机加工中刀具角度对加工的影响
刀具角度在切削加工中起着非常重要的作用

1.刀具角度在切削加工中起着非常重要的作用。
刀具前角γ0减小后,切削变形增大、切削力增大、刃口强度增大、散热条件降低。
2.车床镗内孔时,刀尖安装高于工件回转中心,则刀具工作角度与标注角度相比,前角减小,而后角增大(增大、减小)。
3.金属切削过程中切削热的来源主要有两个,即变形热和摩擦热。
4.积屑瘤在切削过程中起到保护刀刃和代替刀刃切削的作用,但又由于其周期性不稳定性,会影响加工零件的粗糙度和尺寸精度,故在粗加工时可可以有积屑瘤,精加工时要避免产生积屑瘤。
5.砂轮磨钝的磨料会脱落或碎裂,因此砂轮具有自锐性,砂轮硬度越小,磨粒越容易脱落;磨粒越细,磨削加工的效率越低,表面粗糙度值越高。
6.在精加工中,切削热是影响加工质量的重要因素。
切削用量通常首先选择其中对切削热影响最小的背吃刀量,其次选择进给量,最后选择影响最大的切削速度。
7.就磨削加工的本质而言,磨削是不同切削,它是磨粒对加工表面的切屑、滑擦和刻划的综合作用。
10.电火花加工过程中,单个脉冲的能量越大,则加工效率,而工件表面粗糙度。
11.超声波加工是磨粒在超声振动作用下的、和的综合结果。
超声波加工最适于加工材料。
12.在基面中测量的刀具角度有主偏角和副偏角,它们的符号分别是kr和kr‘。
13.切削三要素是指金属切削过程中的切屑速度、进给量和背吃刀量三个重要参数,总称切削用量,其中对刀具寿命影响最大的是切削速度。
14. 滚齿加工是利用滚刀与齿轮啮合的原理来加工齿轮的,属于展成法加工。
1. 刀具的工作角度随着刀具的安装条件和进给量的大小变化而变化。
……………………(√)2. 通常切削塑性较大的材料时,最容易出现后刀面磨损。
…………………………………(×)3.在选择车刀的刃倾角 s时,粗加工取正值,以保证刀尖强度;精加工取负值或零,使切屑流向待加工表面一侧,以免划伤工件已加工表面。
…………………………………………(×)4.当有色金属(如铜、铝等)的轴类零件要求尺寸精度较高、表面粗糙度值较低时,不能采用磨削加工的方法,而只能采用超精车的工艺方法。
刀具角度对切削的影响

兼具良好的切削性能和抗崩刃性
由于采用深倾角而实现了超群 的切削性能 实现了27°的前角! 超群的低切削抗力!!(使用ML断屑槽时)
其它公司产品
27°
轴向前角
双后角提高了刀尖强度
外圆切削刃设有2段后面, 抗崩刃性实现飞跃性提升
其它公司产品
铣刀旋转方向
外圆切削刃
■抗崩刃性比较表
10 8 6 4 2
■切削抗力比较表
以往产品
其它公司 产品A
其它公司 产品B
0 0 0.05 0.1 0.15 0.2 0.25 0.3 0.35
每齿进给量 fz (mm/t)
Zc
1
加工长度 (m) 100
切削抗力 (N)
型化!
Tungaloy
高效率
●刀体规格设定包括标准刃、多刃、超多刃(订货生产)。 ●CA45°式T/EAW13型设定有大进给专用刀片HJ型。实现了相当于以往产品1.5倍~2倍的进给量。
切 削 宽 度 :ae=80mm
Yc
进给量
Xc
■抗崩刃性
4.5 4.0 3.5 3.0 2.5 2.0 1.5 1.0 0.5
0 TPW13型 (MJ断屑槽)
以往产品 其它公司产品A
被加工材料 :PX5
使 用 机 床 :BT50
切 削 速 度 :Vc=150m/min
每齿进给量 :fz=0.2mm/t
a
b
重量 冷 刀垫固定 (kg) 却孔 螺钉
刀垫
紧固 螺钉
6 10 0.4 有
6 10 0.5 有
6 9.5 1 有
8 12.7 1.5 有
10 15.9 2.8 有 DTS5-3.5SS FSSA1102 CSPB-3.5
刀具几何角度的作用及选择原则

刀具几何角度的作用及选择原则刀具的几何角度对加工质量、切削力和切削温度等有很大的影响,正确的选择刀具几何角度可以提高切削效率和工件表面质量。
本文将从切削角、主偏角、切削刃前角和切削刃后角四个方面来探讨刀具几何角度的作用及选择原则。
一、切削角切削角是刀具主切削面与工件切削表面的夹角,一般分为正的和负的两种情况。
1.正切削角:也称为刀具顶角,是指刀具主切削面与工件切削表面夹角大于90°的情况。
正切削角有利于降低切削力和切削温度,减少刀具磨损。
因此,在切削硬材料或脆性材料时,一般选择正切削角。
但是正切削角也会增大刀具与工件接触面积,增加切削力,从而需要更大的功率投入。
2.负切削角:也称为刀具反角,是指刀具主切削面与工件切削表面夹角小于90°的情况。
负切削角能降低切削力和切削温度,提高切削稳定性和切削质量。
因此,在切削软材料或难切削材料时,一般选择负切削角。
然而,负切削角的刀具易产生振动,增加切削噪声,且不易控制切削深度。
在实际应用中,切削角的选择应根据材料的性质、切削目标和加工条件综合考虑,一般需要通过试切试验来确定最佳切削角。
二、主偏角主偏角是刀具俯仰角,是指刀具主切削面与铣削切削方向之间的夹角。
主偏角的大小会直接影响刀具的切削力和切削质量。
1.大主偏角:大主偏角可以降低刀具的切削力和切削温度,提高切削稳定性和切削质量。
大主偏角适用于切削精度要求高、切削深度相对较小、切削速度相对较低的情况。
2.小主偏角:小主偏角可以提高刀具的切削效率和切削速度,适用于切削深度相对较大、切削速度相对较高的情况。
然而,小主偏角容易导致切屑的卡刀现象,增加刀具磨损和加工表面粗糙度。
主偏角的选择应结合切削效率和切削质量的要求,同时考虑刀具的刚度和加工条件等因素。
三、切削刃前角切削刃前角是刀具切削刃前的锥度角,主要影响刀具的切削稳定性和切削质量。
1.大切削刃前角:大切削刃前角可以增加切削深度和切削范围,提高切削效率和切削速度。
数控机床加工的切削用量
单元4数控机床加工的切削用量教学目的1、了解数控机床的运动(主运动、进给运动);2、了解数控机床加工刀具的角度及其作用;3、了解数控机床加工中有关切削层的参数及其作用;4、了解数控机床加工中的切削用量及其选用原则。
5、掌握常用不同材料零件在粗加工、半精加工和精加工时的切削用量选用;教学重点1、数控机床加工刀具的角度及其作用;2、数控加工中粗加工、半精加工和精加工时的切削用量选择;教学难点1、刀具的角度及其作用;2、切削用量选用教学方法讲练结合教学内容一、车削加工与刀具1. 车削加工原理在普通车床和一般数控车床上,可以进行工件的外表面、端面、内表面以及内外螺纹的加工。
对于车削中心,除上述各种加工外,还可进行铳削、钻削等加工。
从上述介绍可以看出:在切削过程中,刀具和工件之间必须具有相对运动,这种相对运动称为切削运动。
根据切削运动在切削过程中的作用不同可以分为主运动、和进给运动。
各种机床的主运动和进给运动参见下表。
主运动是指机床提供的主要运动。
主运动使刀具和工件之间产生相对运动,从而使刀具的前刀面接近工件并对工件进行切削。
在车床上,主运动是机床上主轴的回转运动,即车削加工时工件的旋转运动。
2)进给运动进给运动是指由机床提供的使刀具与工件之间产生的附加相对运动。
进给运动与主运动相配合,可以形成完整的切削加工。
在普通车床上,进给运动是机床刀架(溜板)的直线移动。
它可以是纵向的移动(与机床主轴轴线平行),也可以是横向的移功(与机床主轴轴线垂直),但只能是一亇方向的移动。
在数控车床上,数控车床可以同时实现两亇方向的进给,从而加工出各种具有复杂母线的回转体工件。
在数控车床中,主运动和进给运动是由不同的电机来驱动的,分别称为主轴电机和坐标轴伺服电机。
它们由机床的控制系统进行控制,自动完成切削加工。
2. 切削用量切削用量是指机床在切削加工时的状态参数。
不同类型的机床对切削用量参数的表述也略有不同,但其基本的含义都是一致的,如下图所示。
刀具角度对加工的影响
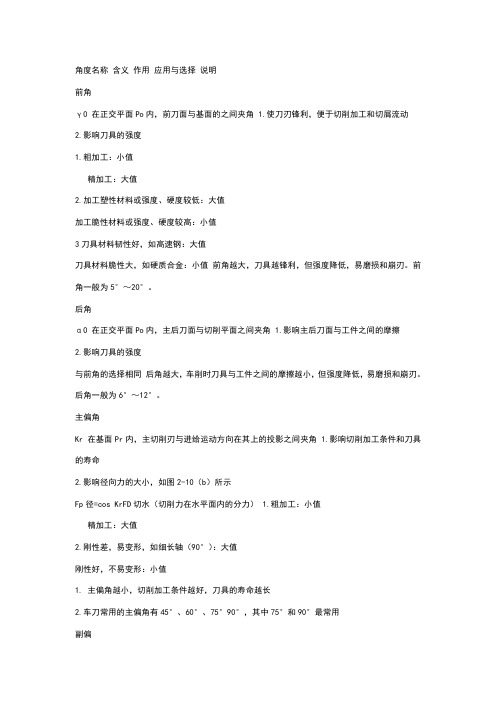
.角度名称含义作用应用与选择说明前角γ0 在正交平面Po内,前刀面与基面的之间夹角 1.使刀刃锋利,便于切削加工和切屑流动2.影响刀具的强度1.粗加工:小值精加工:大值2.加工塑性材料或强度、硬度较低:大值加工脆性材料或强度、硬度较高:小值3刀具材料韧性好,如高速钢:大值刀具材料脆性大,如硬质合金:小值前角越大,刀具越锋利,但强度降低,易磨损和崩刃。
前角一般为5°~20°。
后角α0 在正交平面Po内,主后刀面与切削平面之间夹角 1.影响主后刀面与工件之间的摩擦2.影响刀具的强度与前角的选择相同后角越大,车削时刀具与工件之间的摩擦越小,但强度降低,易磨损和崩刃。
后角一般为6°~12°。
主偏角Kr 在基面Pr内,主切削刃与进给运动方向在其上的投影之间夹角1.影响切削加工条件和刀具的寿命2.影响径向力的大小,如图2-10(b)所示Fp径=cos KrFD切水(切削力在水平面内的分力)1.粗加工:小值精加工:大值2.刚性差,易变形,如细长轴(90°):大值刚性好,不易变形:小值1. 主偏角越小,切削加工条件越好,刀具的寿命越长2.车刀常用的主偏角有45°、60°、75°90°,其中75°和90°最常用副偏角Krˊ在基面Pr内,副切削刃与进给运动反方向在其上的投影之间夹角1.主要影响加工表面的粗糙度,如图2-10(c)所示2.影响副切削刃与已加工表面之间的摩擦和刀具的强度1.粗加工:大值(与副?偏角选择相反)精加工:小值1. 副偏角越小,残留面积和振动越小,加工表面的粗糙度越低,表面质量越高。
但过小会增加刀具与工件的摩擦,另外,刀具的强度降低2.副偏角一般为5°~15°刃倾角λs 切削平面Ps内,主切削刃在其上的投影与基面之间夹角 1.主要控制切屑的流动方向2.影响刀尖的强度1.粗加工:λs<0精加工:λs≥0(防止切屑划伤工件)1. λs<0时,刀尖处于主切削刃的最低点,刀尖强度高,切屑流向已加工表面;λs>0时,刀尖处于主切削刃的最高点,刀尖强度低,切屑流向待加工表面2. λs一般为-5°~+5°。
刀具几何角度对切削加工的影响及其选择
刀具几何角度对切削加工的影响及其选择王洋交通与物流工程学院机械设计制造及其自动化摘要:刀具材料的优选对于切削过程的优化具有关键作用,但是,刀具几何角度的选择不合理也会使刀具材料的切削性能得不到充分的发挥。
可见,刀具合理几何角度的选择同样是切削刀具理论与实践的重要课题之一。
切削加工刀具的完善程度对切削加工的现状和发展起着决定性的作用。
关键词:前角,后角,主偏角,副偏角,刃倾角,刀尖Geometry of the cutting tool and its selectionWangYangTransportation and Logistics Engineering Mechanical Design, Manufacturing and Automation Abstract:Optimization of the cutting tool material has a key role in the optimization process, However, the choice of cutting tool geometry unreasonable also make the cutting tool materials are not sufficient to play.Shows that, cutting tool geometry and reasonable choice of cutting tools is also an important issue of theory and practice of. Degree of perfection of cutting tools on machining status and play a decisive role in the development of.Keywords:tool orthogonal rake,tool orthogonal clearance,tool cutting edge angle,tool minor cutting edge angle,tool cutting edge inclination angle,corner一、前角的功用及其合理值的选择1、前角的功用(1)影响切削区的变形程度:若增大前角,可以减小切削变形,从而减小切削力、切削热和切削功率。
刀具角度的功用与选择精选文档
副偏角的大小主要根据表面粗糙度的要求选取,一般为5°~15°,粗加工时取大值,精加工时取小值。切断刀、锯片刀为保证刀头强度,只能取很小的副偏角,一般为1°~2°。
(1)根据工件材料选择前角。加工塑性材料时,特别是硬化严重的材料(如不锈钢等),为了减小切削变形和刀具磨损,应选用较大的前角;加工脆性材料时,由于产生的切屑为崩碎切屑,切削变形小,因此增大前角的意义不大,而这时刀屑间的作用力集中在切削刃附近,为保证切削刃具具有足够的强度,应采用较小的前角。
工件强度和硬度低时,切削力不大,为使切削刃锋利,可选用较大的甚至很大的前角。工件材料强度高时,应选用较小的前角;加工特别硬的工件材料(如淬火钢)时,应选用很小的前角,甚至选用负前角。因为工件的强度、硬度愈高,产生的切削力愈大,切削热愈多,为了使刃具有足够的强度和散热,防止崩刃和磨损,应选用较小的前角。
(1)根据切削厚度选择后角。合理后角大小主要取决于切削厚度(或进给量),切削厚度hD愈大,则后角应愈小;反之亦然。如进给量较大的外圆车刀后角=6°~8°,而每齿进刀量不超过mm的圆盘铣刀后角=?30°。这是因为切削厚度较大时,切削力较大,切削温度也较高,为了保证刃口强度和改善散热条件,所以应取较小的后角。切削厚度愈小,切削层上被切削刃的钝圆半径挤压而留在已加工表面上并与主后刀面挤压摩擦的这一薄层金属占切削厚度的比例就越大。若增大后角,就可减小刃口钝圆半径,使刃口锋利,便于切下薄切屑,可提高刀具耐用度和加工表面质量。
数控机床、自动机床和自动线用刀具,为保证刀具工作的稳定性,使其不易发生崩刃和破损,一般选用较小的前角。
刀具的工作角度及其影响

刀具的工作角度及影响
(3)刀具的工作角度的影响 4)刀杆中心线与进给方向不垂直的影响
κre =κr+G
κr'e =κ'r - G
κre =κr-G
κr'e =κ'r +G
EDUCATION PRACTICE SESSION PPT
感谢同学们观
看
胡林岚 老师 扬州市职业大学 机械工程学院
车右螺纹时左侧刃
γef=γf+μfαef=αf-μftanμf =f/πd
f↑或d↓时,μf↑
10
刀具的工作角度及影响
(3)刀具的工作角度的影响 3)刀具安装高低的影响
假定车刀λs=0, 刀尖高于工件中心
γoe=γo+θ αoe=αo-θ tanθ= 2h/d
若刀尖低于工件中心, 角度变化与上述相反
8
刀具的工作角度及影响
(3)刀具的工作角度的影响
1)横向进给运动的影响
γoe=γo+μ αoe=αo-μ
tanμ=f/πd
①当进给量f一定时,随 d值↓—μ值↑, 接近中心αoe为负值。
② 当 f↑—μ值↑,横车时f 不宜过大 ,并应适当加大αo
9
刀具的工作角度及影响
(3)刀具的工作角度的影响 2)纵向进给运动的影响
假定工作平面面(Рp)通过切削刃上选定点,垂直于假 定工作平面和基面的平面。
3
刀具的工作角度及影响
假定工作平面Pf 、背平面Pp参考 系的静止角度:
1 主偏角κr
2 进给前角γf
3 进给后角αf
4 背前角γp
5 背后角αp
(1)刀具的工作参考系
刀具的工作角度及影 响
与静态系统中正交平面参考系 建 立的定义和程序相似,不同点就 在于 它以合成切削运动υe或刀具安 装位置 条件来确定工作参考系的基
车刀的主要角度及其作用
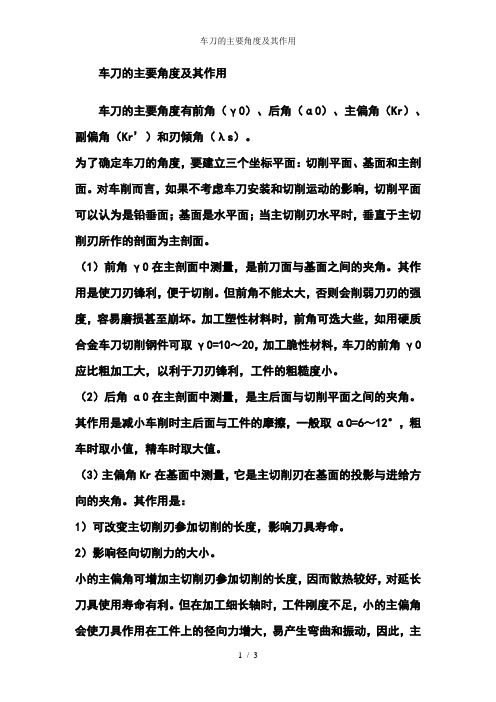
车刀的主要角度及其作用车刀的主要角度有前角(γ0)、后角(α0)、主偏角(Kr)、副偏角(Kr’)和刃倾角(λs)。
为了确定车刀的角度,要建立三个坐标平面:切削平面、基面和主剖面。
对车削而言,如果不考虑车刀安装和切削运动的影响,切削平面可以认为是铅垂面;基面是水平面;当主切削刃水平时,垂直于主切削刃所作的剖面为主剖面。
(1)前角γ0在主剖面中测量,是前刀面与基面之间的夹角。
其作用是使刀刃锋利,便于切削。
但前角不能太大,否则会削弱刀刃的强度,容易磨损甚至崩坏。
加工塑性材料时,前角可选大些,如用硬质合金车刀切削钢件可取γ0=10~20,加工脆性材料,车刀的前角γ0应比粗加工大,以利于刀刃锋利,工件的粗糙度小。
(2)后角α0在主剖面中测量,是主后面与切削平面之间的夹角。
其作用是减小车削时主后面与工件的摩擦,一般取α0=6~12°,粗车时取小值,精车时取大值。
(3)主偏角Kr在基面中测量,它是主切削刃在基面的投影与进给方向的夹角。
其作用是:1)可改变主切削刃参加切削的长度,影响刀具寿命。
2)影响径向切削力的大小。
小的主偏角可增加主切削刃参加切削的长度,因而散热较好,对延长刀具使用寿命有利。
但在加工细长轴时,工件刚度不足,小的主偏角会使刀具作用在工件上的径向力增大,易产生弯曲和振动,因此,主偏角应选大些。
车刀常用的主偏角有45°、60°、75°、90°等几种,其中45°多。
(4)副偏角Kr’在基面中测量,是副切削刃在基面上的投影与进给反方向的夹角。
其主要作用是减小副切削刃与已加工表面之间的摩擦,以改善已加工表面的精糙度。
在切削深度ap、进给量f、主偏角Kr相等的条件下,减小副偏角Kr’,可减小车削后的残留面积,从而减小表面粗糙度,一般选取Kr′=5~15°。
(5)刃倾角入λs在切削平面中测量,是主切削刃与基面的夹角。
其作用主要是控制切屑的流动方向。
刀具的工作角度

小结
刀具材料 应具备的性能 常用的刀具材料种类、特点、应用 切削变形 切削变形机理 现象 切屑收缩 不同切屑种类 形成条件 对加工过程的影响 积屑瘤 产生原因 特点、对加工过程的影响 影响因素及控制所示 已加工表面加工硬化 表现 对零件不利影响和控制措施
高速钢 (典型牌号:W18Cr4V、 W6Mo5Cr4V2) 硬度:HRC63~70 热硬性:550~650℃ 切削速度:V=40m/min 强度和韧性好、工艺性好、容易磨得锋利 主要制作复杂形状刀具:如铣刀、孔加工刀具、螺纹刀具、拉刀、齿轮刀具等
常用刀具材料种类和应用
作业
章后习题 2
刀具材料
解决两个问题: 刀具材料应具备的性能 常用的刀具材料\性能\应用
刀具材料应具备的性能
硬度 耐磨性 强度和韧性 化学稳定性 工艺性 经济性
工具钢 基本特性 价格便宜 容易刃磨的锋利 硬度低、耐磨性差 应用 手工刀具 低速切削刀具
刀具材料的种类和应用
常用刀具材料种类和应用
积屑瘤对加工过程的影响
形成过程中经过了强烈的变形,所以硬度明显提高,一般比工件材料的硬度提高1.5~2.5倍,因此可以代替刀刃切削,保护切削刃。另外,积屑瘤存在增大了刀具的工作前角γe,切削变得轻快,所以粗加工时产生积屑瘤有一定好处。 但是积屑瘤长大到一定高度后,由于切削过程中的冲击、振动等原因,会发生破裂脱落,被切屑带走或留在已加工表面上,而且这个过程周而复始,造成积屑瘤时大时小,极不稳定,容易应起加工过程振动;另外积屑瘤沿切削刃伸出的形状很不规则,会在工件已加工表面留下不均匀的沟痕,直接影响已加工表面的形状精度和粗糙度,所以在精加工和使用定尺寸刀具加工时,尽量避免积屑瘤的产生。 教学光盘(30”)
切削变形现象 之二
铣刀各几何角度的主要功用是什么铣刀各几何角度
铣刀各几何角度的主要功用是什么前角:是刀具上最重要的一个角度。
增大前角,切削刃锐利,切削层金属的变形小,减小切屑流经前刀面的摩擦阻力,因而切削力和切削热会降低,但刀具切削部分的强度和散热能力将被削弱。
显然,前角取得太大或太小都会降低刀具的寿命。
前角的合理数值主要根据工件材料来确定,加工强度、硬度低,塑性大的金属,应取较大前角;而加工强度、硬度高的金属,应取较小前角。
由于硬质合金的抗弯强度较低、性脆,所以,在相同切削条件下其合理前角的数值通常均小于高速钢刀具。
后角:后角的主要作用是减小后刀面与工件间的摩擦,同时,后角的大小也会影响刀齿的强度。
由于铣刀每齿的切削厚度较小,所以后角的数值一般比车刀的大,以减小后刀面与工件间的摩擦。
粗加工铣刀,或加工强度、硬度较高的工件时。
应取较小后角,以保证刀齿有足够的强度。
在加工塑性大或弹性较大的工件时,后角应适当加大,以免由于已加工表面的弹性恢复,使后刀面与工件的摩擦接触面过大。
高速钢刀具的后角可比同类型硬质合金刀具的后角稍大些。
螺旋角:它实际上是圆柱铣刀或立铣刀的刃倾角。
螺旋角为0°时,切削刃沿其全长同时切入工件,最后又同时离开,所以容易产生振动。
加大螺旋角后,各刀齿沿切削刃逐渐切入和切出,从而提高了切削过程的平稳性。
此外,加大螺旋角,可以获得斜刃切削的效果,使实际前角加大,并可提高工件的加工表面质量,这就是大螺旋角铣刀切削效果的主要原因。
但螺旋角过大或过小都会降低刀具的寿命,因此,应根据具体的切削条件,确定合理的数值。
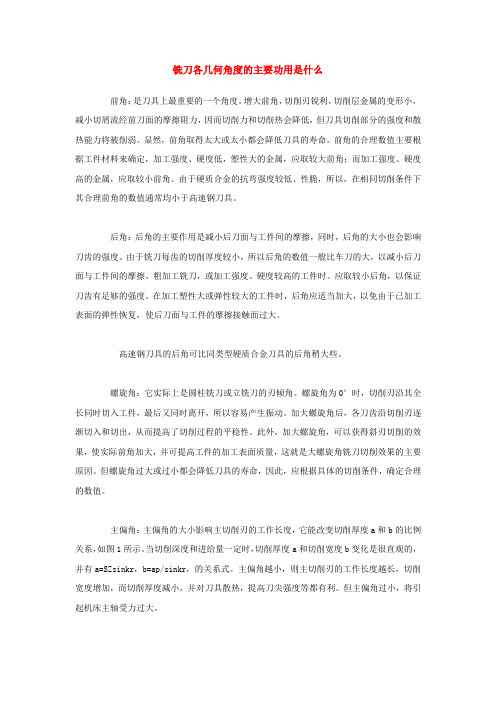
主偏角:主偏角的大小影响主切削刃的工作长度,它能改变切削厚度a和b的比例关系,如图1所示。
当切削深度和进给量一定时,切削厚度a和切削宽度b变化是很直观的,并有a=SZsinkr,b=ap/sinkr,的关系式。
主偏角越小,则主切削刃的工作长度越长,切削宽度增加,而切削厚度减小,并对刀具散热,提高刀尖强度等都有利。
但主偏角过小,将引起机床主轴受力过大。
刀具几何角度对零件加工质量影响规律

刀具几何角度对零件加工质量影响规律1.切削角对零件加工质量的影响:切削角是指刀具主切削刃上的刃前切削面与切削方向的夹角。
切削角的大小直接影响切削力和切削热量的分布。
当切削角增大时,切削力也增大,加工过程中的切削热量也变大,容易导致零件表面温度升高和变形增大,影响加工精度。
因此,选取合适的切削角可以提高零件的加工质量。
2.后角对零件加工质量的影响:后角是指刀具工作面上的刃前切削面和基准面之间的夹角。
后角大小的选择对刀具的耐磨性和切削力的分布有着重要影响。
适当的后角可以增加切削刃的强度,降低刃口磨损,提高刀具的寿命。
同时,合适的后角还可以有效降低切削力,减小对零件表面的变形,提高加工质量。
3.前角对零件加工质量的影响:前角是指刀具主切削刃上的刃前切削面和刃后切削面之间的夹角。
前角大小的选择对切削刃的尖锐度和进给沿刀具边缘方向的切屑流动有着重要影响。
适当的前角可以增加刃口尖锐度,提高切削效果,减小表面粗糙度。
同时,合适的前角也能够改善切屑的流动,降低切削力,提高加工精度。
4.刀尖圆弧半径对零件加工质量的影响:刀尖圆弧半径是指刀具主切削刃的刀尖部分的圆弧的半径。
刀尖圆弧半径大小对加工零件的表面质量和尺寸精度有着重要影响。
较小的刀尖圆弧半径可以减小切削刃与工件之间的接触面积,降低切削力和表面压力,减小表面粗糙度。
但是,过小的刀尖圆弧半径会导致切削刃的强度减小,容易出现断刃现象,降低刀具的寿命。
因此,需要在刀尖圆弧半径的选择上进行综合考虑。
在实际生产中,刀具的几何角度的选择应根据具体加工要求和材料特性进行合理的选择,以提高零件的加工质量。
此外,刀具的几何角度也与机床精度、切削液的选用、刀具刀路的选择等因素有关,需要综合考虑多个因素,进行合理的优化设计。
刀具角度在切削加工中起着非常重要的作用

刀具角度在切削加工中起着非常重要的作用1.刀具角度在切削加工中起着非常重要的作用。
刀具前角γ0减小后,切削变形增大、切削力增大。
.边缘强度增大.减少散热条件2.车床镗内孔时,刀尖安装高于工件回转中心,则刀具工作角度与标注角度相比,前角减小,而后角增加(增加,减少)。
变形热和擦3.金属切削过程中切削热的来源主要有两个,即擦热。
4.切屑堆积在切削过程中起到一定作用,但也可以用于粗加工保护刀刃和而不是尖端周期性不稳定性,会影响加工零件的粗糙度和尺寸精度,可以有积屑瘤,精加工时要避免碎屑堆积。
5.砂轮磨钝的磨料会脱落或碎裂,因此砂轮具有自锐性,砂轮硬度越小,磨粒越容易脱落;磨粒越细,磨削过程越有效越高的低,表面粗糙度值6.在精加工中,切削热是影响加工质量的重要因素。
切削参数通常首先选择对切削热影响最小的后吃水和切削速度。
、滑接下来,选择进给速度,最后选择影响最大的7.就研磨的本质而言,研磨不同于切割。
它是磨粒对切屑摩擦和加工表面划痕的综合影响。
10.电火花加工过程中,单个脉冲的能量越大,则加工效率,而工件表面粗糙度。
11.超声加工是磨料颗粒在超声振动作用下的综合结果。
超声波加工最适合于加工材料。
12.在基准面上测量的刀具角度为和Kr'。
进给量和返回主偏角和副偏角,它们的符号分别是kr13.切削三要素是指金属切削过程中的切屑速度、切削能力有三个重要参数,统称为切削参数。
其中,切削速度对刀具寿命的影响最大。
14.滚齿加工是利用滚刀与成法加工。
1.刀具的工作角度随刀具的安装条件和进给量的大小而变化(√)2.通常切削塑性较大的材料时,最容易出现后刀面磨损。
…………………………………(×)3.选择车刀的刀片倾角时?S、粗加工取正值,保证刀尖强度;精加工取负值或零,齿轮啮合的原理来加工齿轮的,属于展使切屑流向待加工表面一侧,以免划伤工件已加工表面。
…………………………………………(×)4.当有色金属(如铜、铝等)的轴类零件要求高尺寸精度和低表面粗糙度时,不能采用磨削加工的方法,而只能采用超精车的工艺方法。
刀具角度的实验报告
刀具角度的实验报告1. 引言刀具角度是切削工艺中的重要参数之一,对于加工质量和切削性能具有重要影响。
本实验旨在通过对不同刀具角度的实验研究,探索刀具角度与切削力、加工表面质量的关系,为优化刀具角度选择提供参考依据。
2. 实验材料和方法2.1 实验材料本实验使用的材料为硬度为HRC40的普通碳素钢。
2.2 实验仪器和设备1. 数控铣床:用于切削实验。
2. 力传感器:用于测量切削力。
3. 表面粗糙度仪:用于表面质量评估。
2.3 实验方法1. 实验组数:共设计5组实验,刀具角度分别为10、20、30、40和50。
2. 实验参数:切削速度为100m/min,进给量为0.2mm/刀齿,切削深度为1.5mm。
3. 实验步骤:- 选择合适的刀具,并安装在数控铣床上。
- 设置刀具角度,并固定好。
- 开始切削实验并记录切削过程中的切削力数据和加工表面粗糙度数据。
- 完成所有实验组的切削实验。
3. 实验结果与分析3.1 切削力分析经过实验测量和数据处理,得到不同刀具角度下的切削力数据,如表格1所示。
刀具角度()切削力(N)-10 8020 8530 10040 12050 130从表格中可以看出,随着刀具角度的增加,切削力也随之增加。
这是因为刀具角度的增加会导致切削刃数量的减少,从而使每个刃的切削深度增加,因此切削力也会增加。
但是当刀具角度超过一定范围时,由于切削刃的减少,其作用面积减小,切削力不会继续增加,甚至可能出现切削力下降的情况。
3.2 加工表面质量分析经过实验测量和数据处理,得到不同刀具角度下的加工表面粗糙度数据,如表格2所示。
刀具角度()加工表面粗糙度(μm)10 2.520 3.230 4.040 5.550 7.0从表格中可以看出,随着刀具角度的增加,加工表面粗糙度也逐渐增加。
这是由于刀具角度的增加会导致切削深度增加,从而使加工表面的波纹测量数值增加。
但是当刀具角度过大时,由于切削力的增加和刀具尖角过大,可能会导致过切、撕裂等加工缺陷,从而使加工表面质量下降。
外圆车刀的五个基本角度
外圆车刀的五个基本角度
外圆车刀是机械加工中常用的切削工具之一,其具有五个基本角度,分别为前角、后角、侧角、主偏角和副偏角。
1. 前角:前角是外圆车刀刀尖与被加工物品表面交角的大小,其大小直接影响切屑的形态和切削力的大小。
一般情况下,前角应适当增大,以降低切削力和延长刀具寿命。
2. 后角:后角是外圆车刀刃后面与被加工物品表面之间的夹角,其大小影响了切削表面的质量和工件表面的粗糙度。
后角应该适当减小,以提高切削表面质量。
3. 侧角:侧角是外圆车刀刀尖与刀具主轴线之间的夹角,其大小影响了刀具的强度和稳定性。
侧角应该适当增加,以提高刀具的强度和稳定性。
4. 主偏角:主偏角是指外圆车刀主切削刃与被加工物品表面之间的夹角,其大小直接影响切削力和切削表面质量。
主偏角应适当减小,以降低切削力和提高切削表面质量。
5. 副偏角:副偏角是指外圆车刀侧切削刃与被加工物品表面之间的夹角,其大小影响了切削表面的质量和工件表面的粗糙度。
副偏角应适当增加,以提高切削表面质量和降低工件表面粗糙度。
综上所述,外圆车刀的五个基本角度都是非常重要的,它们的大小和合理安排直接影响了切削质量和刀具寿命。
- 1 -。
刀具角度对加工的影响
角度名称含义作用应用与选择说明前角γ0 在正交平面Po内,前刀面与基面的之间夹角 1.使刀刃锋利,便于切削加工和切屑流动2.影响刀具的强度1.粗加工:小值精加工:大值2.加工塑性材料或强度、硬度较低:大值加工脆性材料或强度、硬度较高:小值3刀具材料韧性好,如高速钢:大值刀具材料脆性大,如硬质合金:小值前角越大,刀具越锋利,但强度降低,易磨损和崩刃。
前角一般为5°~20°。
后角α0 在正交平面Po内,主后刀面与切削平面之间夹角 1.影响主后刀面与工件之间的摩擦2.影响刀具的强度与前角的选择相同后角越大,车削时刀具与工件之间的摩擦越小,但强度降低,易磨损和崩刃。
后角一般为6°~12°。
主偏角Kr 在基面Pr内,主切削刃与进给运动方向在其上的投影之间夹角 1.影响切削加工条件和刀具的寿命2.影响径向力的大小,如图2-10(b)所示Fp径=cos KrFD切水(切削力在水平面内的分力) 1.粗加工:小值精加工:大值2.刚性差,易变形,如细长轴(90°):大值刚性好,不易变形:小值1. 主偏角越小,切削加工条件越好,刀具的寿命越长2.车刀常用的主偏角有45°、60°、75°90°,其中75°和90°最常用副偏角Krˊ 在基面Pr内,副切削刃与进给运动反方向在其上的投影之间夹角 1.主要影响加工表面的粗糙度,如图2-10(c)所示2.影响副切削刃与已加工表面之间的摩擦和刀具的强度 1.粗加工:大值(与副偏角选择相反)精加工:小值1. 副偏角越小,残留面积和振动越小,加工表面的粗糙度越低,表面质量越高。
但过小会增加刀具与工件的摩擦,另外,刀具的强度降低2.副偏角一般为5°~15°刃倾角λs 切削平面Ps内,主切削刃在其上的投影与基面之间夹角 1.主要控制切屑的流动方向2.影响刀尖的强度 1.粗加工:λs<0精加工:λs≥0(防止切屑划伤工件) 1. λs<0时,刀尖处于主切削刃的最低点,刀尖强度高,切屑流向已加工表面;λs>0时,刀尖处于主切削刃的最高点,刀尖强度低,切屑流向待加工表面2. λs一般为-5°~+5°。
刀具形状对加工表面质量的影响
刀具形状对加工表面质量的影响概述:在机械加工领域中,刀具的形状对加工表面质量起着关键作用。
通过合理选择和设计刀具形状,可以达到提高加工效率和加工质量的目标。
本文将从角度、刃口形状和刀具材料等方面探讨刀具形状对加工表面质量的影响。
一、角度对加工表面质量的影响1. 切削角度:切削角度是指刀具切入工件的角度。
合适的切削角度可以实现更好的切削效果,提高加工速度和表面质量。
过大或过小的切削角度都会对加工表面质量产生负面影响。
太大的切削角度容易导致切削力集中、磨损加快,进而降低加工质量。
太小的切削角度则易产生振动和过度磨损,加工表面粗糙度增加。
2. 主偏角:主偏角是指刀具主刃面与工件表面垂直线间的夹角。
主偏角的选择与切削材料有关,对于不同的工件材料,需要根据其硬度和切削性能进行合理选择。
主偏角过大会使得切削力增大,热量集中导致刀具过早磨损,同时还会产生较大的加工表面粗糙度。
主偏角过小则会导致接触面积减小,切削性能不佳,加工表面产生明显的划伤和切迹。
二、刃口形状对加工表面质量的影响1. 刃口倒角:刃口倒角是指刀具刃口边缘的加工角度或弧度。
合理的刃口倒角可以减小切削力和摩擦阻力,改善刀具与工件的接触情况,降低表面加工粗糙度。
刃口倒角的大小与具体加工要求和切削材料有关,一般来说,较小的刃口倒角适合加工硬度较高的材料,而较大的刃口倒角适合加工软性材料。
2. 刃口角度:刃口角度是指刀具刃口下沿与工件表面之间的夹角。
较小的刃口角度可以减小切削力和热量集中,提高刀具的刚度和加工质量;较大的刃口角度则易产生切削震动和加工表面粗糙度增加。
因此,在选择刀具时需要根据具体材料和加工要求来选择合适的刃口角度。
三、刀具材料对加工表面质量的影响刀具材料的选择对切削性能和加工表面质量影响显著。
常见的刀具材料包括硬质合金、高速钢和陶瓷材料等。
1. 硬质合金:硬质合金具有高硬度、耐磨性强的特点,适用于加工硬度较高的材料。
然而,硬质合金的切削力大,热膨胀系数较高,容易产生切削振动和表面粗糙度增加等问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
②刀具材料:高速钢选用较大的前角;硬质合金选用较小的前角。
③加工过程:精加工选用较大的前角;粗加工选用较小的前角。
④数控机床为了保证刀具的稳定,一般使用前角较小的刀具。
后角
Hale Waihona Puke 后角的主要作用是减小后刀面与过渡表面层之间的摩擦,减轻刀具磨损。
后角减小,可以使主后刀面与工件表面间的摩擦力加大,刀具磨损加快,加工表面质量差。
①在不引起震动的情况下,刀具应选用较小的副偏角。
②精加工时刀具的副偏角应该选更小一些。
刃倾角
刃倾角主要影响切屑流向和刀尖强度。刃倾角为正值,切削开始时刀尖与工件先接触,切屑流向待加工表面,可避免缠绕和划伤已加工表面,对半精加工、精加工有利;刃倾角为负值,切削开始时刀尖与工件后接触,切屑流向已加工表面,容易将已加工表面划伤;在粗加工开始,尤其是在断续切削时,可避免刀尖受冲击,起到保护刀尖的作用。
①粗加工刀具应选用刃倾角<0°,使刀具具有良好的强度和散热条件。
②精加工刀具应选用刃倾角>0°,使切屑流向待加工表面,以提高加工质量。
③断续切削应该选用刃倾角<0°,以提高刀具强度。
④工艺系统的整体刚性较差时,应选用较大的刃倾角,以减小震动。
①工件材料:加工淬火钢等硬质材料时,选用较大主偏角。
②使用硬质合金刀具进行精加工时,应选用较大的主偏角。
③用于单件小批量生产的车刀,主偏角应选为45°或90°,以提高刀具的通用性。
④需要从工件中间切入的车刀,例如加工阶梯轴类的工件,应根据工件的形状选择主偏角。
副偏角
副偏角的功能在于减小副切削刃与以加工表面的摩擦。减小副偏角可以提高刀具强度,改善散热条件。但可能引起副后刀面与以加工表面的摩擦,引起震动。
后角增大,则可使摩擦减小,减小了刀具的刀尖半径,对切削厚度较小的情况有利,但使刀刃强度和散热情况变差。
①工件材料:工件硬度、强度较高以及脆性材料选用较小的后角。
②加工过程:精加工选用较大的后角;粗加工选用较小的后角。
主偏角
主偏角影响刀具的耐用度、已加工表面粗糙度与切削力的大小。主偏角较小,刀具的强度高、散热条件好。参与切削的主切削刃长,作用于主切削刃上的切削负荷减小。但切削厚度小,断屑效果差。
机加工中刀具角度对加工的影响、选用刀具角度的原则分析
刀具角度
角度的作用
选用原则
前角
前角主要影响切屑变形和切削力的大小以及刀具耐用度和加工表面质量的高低。
前角增大,可以使切削变形和摩擦减小,故切削力小,切削热低,加工表面质量高。但前角过大,刀具强度降低,耐用度下降。
前角减小,刀具强度提高,切屑变形增大,易断屑。但前角过小,会使切削力和切削热增加,刀具强度随之降低。