超精密加工技术的发展与展望
超精密加工技术的应用与发展创新

超精密加工技术的应用与发展创新随着工业化程度的不断提高,各行各业对于产品加工精度的要求也越来越高。
超精密加工技术作为一种高精度加工手段,在多种行业中得到了广泛的应用和重要的发展。
本文将从超精密加工技术的概念和特点、应用领域以及发展创新方面,探讨这一技术的现状与未来。
一、超精密加工技术的概念和特点超精密加工技术作为先进的制造技术,是一种在非接触条件下通过高度控制精度和极小加工力实现的超精度制造过程。
其主要特点在于能够完成高精度、高透明度的加工,同时实现最大限度的纳米级表面精度和形状控制,并实现极高的材料利用率和能源效率。
当前,超精密加工技术已经成为了生产微电子元件、高精度仪器、光学设备、医疗器械以及航空、航天等领域的重要手段。
二、超精密加工技术的应用领域1. 微电子元件制造微电子元件制造是超精密加工技术的重要应用领域之一。
超精密加工技术主要应用于微电子元件的表面处理和制造过程。
通过高度精密的加工,能够最大限度地实现微电子元件的纳米级精度和优异的表面平整度。
2. 光学设备制造光学设备制造是超精密加工技术的另一个重要应用领域。
通过超精密加工技术,能够实现近乎完美的光学表面加工,达到光学元件的超精度。
该技术广泛应用于反射镜,激光器器件,非球面透镜增益校准等领域,为光学设备的制造和优化提供了可靠的手段。
3. 生物医疗设备生物医疗设备是超精密加工技术引入的新领域之一。
超精密加工技术能够实现各种医疗设备的高精度加工,例如人工关节、医疗导管、人工晶体等生物医疗设备。
通过超精密加工技术,这些医疗设备得以轻松地实现形状的精确定位和表面的高质量加工,从而拓展了生物医疗设备的应用领域。
4. 航空航天领域超精密加工技术在航空航天领域的发展也非常突出。
通过超精密加工技术,可以实现各种轻量化和高精度零部件的制造,包括发动机组件、喷气口、舵机组件和其他高温材料。
这种高质量加工技术能够提高飞行器的飞行效率和安全性,并显著提高其性能和使用寿命。
我国精密超精密加工技术发展展望

我国超精密加工技术发展展望朱锟鹏,李科选,姜丽丽,叶冬森中国科学院先进制造研究所精密制造实验室超精密加工技术就是在超精密机床设备上,利用零件与刀具之间产生的具有严格约束的相对运动,对材料进行超精密微量切削,以获得极高形状精度和表面光洁度的零件加工过程。
超精密加工技术对于提高产品的性能、成本和质量具有重要的意义,已经成为高精尖产品制造中不可缺少的加工手段。
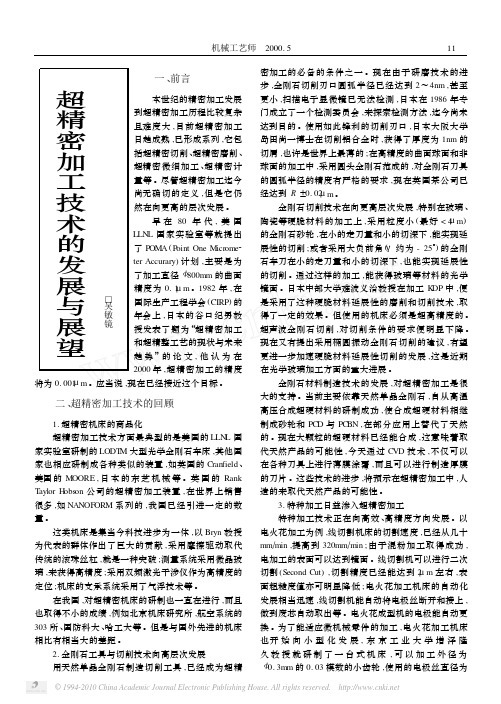
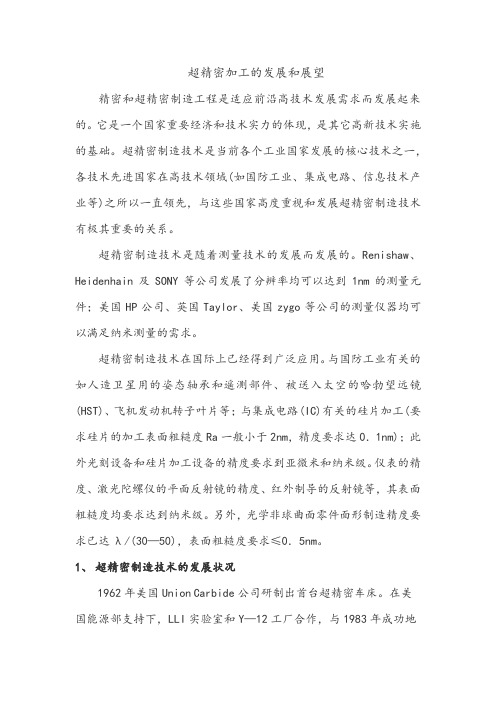
1983年日本Taniguchi 教授提出,并于2000年由McKeown 教授更新的20世纪40年代以来加工精度的发展情况,如图1所示。
可以看出,精密与超精密加工技术以不断提高加工精度和表面质量为目标,在不同的发展阶段具有不同的定义,并没有严格的分界线。
目前超精密加工技术已经发展成为一门综合多学科的高新技术,涉及材料、加工设备、电子、计算机、检测和工作环境等各个方面,在高技术领域和军用工业以及民用工业中都有广泛应用,已成为衡量一个国家先进制造技术水平的重要指标之一。
加工方法与设备1001010.10.010.0010.00011940196019802000年度加工精度P /μm图1 20世纪40年代后加工精度的发展多年以来,美国、英国和日本等工业发达国家均十分重视精密/超精密加工技术的研究,取得了长足的发展,达到了较高的水平。
美国国家实验室曾于1983~1984 年研制了两台大型金刚石超精密车床,目前仍然是世界公认的最高水平的大型超精密机床。
英国也较早从事超精密加工技术的研究,是迄今为止第二个能制造大型超精密机床的国家。
日本曾设定专门的研究机构从事精密/超精密加工技术的研究,目前在中小型精密机床的生产上,已基本与美国并驾齐驱。
我国的超精密加工技术自20世纪90年代以来取得了较快的发展,出现了具有世界水平的超精密机床和部件,如北京航空精密机械研究所、国防科技大学研制的非球曲面超精密复合加工系统和北京机床研究所研制的纳米数控车床等。
然而我国虽然在超精密加工技术上取得了一定的进步,但与国际领先水平相比还有很大差距。
超精密加工技术的发展及对策
超精密加工技术的发展及对策
1超精密加工技术的发展
超精密加工技术的发展为新材料的应用,新型机械的开发和精密电子设备的设计提供了基础技术。
它的应用领域涵盖了从航空航天到医疗器械,从芯片制造到高端家用电器,从汽车到电子产品。
在过去几十年中,超精密加工技术发展迅速,逐渐成为实现进步,满足我们日常生活需要的重要手段。
2超精密加工技术特点
超精密加工技术不仅对机械性能提出了更高要求,而且要求对工件尺寸和表面精度都必须有着较高的要求。
因此,提高工件表面精度的方法是提高加工和检测的准确性。
深度精度是指工件加工的精确度,也就是说,深度精度在一定范围内是恒定的,因此可以确保部件的精度,提高部件的整体精度,从而改善部件的质量和可靠性。
3超精密加工技术对策
伴随超精密加工技术发展,急需要完善体系,全面提高技术水平。
需要改善并完善设备、技术计算、检测等相关环节,提高技术方面的综合能力。
另外,针对不同行业的不同要求,研发更多的立体特种设备,加强培训,提高技术水平和技术创新能力。
再者,要加强技术和科研机构之间的交流和合作,不断完善技术创新体系。
最后,加大和企业之间的技术交流和经验交流,提问现实生产中的应用性,提高企业准确高效实施和维护超精密加工技术的能力。
随着科技的进步,超精密加工技术在日常生活中起到了重要的作用,它的发展能够直接带来更佳的生活质量。
同时为了更好的发展,要加强技术支持,提升技术水平,增加技术的应用性,从而让超精密加工技术发挥更大的作用。
超精密加工技术的发展与展望
精密与特种加工技术结课论文题目:超精密加工技术的发展与展望指导教师:沈浩学院:机电工程学院专业:机械工程姓名:司皇腾学号: 152085201020超精密加工技术的发展与展望摘要:超精密加工是多种技术综合的一种加工技术,是获得高形状精度、表面精度和表面完整性的必要手段。
根据当前国内外超精密加工技术的发展状况,对超精密切削、磨削、研磨以及超精密特种加工及复合加工技术进行综述,简单地对超精密加工的发展趋势进行预测。
精密加工技术发展方向是:向高精度、高效率方向发展;向大型化、微型化方向发展;向加工检测一体化方向发展;机床向多功能模块化方向发展。
本世纪的精密加工发展到超精密加工历程比较复杂且难度大,目前超精密加工日趋成熟,已形成系列,它包括超精密切削、超精密磨削、超精密研磨、超精密特种加工等。
在不久的将来,精密加工也必将实现精密化、智能化、自动化、高效信息化、柔性化、集成化。
创新思想及先进制造模式的提出也必将为精密与超精密技术发展提供策略。
环保也是机械制造业发展的必然趋势。
关键词:加工精度;超精密加工技术;超精密特种加工;纳米技术;复合加工【引言】精密加工和超精密加工代表了加工精度发展的不同阶段,往往我们一提到超精密这个词,就会觉得它很神秘,但同任何复杂的高新技术一样,经过一段时间的熟悉和掌握,都会被大众所了解,也就不再是所谓的高科技了,超精密加工也是这样。
实际上,如果拥有超精密的加工设备,并且在其它相关技术和工艺上能匹配,经过一段时间的实践之后,就能很好地掌握它,但这需要一个过程。
超精密加工领域集成了很多IT、机械以及电气控制方面的技术,设备方面的操作和使用也非常复杂,所以,只有在对它有很深的理解之后才能把它用好。
通常按加工精度划分,可将机械加工分为一般加工、精密加工、超精密加工。
在不同的历史阶段,不同的科学技术水平下,对超精密加工有不同的定义,由于生产技术的不断发展,划分的界限不断变化。
过去的超精密加工对今天来说可能已经是普通加工了,所以对其划分的界限是相对的,而且在具体数值上至今没有确切的界限。
超精密加工技术的发展现状与趋势

超精密加工技术的发展现状与趋势一、精密和超精密加工的概念与范畴通常,按加工精度划分,机械加工可分为一般加工、精密加工、超精密加工三个阶段。
目前,精密加工是指加工精度为1~0.1?;m,表面粗糙度为Ra0.1~0.01?;m的加工技术,但这个界限是随着加工技术的进步不断变化的,今天的精密加工可能就是明天的一般加工。
精密加工所要解决的问题,一是加工精度,包括形位公差、尺寸精度及表面状况;二是加工效率,有些加工可以取得较好的加工精度,却难以取得高的加工效率。
精密加工包括微细加工和超微细加工、光整加工等加工技术。
传统的精密加工方法有砂带磨削、精密切削、珩磨、精密研磨与抛光等。
1.1砂带磨削用粘有磨料的混纺布为磨具对工件进行加工,属于涂附磨具磨削加工的范畴,有生产率高、表面质量好、使用范围广等特点。
1.2精密切割也称金刚石刀具切削(SPDT),用高精密的机床和单晶金刚石刀具进行切削加工,主要用于铜、铝等不宜磨削加工的软金属的精密加工,如计算机用的磁鼓、磁盘及大功率激光用的金属反光镜等,比一般切削加工精度要高1~2个等级。
1.3珩磨用油石砂条组成的珩磨头,在一定压力下沿工件表面往复运动,加工后的表面粗糙度可达Ra0.4~0.1?;m,最好可到Ra0.025?;m,主要用来加工铸铁及钢,不宜用来加工硬度小、韧性好的有色金属。
1.4精密研磨与抛光通过介于工件和工具间的磨料及加工液,工件及研具作相互机械摩擦,使工件达到所要求的尺寸与精度的加工方法。
精密研磨与抛光对于金属和非金属工件都可以达到其他加工方法所不能达到的精度和表面粗糙度,被研磨表面的粗糙度Ra≤0.025?;m加工变质层很小,表面质量高,精密研磨的设备简单,主要用于平面、圆柱面、齿轮齿面及有密封要求的配偶件的加工,也可用于量规、量块、喷油嘴、阀体与阀芯的光整加工。
二、精密加工的发展现状2.1精密成型加工的发展现状与应用精密成型加工的发展现状与应用精密铸造成形、精密模压成形、塑性加工、薄板精密成形技术在工业发达国家受到高度重视,并投入大量资金优先发展。
超精密加工的关键技术及发展趋势

车辆工程技术90机械电子1 超精密加工的技术范畴 在工业的加工领域当中,通常情况下按照加工的精度来划分的话,可以将机械加工一般可以分为三类,分别是:一般加工、精密加工和超精密加工。
随着生产技术的飞速发展,关于加工精度的划分标准也在随着时间的发展而变化,加工的进程也会随之而向前推移,可能过去的精密加工已经沦落为现今社会当中的一半加工的程度了。
因此,可以知道这个划分界限并不是一定的,它是会随着科学技术的发展而提高的,毕竟在如今的数据记录当中并没有主体的数值限制。
超精密加工的环境是在机床设备上进行的,利用刀具与零件之间产生的具有严格约束性的相对运动,从而达到加工出精度超高的产品,接着需要对加工好的材料进行相应的摩擦和去除毛刺,从而获得高形状、高精度的零件。
一般在学术界领域,超精度加工的加工精度通常在0.1μm 以上的,其表面的粗糙度也都是低于0.025μm的。
近年来,随着纳米技术的兴起,超精密加工目前已经进入纳米级精度阶段,逐渐的出现了纳米加工及其相关联的纳米技术。
经过近年来对纳米技术的使用和完善,这项技术已经逐渐的走向成熟,形成了一整套的超精密加工体系,其中包含了超精密切削、超精密磨削、超精密微细加工以及超精密计量等等,慢慢的向更高层次进行突破。
但是影响超精密加工的因素很多,目前只有在现有的基础上,经过研究和采用各种各样新型的技术、并且能够在各个方面融入这些新型技术,真正做到精益求精,达到更高的精度,才能突破传统加工模式的加工精度的界限。
实际上超精密的加工技术就是超精度切削、磨削和细微加工技术的综合应用。
2 超精密加工的关键技术2.1 主轴 目前阶段,在超精密加工机床的使用过程中,使用最高精度的主轴是空气静压轴承主轴,就我国制作出来的磁悬浮列车的轴承也远远达不到空气静压轴承主轴的加工精度,因此磁悬浮列车至今为止还是需要利用空气轴承。
就目前的超精密加工技术而言,空气静压轴承主轴的精度可以达到0.05μm,国内已经达到了这个加工精度的水平,然而国外甚至可以达到0.03μm,即使已经达到了如此精确的加工精度,却依旧不能满足纳米加工技术对于主轴的加工精度要求。
超精密加工技术在未来机械领域的发展前景概述
超精密加工技术在未来机械领域的发展前景概述超精密加工技术在未来机械领域的发展前景[前言]近二十年以来机械制造业正以迅猛的发展步伐向精密加工、超精密加工发展,在未来的发展过程中精密加工、超精密加工将成为在国际竞争、市场竞争中取胜的关键技术。
现代制造业之所发要致力于提高加工精度,其主要原因在于提高产品的性能和质量,提高其质量的稳定性和性能的可靠性,促进产品的小型化、功能性强,零件互换性好,产品的装配、调试生产率高,并促进制造装配自动化。
随着制造业的发展,现在的精密机械加工正在从微米、亚微米级工艺发展,在今后的加工中,普通机械加工、精密加工与超精密加工精度可分别达到1μm、0.01μm、0.001μm(即1nm),而且超精密加工正在向原子级加工精度逼进(0.1nm)。
随着极限加工精度的不断提高,为科学技术的发展和进步创造了条件,也为机械冷加工提供了良好的物质手段。
关键词超精密加工发展趋势发展策略后续研发一、引言我们一提到超精密这个词语,就觉得它比较神秘,但跟任何其他复杂的高新技术一样,经过一段时间的熟悉、适应,都会被大众所了解,也就不再是所谓的高科技了,超精密加工也是如此。
实际上,如果拥有超精密的加工设备,并且在其它相关技术和工艺上能匹配,经过一段时间的实践之后,就能很好地掌握它,但这需要一个过程。
超精密加工领域集成了很多IT、机械以及电气控制方面的技术,设备方面的操作和使用也非常复杂,所以,只有在对它有很深的理解之后才能把它用好。
二、正文超精密加工当前是指被加工零件的尺寸和形状精度高于0.1μm,表面粗糙度Ra小于0.025μm,以及机床定位精度的分辨率和重复性高于0.01μm的加工技术,亦称之为亚微米级加工技术,目前正在向纳米级加工技术发展。
超精密加工技术在国际上处于领先地位的国家是美国、英国和日本。
美国是开展超精密加工技术研究最早的国家,也是迄今处于领先地位的国家。
英国的克兰菲尔德精密工程研究所(简称CUPE)享有较高声誉,是当今世界上精密工程的研究中心之一。
超精密加工技术的发展现状与趋势
行业综述超精密加工技术的发展现状与趋势北京机床研究所精密机电有限公司(100102) 贺大兴 盛伯浩 在全球技术竞争日益激烈的今天,超精密加工作为机械制造业中极具竞争力的技术之一,目前已受到许多国家的关注。
超精密加工技术是尖端技术产品发展不可缺少的关键手段,它不仅适于国防应用,而且可以大量应用于高端民用产品中,例如惯导仪表的关键部件、核聚变用的透镜与反射镜、大型天文望远镜透镜、大规模集成电路的基片、计算机磁盘基底及复印机磁鼓、现代光学仪器设备的非球面器件、高清晰液晶及背投显示产品等。
超精密加工技术促进了机械、计算机、电子、光学等技术的发展,从某种意义上来说,超精密加工技术担负着支持最新科学技术进步的重要使命,也是衡量一个国家制造技术水平的重要标志[1]。
超精密加工是一个相对的概念,它是相对于精密加工而言的。
当前普遍认为超精密加工是指加工精度高于0.1μm,加工表面粗糙度小于R a0.02μm 的加工方法。
超精密加工通常包括超精密切削(车削、铣削、刻划等)、超精密磨削、超精密研磨和抛光等,另外广义的超微细加工、纳米级以及原子级的加工等也属于超精密加工的范畴。
1 超精密加工技术的发展现状商业化的超精密加工技术应用可以追溯到上一世纪60年代美国,由于军事领域精密元件的需求,促使这一技术迅速发展。
到80~90年代,由于激光在各领域的广泛应用,各种类型的金刚石车床和镜面铣削机床不断出现,超精密加工技术在许多国家相继发展,除美国以外,英国、德国、前苏联、法国、日本、荷兰等许多国家都发展了这一技术,它的应用领域也不局限于军事领域,扩展到大量需求的民用领域。
到90年代中后期,超精密加工技术的多种配套技术包括工艺技术进入成熟期,定型的超精密设备逐渐增加,开始出现专业化制造的特点。
国际上从事超精密开发应用的公司以及机构经历了市场筛选和优势重组的阶段(例如新的Precitech公司合并了Pneumo超精密公司、Moore Nanotechnology Sys2 tem的形成等),众多分散的小的超精密单位逐步淡出,具有优势的典型企业和机构的进一步突显。
精密加工和超精密加工的发展趋势和技术前沿
精密加工和超精密加工的发展趋势和技术前沿1.向高精度、高效率方向发展随着科学技术的不断进步,对精度、效率、质量的要求愈来愈高,超精密加工技术就是要向加工精度的极限冲刺,应该说,这种极限是无限的,当前的目标是向纳米级进军,而现状是处于亚微米级水平。
图0-13表示了超精密加工理论基础和应用技术的发展,提出了量子技术、量子能量的利用,并将和太空技术联系起来。
2.向大型化、微型化方向发展由于航天航空等技术的发展,大型光电子器件要求大型超精密加工设备,如美国研制的加工直径为~4m的大型光学器件超精密加工机床。
由于微型机械、集成电路的发展,超精密加工技术向微型化发展,如微型传感器,微型驱动元件和动力装置、微型航空航天器件等。
3.向加工检测一体化发展由于超精密加工的精度很高,必须发展相应的检测技术才能适应其要求;同时,采用加工和检测独立进行的方法可能由于安装等误差而不能实现,因此,要采用在位检测方法,使加工检测一体化。
4.在线检测与误差补偿超精密加工的精度很高,影响因素多且复杂,进行在线检测、工况监控以确保加工质量及其稳定性是十分必要的。
由于超精密加工的精度很高,加工设备本身的精度有时很难满足要求,就要采用在线检测和误差补偿的方法来提高精度,保证加工质量的要求。
5.新型超精密加工方法的机理加工机理的研究是新技术的生长点,超精密加工机理涉及微观世界和物质内部结构,所利用的能源包括机、光、电、声、热、化、磁、原子等,十分广泛。
不仅可以采用分离去除加工,而且可以采用分层堆积加工方法;既可采取单独加工方法,更可采用复合加工方法。
加工机理的研究往往具有突破性。
6.新材料的研究新材料包括新的工具材料(切削、磨削)和被加工材料。
精密加工和超精密加工的被加工材料对其加工质量的影响极大,其化学成分、力学机械性能均有严格要求,亟待研究。
当前,精密加工和超精密加工在我国急需要研究的是实用化,将一些成熟或比较成熟的精密加工和超精密加工技术推广到实际中去,以提高加工技术的水平,使生产的机械产品质量更好、生产率更高。
超精密加工的发展动向和展望

超精密加工的发展动向和展望超精密加工经过数十年的努力,日趋成熟,不论是超精密机床、金刚石工具,还是超精密加工工艺已形成了一整套完整的超精密制造技术系统,为推动机械制造向更高层次发展奠定了基础,现在正在向纳米级精度或毫微米精度迈进,其前景十分令人鼓舞。
但是从另一个角度来分析,随着科技的发展,对它的要求越来越高,而现实的情况又受到技术水平的制约,依然存在许多困难。
1综述超精密加工技术是一门综合性的系统工程,它的发展综合地利用了机床、工具、计量、环境技术、微电子技术、计算机技术、数控技术等的进步。
日本的津和秀夫教授形象地将超精密加工比作富士山的山顶,所以在某种意义上说,已到达了精密加工的顶峰。
日本的文献上,经常出现向极限靠拢的提法。
虽然从技术的角度来说,有些模糊,但是很形象化。
实际上,加工精度在现有的水平上再提高一步已是相当困难。
以现在的产品而言,凡是要求高的尺寸,大部分是超越现有标准的,这从另一个侧面反映了超精密的实际情况,相当多的要求,均以技术条件的形式来表示,或标明具体的特殊公差,而今天除了精度以外,对表面还提出了新的要求——表面完整性。
日本谷口纪男教授往往将超精密加工技术与微细加工综合在一起来加以介绍,客观上反映了两种技术的交叉,也体现了时代的特征。
本文想就超精密加工发展的趋势,说明一些个人的看法。
超精密加工技术随着时间的推延,精度、难度、复杂性等都在向更高层次发展,使加工技术也随之需要不断加以更新,来与之相适应。
以金刚石切削为例,其刃口圆弧半径一直在向更小的方向发展,因为它的大小直接影响到被加工表面的粗糙度,与光学镜面的反射率直接有关,而今反射率要求越来越高,如激光陀螺反射镜的反射率已提出了99.99%,必然要求金刚石刀具更加锋利,根据日本大阪大学岛田尚一博士介绍,为了进行切薄试验,目标是达到切屑的厚度1nm,其刃口圆弧半径趋近2~4nm。
直至今日,这个水平仍为世界最高的。
为了达到这个高度,促使金刚石研磨机也改变了传统的结构,而采用了空气轴承作为支承,研磨盘的端面跳动能在机床上自行修正,使其端面跳动控制在0.5μm以下,我国航空系统303所研制的刃磨机就是一例。
精密和超精密加工技术及其发展展望(精密加工)
1.2 超精密加工技术的现状
4 加工工具
加工工具主要是指刀具、磨具及刃磨技术。用 金刚石刀具超精密切削,值得研究的问题有:金刚 石刀具的超精密刃磨,其刃口钝圆半径应达到2~ 4nm,同时应解决其检测方法,刃口钝圆半径与切 削厚度关系密切,若切削的厚度欲达到10nm,则刃 口钝圆半径应为2nm。
表面粗糙度可用电感式、压电晶体式表面形貌仪等
进行接触测量,或用光纤法、电容法、超声微波法和 隧道显微镜法进行非接触测量;
表面应力、表面变质层深度、表面微裂纹等缺陷,
可用X光衍射法、激光干涉法等来测量。检测可采取 离线的、在位的和在线的三种方式。
2013-9-22
1.2 超精密加工技术的现状
5 检测与误差补偿
在非传统加工中,出现了电子束、离子束、激
光束等高能加工、微波加工、超声加工、刻蚀、电 火花和电化学加工等多种方法,特别是复合加工, 如磁性研磨、磁流体抛光、电解研磨、超声珩磨等 ,在加工机理上均有所创新。
2013-9-22
1.2 超精密加工技术的现状
2 被加工材料
用精密和超精密加工的零件,其材料的化学成 分、物理力学性能、加工工艺性能均有严格要求。 例如,要求被加工材料质地均匀,性能稳定,无外 部及内部微观缺陷;其化学成分的误差应在10-2 ~ 10-3数量级,不能含有杂质;其物理力学性能,如拉 伸强度、硬度、延伸率、弹性模量、热导率和膨胀 系数等应达到10-5~10-6数量级;材料在冶炼、铸造 、辗轧、热处理等工艺过程中,应严格控制熔渣过 滤、辗轧方向、温度等,使材质纯净、晶粒大小匀 称、无方向性,能满足物理、化学、力学等性能要 求。
国家(中小零件加工) 。
我国的超精密加工技术在70年代末期有了长足
精密和超精密加工现状与发展趋势.doc

精密和超精密加工现状与发展趋势核心提示:当前精密和超精密加工精度从微米到亚微米,乃至纳米,在汽车、家电、IT电子信息高技术领域和军用、民用工业有广泛应用。
同时,精密和超精密加工技术的发展也促进了机械、模具、液压、电子、半导体、光学、传感器和测量技术及金属加工工业的发展。
一、精密和超精密加工的概念与范畴通常,按加工精度划分,机械加工可分为一般加工、精密加工、超精密加工三个阶段。
目前,精密加工是指加工精度为1~0.1μm,表面粗糙度为Ra0.1~0.01μm的加工技术,但这个界限是随着加工技术的进步不断变化的,今天的精密加工可能就是明天的一般加工。
精密加工所要解决的问题,一是加工精度,包括形位公差、尺寸精度及表面状况;二是加工效率,有些加工可以取得较好的加工精度,却难以取得高的加工效率。
精密加工包括微细加工和超微细加工、光整加工等加工技术。
传统的精密加工方法有砂带磨削、精密切削、珩磨、精密研磨与抛光等。
a. 砂带磨削是用粘有磨料的混纺布为磨具对工件进行加工,属于涂附磨具磨削加工的范畴,有生产率高、表面质量好、使用范围广等特点。
b. 精密切削,也称金刚石刀具切削(SPDT),用高精密的机床和单晶金刚石刀具进行切削加工,主要用于铜、铝等不宜磨削加工的软金属的精密加工,如计算机用的磁鼓、磁盘及大功率激光用的金属反光镜等,比一般切削加工精度要高1~2个等级。
c. 珩磨,用油石砂条组成的珩磨头,在一定压力下沿工件表面往复运动,加工后的表面粗糙度可达Ra0.4~0.1μm,最好可到Ra0.025μm,主要用来加工铸铁及钢,不宜用来加工硬度小、韧性好的有色金属。
d. 精密研磨与抛光通过介于工件和工具间的磨料及加工液,工件及研具作相互机械摩擦,使工件达到所要求的尺寸与精度的加工方法。
精密研磨与抛光对于金属和非金属工件都可以达到其他加工方法所不能达到的精度和表面粗糙度,被研磨表面的粗糙度Ra≤0.025μm加工变质层很小,表面质量高,精密研磨的设备简单,主要用于平面、圆柱面、齿轮齿面及有密封要求的配偶件的加工,也可用于量规、量块、喷油嘴、阀体与阀芯的光整加工。
超精密加工技术的发展及对策

超精密加工技术的发展及对策李圣怡戴一帆l 超精密加工技术的特点及其应用超精密加工目前尚没有统一的定义,在不同的历史时期,不同的科学技术发展水平情况下,有不同的理解。
通常我们把被加工零件的尺寸精度和形位精度达到零点几微米,表面粗糙度优于百分之几微米的加工技术称为超精密加工技术。
超精密加工的重要手段包括①超精密切削,如超精密金刚石刀具镜面车削、销削和铣削等;②超精密磨削、研磨和抛光;③超精密微细加工(电子束、离子束、激光束加工以及微硅器件的加工、LIGA技术等)。
超精密加工技术市场是国家尖端技术集中的市场,它既是高代价、高投入的工艺技术,又是高增值、高回报的工艺技术,世界工业先进国家都把它放在国家技术和经济振兴的重要位置。
试举几例。
(1)超精密偶件加工例如,惯性导航仪器系统中的气浮陀螺的浮子及支架、气浮陀螺马达轴承等零件的尺寸精度、圆度和圆柱度都要求达到亚微米级精度;人造卫星仪器轴承是真空无润滑轴承,其孔和轴的表面粗糙度Rα达到1 nm,圆度和圆柱度均为纳米级精度,这些零件都是用超精密金刚石刀具镜面车削加工的。
精密液压控制系统中的精密伺服阀的阀芯与阀套的配合精度也常在亚微米等级,它是用超精密磨削方法加工的。
(2)超精密异形零件加工例如,航空高速多辨防滑轴承的内滚道/激光陀螺微晶玻璃腔体,都是用超精密数控磨削加工而成的。
陀螺仪框架与平台是形状复杂的高精度零件,是用超精密数控铣床加工的。
(3)超精密光学零件加工例如,激光陀螺的反射镜的平面度达0.05μm,表面粉糙度Rα达0.001μm、它是由超精密抛研加工、再进行镀膜而成,最终要求反射率达99.99%。
—些高精度瞄准系统要求小型化,所以用少量非球面镜来代替复杂的光学系统。
这些非球镜是用超精密车、磨、研、抛加工而成的。
最近,二元光学器件的理论研究进展很大,二元光学器件的制造设备是专用的超精密加工设备。
在民用方面,隐形眼镜就是用超精密数控车床加工而成的。
计算机的硬盘、光盘、复印机等高技术产品的很多精密零件都是用超精密加工手段制成的。
国外超精密加工技术的现状和发展趋势

国外超精密加工技术的现状和发展趋势1. 引言在当今世界,超精密加工技术已经成为了制造业的重要组成部分。
随着科技的不断发展,国外的超精密加工技术也取得了长足的进步。
本文将从多个角度对国外超精密加工技术的现状和发展趋势进行评估和探讨。
2. 现状分析超精密加工技术是指在微米或纳米级别进行加工的技术,其精度和表面质量要求非常高。
当前,国外一些先进制造业发达国家,如日本、德国和美国等,都在超精密加工技术领域具有举足轻重的地位。
这些国家的企业和研究机构不断推动着超精密加工技术的发展,不断推陈出新,取得了许多创新成果。
3. 技术发展趋势未来,国外超精密加工技术将朝着更高精度、更复杂形状、更多材料的加工方向发展。
随着人工智能、大数据和物联网等新一代信息技术的不断涌现,超精密加工技术将更加智能化、数字化和柔性化。
新型材料、纳米技术的应用,也将极大地拓展超精密加工技术的应用范围。
4. 我的观点我认为,国外超精密加工技术的快速发展将为全球制造业带来深远影响。
随着超精密加工技术在航空航天、医疗器械、电子器件等领域的广泛应用,将极大地推动相关产业的发展。
超精密加工技术的不断突破也将为人类社会带来更多便利和可能性。
5. 总结国外超精密加工技术的现状和发展趋势令人振奋。
技术不断创新,应用领域不断拓展,为制造业注入了新的活力。
我对超精密加工技术的未来充满信心,相信它将在全球范围内发挥越来越重要的作用。
通过本文的介绍和分析,相信您已经对国外超精密加工技术的现状和发展趋势有了更深入的了解。
希望本文能够为您带来一些启发和思考,并对您在相关领域的学习和工作有所帮助。
超精密加工技术在国外的发展已经取得了显著的进步,但仍有许多挑战和机遇。
在不断推动超精密加工技术的发展的国外也在积极探索新的技术路径和应用领域,以应对日益复杂的市场需求和竞争压力。
国外超精密加工技术在材料加工和表面处理方面取得了重大突破。
随着新型材料的广泛应用和纳米技术的发展,超精密加工技术已经能够处理更多种类的材料,包括金属、陶瓷、复合材料等。
精密超精密加工技术的发展及应用
精密超精密加工技术的发展及应用1、概述精密和超精密加工技术的发展,直接影响到一个国家尖端技术和国防工业的发展,因此世界各国对此都极为重视,投入很大力量进行研究开发,同时实行技术保密,控制关键加工技术及设备出口。
随着航空航天、高精密仪器仪表、惯导平台、光学和激光等技术的迅速发展和多领域的广泛应用,对各种高精度复杂零件、光学零件、高精度平面、曲面和复杂形状的加工需求日益迫切[1]。
目前国外已开发了多种精密和超精密车削、磨削、抛光等机床设备,发展了新的精密加工和精密测量技术。
我国是制造业大国,近年来在精密加工技术和精密机床设备制造上也小有成就。
但是和发达国家制造强国相比,我国目前仍有差距。
我国每年虽有大量机电产品出口,但多数是技术含量较低、价格亦较便宜的中低档产品;而从国外进口的则大多是技术含量高、价格昂贵的高档产品。
2、国内外精密超精密加工技术发展通常按照加工精度划分,机械加工可分为一般加工、精密加工和超精密加工三个阶段。
目前,精密加工是指精密加工精度为1-0.1µm,表面粗糙度为Ra0.1-0.01µm的加工技术。
但这个界限是随着加工技术的进步不断变化的,今天的精密加工可能就是明天的一般加工。
20世纪 60年代初期,随着航天、宇航的发展,精密超精密加工技术首先在美国被提出,并由于得到了政府和军方的财政支持而迅速发展。
到了 20世纪 70年代,日本也成立了超精密加工技术委员会并制定了相应发展规划,将该技术列入高新技术产业,经过多年的发展,使得日本在民用光学、电子及信息产品等产业处于世界领先地位[2]。
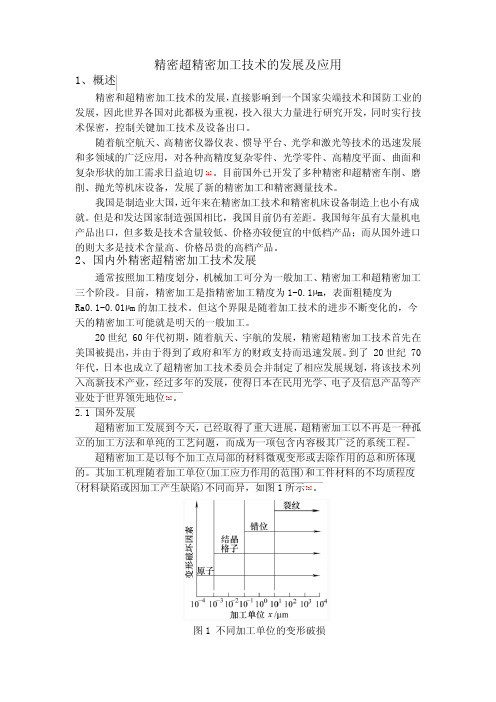
2.1 国外发展超精密加工发展到今天,已经取得了重大进展,超精密加工以不再是一种孤立的加工方法和单纯的工艺问题,而成为一项包含内容极其广泛的系统工程。
超精密加工是以每个加工点局部的材料微观变形或去除作用的总和所体现的。
其加工机理随着加工单位(加工应力作用的范围)和工件材料的不均质程度(材料缺陷或因加工产生缺陷)不同而异,如图1所示[3]。
超精密加工的发展与展望
□吴敏镜 超精密加工技术的发展与展望 一、前言本世纪的精密加工发展到超精密加工历程比较复杂且难度大,目前超精密加工日趋成熟,已形成系列,它包括超精密切削、超精密磨削、超精密微细加工、超精密计量等。
尽管超精密加工迄今尚无确切的定义,但是它仍然在向更高的层次发展。
早在80年代,美国LLN L 国家实验室等就提出了POMA (P oint One Microme 2ter Accurary )计划,主要是为了加工直径<800mm 的曲面精度为0.1μm 。
1982年,在国际生产工程学会(CIRP )的年会上,日本的谷口纪男教授发表了题为“超精密加工和超精整工艺的现状与未来趋势”的论文,他认为在2000年,超精密加工的精度将为0.001μm 。
应当说,现在已经接近这个目标。
二、超精密加工技术的回顾1.超精密机床的商品化超精密加工技术方面最典型的是美国的LLN L 国家实验室研制的LODT M 大型光学金刚石车床,其他国家也相应研制成各种类似的装置,如英国的Cran field 、美国的MOORE ,日本的东芝机械等。
英国的Rank T aylor H obs on 公司的超精密加工装置,在世界上销售很多,如NANOFORM 系列的,我国已经引进一定的数量。
这类机床是集当今科技进步为一体,以Bryn 教授为代表的群体作出了巨大的贡献,采用摩擦驱动取代传统的滚珠丝杠,就是一种突破;测量系统采用微晶玻璃,来获得高精度;采用双频激光干涉仪作为高精度的定位;机床的支承系统采用了气浮技术等。
在我国,对超精密机床的研制也一直在进行,而且也取得不小的成绩,例如北京机床研究所,航空系统的303所、国防科大、哈工大等。
但是与国外先进的机床相比有相当大的差距。
2.金刚石工具与切削技术向高层次发展用天然单晶金刚石制造切削工具,已经成为超精密加工的必备的条件之一。
现在由于研磨技术的进步,金刚石切削刃口圆弧半径已经达到2~4nm ,甚至更小,扫描电子显微镜已无法检测,日本在1986年专门成立了一个检测委员会,来探索检测方法,迄今尚未达到目的。
超精密制造技术的进展与发展趋势
超精密制造技术的进展与发展趋势超精密制造技术是一种在纳米级尺度下进行加工和制造的技术,其应用范围广泛,包括光学、半导体、生物医学、航空航天等领域。
近年来,随着技术的不断革新和研究的不断深入,超精密制造技术也在不断发展和进步。
本文将探讨超精密制造技术的进展和发展趋势。
I、进展在技术的不断进步下,超精密制造技术也逐渐实现了从研究到实际应用的转化。
以下是超精密制造技术的一些进展:1. 纳米级加工能力的提高现在的超精密制造技术已经可以实现在纳米级尺度下的加工和制造,其加工精度可以达到0.1微米至0.01微米,最小加工量可以达到纳米级别。
这种加工能力的提高使得超精密制造技术在各个领域都有广泛的应用,尤其是在半导体、光学和生物医学等领域。
2. 加工的复杂度不断提高近年来,超精密制造技术在加工的复杂度上也有了很大的提高,之前只能加工一些简单的几何形状,现在已经可以制造出非常复杂的零件和器件,如微机电系统、光学棱镜、光栅和纳米器件等。
3. 非接触式加工技术的发展传统的加工技术需要机械接触加工,但是这种加工方式会对加工材料造成划痕和损伤。
随着非接触式加工技术的发展,如激光加工和电子束加工,加工时不需要接触加工,可以避免对材料的损伤。
II、发展趋势超精密制造技术的发展趋势主要包括以下几个方面:1. 改善加工精度虽然目前超精密制造技术可以在纳米级尺度下进行加工和制造,但是仍然存在一些难以解决的问题,如加工误差、表面粗糙度等。
未来的发展方向应该是更进一步地提高加工精度,将加工误差降到最低,同时也要解决表面质量的问题,使得制造出的产品亮度更高,表面更光滑。
2. 降低加工成本目前超精密制造技术的加工成本较高,这限制了其在工业领域的应用。
未来的发展方向应该是降低加工成本,提高生产效率和效益。
这可以通过改进生产工艺和材料、降低超精密设备的制造成本等方面实现。
3. 开发新的加工材料超精密制造技术的加工材料对材料的要求非常高,要求材料的均匀性和纯度都非常高。
超精密加工的发展和展望
超精密加工的发展和展望精密和超精密制造工程是适应前沿高技术发展需求而发展起来的。
它是一个国家重要经济和技术实力的体现,是其它高新技术实施的基础。
超精密制造技术是当前各个工业国家发展的核心技术之一,各技术先进国家在高技术领域(如国防工业、集成电路、信息技术产业等)之所以一直领先,与这些国家高度重视和发展超精密制造技术有极其重要的关系。
超精密制造技术是随着测量技术的发展而发展的。
Renishaw、Heidenhain及SONY等公司发展了分辨率均可以达到1nm的测量元件;美国HP公司、英国Taylor、美国zygo等公司的测量仪器均可以满足纳米测量的需求。
超精密制造技术在国际上已经得到广泛应用。
与国防工业有关的如人造卫星用的姿态轴承和遥测部件、被送入太空的哈勃望远镜(HST)、飞机发动机转子叶片等;与集成电路(IC)有关的硅片加工(要求硅片的加工表面粗糙度Ra一般小于2nm,精度要求达0.1nm);此外光刻设备和硅片加工设备的精度要求到亚微米和纳米级。
仪表的精度、激光陀螺仪的平面反射镜的精度、红外制导的反射镜等,其表面粗糙度均要求达到纳米级。
另外,光学非球曲面零件面形制造精度要求已达λ/(30—50),表面粗糙度要求≤0.5nm。
1、超精密制造技术的发展状况1962年美国Union Carbide公司研制出首台超精密车床。
在美国能源部支持下,LLI实验室和Y—12工厂合作,与1983年成功地研制出大型超精密金刚石车床(DTM—3型)。
该机床可加工直径¢2100mm,多路激光干涉测量系统分辨率为2.5nm。
1984年,LLL实验室成功地研制出LODTM大型金刚石车床。
该机床可加工的最大直径为¢1625mm x500mm,重量1360kg。
采用的双频激光测量系统分辨率为0.7nm,其主轴静态精度为:径向跳动≤25nm,轴向窜动≤51nm。
LLL实验室这两台机床是目前公认的国际上水平最高的超精密机床。
CUPE(Cranfield Unit for Precision Engineering)研制的Nanocenter超精密车床已批量生产,其主轴精度≤50nm,加工工件的面形精度≤0.1μm。
精密和超精密加工技术现状和发展趋势

精密和超精密加工技术现状和发展趋势1.引言国际上在超精密加工技术方面处于领先地位的国家有美国、德国和日本发达国家中,美国、日本、德国等在高技术领域(如国防工业、集成电路、信息技术产业等)之所以一直领先,与这些国家高度重视和发展精密、超精密制造技术有极其重要的关系。
由于加工技术水平的发展,精密和超精密加工划分的界限逐渐向前推移,但在具体数值上没有确切的定义。
被加工零件的尺寸精度在 1.0~0.1μm,表面粗糙度Ra在0.1~0.03μm之间的加工方法称为精密加工。
超精密加工当前是指被加工零件的尺寸精度高于0.1μm,表面粗糙度Ra小于0.025μm,以及所用机床定位精度的分辨率和重复性高于0.01μm的加工技术,亦称之为亚微米级加工技术,且正在向纳米级加工技术发展超精密加工技术主要包括:超精密加工的机理,超精密加工的设备制造技术,超精密加工工具及刃磨技术,超精密测量技术和误差补偿技术,超精密加工工作环境条件。
2.发展现状美国是开展研究最早的国家,也是迄今处于世界领先地位的国家。
早在50年代末,由于航天等尖端技术发展的需要,美国首先发展了金刚石刀具的超精密切削技术,并发展了相应的空气轴承主轴的超精密机床,用于加工激光核聚变反射镜、战术导弹及载人飞船用球面、非球面大型零件。
20世纪80年代后期,美国通过能源部“激光核聚变项目”和陆、海、空三军“先进制造技术开发计划”,对超精密金刚石切削机床的开发研究,投入了巨额资金和大量人力,实现了大型零件的微英寸超精密加工。
如美国劳伦斯利弗莫尔国家实验室已经研制出一台大型光学金刚石车床(Large Op tics Diam ond Turn ing Machine, LODTM ), 是一台最大加工直径为1.63m的立式车床,定位精度可达28nm,借助在线误差补偿能力,它已实现了距离超过1m而直线度误差只有±25nm 的加工。
在美国能源部支持下,LLI实验室和Y-12工厂合作,与1983年成功地研制出大型超精密金刚石车床(DTM—3型)。
超精密加工技术的发展及对策

超精密加工技术的发展及对策随着科技的不断进步,超精密加工技术已经成为当今制造业中的重要一环。
超精密加工技术是指通过高度精密的加工设备和工艺,在微米级别甚至更小的范围内进行精细加工,以达到高精度、高质量的加工效果。
这种技术被广泛应用于半导体、光学、航空航天、医疗器械等领域,对提高产品的性能和品质起到至关重要的作用。
本文将从超精密加工技术的发展历程、应用领域和未来发展趋势等方面进行探讨,并提出相应的对策,以期为推动超精密加工技术的发展贡献一份力量。
一、超精密加工技术的发展历程超精密加工技术的发展可以追溯到20世纪50年代末期,当时主要应用于半导体制造领域。
随着计算机技术和光学技术的发展,超精密加工技术得到了进一步的推广和应用。
1980年代,日本开始大力发展超精密加工技术,成为当时的领导者。
1990年代,随着微电子技术和光学技术的迅速发展,超精密加工技术的应用领域不断扩大,涉及到了半导体、光学、生物医学等多个领域。
2000年以后,随着纳米技术的兴起,超精密加工技术的精度要求进一步提高,同时也呈现出多样化、高效化、智能化的趋势。
二、超精密加工技术的应用领域1.半导体领域半导体是超精密加工技术最早应用的领域之一,它对超精密加工技术的精度和稳定性要求极高。
半导体元件的制造需要高度精密的加工设备和工艺,以确保产品的质量和稳定性。
超精密加工技术可以制造出微米级别的半导体元件,如芯片、传感器等,为信息技术的发展提供了重要支持。
2.光学领域光学领域是超精密加工技术的另一个重要领域。
在光学领域,超精密加工技术可以制造出高精度的光学元件,如镜片、棱镜、光纤等,这些元件在光学仪器、通讯、医疗设备等领域有着广泛的应用。
3.医疗器械领域超精密加工技术在医疗器械领域也有着广泛的应用。
例如,在手术中使用的微型器械、人工关节等都需要高精度的加工技术来制造,以确保手术的安全性和成功率。
4.航空航天领域航空航天领域是超精密加工技术的另一个应用领域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
精密与特种加工技术结课论文题目:超精密加工技术的发展与展望指导教师:沈浩学院:机电工程学院专业:机械工程姓名:司皇腾学号:152085201020超精密加工技术的发展与展望摘要:超精密加工是多种技术综合的一种加工技术,是获得高形状精度、表面精度和表面完整性的必要手段。
根据当前国内外超精密加工技术的发展状况,对超精密切削、磨削、研磨以及超精密特种加工及复合加工技术进行综述,简单地对超精密加工的发展趋势进行预测。
精密加工技术发展方向是:向高精度、高效率方向发展;向大型化、微型化方向发展;向加工检测一体化方向发展;机床向多功能模块化方向发展。
本世纪的精密加工发展到超精密加工历程比较复杂且难度大,目前超精密加工日趋成熟,已形成系列,它包括超精密切削、超精密磨削、超精密研磨、超精密特种加工等。
在不久的将来,精密加工也必将实现精密化、智能化、自动化、高效信息化、柔性化、集成化。
创新思想及先进制造模式的提出也必将为精密与超精密技术发展提供策略。
环保也是机械制造业发展的必然趋势。
关键词:加工精度;超精密加工技术;超精密特种加工;纳米技术;复合加工【引言】精密加工和超精密加工代表了加工精度发展的不同阶段,往往我们一提到超精密这个词,就会觉得它很神秘,但同任何复杂的高新技术一样,经过一段时间的熟悉和掌握,都会被大众所了解,也就不再是所谓的高科技了,超精密加工也是这样。
实际上,如果拥有超精密的加工设备,并且在其它相关技术和工艺上能匹配,经过一段时间的实践之后,就能很好地掌握它,但这需要一个过程。
超精密加工领域集成了很多IT、机械以及电气控制方面的技术,设备方面的操作和使用也非常复杂,所以,只有在对它有很深的理解之后才能把它用好。
通常按加工精度划分,可将机械加工分为一般加工、精密加工、超精密加工。
在不同的历史阶段,不同的科学技术水平下,对超精密加工有不同的定义,由于生产技术的不断发展,划分的界限不断变化。
过去的超精密加工对今天来说可能已经是普通加工了,所以对其划分的界限是相对的,而且在具体数值上至今没有确切的界限。
现阶段通常把被加工零件的尺寸精度和形位精度达到零点几微米,表面粗糙度优于百分之几微米的加工技术称为超精密加工技术[1],也可以理解为超精密加工就是在超精密机床设备上,利用零件与刀具之间产生的具有严格约束的相对运动,对材料进行微量切削,以获得极高形状精度和表面光洁度的加工过程,其精度从微米到亚微米,乃至纳米。
超精密加工技术是现代高技术战争的重要支撑技术,是现代高科技产业和科学技术的发展基础,是现代制造科学的发展方向[2]。
超精密加工技术综合应用了机械技术发展的新成果及现代光电技术、计算机技术、测量技术和传感技术等先进技术。
同时,作为现代高科技的基础技术和重要组成部分,它推动着现代机械、光学、半导体、传感技术、电子、测量技术以及材料科学的发展进步。
超精密加工在现代武器和一些尖端产品制造中具有举足轻重的地位,是其它一些加工方法无可替代的,它不仅可以应用于国防,而且可以广泛地应用于比较高端的民用产品中,是衡量一个国家科学技术发展水平的重要标志。
1、超精密加工技术的发展历史精密超精密加工技术的起源从一定意义上可以上溯到原始社会:当原始人类学会了制作具有一定形状且锋利的石器工具时,可以认为出现了最原始的手工研磨加工工艺;到了青铜器时代后人类制作了各类表面光滑的铜镜,这种制作方式就是研磨及抛光工艺。
但是到了近代才出现了真正意义上的精密加工,最典型的例子就是精密镗床的发明。
1769年瓦特取得实用蒸汽机专利后,汽缸加工精度的高低就成了蒸汽机能否提高效率并得到实际应用的关键问题。
1774年英国人威尔金森发明了炮筒镗床,可用于加工瓦特蒸汽机的汽缸体。
1776 年他又制造了一台更为精确的汽缸镗床,加工直径为75inch(1inch=2.54cm)的汽缸,误差还不到一个硬币的厚度。
加工精度的提高促使了蒸汽机的大规模应用,从而推动了第一次工业革命的发展。
20 世纪60年代初期,随着航天、宇航的发展,精密超精密加工技术首先在美国被提出,并由于得到了政府和军方的财政支持而迅速发展。
到了20世纪70 年代,日本也成立了超精密加工技术委员会并制定了相应发展规划,将该技术列入高新技术产业,经过多年的发展,使得日本在民用光学、电子及信息产品等产业处于世界领先地位。
近年来,美国开始实施了“微米和纳米级技术”国家关键技术计划,国防部成立了特别委员会,统一协调研究工作。
美国目前至少有30多家公司研制和生产各类超精密加工机床,如国家劳伦斯利佛摩尔实验室(LLNL)、摩尔(Moore)公司等在国际超精密加工技术领域久负盛名。
同时利用这些超精密加工设备进行了陶瓷、硬质合金、玻璃和塑料等材料不同形状和种类零件的超精密加工,并应用于航空、航天、半导体、能源、医疗器械等行业。
日本现有20多家超精密加工机床研制公司,重点开发民用产品所需的超精密加工设备,并成批生产了多品种商品化的超精密加工机床,日本在相机、电视、复印机、投影仪等民用光学行业的快速发展与超精密加工技术有着直接的关系。
英国从60 年代起开始研究超精密加工技术,现已成立了国家纳米技术战略委员会,正在执行国家纳米技术研究计划,德国和瑞士也以生产精密加工设备闻名于世。
1992 年后,欧洲实施了一系列的联合研究与发展计划,加强和推动了精密超精密加工技术的发展。
国内真正系统地提出超精密加工技术的概念是从20世纪80 年代~90 年代初,由于航空、航天等军工行业的发展对零部件的加工精度和表面质量都提出了更高的要求,这些军工行业投入了资金支持行业内的研究所和高校开始进行超精密加工技术基础研究。
由于当时超精密加工技术属于军用技术,无论从设备还是工艺等方面,国外都实施了技术封锁,所以国内超精密加工技术的开展基本都是从超精密加工设备的研究开始。
由于组成超精密加工设备的基础是超精密元部件,包括空气静压主轴及导轨、液体静压主轴及导轨等,所以各家单位也正是以超精密基础元部件及超精密切削加工用的天然金刚石刀具等为突破口,并很快就取得了一些进展。
哈尔滨工业大学、北京航空精密机械研究所等单位陆续研制了超精密主轴及导轨等元部件,并进行了天然金刚石超精密切削刀具刃磨机理及工艺研究,同时陆续搭建了一些结构功能简单的超精密车床、超精密镗床等超精密加工设备,开始进行超精密切削工艺实验。
非球面、曲面超精密加工设备的研制成功是国内超精密加工技术发展的里程碑,非球面光学零件由于具有独特的光学特性在航空、航天、兵器以及民用光学等行业开始得到应用,从而简化了产品结构并提高了产品的性能。
当时加工设备只有美国、日本及西欧等少数国家能够生产,国内引进受到严格限制而且价格昂贵,国家从“九五”开始投入了人力物力支持研发超精密加工设备。
到“九五”末期,北京航空精密机械研究所、哈尔滨工业大学、北京兴华机械厂、国防科技大学等单位陆续研制成功代表当时超精密加工最高技术水平的非球面超精密切削加工设备,彻底打破了国外的技术封锁。
之后其他各类超精密加工设备,如超精密磨削设备、小计算机数控磨头抛光设备、磁流变抛光设备、离子束抛光设备、大口径非球面超精密加工设备、自由曲面多轴超精密加工设备、压印模辊超精密加工设备等也陆续研制成功,缩小了超精密加工技术国内外的差距。
同时由于有了超精密加工设备的支撑,在超精密加工工艺方面也有了很大进展,如ELID 超精密镜面磨削工艺、磁流变抛光工艺、大径光学透镜及反射镜超精密研抛及测量工艺、自由曲面的超精密加工及测量工艺、光学薄膜超精密加工工艺,超精密加工技术的应用领域也从军工业转向了民用行业。
超精密加工技术的发展随着时代的进步其加工精度也不断提高,目前已经进入到纳米制造阶段。
纳米级制造技术是目前超精密加工技术的巅峰,其研究需要具有雄厚的技术基础和物质基础条件,美国、日本及欧洲一些国家以及我国都在进行一些研究项目,包括聚焦电子束曝光、原子力显微镜纳米加工技术等,这些加工工艺可以实现分子或原子级的移动,从而可以在硅、砷化镓等电子材料以及石英、陶瓷、金属、非金属材料上加工出纳米级的线条和图形,最终形成所需的纳米级结构,为微电子和微机电系统的发展提供技术支持。
2、超精密加工技术的分类超精密加工主要包括超精密切削(车、铣)、超精密磨削、超精密研磨(机械研磨、机械化学研磨、研抛、非接触式浮动研磨、弹性发射加工等)以及超精密特种加工(电子束、离子束、等离子加工、激光束加工以及电加工等)以及最新研发的纳米技术。
2.1超精密切削加工超精密切削加工是采用金刚石刀具在超精密机床上进行超精密切削,可以加工出光洁度极高的镜面。
金刚石刀具的优点在于其与有色金属亲和力小,硬度、耐磨性以及导热性都非常优越,且能刃磨得非常锋利,其刃口圆弧半径可小于R0.01μm,实际应用的一般为R0.05μm,可加工出优于Ra0.01μm的表面粗糙度。
此外,超精密切削加工还采用了高精度的基础元部件(如,空气轴承、气浮导轨等)、高精度的定位检测元件(如,光栅、激光检测系统等以及高分辨率的微量进给机构。
机床本身采取恒温、防振以及隔振等措施,还要有防止污染工件的装置。
机床必须安装在洁净室内。
进行超精密切削加工的零件材料必须质地均匀,没有缺陷。
在这种情况下加工无氧铜,表面粗糙度可达Ra0.005μm,且最先用于铜的平面和非球面光学元件的加工,随后,加工材料拓展至有机玻璃、塑料制品(如,照相机的塑料镜片、隐形眼镜镜片等)、陶瓷及复合材料等[3]。
2.2超精密磨削超精密磨削技术是基于一般精密磨削而发展起来的,是用精确修整过的砂轮在精密磨床上进行的微量磨削加工,金属的去除量可在亚微米级甚至更小,可以达到很高的尺寸精度、形位精度和很低的表面粗糙度值。
但磨削加工后,被加工的表面在磨削力及磨削热的作用下金相组织要发生变化,易产生加工硬化、淬火硬化、热应力层、残余应力层和磨削裂纹等缺陷。
其加工对象主要是玻璃、陶瓷等硬脆材料[4]。
超精密磨削不仅要得到镜面级的表面粗糙度,还要保证能够获得精确的几何形状和尺寸。
目前超精密磨削的加工目标是3~5nm的平滑表面,也就是通过磨削加工而不需抛光即可达到要求的表面粗糙度。
砂轮的修整技术相当关键。
尽管磨削比研磨更能有效地去除物质,但在磨削玻璃或陶瓷时很难获得镜面,主要是由于砂轮粒度太细时,砂轮表面容易被切屑堵塞。
日本理化学研究所学者大森整博士发明的电解在线修整(ELID)铸铁纤维结合剂(CIFB)砂轮技术可以很好地解决这个问题。
2.3超精密研磨超精密研磨包括机械研磨、化学机械研磨、浮动研磨、弹性发射加工以及磁力研磨等加工方法。
研磨金刚石车刀除采用机械磨料研磨之外,还采用了离子刻蚀和热化学方法。
在研磨中, 研磨盘原来均用高磷铸铁,后来采用高速钢研磨盘。