20CrMnTi齿轮渗碳淬火
20crmnti热处理

20CrMnTi是渗碳钢,渗碳钢通常为含碳量为0.17%-0.24%的低碳钢.汽车上多用其制造传动齿轮.是中淬透性渗碳钢中Cr Mn Ti 钢.,在保证淬透情况下,具有较高的强度和韧性,特别是具有较高的低温冲击韧性.经渗碳淬火后具有硬而耐磨的表面与坚韧的心部,具有较高的低温冲击韧性,焊接性中等,正火后可切削性良好.广泛用于截面小于30mm承受高速、中等或重载及受冲击载荷和摩擦的重要渗碳零件,如汽车、拖拉机中的变速齿轮、凸轮、矿山机械使用的重载齿轮等,但往往由于齿轮热处理质量不过关,会造成加工困难、齿轮磨削中存在裂纹、组织和力学性能不合格等。
20CrMnTi齿轮钢要达到加工、使用所需性能必须进行热处理,目的是提高表面的硬度、耐磨性和疲劳强度,心部具有足够的强度和韧性。
一般齿轮加工的工艺路线如下。
锻造→正火→齿形加工→渗碳→淬火、低温回火→喷丸→校正花键孔→磨齿[1]。
一般齿轮毛坯采用锻造毛坯,经锻造以后晶粒大小形状发生了变化,改变了钢的组织,增加了锻造应力,提高了硬度,在机械加工前需预备热处理。
1预备热处理通常20CrMnTi选用正火或调质处理作为预备热处理,其目的是降低钢的硬度,提高塑性,以利于切削加工;细化晶粒,均匀钢的组织及成分,改善钢的性能,为以后的热处理作准备;消除锻造应力,防止变形和开裂,保证齿形合格。
1.1正火正火是将钢加热到Ac3以上30℃~50℃,保温足够的时间后出炉在空气中冷却到室温。
对于一般的齿轮采用正火,正火可以减少碳和其他合金元素的成分偏析;使奥氏体晶粒细化和碳化物的弥散分布,以便在随后的热处理中增加碳化物的溶解量。
由于正火的冷却速度较快,获得细小的片层状渗碳体珠光体,强度、硬度都较高,力学性能较好。
然而正火工艺是空冷,对于尺寸较大零件,内外温差大冷却速度不稳定,在连续冷却时,过冷奥氏体在A1-550℃温度范围内分解为珠光体,在550℃-Ms温度范围内,因转变温度较低转变为贝氏体组织(即含碳量具有一定过饱和度的铁素体和分散的渗碳体(或碳化物)的混合物),其特征是过饱和碳的铁素体中分布粒状或长条状的碳化物[1]。
20crmnti渗碳淬火硬度
20crmnti渗碳淬火硬度
20CrMnTi是一种低合金结构钢,常用于制造机械零件和工程构件。
渗碳淬火是一种常见的热处理方法,用于增加钢材的硬度和耐磨性。
在20CrMnTi渗碳淬火过程中,首先将钢材加热到适当的温度,然后浸入含有碳气体的炉中进行渗碳处理。
渗碳过程中,碳原子会渗透到钢材的表面,使其表面形成一层高碳含量的硬化层。
这样,钢材表面就能够具有较高的硬度和耐磨性。
渗碳淬火后的20CrMnTi钢材的硬度通常可以达到HRC 55-60。
这种硬度水平可以满足许多机械零件和工程构件对硬度和耐磨性的要求。
此外,渗碳淬火还能够提高钢材的抗拉强度和抗疲劳性能,从而提高其使用寿命。
渗碳淬火不仅可以提高20CrMnTi钢材的硬度和耐磨性,还能够改善其综合力学性能。
通过控制渗碳时间和温度,可以调整钢材表面硬化层的厚度和碳含量,以满足不同工程需求。
此外,渗碳淬火还可以增加钢材的表面强度和耐腐蚀性,提高其工作性能。
总之,20CrMnTi渗碳淬火是一种常用的热处理方法,通过在钢材表面形成硬化层,可提高其硬度、耐磨性和综合力学性能,从而适用于
各种机械零件和工程构件的制造。
20crmnti渗碳淬火后剪切强度
20CrMnTi是一种低合金高碳钢,通常用于制造齿轮、轴承和其他机械零件。
对于这种钢材,渗碳淬火是一种常见的热处理工艺,旨在提高其硬度和耐磨性。
在渗碳淬火后,20CrMnTi 的剪切强度将受多种因素的影响,包括淬火工艺、淬火介质和淬火温度等。
下面将对20CrMnTi渗碳淬火后的剪切强度进行详细探讨。
**1. 20CrMnTi钢的基本性质:**20CrMnTi是一种低合金高碳钢,其化学成分包括约0.17-0.23%碳、1.20-1.60%锰、0.20-0.40%硅、0.80-1.10%铬、0.03%磷、0.03%硫、0.04-0.10%钛。
这种合金设计旨在提高钢材的强度、硬度和耐磨性。
**2. 渗碳淬火工艺:**渗碳淬火是通过在钢表面渗入碳元素,然后进行淬火处理,以改善钢材的表面硬度和耐磨性。
该工艺一般包括以下步骤:- **渗碳:** 将20CrMnTi钢放入含有富余碳的气氛中,使其表面渗入碳元素。
- **均匀加热:** 对钢材进行均匀加热,使碳元素在钢表面均匀分布。
- **淬火:** 将加热后的钢材迅速冷却,以保持碳元素在钢中的分布,形成马氏体结构,提高硬度。
- **回火:** 对淬火后的钢材进行回火处理,以减轻淬火时产生的内应力,提高韧性。
**3. 影响剪切强度的因素:**- **淬火工艺:** 淬火工艺中的冷却速度和温度会直接影响钢的组织和硬度。
适当的淬火工艺可以使钢材表面形成致密的马氏体组织,提高硬度和强度。
- **淬火介质:** 不同的淬火介质(如油、水、盐浴等)对淬火速度有不同的影响,从而影响钢的组织和硬度。
- **淬火温度:** 淬火温度的选择也是影响剪切强度的重要因素。
过高或过低的淬火温度都可能导致组织结构和性能的变化。
**4. 剪切强度的定义:**剪切强度是指材料在受到剪切作用时所能承受的最大应力。
对于20CrMnTi钢材来说,其剪切强度与硬度、淬火工艺和合金成分等有密切的关系。
20CrMnTi热处理工艺
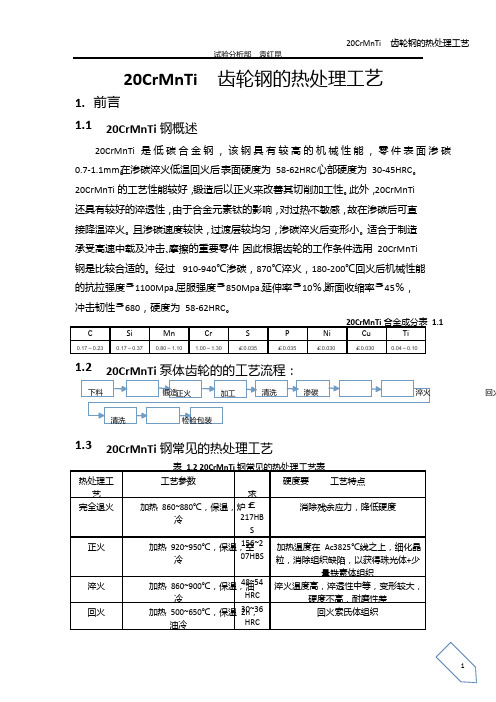
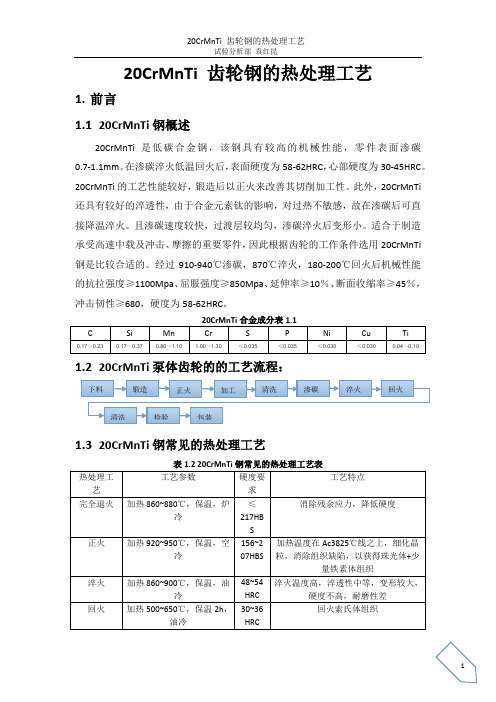
20CrMnTi 齿轮钢的热处理工艺1. 前言1.1 20CrMnTi 钢概述20CrMnTi 是低碳合金钢,该钢具有较高的机械性能,零件表面渗碳 0.7-1.1mm 。
在渗碳淬火低温回火后,表面硬度为58-62HRC ,心部硬度为30-45HRC 。
20CrMnTi 的工艺性能较好,锻造后以正火来改善其切削加工性。
此外,20CrMnTi 还具有较好的淬透性,由于合金元素钛的影响,对过热不敏感,故在渗碳后可直 接降温淬火。
且渗碳速度较快,过渡层较均匀,渗碳淬火后变形小。
适合于制造 承受高速中载及冲击、摩擦的重要零件,因此根据齿轮的工作条件选用20CrMnTi 钢是比较合适的。
经过910-940℃渗碳,870℃淬火,180-200℃回火后机械性能 的抗拉强度³1100Mpa 、屈服强度³850Mpa 、延伸率³10%、断面收缩率³45%, 冲击韧性³680,硬度为58-62HRC 。
20CrMnTi 合金成分表1.1 C Si Mn Cr S P Ni Cu Ti0.17~0.230.17~0.370.80~1.101.00~1.30£0.035£0.035£0.030£0.0300.04~0.101.2 20CrMnTi 泵体齿轮的的工艺流程:1.3 20CrMnTi 钢常见的热处理工艺表1.2 20CrMnTi 钢常见的热处理工艺表热处理工艺 工艺参数硬度要求工艺特点完全退火加热860~880℃,保温,炉 冷£217HB S消除残余应力,降低硬度正火加热920~950℃,保温,空 冷156~2 07HBS 加热温度在Ac3825℃线之上,细化晶 粒,消除组织缺陷,以获得珠光体+少 量铁素体组织淬火 加热860~900℃,保温,油 冷 48~54 HRC 淬火温度高,淬透性中等,变形较大, 硬度不高,耐磨性差回火加热500~650℃,保温2h , 油冷30~36HRC 回火索氏体组织下料 锻造 正火清洗淬火回火加工渗碳包装清洗检验气体渗碳加热900~920℃,以0.15~0.2mm/h计保温时间加热温度不超过920℃,以避免晶粒长大渗碳后淬火与回火淬火:加热820~850℃,保温后油冷60~63HRC心部保持良好韧性的同时,表层获得高的强度、硬度、耐磨性与耐蚀性回火:加热180~200℃,保温2h,空冷表:56~62HRC心:35~40HRC气体碳氮共渗共渗温度840~860℃,出炉油冷60~65HRC心部保持良好韧性的同时,表层获得高的强度、硬度、耐磨性与耐蚀性回火温度160~180℃,出炉空冷表:58~62HRC心:35~40HRC固体渗硼渗硼温度900℃,保温4h,油冷(渗硼剂:85%SiC+10%B4C+5%KBF4) 。
20crmnti渗碳淬火 回火温度500

20crmnti渗碳淬火回火温度500摘要:一、20crmnti渗碳淬火的概述1.20crmnti渗碳淬火的定义2.20crmnti渗碳淬火的作用二、20crmnti渗碳淬火工艺流程1.渗碳处理2.淬火处理3.回火处理三、20crmnti渗碳淬火回火温度的影响1.回火温度的选择2.回火温度对材料性能的影响四、20crmnti渗碳淬火在工业中的应用1.应用领域2.具体应用案例正文:一、20crmnti渗碳淬火的概述20crmnti渗碳淬火是一种钢铁材料热处理工艺,通过渗碳、淬火和回火等一系列过程,使钢材具有高强度、高硬度、高耐磨性等优良性能。
其中,20crmnti是一种合金结构钢,具有良好的机械性能和抗疲劳性能。
二、20crmnti渗碳淬火工艺流程1.渗碳处理:将20crmnti钢材加热至900-950摄氏度,保温一段时间后,碳以化合物形式渗入钢材表层,形成高碳层。
2.淬火处理:将经过渗碳处理的钢材迅速冷却,使其表层高碳层转变为马氏体组织,提高钢材的硬度和强度。
3.回火处理:在淬火处理后的钢材进行加热,保温一段时间后缓慢冷却,调整钢材的硬度、强度和韧性等性能。
三、20crmnti渗碳淬火回火温度的影响1.回火温度的选择:回火温度的选择要根据钢材的性能要求和使用环境来确定。
一般情况下,回火温度越高,钢材的硬度越低,韧性越好;回火温度越低,钢材的硬度越高,强度越高。
2.回火温度对材料性能的影响:合适的回火温度可以使钢材具有良好的综合性能,如高强度、高硬度、高耐磨性、高韧性等。
四、20crmnti渗碳淬火在工业中的应用1.应用领域:20crmnti渗碳淬火广泛应用于机械、汽车、船舶、石油、化工等各个领域。
[详细讲解]20crmnti热处理
![[详细讲解]20crmnti热处理](https://img.taocdn.com/s3/m/e3f230cf7e192279168884868762caaedc33ba51.png)
多用其制造传动齿轮.是中淬透性渗碳钢中Cr Mn Ti 钢.,在保证淬透情况下,具有较高的强度和韧性,特别是具有较高的低温冲击韧性.经渗碳淬火后具有硬而耐磨的表面与坚韧的心部,具有较高的低温冲击韧性,焊接性中等,正火后可切削性良好.广泛用于截面小于30mm承受高速、中等或重载及受冲击载荷和摩擦的重要渗碳零件,如汽车、拖拉机中的变速齿轮、凸轮、矿山机械使用的重载齿轮等,但往往由于齿轮热处理质量不过关,会造成加工困难、齿轮磨削中存在裂纹、组织和力学性能不合格等。
20CrMnTi齿轮钢要达到加工、使用所需性能必须进行热处理,目的是提高表面的硬度、耐磨性和疲劳强度,心部具有足够的强度和韧性。
0000一般齿轮加工的工艺路线如下。
锻造→正火→齿形加工→渗碳→淬火、低温回火→喷丸→校正花键孔→磨齿[1]。
一般齿轮毛坯采用锻造毛坯,经锻造以后晶粒大小形状发生了变化,改变了钢的组织,增加了锻造应力,提高了硬度,在机械加工前需预备热处理。
00001 预备热处理0000通常20CrMnTi选用正火或调质处理作为预备热处理,其目的是降低钢的硬度,提高塑性,以利于切削加工;细化晶粒,均匀钢的组织及成分,改善钢的性能,为以后的热处理作准备;消除锻造应力,防止变形和开裂,保证齿形合格。
0001.1正火0000正火是将钢加热到Ac3以上30℃~50℃,保温足够的时间后出炉在空气中冷却到室温。
对于一般的齿轮采用正火,正火可以减少碳和其他合金元素的成分偏析;使奥氏体晶粒细化和碳化物的弥散分布,以便在随后的热处理中增加碳化物的溶解量。
由于正火的冷却速度较快,获得细小的片层状渗碳体珠光体,强度、硬度都较高,力学性能较好。
然而正火工艺是空冷,对于尺寸较大零件,内外温差大冷却速度不稳定,在连续冷却时,过冷奥氏体在A1-550℃温度范围内分解为珠光体,在550℃-Ms温度范围内,因转变温度较低转变为贝氏体组织(即含碳量具有一定过饱和度的铁素体和分散的渗碳体(或碳化物)的混合物),其特征是过饱和碳的铁素体中分布粒状或长条状的碳化物[1]。
材料为20CrMnTi的齿轮与材料为40Cr的齿轮的区别

材料为20CrMnTi的齿轮与材料为40Cr的齿轮的区别
20CrMnTi属低碳合金钢,20CrMnTi材料的齿轮整体淬火是达不到HRC58-62的,一般该料加工齿轮的工艺是棒料锻造,然后利用锻造余热正火,或重新加热调质,硬度在HRC22-26之间,以利于切削加工,加工后再渗碳淬火,硬度可达HRC58-62,因渗碳淬火变形大,硬度高,必须磨齿达到加工精度。
表面渗碳淬火的好处很明显,一是增加齿面硬度以提高接触疲劳强度,且可以形成仿形硬度层,力学性能均匀,但是要控制渗碳深度,因为齿小很容易全齿渗碳,再一淬火整个齿硬而脆易崩齿;二是渗碳淬火组织会产生表面压应力,进一步提高齿轮的强度。
具体渗碳层与模数有一定的关系,可以参照机械设计手册。
20CrMnTi渗碳淬火,比40Cr调制具有更高的内部韧性,相比来说对于更好的防治齿根断裂的情况。
20CrMnTi渗碳淬火,硬度可达到HRC58-62心部硬度达到HB220-260,而40Cr齿面高频淬火最多表面硬度达到HRC45-52,所以20CrMnTi综合性能更强,更适合在高速情况下工作。
当然断齿也有可能跟加工或安装过程中的失误有关系,建议用红丹粉来检测下齿轮啮合的面积,以及改善齿轮啮合处的润滑环境,可否采用电磁润滑泵进行滴油润滑。
20CrMnTi汽车变速箱齿轮的热处理工艺

20CrMnTi汽车变速箱齿轮的热处理工艺一、学习目标知识目标:·熟悉感应加热表面淬火原理、特点及应用;·了解火焰表面淬火原理、特点及应用;·了解化学热处理过程;·掌握渗碳、渗氮和碳氮共渗原理、特点、常用方法及应用。
能力目标:·能根据零件的化学成分、性能要求和技术条件,合理选择表面淬火和化学热处理方法。
二、任务引入变速箱齿轮位于汽车传动部分,用于传递扭矩与动力、调整速度。
由于传递扭矩,齿根要承受较大的弯曲应力和交变应力;由于变速箱齿轮转速变化范围广,齿轮表面承受较大的接触应力,并在高速下承受强烈的磨擦力;由于工作时不断换档,轮齿之间经常要承受换档造成的冲击与碰撞。
这就要求齿轮表面有高硬度和高耐磨性;齿面有高的接触疲劳强度;心部有较高的强度和高韧性。
图2-25所示20CrMnTi汽车变速箱齿轮的热处理技术要求如下:1.渗碳层表面含碳量为0.80~1.05%;2.渗碳层深度为0.80~1.3mm;3.淬火回火后齿面硬度为58~62HRC,心部硬度为33~48HRC。
图2-25 汽车变速箱齿轮简图三、相关知识在机械设备中,有许多零件(如齿轮、曲轴、活塞销等)是在冲击载荷及表面摩擦条件下工作的,这类零件表面需具有高硬度和高耐磨性,而心部需要足够的塑性和韧性。
为满足这类零件的性能要求,须进行表面热处理。
常用的表面热处理方法有表面淬火及化学热处理两种。
(一)钢的表面淬火表面淬火是通过快速加热,使钢件表层奥氏体化,然后迅速冷却,使表层形成一定深度的淬硬组织——马氏体,而心部仍保持原来塑性、韧度较好的组织的热处理工艺。
在钢的表面淬火法中,感应加热淬火应用最广。
1.感应加热表面淬火感应加热表面淬火时,将工件放在铜管制成的感应器内,即图2-26所示装置中,感应器中通入一定频率的交流电,以产生交变磁场,于是工件内部就会产生频率相同、方向相反的感应电流(涡流)。
由于涡流的趋肤效应,使涡流在工件截面上的分布是不均匀的,表面电流密度大,心部电流密度小。
20CrMnTi钢齿轮热处理工艺

20CrMnTi钢齿轮热处理工艺佳木斯大学热处理工艺设计说明书热处理工艺设计说明书20CrMnTi钢变速箱齿轮热处理工设计题目艺材料科学与工程学院年级金属材料工程专业学生姓名学号指导教师佳木斯大学热处理工艺设计说明书目录1. 变速箱齿轮的热处理工艺设计……………………………1 1.1 变速齿轮的服役条件………………………………………1 1.2 变速齿轮常见的失效形式…………………………………1 1.3 变速齿轮的性能要求………………………………………1 1.4 变速齿轮备选材料分析…………………………………‥1 1.5 变速齿轮的加工工艺路线…………………………………2 1.6 热加工及热处理工艺规程…………………………………2 1.7 各热处理工艺后的金相组织分析…………………………4 1.8 热处理工艺过程中的质量检验项目...........................6 1.8.1 渗碳淬火后齿轮的检验项目、内容和要求..................6 1.8.2 渗碳齿轮的常见缺陷及防止措施 (6)2. 心得..................................................................8 3. 参考文献 (8)佳木斯大学热处理工艺设计说明书 1.变速箱齿轮的热处理工艺设计1.1变速齿轮的服役条件齿轮是机械工业中应用最广泛的重要零件之一。
其主要作用是传递动力,改变运动速度和方向。
是主要零件。
其服役条件如下:齿轮工作时,通过齿面的接触来传递动力。
两齿轮在相对运动过程中,既有滚动,又有滑动。
因此,齿轮表面受到很大的接触疲劳应力和摩擦力的作用。
在齿根部位受到很大的弯曲应力作用;在运转过程中的过载产生振动,承受一定的冲击力或过载;变速齿轮在换档时,端部受冲击,承受一定冲击力;在一些特殊环境下,受介质环境的影响而承受其它特殊的力的作用。
20crmnti钢制齿轮喷丸处理的作业
20crmnti钢制齿轮喷丸处理的作业
20crmnti钢制齿轮喷丸处理的作业工艺路线:锻造,正火,加
工齿轮,局部镀铜,渗碳,预冷淬火低温回火,喷丸,磨齿。
为了改善锻造状态的不正常组织,齿轮毛坯在加工前进行正火,以利于切削。
正火后硬度HB170至210,切削性能良好。
渗碳温度920℃左右,渗
碳时间6—8小时,渗碳层厚1.2—1.6mm。
渗碳温度预冷到870至880℃油淬,200℃回火保温2—3小时,性能达到:Rm=1000MPa,Z=50%,KU2=64J。
20crmnti钢制齿轮喷丸处理的作业表层因碳含量较高,在淬火回火后基本上都是回火马氏体,具有较高的硬度和耐磨性,芯部因含Cr、Mn提高了钢的淬透性,在淬火回火后可获得低碳回火马氏
体组织,具有高的强度和韧性。
经过上述处理后,获得的性能能够满足技术要求。
后经喷丸处理清理了表面氧化铁皮又作为一种强化手段,使表面压应力增大,提高抗疲劳性。
20crmnti渗碳淬火 回火温度500
20crmnti是一种常见的合金结构钢,通过渗碳淬火处理可以得到理想的性能,而回火温度对其性能起着重要的影响。
本文将从20crmnti的性能特点、渗碳淬火工艺及回火温度对其影响等方面进行探讨。
一、20crmnti的性能特点1. 20crmnti的化学成分和机械性能20crmnti合金结构钢的化学成分主要包括碳(C)、硅(Si)、锰(Mn)、硒(S)、磷(P)、铬(Cr)、钼(Mo)、钛(Ti)等元素。
其机械性能表现为屈服强度σs≥835 MPa,抗拉强度σb≥940 MPa,断面收缩率δ5≥12,冲击韧性αk≥63J。
2. 20crmnti的应用20crmnti合金结构钢广泛应用于制造重载齿轮、传动轴等机械零部件,具有良好的强度和韧性,能满足复杂工况下的使用要求。
二、20crmnti的渗碳淬火工艺1. 渗碳淬火工艺流程(1)将20crmnti合金结构钢置于渗碳工装中。
(2)在高温高压环境下,将碳原子渗入钢表面,使其表面碳含量增加。
(3)经过渗碳处理后的20crmnti合金结构钢表面形成具有一定深度的硬度层。
(4)对渗碳后的20crmnti合金结构钢进行淬火处理,使其获得所需的组织和性能。
2. 渗碳淬火处理后的20crmnti经过渗碳淬火处理后的20crmnti合金结构钢表面硬度大幅提升,同时保持其内部的韧性,在满足使用强度要求的前提下能够提高其耐磨性和抗疲劳性能。
三、回火温度对20crmnti性能的影响1. 回火温度选择20crmnti合金结构钢在进行渗碳淬火处理后需要进行回火处理,回火温度的选择对其性能具有重要影响。
一般来说,20crmnti的回火温度为500℃。
2. 回火温度对20crmnti性能的影响(1)回火温度低于500℃时,20crmnti的硬度很大程度上得不到退火,导致其易产生脆性。
(2)回火温度高于500℃时,20crmnti的硬度能够得到合适的退火,同时保持强度和韧性的平衡,保证其在使用过程中不易产生变形和开裂。
20Cr渗碳淬火金相检验

金相图谱图册内容汽车渗碳齿轮金相检验图片JB1675-75汽车渗碳齿轮金相检验(JB1673-75)本标准适用于15Cr、20Cr、40CrMo、18CrMnTi、20CrMnTi、12Cr2Ni4A和20Cr2Ni1A等钢制造的汽车渗碳齿轮的金相组织和渗碳层深度的检验。
一、技术要求1.渗碳层深度:按产品图样规定。
渗碳层深度包括过共析层,共析层及过渡区域,即由表面起到心部组织为渗碳层深度包括过共析层及共析层的深度系指由表面起到出现显著铁素体处为止。
面层含碳量应大于0.8%。
渗碳层中过共析层和共析层深度应为渗碳层总深度的50~75%。
2.渗碳层的金相组织应为马氏体,残余奥氏体及碳化物。
(1)碳化物:按本标准碳化物级别图评定。
常啮合齿轮1~6级合格;换档齿轮1~5级合格。
(2)马氏体及残余奥氏体:按本标准马氏体及残余奥氏体级别图评定。
对马氏体针状大小、残余奥氏体的多少,应分级进行平定,1~5级合格。
3.心部组织应为低碳马氏体,允许有托氏体、铁素体、铁素体含量按本标准铁素体级别图进行评定,模数小于或等于5的1~4级合格;模数大于5的1~5级合格。
4.表面及心部硬度:齿的表面硬度为HRC58~64,心部硬度为HRC33~48。
二、检验方法5.取样部位及检验方法:(1)取样部位:试样应在齿的横断面切取(垂直于齿的工作面),包括有齿顶到齿根的整个部位。
(2)渗碳层深度的测量方法:渗碳层深度在放大100倍下测量,测量部位应包括齿顶、齿根及节圆附近三处。
齿顶部的渗碳层深度允许超过图样规定的上限。
(3)马氏体及残余奥氏体在放大400倍下检查。
检查部位在齿面的节圆附近为准。
(4)碳化物检查部位:以齿顶角及工作面为准。
(5)心部硬度及心部组织检查部位:在距齿顶三分之二的齿全高处,如图1:(6)表面硬度:以齿顶或齿端面为准。
6.渗碳层深度的测量方法:从试样表面测至心部组织处。
见图2渗碳层测量图。
渗碳层的测量应在平衡组织状态下进行。
20CrMnTi 汽车渗碳齿轮钢

表:56~62HRC
心:35~40HRC
气体
碳氮
共渗
共渗温度840~860℃,
出炉油冷
60~65HRC
回火温度160~180℃,
出炉空冷
表:58~62HRC
心:35~40HRC
固体
渗硼
渗硼温度900℃,
保温4h,油冷
加热920~950℃,
保温,空冷
156~207
淬火
加热860~900℃,
保温,油冷
48~54HRC
回火
加热500~650℃,
保温2h,油冷
30~36HRC
气体
渗碳
加热900~920℃,
以0.15~0.2mm/h计保温时间
渗碳后
淬火
与回火
淬火:加热820~850℃,
保温后油冷
60~63HRC
回火:加热180~200℃,
20CrMnTi 汽车渗碳齿轮钢
20CrMnTi钢是中淬透性渗碳钢,在机械工业中常用作齿轮材料。有时也当调质钢使用。
20CrMnTi具有优良的工艺性能,淬透性高,经渗碳和淬火后具有硬而耐磨的表面和坚韧的心部,并具有较高的低温冲击韧性,焊接性中等,正火后切削性良好。由于加入钛元素,其加热时过热敏感性小。渗碳后,在不低于800℃时可直接淬火。淬火后变形亦小。
因为是中淬透性钢,20CrMnTi一般用于中等载荷的耐磨件,如变速箱齿轮。
>>成分规范(GB/T 3077-1999)
C
Si
Mn
Cr
Ti
0.17~0.23
0.17~0.37
0.80~1.10
1.00~1.30
0.04~0.10
20CrMnTi齿轮渗碳淬火

常州机电职业技术学院毕业设计(论文)作者:王慧学号:20921209系部:模具技术系专业:材料成型与控制技术(热处理)题目:20CrMnTi减速机齿轮的渗碳淬火指导者:陈宁评阅者:2013年 3 月毕业设计(论文)中文摘要热处理工艺是金属材料工程的重要组成部分。
现代工业的飞速发展对机械零部件的要求愈来愈高,因此通过热处理可以改变材料的加工艺性能,充分发挥材料的潜力,提高工件的使用寿命。
为获得理想组织性能,保证零件在生产过程中的质量,稳定性和使用寿命,就必须从工件的特点、要求和技术条件,正确选择材料;再根据生产规模、现场条件、热处理设备提出几种可行的热处理方案,最后确定出一种最佳方案。
20CrMnTi钢具有晶粒细、渗碳淬火性能良好、工艺性能成熟可靠且成本低廉等优点,目前生产量大致占渗碳齿轮钢的70% ,齿轮在使用过程中,担负着传递动力的任务,在冲击、交变应力等作用下以齿根断裂和齿面接触疲劳为主要失效形式,因此齿轮钢应有良好的强韧性、耐磨性以承受冲击、弯曲和接触应力;此外,还要求变形小、精度高,噪声低。
本设计便是对20CrMnTi减速机齿轮热处理工艺进行详细的说明,从选材下料到热处理工艺路线,以及最后的质量检验、可能产生的缺陷及预防措施等,都进行逐一分析,尽可能的将整个过程详尽的展现出来,从而对大家有所帮助。
关键词:20CrMnTi;减速机齿轮;渗碳淬火;缺陷毕业设计(论文)外文摘要Title: 20CrMnTi Reducer Gear Carburizing and QuenchingAbstract:Heat treatment technology of metallic materials is an important part of the project. The rapid development of modern industry of machinery parts and components of the increasingly high demand, so the heat treatment can change the material and process performance, give full play to the potential, improve the service life of the workpiece. In order to obtain the ideal organizational performance, guarantee the components in the production process quality, stability and service life, must from the characteristics of the workpiece, requirements and technical conditions, proper selection of materials; then according to the scale of production, site conditions, heat treatment equipment and puts forward several feasible heat treatment scheme, finally determine a kind of optimum scheme.20CrMnTi steel has fine grain size, good performance, carburizing and quenching process is mature and reliable performance and low cost, the current production capacity accounted for roughly70% of carburized gear steel, gear during use, charged with the transmission of dynamic task, in shock, alternating stress under the action of taking root fracture and tooth surface contact fatigue as the main the failure forms of gear steel, therefore, should have good strength and toughness, abrasion resistance to withstand impact, bending and contact stress; in addition, also called little deformation, high precision, low noise.This is designed for20CrMnTi reducer gear heat treatment process in detail, from material selection under the expected heat treatment technology route, as well as the final quality inspection, the possible defects and preventive measures and so on, are analyzed and explained, as far as possible the whole process detailed show hill, thus all of you to help.Keywords:20CrMnTi; Reducer gear;carburizing and quenching; defect目录毕业设计(论文)中文摘要 (I)毕业设计(论文)外文摘要 ................................................................... I I 目录 (IV)第一章绪论 (1)1.1 减速机齿轮的应用 (1)1.2 减速机齿轮的作用 (4)1.3 齿轮用钢的分类与生产 (5)1.4 国内外汽车齿轮发展现状 (6)1.5 减速机齿轮的性能要求 (9)1.6 加工工艺性能要求 (9)1.7 材料的选择 (10)第2章热处理工艺选择 (11)2.1 预备热处理的工序位置 (11)2.2 最终热处理的工序位置 (11)2.3 最终热处理工艺方法选择 (11)第三章热处理工艺特性对齿轮质量和寿命的影响 (12)3.1 淬透性 (12)3.2 变形开裂倾向 (12)3.3 淬硬性 (12)第四章20CrMnTi钢的基本性质 (13)4.1 钢的化学成分和力学性能 (13)4.2 含碳量及合金元素作用 (14)4.3汽车变速箱变速齿轮的热处理工艺设计 (16)4.3.1 服役条件 (16)4.3.2 失效形式 (16)4.3.3 性能要求 (17)第五章20CrMnTi变速齿轮加工工艺 (18)5.1 减速机齿轮常用的加工工艺路线 (18)5.2 各种工艺路线的分析 (18)5.2.1 等温正火 (18)5.2.2 渗碳+淬火+回火 (18)5.2.3 喷丸处理 (20)5.2.4 检验 (20)第六章热处理后的金相组织 (21)6.1 20CrMnTi等温正火后金相组织 (21)6.2 20CrMnTi经渗碳后淬火、回火处理金相组织 (21)第七章质量控制与检验方法 (23)7.1 随炉试样检验 (23)7.1.1 表面硬度 (23)7.1.2 心部硬度 (23)7.1.3 有效硬化层深度 (23)7.1.4 表层组织 (24)7.2 齿轮热处理质量检验 (25)7.2.1 外观 (25)7.2.2 齿面硬度 (25)7.2.3 有效硬化层深度 (25)7.2.4 畸变 (26)第八章热处理工艺过程中的质量检验 (27)8.1 渗碳淬火后齿轮的检验项目、内容和要求 (27)8.2 渗碳齿轮的常见缺陷及防止措施 (28)8.3 渗碳淬火后畸变原因分析及解决措施 (29)8.3.1 渗碳淬火后畸变原因分析 (29)8.3.2 减小渗碳淬火齿轮畸变的措施 (32)结论 (35)致谢 (36)参考文献 (37)第一章绪论随着科学技术和工业生产的飞速发展,经济各个部门迫切需要各种各样质量优、性能好、效率高、能耗低、价格廉的机械产品。
20crmnti渗碳热处理工艺

20CrMnTi渗碳热处理工艺
哈喽,今天跟大家聊聊20CrMnTi这个材料的渗碳热处理工艺。
虽然听起来挺高大
上的,但其实就是一种提高材料硬度的方法,让它更耐磨更耐用。
废话不多说,我们开始吧!
首先,要准备好20CrMnTi的原材料,这个材料其实是一种低合金钢,用途比较广泛,比如在机械制造行业里面挺受欢迎的。
然后呢,把这些材料切割成需要的形状,做好表面的清洁工作,确保表面没有杂质。
接着,就是进入正题了,就是渗碳热处理。
首先要把20CrMnTi放进渗碳炉里面,
然后加热到一定温度,让碳原子 diffusing 进去,就像是炖肉一样,让味道渗透进去。
这个过程一般要持续几个小时,确保碳充分渗入材料里面。
等到渗碳完成之后,要把材料从炉子里拿出来,冷却到室温,然后进行淬火处理。
这个过程就是让材料迅速冷却,增加材料的硬度。
可以用水、油甚至是空气来进行淬火,根据具体情况来选择合适的方式。
最后,可能还需要进行回火处理,就是让材料缓慢加热,然后保持一段时间,这样可以减轻材料的脆性,提高其韧性。
经过这一系列处理之后,20CrMnTi的性能就
会得到大大提升,可以满足不同领域的使用需求。
所以说,20CrMnTi的渗碳热处理工艺其实就是一系列简单粗暴的处理过程,通过
热热冷冷的方式,让材料变得更强更耐用。
希望这些啰嗦的解释能让你对这个过程有个大概的了解,以后遇到类似话题,就能信手拈来,不再一头雾水啦!。
浅析20CrMnTi渗碳齿轮钢的淬透性

也就 是说 , 以距 离 端淬 面 9Tl和 1 nn两 点洛 氏硬 度值 来 表示 Il I l 5l l
2C 0 i 齿轮钢 的淬透 性 。2 C Mn i 碳 齿轮 钢 淬透 性带 宽 受 0r T渗 化 学 成分 、 晶粒 度 、 洁度 、 验 因素 和 取样 部 位等 不 同 因素 的 影 纯 检 响。 中化学成 分作 用最 明显 , 括冶炼 中各 种元 素化 学成 分搭 配 其 包 组合 、 余元 素含 量 、 分 的窄范 围控 制等 。 残 成 2 C MI 渗 碳齿 轮钢 属亚 共析 合金 结 构钢 , 的主 要成 分 包 or 它 括 C C、 、i 、 rMn T 等化 学元 素 。c对淬 透 性和 淬硬 性 都有 明显 的 提 高作用 , 、 r 加 过冷 奥 氏体 稳 定性 , 制珠 光 体 的转 变 , 而 Mn C 增 抑 进
() 1选取 数据 。随机选 取 2 不 同冶炼 工 艺的 2C Mn i 种 0 r T 齿轮 钢各 10 数据 进行 回 归处理 。 2炉 工艺 1 电弧炉 单炼 钢 , 为 工艺 2为 3t 0 偏心 底 出锅 加 L F精 炼钢 。分 析 实验 可知 , 种 不 同 工艺 生 产 2
的 2 C Mn i 0 r T 齿轮 钢 成 分 区间 大致 相 同 。但 是工 艺 2成 分波 动 范
Z n h aj o g eY ni u
浅析 2 CMn i 0 r T 渗碳 齿轮钢 的淬透性
程 雷 陈 清
( 西 法 士 特 齿 轮 有 限 责 任 公 司 , 西 宝 鸡 7 2 O) 陕 陕 2 49
摘
要: 淬透性是齿轮钢的重要特 性, 材淬透 性的稳定与否对钢件 热处 理后变 形影响很大 。因此研 究分析齿轮钢 的淬透性 具有重要的实 钢
20crmo热处理渗碳硬度

20crmo热处理渗碳硬度摘要:1.20CrMo 钢的特性和应用2.20CrMo 钢齿轮渗碳淬火后的硬度范围3.20CrMo 钢齿轮渗碳淬火低温回火后的齿面硬度范围4.20CrMo 钢表面渗碳处理后的硬度5.提高20Cr2Ni4A 钢齿轮渗碳淬火硬度的试验研究6.SUS303 渗碳热处理的可能性及影响正文:20CrMo 钢是一种合金结构钢,具有良好的淬透性、高强度、良好的焊接性能和冷变形塑性。
在我国,20CrMo 钢主要应用于机械制造、汽车、铁路、石油化工等领域。
20CrMo 钢齿轮渗碳淬火后的硬度范围一般在HRC55~60 之间。
渗碳淬火是一种提高钢件表面硬度、耐磨性和抗疲劳性能的热处理工艺。
通过对20CrMo 钢齿轮进行渗碳淬火处理,可以使齿轮表面具有较高的硬度,从而提高其使用寿命和性能。
20CrMo 钢齿轮渗碳淬火低温回火后的齿面硬度范围约为HRC55~60。
低温回火是为了降低渗碳淬火后的脆性,同时保持一定的硬度和强度。
在实际生产中,20CrMo 钢齿轮渗碳淬火低温回火后的齿面硬度应根据具体需求来调整。
20CrMo 钢表面渗碳处理后的硬度最多可达到HRC48。
表面渗碳处理主要是为了提高钢件表面的硬度和耐磨性,从而提高其使用寿命和性能。
提高20Cr2Ni4A 钢齿轮渗碳淬火硬度的试验研究表明,通过优化热处理工艺参数,可以提高齿轮的渗碳淬火硬度。
在试验中,采用直径800 左右的齿轮轴、直径1500、300 厚的齿轮等,渗碳后降温到820 快速淬火油搅拌冷却,心部硬度可以达到45HRC。
SUS303 奥氏体不锈钢可以进行渗碳、氮化、渗硼等处理以提高表层硬度。
20CrMnTi热处理工艺
3.7 渗碳介质
渗碳介质:煤油。
渗碳介质煤油在不同温度下的分解产物及含量见表 3.2。
名称 煤油
温度/℃ 950
表 3.2 煤油在不同温度下的分解产物及含量
分解产物
CO2 0.4~2.2
CO 1.2~4.6mHn 1~2
800
0.4~1.2 12~18 19~26 38.4~47.3 20~29
O2+N2 0.4~0.8 0.4~7.3
介质参数见表 3.3。
名称
分子式
表 3.3 渗碳反应式
煤油
航空煤油、灯油主要成 分为:C9~C14 和 C11~C17
850℃以下分解不充分,含大量的烯烃, 容易残生碳黑和结焦,反应式: n1(C11H24~C17H36)→n2CH4+n2[C]+nH2
用途 强渗碳剂
920±10 40min 1.5h
2h 2.5h
3.9 渗碳工艺
表 3.5 渗碳强渗时间
渗碳温度/℃
强渗后渗碳
930±10 940±10 层深度/mm
30min
20min
0.20~0.25
1h
30min
0.35~0.40
1.5h
1h
0.45~0.55
2h
1.5h
0.60~0.70
扩散时 间/h 1 1.5 2 3
2.5 加热介质
加热介质为空气。
2.6 保温时间
选定的依据:加热时间可按下列公式进行计算:t = a × K × D, 式中 t 为加 热时间(min),K 为反映装炉时的修正系数,可根据表 2.2 取 K 为 1.4。a 为加热 系数 min/mm,加热系数 a 可根据钢种与加热介质、加热温度进行取值,参数见 表 2.3。D 为工件的有效厚度(mm),由公式可知,工件厚度=(工件最厚处直径 +工件最薄处直径)/2。
20crmnti渗碳淬火工艺流程
20crmnti渗碳淬火工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!20CrMnTi渗碳淬火工艺流程:1. 毛坯表面处理,清洗、抛丸清理或喷砂处理。
20crmnti渗碳淬火抗拉强度

1. 引言20CrMnTi渗碳淬火抗拉强度是材料工程中的一个重要指标,它代表了这种钢材在受力状态下的抗拉能力。
本文将对20CrMnTi渗碳淬火抗拉强度进行全面评估,并从多个角度探讨其深度和广度,以帮助读者更深入地理解这一主题。
2. 20CrMnTi渗碳淬火抗拉强度的物理特性20CrMnTi是一种具有良好机械性能和热处理性能的碳素结构钢。
通过渗碳淬火处理,材料的晶粒变细,晶粒界的数量增加,从而提高了抗拉强度。
这种处理方式使得20CrMnTi钢材在高温高应力状态下具有较高的抗拉强度,适用于各种受力环境。
3. 20CrMnTi渗碳淬火抗拉强度的热处理工艺对20CrMnTi钢材进行渗碳淬火处理是提高其抗拉强度的重要工艺之一。
首先是渗碳工艺,将钢材置于含有碳的气氛中,使得表面碳浓度增加,然后进行淬火处理,迅速冷却钢材,使其获得高抗拉强度。
这种热处理工艺对于20CrMnTi的综合性能提升起到了至关重要的作用。
4. 20CrMnTi渗碳淬火抗拉强度的应用领域20CrMnTi渗碳淬火抗拉强度高,因此在机械制造、汽车制造、航空航天等领域有着广泛的应用。
在这些领域,要求材料在高温高压、高速运动等复杂应力状态下都能保持较高的强度和硬度,而20CrMnTi正是符合这一要求的理想材料。
5. 个人观点和理解20CrMnTi渗碳淬火抗拉强度是一项重要的材料性能指标,它不仅关乎材料的实际应用,也关乎着整个材料制造工艺的发展。
对这一指标的深入理解和研究,有助于不断提升材料的性能和应用范围,推动相关领域的发展。
我认为对20CrMnTi渗碳淬火抗拉强度的研究具有重要的意义。
6. 总结20CrMnTi渗碳淬火抗拉强度作为材料工程的重要指标,经过物理特性、热处理工艺、应用领域的全面介绍,相信读者对这一主题有了更深入的了解。
通过不断深入研究和应用,我们可以更好地发挥20CrMnTi的性能优势,推动相关领域的进步和发展。
以上就是对20CrMnTi渗碳淬火抗拉强度的一次全面评估和文章撰写,希望对你有所帮助。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常州机电职业技术学院毕业设计(论文)作者:王慧学号:20921209系部:模具技术系专业:材料成型与控制技术(热处理)题目:20CrMnTi减速机齿轮的渗碳淬火指导者:陈宁评阅者:2013年 3 月毕业设计(论文)中文摘要热处理工艺是金属材料工程的重要组成部分。
现代工业的飞速发展对机械零部件的要求愈来愈高,因此通过热处理可以改变材料的加工艺性能,充分发挥材料的潜力,提高工件的使用寿命。
为获得理想组织性能,保证零件在生产过程中的质量,稳定性和使用寿命,就必须从工件的特点、要求和技术条件,正确选择材料;再根据生产规模、现场条件、热处理设备提出几种可行的热处理方案,最后确定出一种最佳方案。
20CrMnTi钢具有晶粒细、渗碳淬火性能良好、工艺性能成熟可靠且成本低廉等优点,目前生产量大致占渗碳齿轮钢的70% ,齿轮在使用过程中,担负着传递动力的任务,在冲击、交变应力等作用下以齿根断裂和齿面接触疲劳为主要失效形式,因此齿轮钢应有良好的强韧性、耐磨性以承受冲击、弯曲和接触应力;此外,还要求变形小、精度高,噪声低。
本设计便是对20CrMnTi减速机齿轮热处理工艺进行详细的说明,从选材下料到热处理工艺路线,以及最后的质量检验、可能产生的缺陷及预防措施等,都进行逐一分析,尽可能的将整个过程详尽的展现出来,从而对大家有所帮助。
关键词:20CrMnTi;减速机齿轮;渗碳淬火;缺陷毕业设计(论文)外文摘要Title: 20CrMnTi Reducer Gear Carburizing and QuenchingAbstract:Heat treatment technology of metallic materials is an important part of the project. The rapid development of modern industry of machinery parts and components of the increasingly high demand, so the heat treatment can change the material and process performance, give full play to the potential, improve the service life of the workpiece. In order to obtain the ideal organizational performance, guarantee the components in the production process quality, stability and service life, must from the characteristics of the workpiece, requirements and technical conditions, proper selection of materials; then according to the scale of production, site conditions, heat treatment equipment and puts forward several feasible heat treatment scheme, finally determine a kind of optimum scheme.20CrMnTi steel has fine grain size, good performance, carburizing and quenching process is mature and reliable performance and low cost, the current production capacity accounted for roughly70% of carburized gear steel, gear during use, charged with the transmission of dynamic task, in shock, alternating stress under the action of taking root fracture and tooth surface contact fatigue as the main the failure forms of gear steel, therefore, should have good strength and toughness, abrasion resistance to withstand impact, bending and contact stress; in addition, also called little deformation, high precision, low noise.This is designed for20CrMnTi reducer gear heat treatment process in detail, from material selection under the expected heat treatment technology route, as well as the final quality inspection, the possible defects and preventive measures and so on, are analyzed and explained, as far as possible the whole process detailed show hill, thus all of you to help.Keywords:20CrMnTi; Reducer gear;carburizing and quenching; defect目录毕业设计(论文)中文摘要 (I)毕业设计(论文)外文摘要 ................................................................... I I 目录 (IV)第一章绪论 (1)1.1 减速机齿轮的应用 (1)1.2 减速机齿轮的作用 (4)1.3 齿轮用钢的分类与生产 (5)1.4 国内外汽车齿轮发展现状 (6)1.5 减速机齿轮的性能要求 (9)1.6 加工工艺性能要求 (9)1.7 材料的选择 (10)第2章热处理工艺选择 (11)2.1 预备热处理的工序位置 (11)2.2 最终热处理的工序位置 (11)2.3 最终热处理工艺方法选择 (11)第三章热处理工艺特性对齿轮质量和寿命的影响 (12)3.1 淬透性 (12)3.2 变形开裂倾向 (12)3.3 淬硬性 (12)第四章20CrMnTi钢的基本性质 (13)4.1 钢的化学成分和力学性能 (13)4.2 含碳量及合金元素作用 (14)4.3汽车变速箱变速齿轮的热处理工艺设计 (16)4.3.1 服役条件 (16)4.3.2 失效形式 (16)4.3.3 性能要求 (17)第五章20CrMnTi变速齿轮加工工艺 (18)5.1 减速机齿轮常用的加工工艺路线 (18)5.2 各种工艺路线的分析 (18)5.2.1 等温正火 (18)5.2.2 渗碳+淬火+回火 (18)5.2.3 喷丸处理 (20)5.2.4 检验 (20)第六章热处理后的金相组织 (21)6.1 20CrMnTi等温正火后金相组织 (21)6.2 20CrMnTi经渗碳后淬火、回火处理金相组织 (21)第七章质量控制与检验方法 (23)7.1 随炉试样检验 (23)7.1.1 表面硬度 (23)7.1.2 心部硬度 (23)7.1.3 有效硬化层深度 (23)7.1.4 表层组织 (24)7.2 齿轮热处理质量检验 (25)7.2.1 外观 (25)7.2.2 齿面硬度 (25)7.2.3 有效硬化层深度 (25)7.2.4 畸变 (26)第八章热处理工艺过程中的质量检验 (27)8.1 渗碳淬火后齿轮的检验项目、内容和要求 (27)8.2 渗碳齿轮的常见缺陷及防止措施 (28)8.3 渗碳淬火后畸变原因分析及解决措施 (29)8.3.1 渗碳淬火后畸变原因分析 (29)8.3.2 减小渗碳淬火齿轮畸变的措施 (32)结论 (35)致谢 (36)参考文献 (37)第一章绪论随着科学技术和工业生产的飞速发展,经济各个部门迫切需要各种各样质量优、性能好、效率高、能耗低、价格廉的机械产品。
其中产品设计师决定产品性能、质量水平、市场竞争力和经济效益的重要环节。
因此我们应该注重产品的设计,通过有效的热处理方式提高减速机齿轮质量,使减速机产品更具有市场竞争力。
1.1 减速机齿轮的应用齿轮减速器在各行各业中十分广泛地使用着,是一种不可缺少的机械传动装置。
当前减速器普遍存在着体积大、重量大,或者传动比大而机械效率过低的问题。
国外的减速器,以德国、丹麦和日本处于领先地位,特别在材料和制造工艺方面占据优势,减速器工作可靠性好,使用寿命长。
但其传动形式仍以定轴齿轮传动为主,体积和重量问题,也未解决好。
最近报导,日本住友重工研制的FA 型高精度减速器,美国Alan-Newton公司研制的X-Y式减速器,在传动原理和结构上与本项目类似或相近,都为目前先进的齿轮减速器。
当今的减速器是向着大功率、大传动比、小体积、高机械效率以及使用寿命长的方向发展。
因此,除了不断改进材料品质、提高工艺水平外,还在传动原理和传动结构上深入探讨和创新,平动齿轮传动原理的出现就是一例。
减速器与电动机的连体结构,也是大力开拓的形式,并已生产多种结构形式和多种功率型号的产品。
目前,超小型的减速器的研究成果尚不明显。
在医疗、生物工程、机器人等领域中,微型发动机已基本研制成功,美国和荷兰近期研制的分子发动机的尺寸在纳米级范围,如能辅以纳米级的减速器,则应用前景远大。
国内减速器现状国内的减速器多以齿轮传动、蜗杆传动为主,但普遍存在着功率与重量比小,或者传动比大而机械效率过低的问题。
另外,材料品质和工艺水平上还有许多弱点,特别是大型的减速器问题更突出,使用寿命不长。
国内使用的大型减速器(500kw以上),多从国外(如丹麦、德国等)进口,花去不少的外汇。
60年代开始生产的少齿差传动、摆线针轮传动、谐波传动等减速器具有传动比大,体积小、机械效率高等优点?。
但受其传动的理论的限制,不能传递过大的功率,功率一般都要小于40kw。