简单,体积较小,易布局,减少了传统切削液庞大循环系统的安装,适用于各种机床的切削加工。
MQL 加工技术(微量润滑加工技术)
MQL 加工技术(微量润滑加工技术) 1 引言在金属切屑加工中, 切削液具有冷却、润滑、排屑、清洗和防锈等功能, 使用切屑液对延长刀具使用寿命、减少切削力、保证加工精度和加工质量起着重要作用。
然而随着人类对环境、健康和成本的日益关注, 切削液所带来的负面影响已不容忽视: 切削液的处理和排放易引起环境污染。
切削液雾对操作工人的健康构成威胁, 易诱发多种皮肤病、呼吸道和肺部疾病甚至是癌症。
此外, 切削液的使用成本相当昂贵。
据德国最新统计数据表明:与切削液有关的费用相当于全部制造费用的7%~17%, 而工具费用仅占2%~4%[1]。
在可持续发展战略下, 国家对环境污染的要求越来越严格,切削液的处理费用也越来越高。
鉴于环境保护和降低成本的需要, 干切削和半干切削加工技术成为必然选择。
干切削技术是在切削过程中不使用任何切削液的加工方法, 它可完全消除切削液带来的负面影响。
但是由于缺少切削液的润滑、冷却等作用, 切削刀具承受的负荷大, 切削热无法及时移走, 刀具磨损快, 加工精度和表面光洁度难以保证, 因此它只适用于特定的切削条件。
半干切削加工, 具有多种不同的方法: 低温冷风、液氮冷却、水蒸气冷却和MQL 等。
其中MQL 是近年来各国学者研究得较多的一种技术, 它综合了干切削和浇注式切削的优点, 是一种经济的绿色环保加工技术, 对此加以介绍。
2 MQL 加工技术MQL 是将压缩空气和微量切削液( 一般为2- 30mL/h) 混合雾化后, 喷射到加工区, 对刀具和工件进行有效润滑的一种半干切削技术。
在MQL 加工中, 切削液的使用量极少, 润滑效果却十分显著, 它可以大大减少工件—刀具—切屑之间的摩擦和粘着,抑制温升, 保证加工质量, 既降低成本, 又不会对环境造成污染,并且加工后的工件和切屑保持干燥, 缩短工时。
2.1 MQL 切削液在传统的浇注式切削中, 切削液的选择主要依据其冷却润滑等切削性能, 而在MQL 加工中, 切削液耗量低, 使用时间长,这就要求切削液不仅具有良好的切削性能, 还必须与环境相容,并保持化学稳定性。
微量润滑切削技术解决方案

深圳贝斯特节能环保科技有限公司MQL系统简介MQL微量润滑系统专门为金属切削和成型加工开发,用于替代传统的水溶性切削液刀具冷却润滑系统。
该系统通过微型气动泵(排量可以精确调节)向切削刃输送精确计量的润滑油而起到润滑的效果,因此没有油雾弥散到空气中,同时避免了刀具/工件产生的摩擦热。
微量的润滑油在机加工的过程中被消耗掉。
采用该系统可以避免热量的聚集和热变形,因此机加工过程精确而洁净。
加工过程中刀具和工件处于恒温状态,刀具的寿命可以大为延长,从而降低了维护和更换刀具的费用。
系统的清洁简单易行,使用去污剂和热水(70℃)即可。
MQL系统的优点 更为洁净、安全的工作环境 更高的生产效益更长的刀具寿命更优良的工件表面质量更低的运行成本更高的加工精度切削油的用量极大减少无需处理和存贮传统的切削液 得到干净的切屑减少停机时间公司简介意大利ILC集团创建于1965年,是享誉全球微量润滑系统的现代化高新技术企业,其生产的MQL系列产品使用历史超过10年,年销售量近10万套,世界领先。
深圳贝斯特节能环保科技有限公司是ILC集团在中国唯一的合作企业,主要提供ILC集团的MQL系列品牌产品。
贝斯特微量润滑系统,专门为金属切削加工开发,用于替代传统的水溶性切削液等刀具冷却系统,主要产品为准干式切削、微量润滑切削、低温微量润滑切削等绿色切削工艺及应用技术,并成功开发生产出金属加工微量润滑切削系统辅助装置。
产品广泛应用于各类数控机床加工镁合金、铝合金、铜及各种金属材料加工。
我们积极推广高速高效绿色切削新技术,为减少传统金属切削液给环境带来的污染,促进机械制造的绿色生产,为发展低碳工业,建设和谐社会而努力。
贝斯特跟踪国际先进的工业技术,先进关键设备,致力于民族工业的发展。
MQL外冷系统1、气雾由机床外部引入,并由刀具外部供给。
2、参考数据气源压力:0.4~0.8MPa进气管径:Ø6~10 mm出气管径:Ø10mm使用电源:24VDC 200mA喷管数量:1-3外形尺寸:290×160×350mm切削液:植物油基微量切削油MIRCOLUBE 2000储油量:500 ml耗油量:5~30ml/h耗气量:100~300L/min3、适用机床:加工、车床、铣床、中心锯床等使用外冷刀具的机床。
低温微量润滑加工技术研究进展与应用

第33卷第5期中国机械工程V o l .33㊀N o .52022年3月C H I N A M E C HA N I C A LE N G I N E E R I N Gp p.529G550低温微量润滑加工技术研究进展与应用刘明政1㊀李长河1㊀曹华军2㊀张㊀松3㊀陈㊀云4㊀刘㊀波5㊀张乃庆6㊀周宗明71.青岛理工大学机械与汽车工程学院,青岛,2665202.重庆大学机械与运载工程学院,重庆,4000443.山东大学机械工程学院,济南,2500614.成都工具研究所有限公司,成都,6100005.四川明日宇航工业有限责任公司,什邡,6184006.上海金兆节能科技有限公司,上海,2004367.汉能(青岛)润滑科技有限公司,青岛,266100摘要:综述了低温微量润滑技术的最新进展,阐明了研究成果中的关键科学问题.首先,系统分析了从传统设置到创新设计的低温微量润滑装备在切削中的应用形式和工艺特点.其次,揭示了低温微量润滑的冷却润滑机理及其对切削热力演变和工件表面质量的影响机制.然后,基于低温微量润滑的作用机理和应用形式,系统分析了低温微量润滑在车削㊁铣削㊁磨削中针对典型难加工金属的应用性能,发现低温微量润滑技术对抑制热力耦合损伤及提高表面质量的效果优于低温或微量润滑单独使用.最后,分析了该技术的局限性并展望了其发展方向,为低温微量润滑技术的工程应用提供了参考.关键词:切削;低温微量润滑;应用;机理;性能中图分类号:T H 16D O I :10.3969/j .i s s n .1004 132X.2022.05.002开放科学(资源服务)标识码(O S I D ):R e s e a r c hP r o g r e s s e s a n dA p p l i c a t i o n s o fC M Q L M a c h i n i n g T e c h n o l o g yL I U M i n g z h e n g 1㊀L IC h a n g h e 1㊀C A O H u a j u n 2㊀Z H A N GS o n g 3㊀C H EN Y u n 4㊀L I U B o 5Z H A N G N a i q i n g 6㊀Z HO UZ o n g m i n g71.C o l l e g e o fM e c h a n i c a l a n dA u t o m o t i v eE n g i n e e r i n g ,Q i n g d a oT e c h n o l o g i c a lU n i v e r s i t y ,Q i n g d a o ,S h a n d o n g ,2665202.C o l l e g e o fM e c h a n i c a l a n dV e h i c l eE n g i n e e r i n g ,C h o n g q i n g U n i v e r s i t y ,C h o n g q i n g ,4000443.S c h o o l o fM e c h a n i c a l E n g i n e e r i n g ,S h a n d o n g U n i v e r s i t y,J i n a n ,2500614.C h e n g d uT o o lR e s e a r c h I n s t i t u t eC o .,L t d .,C h e n g d u ,6100005.S i c h u a nT o m o r r o w A e r o s p a c e I n d u s t r y C o .,L t d .,S h i f a n g,S i c h u a n ,6184006.S h a n g h a i J i n z h a oE n e r g y S a v i n g T e c h n o l o g y C o .,L t d .,S h a n gh a i ,2004367.H a n n e n g (Q i n g d a o )L u b r i c a t i o nT e c h n o l o g y C o .,L t d .,Q i n g d a o ,S h a n d o n g,266100A b s t r a c t :T h e l a t e s t d e v e l o p m e n t o f C MQ L t e c h n o l o g y w a s r e v i e w e d ,a n d t h e k e y sc i e n t i f i c p r o b Gl e m s i n t h e r e s e a r c h r e s u l t sw e r e c l a r i f i ed .F i r s t l y ,t he a p p l i c a t i o nf o r m s a n d t e c h n o l og y ch a r a c t e r i s Gt i c s o fC MQ Le q u i p m e n t i n c u t t i n gp r o c e s s e sw e r e s y s t e m a t i c a l l y a n a l y z e d f r o mt r a d i t i o n a l s e t t i n g to i n n o v a t i v ed e s i g n .S e c o n d l y ,t h e c o o l i n g an d l u b r i c a t i o nm e c h a n i s mo f C MQ La n d t h e i n f l u e n c em e c h Ga n i s mo nc u t t i n g t h e r m o Gf o r c ee v o l u t i o na n dw o r k p i e c es u r f a c e q u a l i t y we r er e v e a l e d .F u r t h e r m o r e ,C MQ La p p l i c a t i o n p e rf o r m a n c e s i n t u r n i ng ,m i l l i n g a n d g r i n d i n g f o r t y pi c a l d i f f i c u l t Gt o Gm a c h i n e dm e t Ga l sw e r es y s t e m a t i c a l l y a n a l y z e db a s e do nt h ea c t i o n m e c h a n i s ma n da p p l i c a t i o nf o r m.T h ee f f e c to f C MQ Lo n r e s t r a i n i n g t h e r m a l Gm e c h a n i c a l c o u p l i n g d a m a g e a n d i m p r o v i n g q u a l i t y wa sb e t t e r t h a n t h a t o fc r y o g e n i c a nd MQ La l o ne .F i n a l l y ,t h e l i m i t a t i o n s of t h e t e c h n o l og y a n d th e d e v e l o pm e n t d i r e c t i o n w e r e a n a l y z e d ,w h i c h p r o v i d e s t h e r e f e r e n c e f o r t h e e n g i n e e r i n g a p p l i c a t i o n s o fC MQ Lt e c h n o l o g y .K e y wo r d s :c u t t i n g ;c r y o g e n i cm i n i m u m q u a n t i t y l u b r i c a t i o n (C MQ L );a p p l i c a t i o n ;m e c h a n i s m ;pe rf o r m a n c e 收稿日期:20211027基金项目:国家重点研发计划(2020Y F B 2010500);国家自然科学基金(51975305,51905289);山东省自然科学基金重点项目(Z R 2020K E 027);山东省自然科学基金(Z R 2021Q E 116)0㊀引言目前,切削仍然是金属材料最重要的机械加工方式.切削加工过程中,改善切削界面的摩擦学性能是提高切削性能的关键要素.切削液的使925 Copyright ©博看网. All Rights Reserved.用已有数百年历史,在金属切削过程中发挥了显著的冷却润滑作用.在实际生产中,因刀具与工件之间剧烈摩擦,切削区长时间处于高温状态,导致切削液出现局部沸腾现象,大量微气泡形成的连续油气膜导致热阻大幅提高,严重降低热量传递效率[1].切削液使用量巨大且受热挥发形成的微颗粒严重危害工人身体健康,不符合清洁生产的标准.浇注式冷却需要复杂的切削液循环系统,成本高昂.据统计,在欧洲汽车制造业,刀具成本通常只占生产成本的2%~4%,而切削液相关成本已超过刀具成本,占到生产成本的7%~17%[2].因此,清洁低耗的冷却润滑工艺取代浇注式已成为必然.随着机械工业的发展,绿色清洁制造已成为未来机械制造领域必然的发展趋势.经过国内外学者大量的研究和实践,目前成熟应用的绿色切削技术主要有干切削和微量润滑辅助切削.虽然这两种技术应用效果良好,但依然存在不可忽视的缺陷.(1)干切削的优点是不使用切削液,避免了急冷现象,减少了工件表面微裂纹的产生,且无需废液处理,降低了生产成本,清洁无污染;缺点是需在特殊工艺条件下针对非难加工材料才会体现出理想效果,局限性强.对于难加工金属材料,切削区高温导致切屑严重黏附在刀具上,加剧刀具磨损和工件表面质量恶化,因此,干切削不适用于难加工金属材料.(2)准干式微量润滑(m i n i m u m q u a n t i t y l uGb r i c a t i o n,MQ L)技术是通过高速气体将雾化微液滴喷入切削区,减轻刀具与工件间的摩擦.基于绿色加工要求,植物油替代传统矿物油作为基础油,同样具有良好的润滑性能,还因可生物降解而对环境无污染[3].但MQ L冷却性能不足,高温易导致油膜破裂㊁解吸附甚至氧化失效,切削区域不能形成连续的油膜润滑.纳米流体微量润滑(n a n o f l u i d s m i n i m u m q u a n t i t y l u b r i c a t i o n, NMQ L)技术是以MQ L技术为基础发展起来的新型冷却润滑方式.通过在润滑油中添加高热导率的纳米粒子,实现强化换热,改善界面的摩擦性能[4].但在切削区高温环境(600~1000ħ)下,纳米粒子的换热能力依然有限,与MQ L相比温度下降比例仅为10%~15%.实际生产中, MQ L或NMQ L用于非难加工材料,如中低碳钢[5]㊁铝合金[6]㊁镁合金[7]等,且已取得了良好的效果;对于难加工材料切削的极端环境,如钛合金[8]㊁镍基合金[9]㊁高强度钢[10]等,虽有增益,但降温上限值低,工件表面仍存在黏附点㊁烧伤点等缺陷,热耗散难题依旧无法被有效解决.切削过程中热耗散困难已成为制约工件表面质量提高的技术瓶颈,亟需一种高效㊁显著㊁环保的冷却工艺.经过多年的实践应用,低温加工技术展现出优异的冷却性能[11].低温技术具有0~-196ħ的温度域,所应用的介质及其温度范围如下:①低温冷风(c r y o g e n i ca i r,C A),-50~0ħ;②液态二氧化碳(l i q u i dc a r b o n d i o x i d e, L C O2),-78.5~-25ħ;③液氮(l i q u i dn i t r oGg e n,L N2),-196~-80ħ[12G13].通过将低温介质喷射到切削区,基于低温介质的物理特性(如剧烈气化吸热㊁高流速等),利用巨大温差和增大换热面积进行强化换热,有效降低切削区温度.低温可以抑制工件热软化,适度增加工件表面硬度和减弱切屑对刀具的黏附作用,改善切削性能,既能提高工件表面质量,又能显著延长刀具寿命,实现增益效果.进一步,通过采用不同温度域值的低温介质以适应不同加工形式及对应参数,实现切削区温度维持在合理的低温区间,防止冷却不足或工件过度冷却硬化.但低温技术缺乏润滑性能,抗磨减摩能力有待提高.随着技术进步,将低温和MQ L(NMQ L)进行有机结合的低温微量润滑(c r y o g e n i cm i n i m u m q u a n t i t y l u b r i c a t i o n,C MQ L)技术实现了两种技术之间优势互补,既可大幅降低切削区温度,也可使油膜保持有效润滑能力,对提高工件质量起到关键作用,体现出独特优势.本文综述了典型金属材料的低温微量润滑加工技术的研究进展和应用,归纳了C MQ L装置在不同加工方式下的应用形式及工艺特点,分析了C MQ L技术的作用机理,对比分析了C MQ L技术在车削㊁铣削及磨削加工中相对于微量润滑技术或低温技术在降低切削热㊁力及提高表面质量方面的效果,通过综述分析得出结论并展望C MQ L加工技术的发展前景,旨在为C MQ L技术基础研究和工程应用提供参考.1㊀低温微量润滑应用形式研究C MQ L技术在各种加工工艺(如车削㊁铣削㊁钻削㊁磨削)中的供给形式不同,所产生的效果也不相同.一般来说,切削加工中的低温/润滑介质是通过不同类型输运管道及其喷嘴以射流的方式喷射到切削区.介质供给形式主要分为两种:①介质通过外置刀具或工件附近的输运管道及喷嘴喷射(简称 外喷式 );②介质通过内置在035中国机械工程第33卷第5期2022年3月上半月Copyright©博看网. All Rights Reserved.刀具或刀柄中的输运管道及喷嘴喷射(简称 内喷式 ).目前,关于不同加工方式低温和润滑介质供给的研究集中在外喷式,因为不用改造机床就能实现.随着技术的发展,在铣削和钻削过程中,通过对机床主轴㊁刀柄和刀具进行内部结构改造,已实现低温或润滑介质内部供给,精确输送到切削区.对于车削,通过在刀柄内部设置通道,将低温介质引流至加工区域,进而实现集成化加工.1.1㊀C M Q L外喷式外喷式冷却是指低温和润滑介质通过外置输运管道及其喷嘴,在高压及一定距离和角度条件下,以射流的形式喷射到切削区域.每种加工方式均可使用L N2㊁L C O2和C A三种低温介质,典型应用如图1所示[14G16].外喷式冷却系统的优点在于结构简单㊁操作简便,只需将低温和润滑介质输运装置固定在机床相应位置,无需改造机床结构.常规单喷嘴存在冷却润滑介质难以完整覆盖刀具实际工作面的问题,为解决这一问题,P UGS A V E C等[17]设计了 多喷头指向式 射流喷射的结构,通过改变喷嘴数量和位置实现介质覆盖刀具有效工作面.目前新型供给装置是通过优化刀架结构实现,B I E R MA N N等[18]在刀架上安装了输送低温润滑介质的多管道嵌套装置,低温介质出口位于喷管尖端,MQ L出口位于喷管本体的中部,润滑油雾化微液滴到达喷管尖端后,受到低温射流的携带作用而混合,有效覆盖前后刀面.图1㊀三种低温介质典型加工应用形式[14G16]F i g.1㊀T h r e e t y p i c a l p r o c e s s i n g a p p l i c a t i o n s o f c r y o g e n i cm e d i u m[14G16]㊀㊀鉴于不同加工形式的特征,外喷式冷却更适用于车削和磨削.对于车削,内喷需在刀具体内设置通道,如在车刀刀刃附近开设通道,这会降低刀体强度,缩短刀具寿命,且车刀固定在刀架,外喷有利于低温介质有效覆盖刀面及切削刃.对于磨削,虽然已有内供液式砂轮,但不适合超低温介质,且内部结构改造复杂,成本高昂,没有实用价值,而砂轮高速旋转,外喷有利于将低温介质带入磨削界面,有效发挥换热作用.对于铣削,铣刀(立铣刀或盘铣刀)的切削刃或刀片均是间隔排布,高速旋转过程将产生气流场,显著降低外部介质的射流速度,导致进入切削区的有效流量率下降.对于钻削,钻孔空间封闭性强,低温射流难以有效进入,无法有效发挥冷却效果[19].铣削或钻削的加工特性及刀具的特殊结构决定了内喷式是最佳冷却方式.1.2㊀C M Q L内喷式内喷式冷却已逐渐成为铣削或钻削加工过程中冷却介质的主流供给形式.通过刀具㊁刀柄和机床主轴的内部结构改造,可以实现将低温润滑介质由内腔通道精确喷射到切削区,提高了介质利用率,实现定点定量冷却.以铣削为例,立铣刀中间设有内部供给通道,通道充分考虑了介质流动条件㊁切削刃与通道间的热阻以及刀体机械结构强度,如图2a所示.除了单直通道,内喷式立铣刀内通道结构还有双直通道(d o u b l es t r a i g h t c h a n n e l,D S C)和双螺旋通道(d o u b l e h e l i c a l c h a n n e l,D H C)两种[20],如图2b所示,其中,钻削过程常用双螺旋通道结构的钻头.内通道结构会对微液滴粒径分布产生明显影响,出口可以设置在不同的位置,以适应不同加工条件.例如,针对非难加工材料,出口可引导低温介质(L N2㊁L C O2)离开工件,以防止过度冷却而引起尺寸变化[21],如图2c所示;针对难加工材料,出口可引导低温介质喷到加工表面,增大降温幅度,保证零件表面完整性[20],如图2d所示;针对大切深加工,出口可设在铣刀端部,确保低温介质有效喷到切削界面[22],如图2e所示.对于L N2,润滑油无法溶于L N2并且在-196ħ下会凝结成固体,导致喷嘴堵塞,因此无法将冷却介质和润滑介质混合后通过一个喷嘴喷出.L N2通常通过内通道供给,微量润滑油通过外通道供给.L C O2或C A也可采用内外供给的形式.L C O2,尤其是超临界二氧化碳(s u p e r c r i t iGc a l c a r b o nd i o x i d e,s c C O2),相比于L N2的最大优势是对润滑油具有良好的溶解性,这使得135低温微量润滑加工技术研究进展与应用 刘明政㊀李长河㊀曹华军等Copyright©博看网. All Rights Reserved.(a)单直通道(b)双直通道和双螺旋通道㊀(c)背向喷射㊀㊀㊀(d)前向喷射㊀㊀(e)底部喷射图2㊀内喷式铣刀通道结构及喷射方式[21G22]F i g.2㊀T u n n e l s t r u c t u r e a n d j e tm o d e o f i n t e r n a lGj e tm i l l i n g c u t t e r[21G22]L C O2或s c C O2与微量润滑油混合后喷射到切削区成为可能.此外,L C O2和MQ L之间没有负相互作用.与s c C O2相比,L C O2更容易处理和获得,在机械加工领域应用更加广泛.G R G UGR A S等[23]对不同极性润滑油在L C O2中的溶解度㊁射流雾化后液滴粒径分布及刀具寿命进行了对比研究,结果表明非极性润滑油溶解度高,雾化后粒径均匀且相同切削参数下刀具寿命更长.B E R G S等[24]比较了两种输运方式下铣刀寿命,结果表明LC O2和微量润滑油混合后通过单通道喷射能够有效到达切削区起到冷却润滑作用,大幅延长铣刀寿命,如图3所示.使用L C O2作为冷却介质的新型C r y o∙t e c T M 铣刀为盘式结构[25],其刀柄内部设有两个同心通道,内层通道(绿色)输送L C O2,外层通道(红色)输送MQ L,实现L C O2和润滑介质分离,如图4所示.同心通道在主轴末端分裂成多个通道,指向各个刀片.在主轴高速旋转过程中从内部将冷却润滑介质喷射到切削区,极大提高了渗透率.然而,该方法需要改造机床结构以匹配适合安装刀柄的主轴.为实现不改造机床结构就能将低温介质输运到工作界面,内喷式刀柄转接装置应运而生.以铣刀为例,内喷式刀柄转接装置主要由刀柄主体和转接器组成,如图5a所示.刀柄主体实现机床主轴与铣刀的连接.转接器固定于主轴箱体上,轴承实现L N2通道与主轴相对转动.L N2从接图3㊀L C O2+M Q L两种供给方式的应用效果对比[24] F i g.3㊀C o m p a r i s o no f a p p l i c a t i o n e f f e c t o f t w ok i n d s o fL C O2+M Q Ls u p p l y m e t h o d s[24]图4㊀新型C r y o∙t e c T M铣刀内部结构[25]F i g.4㊀I n t e r n a l s t r u c t u r e o f n e wC r y o∙t e c T Mm i l l i n g c u t t e r[25]口流入刀柄主体内部的环形空腔中,通过铣刀的内部通道,从铣刀端部或者侧面喷出[26].盘铣刀同样也可在不改动主轴结构的基础上应用转接刀柄实现低温介质的输运[27],如图5b所示.针对内喷式刀柄转接装置的性能,李宽等[28]仿真分析了输运L N2条件下刀柄主体的温度场,结果显示覆盖聚四氟乙烯隔热层能有效保证轴承㊁锥形夹235中国机械工程第33卷第5期2022年3月上半月Copyright©博看网. All Rights Reserved.(a)内喷式立铣刀刀柄转接装置(b)内喷式盘铣刀刀柄转接装置图5㊀内喷式铣削刀柄转接装置[26G28]F i g.5㊀I n t e r n a l j e tm i l l i n g t o o l h o l d e r a d a p t e r[26G28]头正常工作.T A HMA S E B I等[22]采用流体动力学的方法探究了L N2输运过程的流动特性以及空化效应㊁隔热性能㊁喷嘴形状对输运效率的影响,结果表明改善隔热性能有助于将L N2输送到铣刀出口,提高冷却性能.相较于外喷式冷却,内喷式冷却具有精准㊁直接㊁高效的特点,并且装置整体集成度高,但内喷式冷却对相关装备(刀具内通道结构㊁刀柄隔热/密封性能及机床集成性)与低温介质输运/调控技术的要求高,实施难度大.具体表现为高压强制流动的低温介质严重影响主轴内部关键部件的结构和材料性能,进而降低隔热和动密封作用,导致低温介质泄漏与热损失,且难以避免超低温对主轴精度的影响.另外,从容器中释放后的L N2或L C O2会发生剧烈的相变过程,输运过程中难以维持低含气率,难以稳定流量㊁压力和温度.因此,开发性能稳定的内喷式刀柄㊁集成化低温介质输运机床结构以及介质调控系统已成为内喷式冷却应用亟待解决的科学问题.基于此,王永青等[29G30]提出了局限空间内定向导引与热阻强化的隔热方法,研制了确保L N2稳定输运的中空隔热主轴和刀柄,并发明了国内首台L N2内喷式加工机床C VM600以及L N CG100型独立式L N2流量调控装置,如图6所示.试验结果表明主轴隔热㊁密封性能良好,L N2输运稳定且调控精准度高.进一步,王永青等[31]探究了L N2内喷式主轴迷宫密封件的结构变形对密封性能的影响规律,结果显示,超低温环境下,密封件收缩变形导致迷宫密封间隙明显增加,-188ħ条件下L N2泄漏量是原来的2倍,密封性能降低.熊伟强等[32]提出了新型s c C O2+MQ L技术,发明了s c C O2复合喷雾系统及其专用喷嘴,并应用于难加工材料切削试验研究中.(a)液氮流量调控装置(b)液氮内喷式超低温冷却加工机床图6㊀内喷式超低温冷却加工机床及L N2调控装置[31] F i g.6㊀I n t e r n a l j e t i n j e c t i o n t y p e u l t r aGl o wt e m p e r a t u r e c o o l i n gp r o c e s s i n g m a c h i n e a n dL N2c o n t r o l d e v i c e[31]1.3㊀C M Q L装置类型及适应性不同切削形式的工作特征存在差别,如刀具结构㊁刀具运动形式,这就导致C MQ L装置对不同切削类型产生不同的适应性和冷却润滑效果.对C MQ L装置适用性的归纳总结如表1所示.335低温微量润滑加工技术研究进展与应用 刘明政㊀李长河㊀曹华军等Copyright©博看网. All Rights Reserved.表1㊀C M Q L 装置在不同加工形式下的适应性和效果T a b .1㊀A d ap t a b i l i t y a n d e f f e c t o fC M Q Ld e v i c e i nd i f f e r e n tm a c h i n i n g fo r m s 介质输运形式原理图应用介质适用方式应用效果外喷式分别通过外置单喷嘴喷射供给分别通过外置多喷嘴喷射供给低温介质和润滑油混合,通过单喷嘴或多喷嘴喷射供给L N 2+MQ L L C O 2+MQ L C A+MQ LL C O 2+MQ L C A+MQ L车削(连续性)铣削(间隔性)磨削(随机磨粒)㊀三种C MQ L 介质均适用于车削,多组外置喷嘴更有利于提高介质覆盖率.㊀高速旋转铣刀的间隔切削刃阻止C MQ L 介质有效进入切削区.㊀L N 2和L C O 2会导致润滑油在砂轮表面严重结冰,堵塞磨粒间隙,影响润滑效果;C A 更适合于磨削.内喷式低温介质通过刀柄内通道㊁MQ L 通过外置喷嘴喷射供给L N 2+MQL L C O 2+MQL 低温介质通过刀具内通道㊁MQ L 通过外置喷嘴喷射供给L N 2+MQL L C O 2+MQL 低温介质和润滑油非混合,各自通过刀具内通道喷射供给L C O 2+MQ L C A+MQ L低温介质和润滑油混合,通过单喷嘴喷射供给L C O 2+MQ L s c C O 2+MQL 车削(连续性)铣削(间隔性)㊀有利于低温介质有效渗透刀具与工件的接触界面,增加介质的覆盖面积.㊀适用于立铣刀,极大提高了低温介质渗透效果;高速旋转的铣刀仍然影响润滑油的渗透性.㊀适用于盘铣刀,极大提高了C MQ L 介质的渗透效果.㊀适用于立铣刀,极大提高了C MQ L 介质的渗透效果.2㊀低温微量润滑作用机理由于难加工金属材料的高强度和低导热性,其切削过程中复杂的热力作用是影响工件表面质量的主要原因.低温技术和MQ L (NMQ L )技术的工作原理完全不同,两者结合之后的冷却润滑机制会发生变化.C MQ L 可以通过改变工件材料的本构关系来影响热软化效应.C MQ L 对切削热㊁力及工件表面质量的影响规律是需要解决的科学问题.2.1㊀C M Q L 润滑机理微量润滑油(植物油)在高压高速气体携带作用下以气雾形式渗入切削区,通过极性基团吸附在刀具与切屑界面以及刀具与工件界面形成边界润滑膜,在一定程度上隔阻了刀具前刀面与切屑以及后刀面与工件界面的直接干摩擦.但在切削区高速㊁高温㊁高压条件下,润滑油黏度降低,油膜变得稀薄并发生破裂,无法完全覆盖工件表面的微沟槽.另外,超过临界温度后,润滑膜会出现解吸附现象,吸附膜失效,润滑性能下降,导致刀具与工件界面仍出现干摩擦,直至再次渗透浸润才能形成油膜,降低了润滑效果,进而影响了工件加工质量.对于C MQ L ,低温状态下的润滑油黏度大,油膜厚度可使摩擦面保持完全隔开的有效状态,承载能力较高,如图7a 所示;同时,低温介质使切削区温度维持在相对较低水平,不仅使润滑膜保持较高吸附性,还可避免高温导致油膜氧化失效,如图7b 所示[33].然而,低温会使微液滴表面张力和接触角出现一定程度的增大,引起油膜铺展面积减小,导致润滑油对刀具与工件界面毛细通道的渗透能力降低,对润滑能力产生一定影响,如图7c 所示.435 中国机械工程第33卷第5期2022年3月上半月Copyright ©博看网. All Rights Reserved.㊀㊀㊀㊀㊀(a)C MQ L和MQ L对黏度影响㊀㊀㊀㊀㊀㊀㊀(b)C MQ L和MQ L 对油膜活性影响(c)C MQ L和MQ L对液滴润湿性影响图7㊀C M Q L润滑机制[33]F i g.7㊀L u b r i c a t i o nm e c h a n i s mo fC M Q L[33]㊀㊀MQ L的润滑性能并非绝对随着环境温度降低而升高.润滑油存在凝点,当环境温度高于凝点时,微液滴黏度在低温环境中逐渐升高,起到有效润滑和承载作用;当环境温度下降到润滑油凝点之下后,微液滴会凝固成冰粒,完全丧失流动性,难以有效在刀具与工件界面形成润滑膜.为保持MQ L的润滑性能,低温介质和润滑介质的供给顺序十分重要:在浅冷条件下(温度高于凝点),可同时喷射两种介质;在深冷条件下(温度低于或远低于凝点),可先喷射润滑油,使其形成油膜,再喷射低温介质.这样即使温度过低,切削区温度仍可使油膜处于高黏度液态,防止结冰.2.2㊀C M Q L冷却机理C MQ L介质以射流的形式喷射到切削区,冷却润滑介质耦合作用下的叠加降温机制如图8所示.(1)在切削过程中,冷却介质与切削区的刀具和工件进行换热时,遵循以下对流换热公式:Q=h AΔT(1)式中,Q为切削热量,J;h为传热系数,J/(m2 K);A为换热面积,m2;ΔT为温差,K.由式(1)可知,热量大小与切削区温差成正比,温差越大,交换热量越多,冷却效果越明显.从换热角度,L N2温度范围为-196~-80ħ,与切削区高温形成巨大温差,降温效果最好,且对高速切图8㊀C M Q L叠加降温机制F i g.8㊀S u p e r p o s e d c o o l i n g m e c h a n i s mo fC M Q L 削过程中的高温环境起到明显降温作用;L C O2/ s c C O2温度范围为-78.5~-25ħ,适用于中等速度的切削过程;C A温度范围通常为-50~0ħ,并且温度可控,可以根据实际情况进行调整以控制切削区温度.高速流动的低温冷风有助于增大对流换热面积,进一步增强换热能力.低温环境有利于提高润滑膜生存能力,有效减轻刀具与工件间的摩擦,抑制加工热效应.另外,低温介质可能导致润滑油凝固,在切削区摩擦界面发生润滑油由固态到液态的相变过程,吸收一定热量[34].535低温微量润滑加工技术研究进展与应用 刘明政㊀李长河㊀曹华军等Copyright©博看网. All Rights Reserved.(2)界面高温会减小金属材料表面/亚表面晶粒位错密度和界面密度,降低对位错的阻碍,进而加快位错运动速度;会改变位错的运动方式,使位错可在水平和垂直方向上攀移,更容易绕过小尺寸障碍.另外,高温会引起原子间距增大,金属键变弱而易断裂,容易发生塑性变形[35].以上因素使金属材料纤维组织发生变化而引起热软化,导致摩擦加剧㊁切削热增加㊁切屑对刀具黏附作用加强,严重影响工件表面加工质量.切削过程中,工件表面硬度主要受加工硬化和温度影响.C MQ L 不仅可以冷却切削区域,还可以改变工件材料的性能,但低温和MQ L的影响机制并不相同. MQ L(NMQ L)通过润滑油膜降低工件与刀具间的摩擦热,使工件材料对刀具黏合力减小,松弛黏附可以显著抑制工件塑性变形,减小加工硬化[36].低温通过改变材料本构关系,使工件材料的晶粒变得细化和致密,抑制热软化,但可能存在过度硬化现象,即低温是通过影响材料的本构关系而从能量的本质上降低切削热.因此,应合理选用低温介质,使工件维持合适硬度,有效减小材料的断裂应变,进而降低断裂应变能.例如,对于中/低碳钢,可选用冷风浅冷辅助;对于钛合金㊁镍基合金等难加工材料,可选用L C O2或L N2深冷辅助. (3)在切削区被移除的热量中,除了低温介质强化换热移除的大部分热量外,还有一部分热量被润滑油的沸腾换热作用所移除[37].沸腾换热过程可以分为自然对流换热㊁核态沸腾换热㊁过渡沸腾换热以及膜态沸腾换热4个阶段,如图9所示[38].前两个阶段称为成核阶段,后两个阶段称为成膜阶段.在成核阶段,热导率随温度升高而增大,超过临界温度后到达成膜阶段,热导率迅速减小,进而换热效果显著降低.Z H A N G等[38]研图9㊀不同工况沸腾换热机制对传热系数的影响[38]F i g.9㊀I n f l u e n c e o f b o i l i n g h e a t t r a n s f e rm e c h a n i s mo n h e a t t r a n s f e r c o e f f i c i e n t u n d e r d i f f e r e n t c o n d i t i o n s[38]究了NMQ L辅助磨削T iG6A lG4V过程中引入C A对传热系数的影响,结果表明NMQ L单独使用时降温能力有限,切削区温度超过临界温度,而C A+NMQ L可以有效降低切削区温度,相较于NMQ L下降了31.6%,温度阈值低于成核成膜的临界温度,因而润滑油传热系数提高了50.1%,大幅增强了换热能力.2.3㊀C M Q L对切削力影响机理切削过程中使用MQ L(NMQ L)可明显减小切削力,这是因为极性油雾颗粒吸附在刀具与工件界面形成一层物理膜,起到润滑和承载作用.在润滑油中添加的纳米粒子,如M o S2㊁碳纳米管㊁A l2O3等,进入刀具与工件界面起到 滚珠 作用,以滚动摩擦代替原本的滑动摩擦,可有效减小切削力.低温介质(L N2㊁L C O2㊁C A)对刀具与工件界面的不同冷却程度会对切向力(主切削力)㊁轴向力(进给力)㊁径向力(背向力)的变化趋势产生不同影响.低温介质通常是喷射到前刀面㊁后刀面或同时喷到两者之上.以车削过程L N2冷却为例,喷到前刀面可降低刀具与切屑间的黏附作用从而减小摩擦力,但L N2的深冷作用会使工件产生一定程度硬化,使得克服材料变形难度增加,导致切削力增大[39].材料硬化和减小摩擦的竞争关系影响低温加工过程中切削力的变化趋势,这与工件的冷却程度直接相关.L N2在前刀面与切屑间隙的喷射深度影响工件冷却程度[40G41].对于图10a所示的工况一, L N2直接喷射到切屑根部,冷却程度高,使工件材料硬度变大.虽然L N2可以减小摩擦力,但减小幅度小于工件深冷硬化后切削力增大幅度,因而主切削力增大.L N2单独喷射在后刀面或前刀面上时,相较于干切削,进给力分别下降2.3%㊁9.5%,表明摩擦力减小量大于切削力增大量; L N2同时喷前后刀面时,深冷作用使材料去除难度增加,切削力增大量大于摩擦力减小量,因此相比单独喷射前刀面,进给力增大,但幅度不大,只有1.7%.径向力增大是因为L N2使工件局部硬度增大,温度越低,硬化程度越高,径向力越大.对于工况二,如图10b所示,L N2在前刀面喷射位置距离切屑根部相对较远,工件表面硬化程度低,所以材料去除对切削力的影响较小.此时,L N2喷射位置对工件与刀具界面摩擦力的影响将直接决定切削力变化.以主切削力为例,不同切削参数下,相较于干切削,同时喷射前后刀面的主切削力均减小,最大减幅为8.1%;只喷射前635中国机械工程第33卷第5期2022年3月上半月Copyright©博看网. All Rights Reserved.。
mql微量润滑系统专用油质量标准

mql微量润滑系统专用油质量标准下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!MQL微量润滑系统专用油质量标准概述微量润滑系统(MQL)专用油在机械加工领域具有重要作用,保证了设备的顺畅运转和加工质量。
准干式切削(Near Dry Machining)和微量润滑系统(MQL)

准干式切削(Near Dry Machining)和微量润滑系统(MQL)定义,概念:准干式切削:是相对干式切削和湿式切削而言的,是在切削刀具的切削刃上喷上一层润滑油,切削加工的时候,润滑油在刀具和工件间形成一层油膜,保护刀具和工件,避免热量产生,提高工件加工精度,特别是在精密加工中。
微量润滑系统:简单的说就是精密控制油量的喷油装置,通常分为外喷油和内喷油装置。
外喷油装置是润滑油和压缩空气分别独立调节,压缩空气在喷嘴出口处将润滑油通过高速气流吹向切削刀刃,实现润滑作用。
一冷风射流喷雾冷却的机理切削液在金属切削中主要起两个作用,一是润滑作用;二是冷却作用。
切削液能否充分发挥有效的润滑作用,其渗透能力强弱是一个重要的因素。
常规的浇注式切削液在切削加工中的渗透以液体渗透和气体渗透两种方式进行:浇注的液体渗透效率较低,在高速切削时效率更低;气体渗透是由于浇注在切屑表面裂纹中的液体随着切削温度的上升发生汽化而向前刀面进行渗透的。
试验证明,常规切削液的渗透能力不强,能够被汽化的液体量很少,使润滑效果受到限制。
而冷风射流喷雾冷却形成的两相流体,能够弥补切削液渗透能力的不足。
气液两相流体喷射到切削区时,有较高的速度,动能较大,因此渗透能力较强。
此外,在气液两相射流中微量液体的尺寸很小,遇到温度较高的金属极易汽化,可从多个方面向刀具前刀面渗透。
虽然射流中的液体量很少,但被汽化的部分则比连续浇注切削液时多,因而润滑效果较好。
在金属加工中切削热主要来源于金属的塑性变形,切削区的冷却过程就是固体与流体之间的传热过程。
由于流体与固体分子之间的吸引力和流体粘度作用,在固体表面就有一个流体滞流层,从而增加了热阻。
滞流层越厚,热阻越大,而滞流层的厚度主要取决于流体的流动性即粘度。
粘度小的流体冷却效果比粘度大的流体冷却效果好。
气液两相流体喷出时,体积骤然膨胀对外做功,消耗了内能,可使温度降低10℃左右。
冷风射流喷雾冷却中两相流体有较高的速度,能够及时将铁屑冲走,并带走大量的热量,进一步增强了降温效果。
机床微量润滑系统

机床微量润滑系统作者:李超高坤来源:《中国科技博览》2016年第29期[摘要]目前,环境、资源、人口成为世界面临的三大主要问题,全球环境的恶化程度与日剧增,正在对人类社会的生存与发展造成严重威胁。
制造业一方面是创造人类财富的支柱产业,但同时又是环境污染的主要源头。
传统的机床润滑液冷却方式已不能适应发展潮流,微量润滑系统作为一种绿色加工技术将大有可为。
[关键词]机床冷却微量润滑 MQL中图分类号:TM145 文献标识码:A 文章编号:1009-914X(2016)29-0066-02目前,环境、资源、人口成为世界面临的三大主要问题,全球环境的恶化程度与日剧增,正在对人类社会的生存与发展造成严重威胁。
制造业一方面是创造人类财富的支柱产业,但同时又是环境污染的主要源头。
随着人类环保意识的提高以及各国陆续推出的各项切削液的限制政策,“绿色制造技术”、“环境无害技术”、“清洁生产”、“工业生态学”等既可满足生产需要,又合理使用资源的观念日益引起人们的重视。
制造过程的绿色化,也成为当今各国竞相研究的焦点问题。
机床冷却在机械加工中是机床不可或缺的组成部分。
实践证明,工件在加工时温度每变化1度,在1米范围内将产生几微米的变化,工件进行高速切削时产生的铁屑温度高达几百度,为了避免这些高温铁屑落到工件表面对工件局部造成的变形影响,同时避免高温对刀具产生影响,需要对这些切削区域进行急速降温,我们一般采取的措施是冷却液,也叫切削液的方式。
1 现有机床冷却1.1 现有机床冷却介绍现有机床工件冷却系统是由泵、管路系统、喷嘴等组成。
切削液由泵送出经喷嘴以一定的流速、流量浇到切削区,进行冷却。
在切屑容器内被分离后,又回到供液箱。
该方法装置简单,在生产中应用最为广泛。
1.2 现有机床冷却的弊端①增加了制造成本据德国的很多公司的统计资料表明,使用切削液的用度占总制造成本的15%~17% ,而刀具消耗的用度仅占制造成本的2%~4%。
MQL加工的微量冷却润滑系统_裴宏杰

M Q L加工的微量冷却润滑系统裴宏杰,张春燕,张巍巍,林立峰,王贵成(江苏大学精密工程研究所,江苏镇江 212013)摘要:针对大量浇注式传统切削冷却润滑存在的主要问题,提出并构建了由供液系统、切削液和雾液回收装置所组成的适用于MQL加工的微量切削液冷却润滑系统,并阐述了微量冷却润滑系统对机床、工具系统和刀具兼容性的要求,为制造微量切削液冷却润滑系统和实施MQ L加工工艺提供了理论和工程依据。
关键词:机械加工;MQL;切削液;微量冷却润滑系统中图分类号:TH16 文献标识码:A 文章编号:1672-1616(2007)19-0136-03 在传统的机械加工中,通常采取大量浇注式切削液供给方式,以实现降低切削温度,冲刷切屑,防止生锈,延长刀具寿命,进而保证和提高加工质量,但是切削液的大量使用却增加了制造成本。
有关研究表明,在工件总的加工成本中,切削液费用约占7%~17%,而刀具的成本仅占2%~4%。
大量浇注式传统切削液供给方式造成了机械加工现场环境的不断恶化,尤其是未经处理的切削液会污染土地和水源,破坏生态环境;切削液与人体直接接触,受热挥发,形成烟雾,会使操作人员的皮肤、呼吸道和肺部等出现诸多疾病。
近年来,美国金属加工液年消耗量的净油(约占总量的30%~40%)和水基浓缩液(约占总量的60%)在3.79×108~5.30×108L左右,若按溶解油、化学和半化学浓缩液稀释后的量算,年总消耗量约为1.21×1010L,其中60%~70%用于切削加工,其余用于成形加工。
西欧金属加工液总需求大约在3.6×105t,其中2×105t为切削液[1]。
基于这种背景,切削液的使用问题倍受国内外机械工程专家和学者们的高度关注。
“少”“无”切削液加工技术随之产生。
“无”切削液加工,如干切削[2,3]等,由于其自身的特点,其应用受到一定的限制。
“少”切削液加工,如MQL(M inimum Quan-tity Lubrication)[4~7]、NDM(Near Dry Machin-ing)[8]、SDM(Semi-Dry Machining)[9]等,其应用范围越来越宽广。
低温微量润滑技术及其作用机理研究_戚宝运

低温微量润滑技术及其作用机理研究
戚宝运, 何
戚宝运
宁, 李
亮, 赵
威, 卞
荣
( 南京航空航天大学 机电学院, 南京 210016 )
摘
要: 随着高效绿色切削技术的发展, 低温微量润滑技术应运而生。它是在微量润滑的基础上结 合低温冷风发展而来。文中简要介绍了低温微量润滑技术及其切削性能 。低温微量润滑技术体现
油的用量。因此, 低温 MQL 切削时润滑油的选择要 综合考虑润滑油在低温时的特性, 如粘度、 表面张 倾 点 等, 选择合适的润滑油及其用量对低温 力、 MQL 切削至关重要。 2 微量润滑技术的渗透机理
图3
Байду номын сангаас
Godlevskiy V A 单个毛细管模型
国内也有学者进行了这方面的研究, 哈尔滨工 业大学的韩荣第教授及其课题组对水蒸气作绿色冷 却润滑剂的作用机理作了研究, 证实了在切屑沿前 前刀面与切屑底面的滑擦和耕 刀面流出的过程中, 犁作用使刀屑接触区形成了大量的毛细管, 通过虹 吸作用, 使切削液渗透到切削区, 如图 4 所示。同时 比较了切削液以流体及蒸气形式的渗透时间 , 结果 表明, 切削液以较小直径的雾粒形式可以更迅速渗 [ 12 ] 透至加工表面 。
[ 8]
。另外, 降低冷风温度同样可以提高冷
却润滑效果, 但是, 过低的温度一方面会影响润滑油 的性能, 另一方面会导致刀具产生热裂纹从而加速 刀具磨损。因此, 在应用低温 MQL 切削时应适宜控 制冷风的温度和压力。通常冷风气压在 0. 4 MPa ~ 0. 6 MPa, 温度在 - 10 ℃ ~ - 30 ℃ 左右。 1. 2 微量润滑油 MQL 加工 为了尽量减小对环境和人体的影响, 要求油剂应具有生物降解性、 氧化安定性、 切削性 能、 雾化特性等性能, 其绿色润滑剂的基础油有合成 酯、 植物性切削油、 聚 α烯烃 ( PAO ) 和聚乙二醇等。 由于植物油基切削液呈两极分子结构, 对金属表面 具有很强的化学亲和力, 可以形成一层厚厚的、 结 实、 耐久的润滑薄膜, 其润滑效果比矿物油基切削液 要好。另外, 植物油的粘温指数高, 能保证其在操作 温度范围内具有稳定的润滑特性。 随着温度的降 植物油的液态流动性要比矿物油好 , 有利于切屑 低,
最小量润滑技术,mql

最小量润滑切削加工技术发展及应用机制12-1 周禾润22(黑龙江科技大学,哈尔滨 150000)摘要:近年来,我国刀具材料不断发展与完善,极大提高了可承受的切削温度。
如果能够完好地配合加工方法、加工材料以及刀具性能等,选择干切削加工方法较为简便,但是也要考虑到,由于没有使用切削液,也具有一定不利之处,例如:增大了摩擦因素,进而切削阻力增加,降低加工效率;不能实现热交换,温度升高速度快,加工零件的精确度受到限制。
因此,为了改善这一实际问题,再加上考虑到环保问题,确保润滑性能与冷却性能,应尽量选用最小量润滑技术,即准干式切削方法。
通过应用最小量润滑加工技术,减少了供给切削液的数量,因此就对切削液提出了较高的要求,必须保证以最少剂量发挥最大的效果,满足高效、节能环保目标。
关键词:MQL;切削液;供液系统;切屑;刀具特点;技术改造1 引言切削加工中一直试图减少切削液的用量,甚至完全不用。
由于切削液处理只过滤掉尺寸比0.03mm大的杂质,因此,每排放1000L乳化液平均要付约9分钱的排污费,这对于大批量生产是一个不小的负担。
如在汽车传动箱壳体的加工中,每个工件分担的排污费约40分,这相当于全部刀具费用的30%~40%。
此外切削液对人身体也是有很大的危害,因此欧盟等世界各国相继对切削液给出了环保标准,并推行绿色加工技术。
具有代表性的绿色加工技术有:绿色湿式切削(生物稳定型切削液、水蒸汽冷却、绿色切削液)、干式切削(包括干切削、气体射流、低温冷风切削、低温液氮冷却切削)、以及亚干式切削(微量润滑MQL、微量冷却润滑Minimum Quantity Cooling Lubrication MQCL、低温微量润滑)等。
然而,不采用任何辅助手段的纯干切削,又在刀具磨损、冷却、断屑、零件表面加工质量等方面存在缺陷。
一个折中的方案就是应用MQL(最小量润滑)的技术。
于是,采用少切削液(微量润滑)的对环境友好的低成本的绿色加工技术,已经成为当前各国推广的一个趋势。
低温冷风MQL技术中微量润滑机理研究(完整版)

低温冷风MQL技术中微量润滑机理研究黄伟(西安石油大学机械工程学院,陕西西安 710065)【摘要】本文主要分别讲述了纵向毛细形成的原因是刀具表面不平整引起的犁耕作用;横向毛细管形成的原因是硬质点嵌入切屑中在与刀具的相对滑动中撕裂切屑形成横向缝隙。
在此模型的基础上总结了低温MQL的润滑机理,并通过实验数据验证润滑油膜的存在。
关键词润滑机理;毛细管模型;润滑模型0 引言常规的微润滑(MQL)技术在切削难加工材料时,切削区的温度过高使刀具表面的润滑膜失去了润滑效果,造成刀具剧烈磨损。
若采用有效的降温手段,使切削区达到-10~-40℃,可以进一步提高MQL的润滑效果,并且能够有效减轻高温摩擦对刀具产生的剧烈磨损。
低温冷风微量润滑技术通过降低压缩气体的温度,一方面提高切削区换热的强度,改善换热效果;另一方面,换热效果的提高又可以使润滑液滴形成的润滑膜进一步保持润滑能力,从而降低刀具磨损,提高加工质量。
但是目前该项技术还存在不少问题:(1)使用低温冷风MQL技术时如何能够保证切削区的温度,达到设计要求的-10~-40℃;(2)微量润滑液的润滑机理不明,是否有润滑油膜的产生;(3)对风冷切削技术缺乏系统性的试验研究,对一系列技术参数没有量化和优化。
1 低温冷风MQL润滑机理根据纵横交错毛细管模型,本研究进行了流场模拟和雾化实验观测,总结描述出低温MQL油膜的形成过程。
如图1所示,在切削过程中切削变形区摩擦界面上由于强大的挤压及剪切应力和切削刃处的不平整,沿着切屑的流出方向会产生纵向主毛细管,而横向的毛细管[1]是由于在冶炼中以及挤压和剪切应力作用下,产生的小的硬质点,由于挤压作用硬质点会嵌在切屑内部(图1a),刀-屑相对运动中,硬质点会使切屑接触面上形成空隙(图1b),硬质点在摩擦力作用下逐渐扩大形成毛细管(图1c),如果有积屑瘤的存在,则整个毛细管会更加清晰。
从整个过程来看,毛细管内部为真空,当其一端与大气相通时外界气体和高速细粒润滑油快速填充,在继续的相对运动中,有外部的高压微量润滑液与毛细管中的润滑液持续补充,与此同时,翘曲切屑与刀体之间也会存在缝隙,润滑液颗粒,会在高压下持续进入缝隙中,从而形成了局部类油楔的边界润滑模型(图1d)。
201603_-MQL_微量润滑介绍

Motivation for MQL
Flood cooling still a seminal technology ?
• High costs for buying, reprocessing and waste management of coolant
Workpiece costs Coolant
Lubrication Technology
A complete range of central lubrication technology for a wide range of industrial equipment and systems. Modular distribution systems, pumps and controls for serial production or customized solutions. Minimal quantity lubrication systems for metal cutting.
Motivation for MQL
Flood cooling still a seminal technology ?
•
High costs for cleaning and reprocessing of chips and workpiece Damage of machinery and contamination of environment due to diversion
•
Generation of oil mist (aerosol) before the spindle
•
Supply of aerosol through rotating spindle
•
MQL 中文版

1 钛合金制造—微量润滑-MQL(近干切削-NDM)1.1微量润滑-MQL (近干切削-NDM)1.1.1概述切削加工中一直试图减少切削液的用量,甚至完全不用。
由于切削液处理只过滤掉尺寸比0.03mm大的杂质,因此,每排放1000L乳化液平均要付约9分钱的排污费,这对于大批量生产是一个不小的负担。
如在汽车传动箱壳体的加工中,每个工件分担的排污费约40分,这相当于全部刀具费用的30%~40%。
此外切削液对人身体也是有很大的危害,因此欧盟等世界各国相继对切削液给出了环保标准,并推行绿色加工技术。
具有代表性的绿色加工技术有:绿色湿式切削(生物稳定型切削液、水蒸汽冷却、绿色切削液)、干式切削(包括干切削、气体射流、低温冷风切削、低温液氮冷却切削)、以及亚干式切削(微量润滑MQL、微量冷却润滑Minimum Quantity Cooling Lubrication MQCL、低温微量润滑)等[1-3]。
然而,不采用任何辅助手段的纯干切削,又在刀具磨损、冷却、断屑、零件表面加工质量等方面存在缺陷。
一个折中的方案就是应用MQL(最小量润滑)的技术。
于是,采用少切削液(微量润滑)的对环境友好的低成本的绿色加工技术,已经成为当前各国推广的一个趋势。
在德国,MQL装置近几年来每年有15000套的市场,而且还将进一步增加。
微量润滑MQL(Minimum/Minimal Quantity Lubricant/Lubrication,Microlubrica- tion)将压缩气体与极微量润滑油混合气化后,喷射(喷雾)到加工区,对刀具和工件之间的加工部位进行有效润滑的一种方法。
而采用这种润滑方式的切削又称为半干切削(Semi Dry Machining)、近干切削NDM(Near Dry Machining)、准干式切削、亚干式切削、MMKS ( Minimalmengen- Kühlschmierung)。
微量润滑技术是把压缩的气液两相流体喷出时,体积骤然膨胀对外做功,消耗了内能,可以使常温的气液温度降低10°C左右;高速喷射的分子级细微的润滑油在刀具刃部和工件上的瞬间渗透力和附着力,超过目前所知的一切冷却液和润滑液,大大减小了刀具和工件间的相互作用力,最大限度地减少了加工产生的热量;再由于两相流体有较高的速度,能及时充分地冲走碎屑,带走加工产生的热量。
(MQL)微量润滑油冷却的好处
“最少量润滑剂”加工我们一直都通过在散热器中填充冷却液而保持轿车冷却。
在制造业中也适合实施同样的处理,其中经常采用冷却液来解决机床、刀具和工件热稳定性问题,同时还用它来排屑。
但是冷却液是否对每个加工过程都一样是必须的?在一个加工过程的寿命周期操作成本中,冷却液成本大约占15%。
这种成本不断上升。
它包括与采购、过滤、分离、处置以及EPA(美国环保局)记录保存等有关的成本。
冷却液处置的成本已经高出其初始成本,并且这种成本还在继续上升。
对于冷却液的使用、处置和劳动保护,人们正在酝酿更加严格的法规。
因此,湿式加工中的冷却液是一个严峻的经济问题。
采用“最少量润滑剂”加工,或称MQL,正作为一种节省成本和符合环保要求的加工过程而替代某些湿加工过程。
MQL可以大大降低冷却液成本,同时保护工人和环境。
它还可以改善刀具寿命和表面粗糙度--尽管刀具寿命通常是应用湿加工方式所考虑的原因。
MQL可以保证更好的寿命,原因有二:(1)对于给定操作可以规定润滑的最佳浓度,(2)消除切削液中悬浮的硅粒子污染。
MQL加工过程适合铸铁,也适合铝加工。
加工中所涉及的几个关键包括精密控制润滑剂混合系统、维持热稳定性、选择合适的切削刀具和排屑等。
润滑剂的控制对所配置的润滑剂量进行控制是很重要的,因为不同的过程需要不同的润滑量。
例如,铣削是一种表面操作,它需要最少量润滑。
深孔钻削是一种需要不同润滑水准的操作。
而对于攻丝和螺纹切削操作需要第三等级的润滑,因为其表面压力高。
MQL混合系统的目的是提供精确量的悬浮微粒。
也就是说,悬浮微粒的直径被保持到精确公差范围内以保持最佳加湿和润滑属性。
在针对MQL设计的机床中,润滑性可以用零件程序中改变悬浮微粒的量和持续时间的参数加以控制。
早期以这种方式采用油气混合物的尝试失败了,因为在高速情况下会出现油气分离现象。
但是,新的系统已经被证明在维持润滑性方面如湿加工一样有效。
一个实例是Cross Hüller的“Specht Duo”,一种建造用于湿式或MQL操作的两主轴CNC生产模块,其中带有精密分配系统。
CNC机床用微量润滑

CNC机床用微量润滑系统,多年来我司技术团队一直致力于CA-MQL超低温CNC 机床用微量润滑系统及风冷干式切削等产品的研发生产与工业化应用推广,三艾MQLCNC机床用微量润滑系统有效实现准干式切削加工为企业降能降耗,提升产品品质。
CNC机床用微量润滑系统主要应用于CNC车削加工场合。
为各大企业提供完整的解决方案,利用空气高效清洁的特性帮助企业解决生产中遇到干式切削难题,达到提搞生产效率、节能降耗,保护环境,保护人身安全的目的什么是微量润滑(MQL)>>微量润滑也叫做最小量润滑,英文为Minimal Quantity Lubrication(MQL),是一种金属加工的润滑方式,即半干式切削,指将压缩气体( 空气、氮气、二氧化碳等) 与极微量的润滑油混合汽化后,形成微米级的液滴,喷射到加工区进行有效润滑的一种切削加工方法。
切削液的用量一般仅为0.02~0.4L/h,可有效减小刀具与工件、刀具与切屑之间的摩擦,防止粘结,延长刀具寿命,提高加工表面质量。
什么是超低温微量润滑(CA-MQL)>>所谓的低温微量润滑(CA-MQL)是指采用空气涡流技术将压缩空气降温至0至-15度,再将冷气(压缩空气)与切削油液混合后喷出,一方面提高切削区换热的强度,改善换热效果,更有效的降温冷却;另一方面,换热效果的提高又可以使润滑油雾形成的润滑膜进一步保持润滑能力,从而达到降温冷却润滑的双重目的。
低温微量润滑能有效降低机加工刀具的温度,并产生润滑效果,提高刀具使用寿命,增加工件表面质量,干式切削得以真正实现,并且无油雾产生不会污染环境。
低温CA-MQL微量润滑优势>>1、0 至-15 度冷空气,有效持续降低刀具温度2、超低温冷气+ 油雾,有效润滑刀具与工件3、节约加工成本,只需极少切削油即可(0.02-0.4/ 小时耗油量)4、不会产生大量挥发油雾,解决传统微量润滑油雾对环境和人体的伤害5、解决纯气冷加工无法满足润滑的要求6、环保节能,解决企业切削液环境污染问题7、无需用电,采用空气涡流技术将压缩空气降温至零下-15度PMP型>>1、0 至-15 度冷空气2、根据使用要求MQL微量润滑及CA-MQL低温微润可随意切换3、自带主动精密给油系统,极小微量可控(0.02-0.2/每小时耗油量4、无油雾产生,保护作业环境-S单喷头-D双喷头PMPM型>>1、安装方便,使用成本低2、自带主动精密给油系统,极小微量可控(0.02-0.2/每小时耗油量4、0 至-15 度冷空气5、MQL微量润滑及CA-MQL低温微润随意切换-S单喷头-D双喷头VAC型>>1、0 至-15 度冷空气2、自吸式,无需维护3、切削油液微量可控(0.03-0.4/每小时耗油量4、可使用水性切削液或纯水,使用成本低5、MQL微量润滑及CA-MQL低温微润随意切换-S单喷头-D双喷头VACS型>>1、-15至-30 度冷空气2、自吸式,无需维护3、切削油液微量可控(0.03-0.4/每小时耗油量4、可使用水性切削液或纯水,使用成本低-S单喷头-D双喷头涡流冷风枪干式切削>>SUNAIR冷却枪集成了高性能的涡流管,压缩空气从入口1进入,压缩空气变成冷热两股气流,热空气从排气口3排出,冷气流从万向软管4排出,可通过外置调节阀2进行调节,冷气从万向管喷出直接指向需冷却的部位,立即冷却发热部件,冷却枪带一个磁性基座5,非常易于安装,而且非常轻便。
微量润滑的特点
维克森(北京)科技有限公司VICSEN(BEIJING)TECHNOLOGY CO.,LTD.设备润滑专家微量润滑的特点微量润滑MQL技术融合了干式切削与传统湿式切削两者的优点:一方面,MQL将切削液的用量降低到极微量的程度,不仅显著降低切削液的使用成本,而且通过使用自然降解性高的合成酯类作为润滑剂,最大限度地降低了切削液对环境和人体的危害;另一方面,与干式切削相比,MQL由于引入了冷却润滑介质,使得切削过程的冷却润滑条件大大改善,刀具、工件和切屑之间的磨损显著减小,有助于降低切削力、切削温度和刀具的磨损。
这种切削技术也称为半干式切削,在二十一世纪以绿色环保为主题的影响下有着很大前景。
具体优势及产生的效益如下:经济效益1、微量润滑装置取代冷却液润滑系统后,可以省去切削液回收装置;2、使用极其少量的润滑油,形象的说,一个班按8小时计算,所消耗的油量约为一次性杯子大小;3、提升进给量,提高了工件加工生产效率,加工时间缩短约20-70%;4、延长刀具寿命2—3倍;5、提高了加工工件的表面精度;环境效益:微量润滑装置取代冷却液润滑系统后,不再有废液的排放,符合国家提倡的节能、降耗、减排的要求,实现对环境的友好,再也不用为对环境不友好所引发的各种社会问题而担忧。
维克森(北京)科技有限公司是服务于中国工矿企业设备润滑领域的专业化公司。
公司主要引进国外先进设备和仪器,共同服务于中国企业。
公司致力于为国内企业提供专业化的设备润滑相关的产品和服务,帮助企业以高的性价比解决设备润滑方面的技术难题。
公司经营的产品包括各种集中润滑设备、微量润滑设备、润滑油检测仪器、润滑油净化设备等。
公司拥有国内权威的专家队伍和技术服务人员,国外的合作伙伴来自美国、德国、意大利、印度、韩国等多个国家。
公司的产品在国内大中型企业用户中获得广泛好评。
公司拥有完善的客服机制,并已经与国内各行业的权威技术组织机构合作举办大型的技术交流会议,多次举办各类培训会议,经常为国内大型企业提供内部技术培训服务。
绿色切削中的微量润滑技术
绿色切削中的微量润滑技术摘要:综述了MQL(微量润滑)技术的国内外研究现状,提出了MQL技术进一步推广应注意的关键性问题。
探讨了MQL技术的发展趋势,指出绿色制造技术已经取得了一定进展,微量润滑技术也因为其环保特性逐渐被认可。
1 微量润滑(MQL)技术当前,环境、资源、人口成为世界面临的三大主要问题,全球环境的恶化程度与日剧增,正在对人类社会的生存与发展造成严重威胁。
制造业在将制造资源转变为产品的过程中产生大量废弃物,形成制造业对环境的主要污染源。
由于制造业量大面广,因而对环境的总体影响很大。
可以说,制造业一方面是创造人类财富的支柱产业,但同时又是环境污染的主要源头。
随着人类环保意识的提高以及各国陆续推出的各项切削液的限制政策,“绿色制造技术”、“环境无害技术”、“清洁生产”、“工业生态学”等既可满足生产需要,又合理使用资源的名词日益引起人们的重视。
制造过程的绿色化,也成为当今各国竞相研究的焦点。
微量润滑技术——MQL(Minimal Quantity Lubri—cation)是在压缩气体中混入微量的无公害油雾,代替大量切削液对切削点实施冷却润滑。
MQL是一种有效的绿色制造技术,切削液以高速雾粒供给,增加了润滑剂的渗透性,提高了冷却润滑效果,改善了工件的表面加工质量;使用切削液的量仅为传统切削液用量的万分之一,从而大大降低了冷却液成本,使切削区域外的刀具、工件和切屑保持干燥,避免了处理废液的难题;MQL可以根据工况规定润滑的最佳浓度,而且消除了切削液中悬浮的硅粒子污染,改善了工人的工作环境;MQL系统简单、占地小,易于安装在各种类型的机床上。
2 微量润滑技术的作用机理机械加工过程中,刀具和金属接触表面会产生高温,而在传统切削液的冷却作用下,高热固体金属会急速冷化产生淬火效应,金属表面会产生淬火马氏体组织,使金属变硬的同时脆性增强。
由于淬火反应的强烈程度与温差成正比,而提高生产速度会使刀具温度更高,所以提高生产速度将产生强的淬火效应导致刀具寿命降低。
先进制造—微量润滑技术

先进制造微量润滑加工技术在金属切削加工过程中,通常都要使用切削液。
切削液在切削加工中主要起冷却、润滑、排屑和防锈的作用,有助于提高刀具耐用度,减少工件热变形,保证工件已加工表面质量等。
但是切削液的大量使用也造成了很多负面影响,不仅导致生产成本大大增加,还给环境和人体健康带来了巨大的潜在危害。
据有关统计数据表明:与切削液有关的费用相当于全部制造费用的7~17%,而工具费用仅占2~4%。
面对降低生产成本,改善生产条件和实施可持续发展对环境保护的要求,更迫于有关法律的压力,合理利用制造资源、废弃物少、环境污染小、安全性高、可进行良性循环的“绿色切削”技术是新时期机械制造技术领域的主要发展趋势之一。
其中微量润滑(Minimum Quantity Lubrication,简称MQL)技术是一种具有极大发展潜力和广阔应用前景的绿色加工技术。
MQL的概念和优点微量润滑技术亦称为半干式切削或准干式切削,是将压缩气体(空气、氮气、二氧化碳等)与极微量的润滑油混合汽化后,形成微米级的液滴,喷射到加工区进行有效润滑的一种切削加工方法。
微量润滑的主要作用是润滑,借此起到减小摩擦、降低切削热和改善切屑的流动。
切削液的用量一般仅为0.03~0.2L/h(传统湿法切削的用量为20~100L/min),可有效减小刀具与工件、刀具与切屑之间的摩擦,防止粘结,延长刀具寿命,提高加工表面质量。
MQL切削技术大大降低了冷却液成本,使切削区域外的刀具、工件和切屑保持干燥,改善了工作环境,避免了处理废液的难题,应用优势明显,适用范围广阔,国内外关于MQL的研究包含了几乎所有的切削工艺,如钻削、铣削、车削和磨削等。
MQL的方式微量润滑技术主要包括气雾外部润滑和气雾内部冷却两种方式。
①气雾外部润滑方式:将切削液送人高压喷射系统并与气体混合雾化,然后通过一个或多头喷嘴将雾滴尺寸达毫、微米级的气雾喷射到加工刀具表面,对刀具进行冷却和润滑;②气雾内冷却方式:通过主轴和刀具中的孔道直接将冷却气雾送至切削区域,进行冷却和润滑。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Slide 1
Vectolub applications
Vectolub微量润滑系统的应用
2013-06-02 ©SKF Willy Vogel AG
Slide 2
Summary 概述
1) Applications :应用 - Vectolub – lubrication on stamping press冲压 - External lubrication on a milling machine铣床外置式润滑 - On board Vectolub unit – aeronautic industry 航空工业机身Vectolub装置
1个用来吹走切屑的喷嘴 - 7公斤
4个120度的扇型喷油嘴
2013-06-02 ©SKF Willy Vogel AG
Slide 14
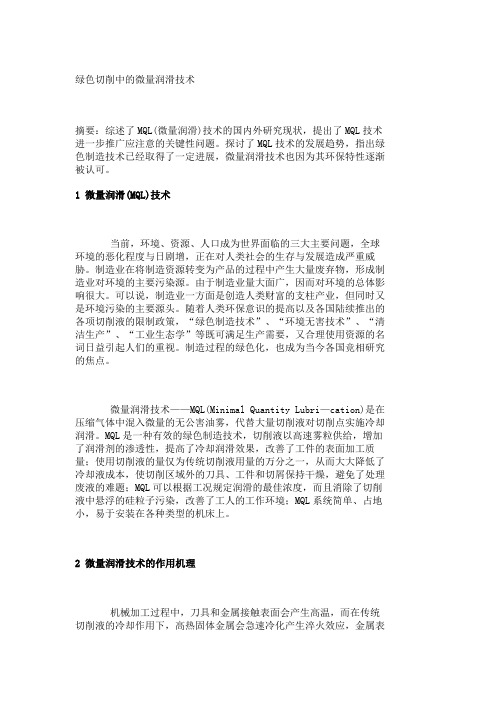
Example of external lubrication on a milling machine used in the aircraft building industry飞机制造工业上铣床上外部润滑案例
2013-06-02 ©SKF Willy Vogel AG
Slide 11
External lubrication on a milling machine
铣床外置润滑
02/06/2013 ©SKF Willy Vogel AG
Slide 12
Example of external lubrication on a milling machine used in the aircraft building industry飞机制造工业上铣床上外部润滑案例
2013-06-02 ©SKF Willy Vogel AG
Slide 9
Stamping press lubrication冲压设备润滑
- In France 30 to 40 % of the Vectolub units have been sold for applications on presses, (200 units/year). 在法国约有30-40%Vectlub用于冲压(200套/年) - There are surely different applications in your own country. 在每个国家有类似的应用
Cutter, 200mm diameter. Cutter, 8mm diameter. 8mm铣刀 Only one nozzle is working. 只有1个喷嘴工作 Cycle example:循环举例 Nozzle 1 oiling 1. 2sec = 120 mm3 Nozzle blowing 0.2 sec Nozzle 1 oiling 1. 2sec = 120 mm3 Etc.
Vectolub: lubrication on stamping press
Vectolub冲压应用
Stamping press lubrication 冲压润滑
5个上喷嘴 5个下喷嘴
材料宽度:50-400mm 可用润滑带材的两面
2013-06-02 ©SKF Willy Vogel AG
Slide 6
Machining of aluminum work pieces on a three spindle milling machine with cutter of 8 mm to 200mm diameter. 使用直径8-200mm的铣刀三轴铣床加工铝合金部 件
Lubricant: biodegradable oil 38mm2/sec 润滑剂: 38mm2/sec生物降解油
2013-06-02 ©SKF Willy Vogel AG
Slide 13
Example of external lubrication on a milling machine used in the aircraft building industry飞机制造工业上铣床上外部润滑案例
带喷嘴的圆形支架
2013-06-02 ©SKF Willy Vogel AG
Slide 8
Customers 客户群
- Car industry汽车工业 - Suppliers of the car industry汽车零部件供应商 - Cans manufacturers罐头生产厂 - Electric components manufacturers电子接插件制造商 Example: we delivered 3 units to Legrand -Schneider Electric with a market potential of 50 further units (unit sales price: 5000 €) 案例:我们供应3套给Legrand罗格朗,施奈德电气有潜在的50套。
- No mist无油雾 - Very easy to set the unit according to the speed of the press and the metal
sheet width根据带材宽度和冲压速度很容易设置
- Low lubricant consumption润滑剂消耗非常少 - Volumetric metering independent from the oil viscosity依据粘度独立计量
润滑剂消耗量非常少。同一时间仅一个喷嘴工作。
-Chips are blast out of the machining area with air under pressure (7 bar).
切屑由1个7公斤的空气喷嘴吹处切削区域
2013-06-02 ©SKF Willy Vogel AG Slide 18
4套4连装的微量泵
2013-06-02 ©SKF Willy Vogel AG Slide 17
Advantages优势
-Efficient solution for machines, on which it is not possible to have an internal MQL system.
-To have a clean area for the operator, 操作员工作区域干净
Special Vectolub VE4 unit 专用的Vectolub VE4单元
根据冲压机的冲压次数PLC可 以自动控制微量泵的脉冲动作 。
微量泵每次0.03ml
根据带材宽度手动开关可以控制 单个喷嘴
2013-06-02 ©SKF Willy Vogel AG Slide 7
Advantages优势
2) Working principle工作原理
3) Vectolub®: the new range新应用范围
2013-06-02 ©SKF Willy Vogel AG
Slide 3
1
02/06/2013 ©SKF Willy Vogel AG Slide 4
Applications
应用
1
02/06/2013 ©SKF Willy Vogel AG Slide 5
在内润滑MQL系统不允许的情况下提供了机床的有效解决方案
- It is possible to lubricate cutters with different sizes without changing the position of the nozzles.可以润滑喷嘴位置无需变化的不同尺寸的刀 具 -Low lubricant consumption. Only one nozzle is working every time.
Nozzle AC4071C.dwf
2013-06-02 ©SKF Willy Vogel AG
Slide 15
Example of external lubrication on a milling machine used in the aircraft building industry飞机制造工业上铣床上外部润滑案例
200mm铣刀
Every nozzle is working, but only one at once.每个喷嘴轮流工作 Cycle example:循环举例: Nozzle 1 oiling 0.3sec = 30 mm3 Nozzle 2 oiling 0.3sec= 30 mm3 Nozzle 3 oiling 0.3 sec = 30 mm3 Nozzle 4 oiling 0.3 sec = 30 mm3 Nozzle blowing 1 sec Nozzle 1 oiling 0.3 sec = 30 mm3 Etc.
-The diameter sizes for the drilling go from Ø4,17mm to Ø15,9mm.
-钻孔直径从Ø4,17mm 至Ø15,9mm
2013-06-02 ©SKF Willy Vogel AG Slide 22
Why using microlubrication with this process ?为何此工艺需要微量润滑?
2013-06-02 ©SKF Willy Vogel AG
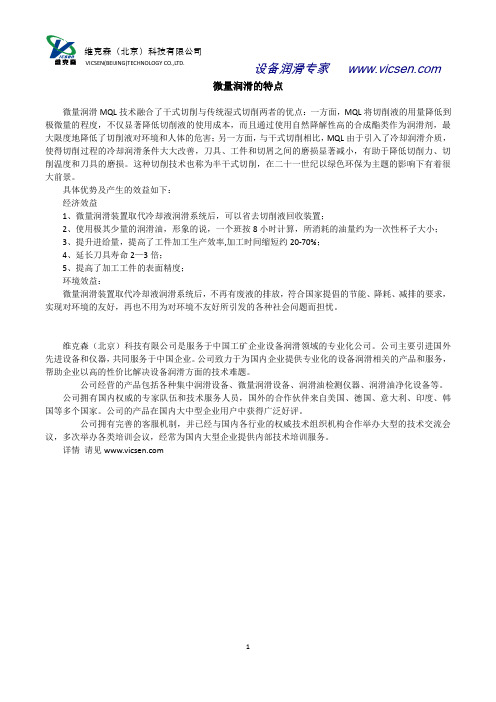
Slide 10
Vectolub systemVectlub润滑系统
And also for : Chain lubrication
用于链条润滑
Stamping, forming etc… 冲压,成型 Assembly lubrication with oil 需要油油的组装
2013-06-02 ©SKF Willy Vogel AG
Slide 19
1
On board Vectolub unit –Aeronautic