dek印刷机程式教学
DEK基本操作说明教学资料

D E K基本操作说明DEK 操作说明一:机器安全标志这章主要介绍DEK机器内部的各个安全标志、ESD防范标志等。
它们都处于机器内部或者外部比较显眼的地方。
1 警告和注意具有黄色的“WARNING,CAUTION,DANGER”字样的标签。
WARNING标志着需要操作人员或者维护人员注意可能发生的危险,这在机器内部或者是机器执行某些功能的时候会发生。
如上图所示的组合警告标签,表示操作人员或者维修人员需要参考技术手册再执行操作。
下面的表格列出DEK印刷机所用警示标识及其相应的含义。
警告:表示可能存在着隐蔽的危险警告:表示靠近锋利的边界会造成人身体伤害警告:表示所接触到的物资会有刺激性的化学伤害。
警告:表示所接触到的物资可能会燃烧警告:表示附近有移动的部件,小心不要碰到警告:表示附近有放射性的物资或者射线警告:表示高压力可能会造成伤害警告:表示附近可能有高电压,有被电击的危险警告:表示附近或者表面有发热的物体,防止烫伤2 紧急处理DEK虽然有如1所示的警告和安全标示,但仍然会有不正当操作的情况出现而出现紧急故障或者伤害,为此,DEK提供了两个安全紧急按钮(E-stop)。
每个紧急按钮都能使机器急停,从而避免伤害。
如图所示,在机器前台的两端都有红色的按钮就是E-stop。
图1 紧急按钮位置二机器概述1如图所示为机器外部概貌①机器控制屏幕(Main Control Screen)②两侧的控制按钮 (Two Button Control)③小鼠标(Mouse Trackball)④键盘(Keyboard)⑤系统启动按钮(System Button)⑥红色紧急按钮(Emergency Stop Button,E-stop)⑦主电源开关(Main Isolator)⑧印刷监控灯(Paste Roll Lamp)⑨机器状态灯(Tricoloured Beacon)2 机器控制屏幕的两种显示方式,如图所示Type1①印刷标题栏(Printe Title)②制程参数窗口(ProcessParameter)③消息提示栏(Message Prompt)④主菜单(Main Menu)⑤视频窗口(Vision Data)⑥警告消息窗口(WarningMessage)⑦印刷状态窗口(Printer Status) Type2①制程参数窗口(ProcessParameter)②机器参数窗口(MachineParameter)③消息提示栏(Message Prompt)④主菜单(Main Menu)⑤视频窗口(Vision Data)⑥警告消息窗口(WarningMessage)⑦印刷状态窗口(Printer Status)⑧印刷标题栏(Printe Title)这两种方式可以通过Zoom in或者Zoom out来转换。
DEK操作教材 ppt课件

PPT课件
15
PPT课件
16
PPT课件
17
A-265 Infinity鋼版更換:
假如鋼版已經在印刷機內部將要更換﹒ 步驟1.-按更換鋼版(Change Screen-F5)﹒
Mode
Load Data
Edit Setup Change Change Change Data Squeege Screen Tooling language Exit
21
步驟6.按下綠色(藍色)SYSTEM系統按鍵:(圖22)
SYSTEM STRAT
PPT课件
(圖22)
22
工具的設定(Tooling Setup):
在生產時選擇適當要求撐pin支撐板子﹒ 步驟1.按更換工具(Change Tooling-F6):
Mode
Load Data
Edit Setup Change Change Change Data Squeege Screen t Tooling language Exit
Lower Board Head Clamp
Prime paper
PPT课件
Prime Solvent
Exit
29
步驟9. 取下已用完之紙捲, 換上新紙捲
面對機器右視 圖
卷紙方向
PPT课件
30
END THANKS !
PPT课件
31
Paste Clean
Run
Head Load Screen Adjust Setup
Monitor Maint.
步驟2.按手動放置(Manual Load-F2)
Auto Manual
Load
Dispense Load
DEK印刷机程式详解
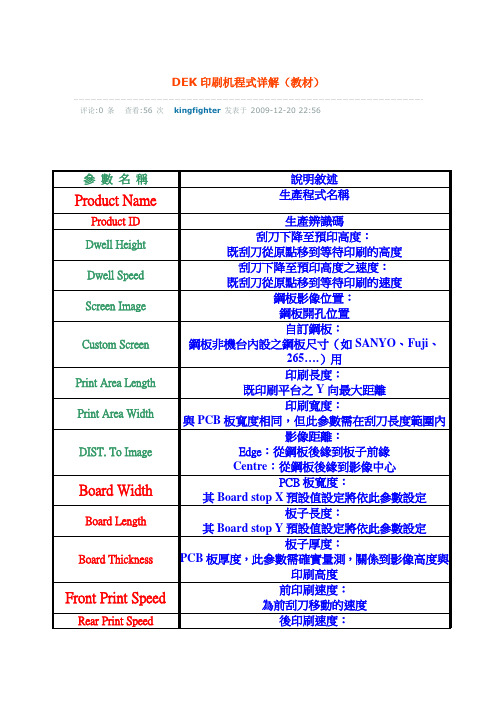
PCB板厚度,此參數需確實量測,關係到影像高度與印刷高度
Front Print Speed
前印刷速度:
為前刮刀移動的速度
Rear Print Speed
後印刷速度:
為後刮刀移動的速度
Flood Speed
舖錫速度:
將錫膏先舖一層之速度,後再執行一般印刷動作既做二次印刷
Print Front Limit
真空清潔速度:
Front Start Offset
前方清潔的補償值:
前方鋼板清潔開始的原點位置(板子前緣)
補償
Rear Start Offset
後方清潔的補償值:
後方鋼板清潔開始的原點位置(板子後緣)補償
Stop AfterIdel
閒置多久後停止:
Board 1 FID. Type
板子光學測試點1的形狀:
印刷偏移的補正
Forward Y Offset
前向Y補償值:
ForwardθOffset
前向θ補償值:
Reverse X Offset
後向X補償值:
印刷偏移的補正
Reverse Y Offset
後向Y補償值:
ReverseθOffset
後向θ補償值:
Screen X Forward
鋼板前X:
為CCD相機執行光學測試點比對後自動存入機器程式內
調整的種類:
分2個與3個光學測試點二種
Tooling Type
支撐pin種類:
為支撐PCB板的工具
Board Stop X
板子停止的X座標:
CCD相機上PCB板停止桿所在X放的位置
Board Stop Y
板子停止的Y座標:
2-DEK机印刷参数设定操作指导书
(1)印刷速度应与刮刀压力相对应,过快的速度会导致锡膏对刮刀压力产生过大的反作用力,而使实际刮刀压力加在钢网表面的力下降,致使表面有一层薄锡存在,模厚增加。
(2)由于细间距IC的孔壁面积与底面积之比较小,其脱模的质量对脱模速度较敏感,过快的脱模速度会影响锡膏的成型,出现拉尖,桥联现象。
7 改进措施:
细间距IC印刷参数控制值建议如下:
PCB板厚:PCB实际厚度-0.1MM DWELL高度:30MM
印刷速度:20~30MM/S DWELL速度:24MM/S
刮刀压力:14英寸刮刀:5.6~6.6KG, 21英寸刮刀:9~10KG
擦网方式:W/V/D 擦网速度:20~40MM/S
擦网频率:一般3PCS/1次,含较多BGA或细间距IC者,1~2PCS/1次。
DEK-248 半自动印刷机操作指导书
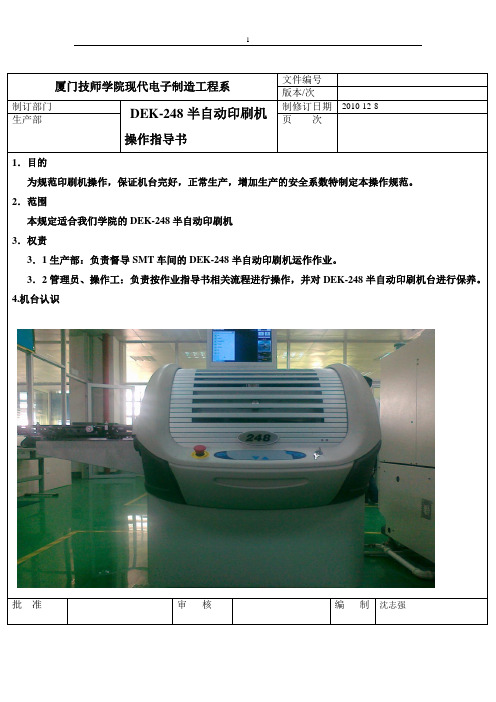
厦门技师学院现代电子制造工程系文件编号版本/次制订部门DEK-248半自动印刷机操作指导书制修订日期2010-12-8生产部页次1.目的为规范印刷机操作,保证机台完好,正常生产,增加生产的安全系数特制定本操作规范。
2.范围本规定适合我们学院的DEK-248半自动印刷机3.权责3.1生产部:负责督导SMT车间的DEK-248半自动印刷机运作作业。
3.2管理员、操作工:负责按作业指导书相关流程进行操作,并对DEK-248半自动印刷机台进行保养。
4.机台认识批准审核编制沈志强厦门技师学院现代电子制造工程系文件编号版本/次制订部门DEK-248半自动印刷机操作指导书制修订日期2010-12-8生产部页次5.机台操作键开机键是红色线框内的按键,当按键向下压的时候是处于开机状态;反之,是处于关机前台操作按钮:1是紧急按钮(出现紧急情况下或维护机台的时候按下);2是开始按钮(GO);3是工作台升降按钮(用于程序设置中的PCB板的印刷位置的调整);4是进入系统键(SYSTEN);5是控制钥匙(从左到右旋转,单GO 双GO 锁定SYSTEN键)批准审核编制沈志强厦门技师学院现代电子制造工程系文件编号版本/次制订部门DEK-248半自动印刷机操作指导书制修订日期2010-12-8生产部页次6.个人电脑的开关控制红色框内的按键是控制电脑的开机键,当开机后电脑不会自动开机就按下这个按钮,就可以开机进入以下界面:批准审核编制沈志强厦门技师学院现代电子制造工程系文件编号版本/次制订部门DEK-248半自动印刷机操作指导书制修订日期2010-12-8生产部页次7.网板的安装黄色框内是网板固定销1.当要更换网板或安装网时要先把固定销向上推,然后再固定起来2.拿起网板,先确定网板上的方向,然后平行向里面推进到了尽头,最后把固定销把网板固定起来。
3.最后盖上盖子。
批准审核编制沈志强厦门技师学院现代电子制造工程系文件编号版本/次制订部门DEK-248半自动印刷机操作指导书制修订日期2010-12-8生产部页次8.操作者的操作界面认识1.开机后的界面2.运行:所有程序都设定好的情况下开始生产3.步进运行:用于产品程序的设定4.添加锡膏模式:是用来添加锡膏5.其他的可略批准审核编制沈志强厦门技师学院现代电子制造工程系文件编号版本/次制订部门DEK-248半自动印刷机操作指导书制修订日期2010-12-8生产部页次9.刮刀的安装此图是印刷机的印刷头,需要配置刮刀才能实现印刷功能。
DEK印刷机培训教程

DEK印刷机培训教程2010.6.25目录1安全注意事项………………………………………………………1-2页2开机………………………………………………………………………….3页3程序的调用………………………………………………………………3-7页4印刷机程序制作……………………………………………………….7页4.1新产品建立……………………………………………………………...7-9页4.2程序参数界面设置………………………………………………………9页4.2.1.支撑……………………………………………………………………9页4.2.2.耗材选项………………………………………………………………10页4.2.3.刮刀……………………………………………………………………12页4.2.4.钢网……………………………………………………………………13页4.2.5.基准点…………………………………………………………………13页4.2.6.2D检测………………………………………………………………..17页4.2.7.基板限定数……………………………………………………………23页5关机………………………………………………………………………..22-24页6耗材的更换………………………………………………………………..24页6.1,网板擦拭纸的更换……………………………………………………..25页6.2,网板清洗液的添加……………………………………………………..28页7设备异常处理……………………………………………..28页1、安全注意事项: (3)1.1、接触焊锡膏时应佩戴手套 (3)1.2、取放刮刀时,避免刀锋划 (3)1.3、手动移动设备内各部件时, (3)1.4、手动移动设备时,必须确认 (4)1.6、设备使用中如果发生非正常 (4)2 开机 (5)1、安全注意事项:1.1、接触焊锡膏时应佩戴手套如果焊锡膏接触皮肤,应立即用水冲洗.1.2、取放刮刀时,避免刀锋划过皮肤,防止划伤身体。
DEK印刷机-操作-编程-保养

•按Load Data
Mode Load Edit Setup Change Change Change Exit Data Data Squeegee Screen Tooling Language
• 用Left,Right,Up,Down選擇程序名
Load
Rebuild Left Right Up List
Auto Board
Manual Board
•按Step
Adjust
Setup
monitor
maint Exit
Step
Single
Exit
•按Step
Step
Single
Exit
照辨識點(2)
照辨識點(3)
Step
Open Fiducial Adjust Search
Cover Setup
Step
Change Language
பைடு நூலகம்Exit
編程(3)
編程(4)
•當光標置於PRODUCT NAME時按Incr.,鍵入新 的程式名.
Save
Next Previous Incr. Decr.
Exit
•按Yes
Yes
Globals
No
Only
•輸入以下參數的數值:
•BOARD WIDTH
•BOARD LENGTH
BOARD CLAMPS
•按Exit ,退回主菜單
CHANGE SCREEN
BOARD CLAMPS
PRIME PAPER
PRIME PAPER
PRIME SOLVENT PRIME SOLVENT
maint
DEK265程式制作手册

规格
Min=0mm, Max=508mm
36:Fiducial 3 Y Coordinate
设定第三个Mark点的Y轴坐标
Min=0mm, Max=508mm 刮刀由后向前运动时,调整在X方向 的印刷偏位(Max=!1mm)
37:Forward X offset
补偿前行程的X方向视觉差
38:Forward Y offset
12:Seperation Speed
设定脱模时的分离速度
13:Seperation Distance
设定脱模分离距离
14:Print Mode
设定印刷模式
15:Print Deposits
设定印刷行程的次数
16:Screen Clean Mode1
设定钢版擦拭模式为1
﹕
参数
17:Screen Clean Rate1
参数 说明 规格
最多可由8个字母﹑符号或数字组成。例如: 850T-004
min=40mm,max=510,板宽如重新设定则下 列参数会自动改变:印刷范围﹑钢板清洁范 围﹑Board stop在Y轴的位置及自动顶pin Y轴 范围(选配) min=50mm,max=510 mm,板长如重新设定 则下列参数会自动改变: Board stop在X轴的 位置及自动顶pin X轴范围(选配)﹑自动添加 锡膏范围(选配)。 min=0.2mm,max=6 mm。板厚如被重新设定, 则自动调整Vision Height 及Print Height 。
1:Product Name
设定所生产机种的名称
2:Board Width
设定所印的PCB板的宽度
3:Board Length
设定所印的PCB板的长度
Dek印刷机教案
根据偏位调相关参数校正
① 在EDIT 菜单中通过测量直接输入MARK点的 坐标,越准确越好。 ② 在STEP模式下,使用ADJUST调节,使MARK点 的设定位置和实际位置重合,并给出正确的 MARK点尺寸。 ③ 在 Learn Fiducial: 菜单下调整MARK点坐 标,以形、实重合为标准。 ④ 当在显示屏幕上完全看不到MARK点图形时, a.查看进板方向是否和钢网一 致;b.钢网名称 正确与否;c.重复第①②步骤.
板寬 板長
板厚 前括刀速度
后括刀速度 鋪錫速度 从板的前边沿到印刷起点位置的距离
从板的后边沿到印刷起点位置的距离
前括刀壓力 后括刀壓力
鋪錫速度
PCB板和钢网之间的间隙
PCB板底面和机器顶针顶端间的距离 脫板速度
脫板距離 印刷板数量设置
印刷模式 未使用無意義 选择一块板的印刷次数 加錫膏的頻率
钢网清洗模式1,WET,DRY,VAC,NONE 钢网清洗頻率
亞旭電子科技有限公司
DEK以STEP模式工作时的动作过程
按下RUN,Table对升降轨道进行检查
Camrea 运动到Board Stop 位置
Board Stop下降到等板进入的位置
按Auto Board ,板被送入机器并被Board Stop 挡住 印刷头运动到开始印刷位,两个刮刀都运动到Dwell位置(高于钢网25mm)
LR : Left & Right
FR : Front & Rear
Inner : 内圈
Outer : 外圈
在调节过程中我们可以看到显示屏幕上的柱状图不断的变化
调整过程和方法:
DEK的程式生成

制作新的DEK程式步驟1.按設定(Setup-F6):步驟2.按模式(Mode -F1)直到Step出現在螢幕上:步驟3.按編輯資料(Edit Data -F3):此時螢幕會出現下列畫面:請利用向後(Next), 向前(Previous), 增加(Incr.), 減少(Decr.)來輸入新檔名, 板寬, 板長及至少兩步驟4.按儲存(Save-F2):此時軌道系統將自動修正成新修正程式之寬度, 並作自我偵測的動作. 當動作完成後即可進行下一步驟.步驟5.請放入將生產的PC板:步驟6.按執行(Run-F1):步驟7.按自動送板(Auto Board-F1):步驟8.按下一步(Step-F1):步驟9.按下一步(Step-F1):此時應會出現視覺點(Fiducial mark)在視覺螢幕.如無法出現視覺點請執行步驟9-1步驟9-1.按搜尋(Search Step-F5):直到視覺點(Fiducial mark)出現在視覺螢幕.如搜尋過頭時請按搜尋復歸(Search Reset-F6)回到原來的位置.如視覺點(Fiducial mark)出現在視覺螢幕上但位置不理想時, 請執行步驟9-2.步驟9-2.按調整(Adjust-F4):此時應會出現下列畫面.此時您可選擇自動學習(Auto Learn-F1)或手動設定Manual Set up-F2).如您按自動學習(Auto Learn-F1)則軟體會依視覺點(Fiducial Mark)形狀不同而自我改變視覺點形狀模式(Fi 如您按手動設定Manual Set up-F2)則請依下列步驟進行手動設定:此時應會出現下列畫面.請利用向後(Next), 向前(Previous), 增加(Incr.), 減少(Decr.)來增減修正相關資料.視覺點形狀(Fiducial Type): 請利用增加(Incr.), 減少(Decr.) 修正視覺點形狀, 可選擇圓形, 方形,菱形, 三角形背景亮度(Background): 請利用增加(Incr.), 減少(Decr.) 修正背景亮度. 如視覺點是亮的則請選擇黑的(Dark)背視覺點評鑑分數(Accept Score): 請利用增加(Incr.), 減少(Decr.)來修正數值或按?鍵直接輸入數值.步驟11.按視覺點學習(Learn Fiducial-F1):此時應會出現下列畫面.請利用向後(Next), 向前(Previous), 增加(Incr.), 減少(Decr.)來增減修正相關資料.細調X方向(Position X): 請利用增加(Incr.), 減少(Decr.) 修正X方向的位置或按鍵直接輸入數值細調Y方向(Position Y): : 請利用增加(Incr.), 減少(Decr.) 修正Y方向的位置或按鍵直接輸入數值.直徑(Diameter): 請利用增加(Incr.), 減少(Decr.) 修正視覺點的直徑或按鍵直接輸入數值.內直徑(Inner Contour): 請利用增加(Incr.), 減少(Decr.) 修正視覺點的直徑或按鍵直接輸入數值.外直徑(Outer Contour): 請利用增加(Incr.), 減少(Decr.) 修正視覺點的直徑或按鍵直接輸入數值.如果光源不理想時, 請執行步驟10-1步驟11-1.按光源設定(Set Light-F3):此時應會出現下列畫面.鋼板垂直光源(Screen Vertical): 請利用增加(Incr.), 減少(Decr.)來修正光源數值或按鍵直接輸入光源數值.鋼板斜射光源(Screen Oblique): 請利用增加(Incr.), 減少(Decr.)來修正光源數值或按鍵直接輸入光源數值. Pc板垂直光源(Board Vertical): 請利用增加(Incr.), 減少(Decr.)來修正光源數值或按鍵直接輸入光源數值. Pc板斜射光源(Board Oblique): 請利用增加(Incr.), 減少(Decr.)來修正光源數值或按鍵直接輸入光源數值.視窗左移(Window Left): 請利用增加(Incr.), 減少(Decr.)來修正視窗位置或按鍵直接輸入數值視窗上移(Window Top): 請利用增加(Incr.), 減少(Decr.)來修正視窗位置或按鍵直接輸入數值修正視窗位置.視窗寬度(Window Width): 請利用增加(Incr.), 減少(Decr.)來修正視窗大小或按鍵直接輸入數值修正視窗大小視窗高度(Window Height): 請利用增加(Incr.), 減少(Decr.)來修正視窗大小或按鍵直接輸入數值修正視窗大小當視覺點(Fiducial mark)修正到最佳狀況時即可執行下一步驟.步驟12.按視覺點學習(Learn Fiducial-F1):此時電腦應會執行儲存的動作. 當儲存動作完成後. 可執行下一步驟確認.步驟12-1.按視覺點確認(Locate Fiducial-F2):當視覺點(Fiducial mark) 確認完成後, 即可執行下一步驟步驟13.按離開(Exit—F8):步驟14.按下一步(Step-F1):請依步驟9至步驟14逐一完成其他三點視覺點(Fiducial mark).當所有視覺點(Fiducial mark)都完成時螢幕會出現”Saving Fiducial Data - Please Wait”“Board Data File Saved”步驟15.按離開(Exit—F8):步驟16.按自動送板(Auto Board-F1):取出Pc板後即完成程式製作., 板長及至少兩點視覺點(Fiducial Mark)的XY值. (請參閱參數表)作完成後即可進行下一步驟.-F6)回到原來的位置.變視覺點形狀模式(Fiducial Type)出現下列畫面.可選擇圓形, 方形,菱形, 三角形, 十字型, 雙方型及視覺辨識.點是亮的則請選擇黑的(Dark)背景, 反之請選擇亮的(Light)背景按?鍵直接輸入數值.鍵直接輸入數值按鍵直接輸入數值.鍵直接輸入數值.鍵直接輸入數值.直接輸入光源數值.值或按鍵直接輸入光源數值.或按鍵直接輸入光源數值.或按鍵直接輸入光源數值.鍵直接輸入數值修正視窗位置.鍵直接輸入數值修正視窗位置.鍵直接輸入數值修正視窗大小.按鍵直接輸入數值修正視窗大小.唐昆仑20140318。
DEK265.操作1
金寶電子(中國)有限公司SMT部DEK265印刷機操作說明書版本:01編訂:劉波編訂日期:2001/12/19修訂:審核:目錄•壹、DEK印刷機基本簡介•貳、內部結構基本簡介及安全注意事項•參、程式編輯基本步驟•肆、DEK簡易故障排除壹、DEK印刷機基本簡介一、操作介面簡介1.觸摸屏(Touchscreen Monitor用手點擊功能鍵機器則執行相應之運作,如此,眼到手到,得心應手)2. 鍵盤(Keyboard鍵盤之功能鍵與屏幕功能鍵F1--F6一一對應,主要輸入一些參數)3. 鼠標(Mouse鼠標點擊與觸摸屏點擊功能一樣)4. 鍵盤兩邊兩個按鈕為控制鍵(Two Button Control保養用)5.中間鍵為系統鍵(system button )當開機或情況不妙壓下紅色急停按鈕後可用它恢復6.機器前方有兩個Mains Isolator為紅色,用於一些緊急狀態的非常停止以縮小損失7.左下綠色按鈕為燈光開關paste Roll Lamp,改善視覺光源8 .右下黑色開關為電源開關相當於POWER OFF/ON(E- Stop.)9.信號燈塔和支撐霹二、其它1.DEK265印刷機為英國制造造型美觀成矩形色澤柔和為乳白色2.機台精確度高相機照MARK用伺服馬達自動補償,能精確定位印刷品質佳3.刮刀上下,工作台上下,BELT的速度均可調整,編程簡單,初學者也能很快進入角色。
貳、內部結構基本簡介及安全注意事項一.內部結構基本組成大至分為五部分1. 軌道傳輸部分(Rail Module) 主要負責PCB搬運工作2. 支撐部分(Printhead Module) 用以支撐印刷刮刀&錫膏印刷部分3. 驅動刮刀部分(Print carriage Module) 用以驅動前後刮刀移動4. 錫膏印刷部分( Squeeze Module) 主要負責將錫膏印到PCB板上5. 工作台上升部分(Rising Table Module) 主要負責將印刷PCB送到一定高度便於印刷6.相機影像處理部分(Camera Module)主要負責照PCB mark 讀出MARK座標,並自動補償, 精確定位鋼板MACK與PCB MACK完全吻合7.鋼板清洗機構(Under screen Cleaner Module) 主要負責清洗鋼網底部之殘錙錫膏或臟物以保鋼網底部清潔確保印刷品質二、安全注意事項1.站立機台旁切勿靠近機台以免碰到E-STOP2.機台運轉時不可將頭或手伸進機台中以免造成傷害3.操作機器時應特別小心以免工具或其它掉入機器中4.機台運轉時應避免加錫膏5.平時保養機器完時應反復確認工具或其它有無全部取出,同時作試機確認參、程式編輯基本步一、準備工作1.空P.C.B 一塊2.遊標卡尺3.鋼板(PCB流向)4.MARK1 X座標Y座標5.MARK2 X座標Y座標6.PCB板X 長、Y寬(SIZE)尺寸二、參數編輯1.傳出一個標準程式{STUP LOAD DATA 用選取標準程式(Sample)按ENTER鍵}2.輸入基本參數(STUP EDIT DATA 點擊F6 Incr. 修改程式的名稱Enter用Keyboard 移至Product ID欄輸入當前鋼網的位置(DEK承載架上有鋼網位置刻度尺,方便人員調試和記錄)再依次輸入刮刀壓力(Front/Rear Pressure);印刷速度(Print Front/Rear Speed);PCB板長、板寬(PCB board Length & width);脫模速度(Seperation Speed );脫模距離(Seperation Distance );PCB第一個Fiducial X 、Y 座標;第二個Fiducial X . Y 座標及Fiducial 形狀(含鋼板Fiducial 形狀);清洗鋼板方式(W/D/V)及清洗頻率(次數)3.將鋼板X 、Y的自動補償值歸零(Screen X forward/Rear &Screen Y axis)4.將之前有人員人為補償的X OFFSETY,OFFSET ,Q OFFSET歸零三、程式編輯1.將操作模式切換STEP進行單步作業(按四次STEP).直到能從顯示器看到PCB MARKE及鋼板MARK,一般來講,隻要能看到PCB MARKE及鋼板MARK在畫面上,就表示鋼板的位置已放好,若不能看到,可用SEARCH FIDUCIAL SETUP 來尋找鋼板MARK,用這種方法尋找到的鋼板MARK 也隻能作為參考,還頇按照DEK提供的數據人為地移動鋼網的位置。
DEK印刷机基础知识

DEK 全自动钢网印刷机操作指导书一、流程图二、流程说明001 开机001a 确保机器里面没有异物。
001b 打开压缩空气,顺时针旋转前面右下脚主电源开关,打开电源。
机器开始引导,待显示器上显示“PRESS SYSTEM BUTTON TO INITIALISE”时,按绿色的〈STSTEM〉键,机器开始初始化,显示器信息提示条中显示当时机器正在做什么。
直到显示器下面一排绿色的功能菜单显示出来。
002 调生产程序按〈SET UP〉(显示的功能键和显示器下面以及键盘上功能键F1-F8一一对应),弹出〈SET UP 〉子功能,按〈LOAD DATA〉通过用〈UP〉〈DOWN〉〈LIFT〉〈RIGHT〉或箭头键选择所需板的文件名,然后按〈LOAD〉功能键。
003 检查参数因为刮刀的材料和新旧程度的不同,以及板长度的不同所需的刮刀压力也不同,每次调用程序后要检查刮刀压力,并根据印刷情况做相应的调整。
004 设置顶针使用FORMFLEX设置顶针,先将刮刀,钢网拆下,将RESET按钮按住直至所有的顶针降下;将FORMFLEXSETUP PLATE 放在当前要用钢网的中心,先将中间手锁锁住,再将两边手锁锁住,装上钢网;按STEP 直至TABLE上升至PRINT高度,按一下机器前盖上的操作按钮等大约100秒左右,按钮旁的气压显示计的颜色由白转绿后,确认顶针升起后按EXIT退出;将钢网退出,拆下SETUP PLATE。
(适用于INFINITY)使用AUTOFLEX,如果是单面板,机器根据板的尺寸自动设置,如果是印双面板则需要根据PCB胶片上元件的位置,从软件操作界面进入CHANGE TOOLING ,CHANGE AUTOFLEX ,通过选择LOWER或RAISE 将可能顶到元件的顶针消去。
(适用与GSX/GS)005更换刮刀及做刮刀高度校准按〈SETUP SQUEEGEE〉/〈CHANGE SQUEEGEE〉根据提示信息,打开盖子,先安装后片刮刀,再安装前片刮刀,拧紧螺丝并检查两片刮刀要横着水平,两刮刀竖着要平行。
DEK印刷机操作培训教材(课堂PPT)

• 按Change Tooling
Mode Load Edit
Setup
Data Data Squeegee
• 按Open Cover
Change Screen
Change Tooling
Change Exit Language
Adjust Open Home Cover Cleaner
BOARD CLAMPS
•按Exit ,退回主菜单
CHANGE SCREEN
BOARD CLAMPS
PRIME PAPER
PRIME SOLVENT
PRIME PAPER
PRIME SOLVENT
maint
Exit Exit
11
换顶针(1)
• 在主画面面,按Setup
Run Open Paste Clean Adjust Setup monitor maint
板时间). • Front Print Speed前印刷速度 • Rear Print Speed后印刷速度
5
主画面的识別(3)
• Front Pressure 前刮刀压力 • Rear Pressure 后刮刀压力 • Separation Speed 分离速度 • Clean 1 Count Rate:4/10 • 清洁频率为每刷十块 PCB擦一次钢网,現在已刷了
• 关上前盖
• 按亮‘系统键’
maint Exit
14
加锡膏(2)
• 按Continue
DEK培训教材
注
操
意
作
事
项
Rev: A0
1
操作
2
操作
•主画面的识別
DEK印刷机操作指导书
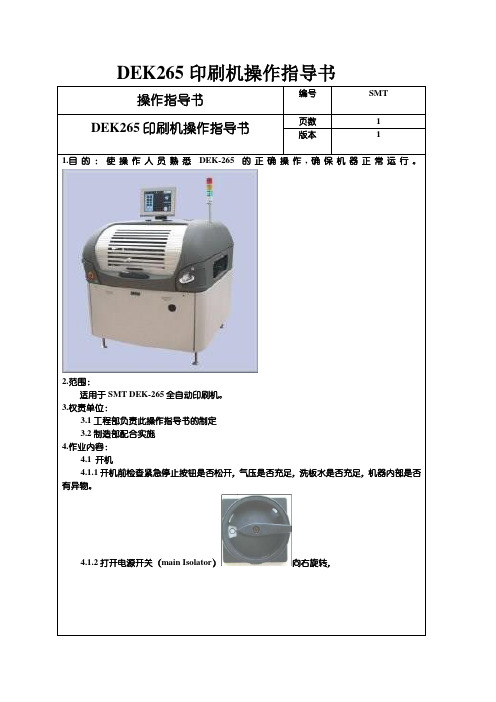
DEK265印刷机操作指导书操作指导书编号SMT DEK265印刷机操作指导书页数 1版本 11.目的:使操作人员熟悉DEK-265的正确操作,确保机器正常运行。
2.范围:适用于SMT DEK-265全自动印刷机。
3.权责单位:3.1工程部负责此操作指导书的制定3.2制造部配合实施4.作业内容:4.1 开机4.1.1开机前检查紧急停止按钮是否松开,气压是否充足,洗板水是否充足,机器内部是否有异物。
4.1.2打开电源开关(main Isolator)向右旋转,DEK印刷机操作指导书页数 2版本 1按下系统键系统进入初始化DEK265印刷机操作指导书页数 3版本 14.2初始化完毕后进入操作界面4.4生产程式的检查:4.4.1按下键,检查当前文件的名称以及数据,进入印刷参数的设定检查参数是否正确DEK265印刷机操作指导书页数 4版本 14.4.2应检查的参数产品名称基板长度基板宽度基板高度:前刮刀压力:后刮刀压力:前、后刮刀速度脱模速度:离网距离:基板基准点1X:MARK1的坐标基板基准点1Y:输入MARK1的Y 坐标基板基准点2X:输入MARK2的X坐标基板基准点2Y:输入MARK2的Y坐标清洁模式清洁速度丝网板开孔图案位置:4.4.3检查无误后,按键返回4.4.4.如文件名称与机种不符应重新调用程序,点击后进入界面选择相应的程序,并调用。
5.1安装钢网5.1.1放入钢网(注意网板方向要与PCB板的进板方向相符),并使用右手边夹杆上的刻度尺将钢网送至正确位置,回到界面后按键安装丝网。
每关上前盖都要按下系统键才能回到界面。
5.2刮刀的使用:刮刀在选择是要选用比PCB大50mm,刮刀与印框之间至少有80mm的距离。
操作指导书编号SMT DEK265印刷机操作指导书页数 5版本 15.2.1每次换线时需及时检查刮刀有无变形;将刮刀放置于链条轨道上,检查刮刀与链条轨道是否平贴5.2.2刮刀安装时要特别注意方向(前刮刀)(后刮刀),双手顺时针同时拧紧螺丝,拆卸方法与安装反向即可,拆卸完毕要清除干净残留的锡膏5.3添加锡膏5.3.1锡膏的初次使用量一般按PCB的尺寸来估计,(添加时要注意锡膏要保持在印刷钢网的与刮刀之间的非开口区域内,以免使PCB板弄脏)。
dek印刷机程式教学

dek印刷机程式教学DEK印刷机调机教材1、正确了解程序中的每⼀参数在⽣产过程中,我们在做新程序的过程中,⽬前的做法是在⼀个⽼的程序的基础上进⾏“修改”⽽获得我们所需要的程序,尽管如此,我们还是有必要了解在SETUP状态下EDIT菜单中各项参数的含义和使⽤、调整⽅法。
Product Name 产品名称Product ID 是对产品的说明性⽂字,没有实质性意义,最多32个字符,屏幕会显⽰头20个字符。
Product Barcode 产品条形码,最长20个字符。
⽬前我们没有使⽤。
(仅265GSX可使⽤)Screen barcode 对应产品的钢⽹的条形码,⽬前我们没有使⽤。
(265GSX )Dwell Height 刮⼑停留⾼度(主要⽤于观察滚动条的情况)最⼩ 5mm 最⼤ 40mm增量 1mm 缺省 30mmDwell Speed 刮⼑运动到Dwell⾼度的速度最⼩ 10mm/sec 最⼤30mm/sec增量 1mm/sec 缺省 24mm/secScreen Adapter 钢⽹类别,选项有NONE,255,SANYO,HERAEUS,20X20,12X12Screen Image 钢⽹框架定位选择,有EDGE和CENTRE两个选项,其中EDGE只适⽤于SANYO和FUJI钢⽹框。
Custom Screen ⽤于对钢⽹位置的定义和调整,我们多数情况使⽤DISABLED。
Board Width 板宽,40--508mm,增量0.1mmBoard Length 板长,50--510mm,增量0.1mmBoard Thickness 板厚,0.20--6.0mm,增量0.01mmPrint Speed 印刷速度,2--150mm/sec,增量1mm/secFlood Speed 未⽤Print Front Limit 从板的前边沿到印刷起点位置的距离,0--板宽,缺省0mmPrint Rear Limit 从板的后边沿到印刷起点位置的距离,0--板宽,缺省0mmFront Pressure 前刮⼑压⼒,0--20kg,增量0.2kgRear Pressure 后刮⼑压⼒,0--20kg,增量0.2kgFlood Height 未⽤Print Gap 在印刷时,PCB板和钢⽹之间的间隙,0-6mm,增量0.025mm ?Underside Clearance 定义PCB板底⾯和机器顶针顶端间的距离,主要是针对底⾯有元件的板⽽⾔。
DEK印刷机参数设置讲课文档

48
PROFLOW KNEAD PRESSURE
挤压式刮刀头搅拌 挤压式刮刀头搅拌锡膏之压力设
压力
定
0kg
49
BOARD 1 FID. TYPE
PCB光学定位点1的 形状
50
BOARD 2 FID. TYPE
PC板光学定位点2的 形状
光学定位点的形状共有CIRCLE圆
形, RECTANGLE矩形, DIAMOND菱
WET DRY VAC NONE
WET DRY VAC NONE
Max:120mins Min:1mins
Max:120mm/s Min:10mm/s Max:100mm/s Min:10mm/s
1mins 1mm/s 1mm/s
Max:100mm/s Min:10mm/s
1mm/s
Max:60mm Min:0mm 1mm
37
DRY CLEAN SPEED
干擦清结速度
38
WET CLEAN SPEED
湿擦清洁速度
启动自动擦拭的待机时间设定 干擦速度设定 湿擦速度设定
39
VAC CLEAN SPEED
真空擦拭速度
真空擦拭速度设定(必须在SET PREFERENCES內参数UNDER SCREEN CLEANER设为VACUUM时才会出现)
形, TRIANGLE三角形, DOUBLE
SQUARE双正方形, CROSS十字形,
VIDEO MODEL影像模式(任意图形
但必须对比清楚且为唯一形状,若 CIRCLE
Teach不当较容易产生印刷偏
51
BOARD 3 FID. TYPE
PC板光学定位点3的 形状
移,SELECT MARK TYPE为只有当 SET PREFERENCES內参数
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DEK印刷机调机教材1、正确了解程序中的每一参数在生产过程中,我们在做新程序的过程中,目前的做法是在一个老的程序的基础上进行“修改”而获得我们所需要的程序,尽管如此,我们还是有必要了解在SETUP状态下EDIT菜单中各项参数的含义和使用、调整方法。
∙Product Name 产品名称∙Product ID 是对产品的说明性文字,没有实质性意义,最多32个字符,屏幕会显示头20个字符。
∙Product Barcode 产品条形码,最长20个字符。
目前我们没有使用。
(仅265GSX可使用)∙Screen barcode 对应产品的钢网的条形码,目前我们没有使用。
(265GSX )∙Dwell Height 刮刀停留高度(主要用于观察滚动条的情况)最小 5mm 最大 40mm增量 1mm 缺省 30mm∙Dwell Speed 刮刀运动到Dwell高度的速度最小 10mm/sec 最大30mm/sec增量 1mm/sec 缺省 24mm/sec∙Screen Adapter 钢网类别,选项有NONE,255,SANYO,HERAEUS,20X20,12X12∙Screen Image 钢网框架定位选择,有EDGE和CENTRE两个选项,其中EDGE只适用于SANYO和FUJI钢网框。
∙Custom Screen 用于对钢网位置的定义和调整,我们多数情况使用DISABLED。
∙Board Width 板宽,40--508mm,增量0.1mm∙Board Length 板长,50--510mm,增量0.1mm∙Board Thickness 板厚,0.20--6.0mm,增量0.01mm∙Print Speed 印刷速度,2--150mm/sec,增量1mm/sec∙Flood Speed 未用∙Print Front Limit 从板的前边沿到印刷起点位置的距离,0--板宽,缺省0mm∙Print Rear Limit 从板的后边沿到印刷起点位置的距离,0--板宽,缺省0mm∙Front Pressure 前刮刀压力,0--20kg,增量0.2kg∙Rear Pressure 后刮刀压力,0--20kg,增量0.2kg∙Flood Height 未用∙Print Gap 在印刷时,PCB板和钢网之间的间隙,0-6mm,增量0.025mm ∙Underside Clearance 定义PCB板底面和机器顶针顶端间的距离,主要是针对底面有元件的板而言。
3-42mm,增量1mm,缺省19mm∙Separation Speed 印刷完成后钢网和板在最初3mm距离内的分离速度0.1--20mm/sec ,增量0.1mm/sec∙Separation Distance 分离距离。
0--3mm,增量0.1mm,缺省3.0mm∙Board Count 印刷板数量设置,0--500Boards,0为无穷大∙Print Mode 印刷模式,我们的程序全部选择Print/Print模式。
∙Print Deposits 选择一块板的印刷次数,1,2或3,默认为1∙Screen Clean Mode 1 钢网清洗模式1,WET,DRY,VAC,NONE∙Screen Clean Rate 1 钢网清洗频率,0--200,增量1∙Screen Clean Mode 2 钢网清洗模式2, WET,DRY,VAC,NONE∙Screen Clean Rate 2 钢网清洗频率,0--200,增量1∙Clean After Knead 搅拌后清洗。
可选ENABLE/DISABLE∙Clean After Downtime 该功能是在预先程序的设定下对钢网进行简单的清洗,一般是在设备或程序闲置一段时间(设备开机后)后印刷完第一片板后就立即进行。
选项有WET,VAC,DRY,NONE∙Clean After 是对上一个模式的停工时间(Downtime)的设置。
5-120mins ∙Dry Clean Speed 清洁纸干洗速度,10--120mm/sec,增量1mm/sec.∙Wet Clean Speed 清洁纸湿洗速度,10--100mm/sec,增量1mm/sec.∙Vac Clean Speed 清洁纸真空洗速度,10--120mm/sec,增量1mm/sec.∙Front Start Offset 清洗起始位置距离板前边沿距离。
0--60mm增量1mm ∙Rear Start Offset 清洗起始位置距离板后边沿距离。
0--60mm增量1mm ∙Paste Knead Period 印刷和搅拌之间的时间设置∙Knead Deposits 设定对需要搅拌的板的搅拌次数2--20∙Knead Board 搅拌功能选择之后搅拌的板数。
∙Knead After Dispense 添加锡膏(自动/人工)后下块板进行搅拌。
Enable/Disable∙Stop After Idle 在enable状态下,当上、下线传送系统良好的情况下,产品(PCB板)和钢网接触但印刷过程没有完成。
2--120mins∙Board 1 Fiducal Type fiducial 点的类型,Circle,Rectangle,Diamond,Triangle,Double Square,Cross,Video model∙Board 2 Fiducal Type fiducial 点的类型,Circle,Rectangle,Diamond,Triangle,Double Square,Cross,Video model∙Board 3 Fiducal Type fiducial 点的类型,Circle,Rectangle,Diamond,Triangle,Double Square,Cross,Video model∙Screen 1 Fiducal Type fiducial 点的类型,Circle,Rectangle,Diamond,Triangle,Double Square,Cross,Video model∙Screen 2 Fiducal Type fiducial 点的类型,Circle,Rectangle,Diamond,Triangle,Double Square,Cross,Video model∙Screen 3 Fiducal Type fiducial 点的类型,Circle,Rectangle,Diamond,Triangle,Double Square,Cross,Video model∙Fiducial 1 x coordinae fiducial 1 的 x 坐标值0--508mm,增量 0.1mm∙Fiducial 1 y coordinae fiducial 1 的 y 坐标值0--508mm,增量 0.1mm∙Fiducial 2 x coordinae fiducial 2 的 x 坐标值0--508mm,增量 0.1mm∙Fiducial 2 y coordinae fiducial 2 的 y 坐标值0--508mm,增量 0.1mm∙Fiducial 3 x coordinae fiducial 3 的 x 坐标值0--508mm,增量 0.1mm∙Fiducial 3 y coordinae fiducial 3 的 y 坐标值0--508mm,增量 0.1mm∙Forward x offset 从后往前刮时编辑的在板上的印刷偏移量,当偏移量为+时,印刷位置相对PCB板右移。
-1.0--+1.0mm 增量0.004mm∙Forward y offset 从后往前刮时编辑的在板上的印刷偏移量,当偏移量为+时,印刷位置相对PCB板后移。
-1.0--+1.0mm 增量0.004mm∙Forward ɡ offset从后往前刮时编辑的在板上的印刷偏移量,当偏移量为+ 时,印刷位置相对PCB板顺时针移动。
-1000--+1000arc seconds 增量2 arc seconds∙Revers x offset 从前往后刮时编辑的在板上的印刷偏移量,当偏移量为+时,印刷位置相对PCB板右移。
-1.0--+1.0mm 增量0.004mm∙Revers y offset 从前往后刮时编辑的在板上的印刷偏移量,当偏移量为+ 时,印刷位置相对PCB板后移。
-1.0--+1.0mm 增量0.004mm∙Revers ɡ offset 从前往后刮时编辑的在板上的印刷偏移量,当偏移量为+ 时,印刷位置相对PCB 板顺时针移动。
-1000--+1000arc econds 增量2 arc seconds∙Screen X Forward 通过调整马达(XF)的调整使一般位置的网上和板上的Fiducial点能够通过一个相机看到。
-20--+20mm,增量0.004mm∙Screen X Rear 通过调整马达(XR)的调整使一般位置的网上和板上的Fiducial点能够通过一个相机看到。
-20--+20mm,增量0.004mm∙Screen Y Axis 通过调整马达(Y)的调整使一般位置的网上和板上的Fiducial点能够通过一个相机看到。
-20--+20mm,增量0.004mm∙Alignment Weighting 使用于两个FID点的模式。
一种权重值,他它设定FID2能够接受的偏差的程度(对2个点来说)0--100%∙X Alignment 3个FID点模式时 X 的权重∙Y Alignment 3个FID点模式时 Y 的权重∙Alignment Mode FID点的选择模式。
2/3fiducial .∙Tooling Type 程序设定的PCB板的支撑模式。
AUTOFLEX,VACUUM,MAGNETIC,PILLARS(盒式)∙Board Stop X 从机器中心线到PCB板停板位置的距离。
50-254mm∙Board Stop Y 从机器定轨到PCB板停板位置的距离。
25--板宽-20mm∙Right Feed Delay 当不规则板从右边进板时,Board Stop允许的延长时间。
SPC Configuration SPC编辑菜单。
2、根据MARK点质量调相关参数2.1 MARK点的形状(类型选择)DEK265GSX机器可以接受的MARK点类型Circle(圆), Rectangle(矩形), Diamond(菱形), Triangle(三角形), Doulble Square(双正方形), Cross(十字形), vedio model等。
根据PCB板和钢网上MARK点的形状选择相应的MARK点类型。