皮带机皮带跑偏调整方法.docx
皮带跑偏原因及调整方法

皮带跑偏原因及调整方法之宇文皓月创作一:皮带跑偏原因:(1)、皮带接头不规范,分歧错误中。
(2)、滚筒的磨损。
(3)、物料下载不均偏载。
(4)、支架松动。
(5)、配重偏侧。
(6)、滚筒中心线分歧错误中。
二、皮带跑偏调整:皮带输送机运行时皮带跑偏是最罕见的故障。
为解决这类故障重点要注意装置的尺寸精度与日常的维护调养。
跑偏的原因有多种,需根据分歧的原因区别处理。
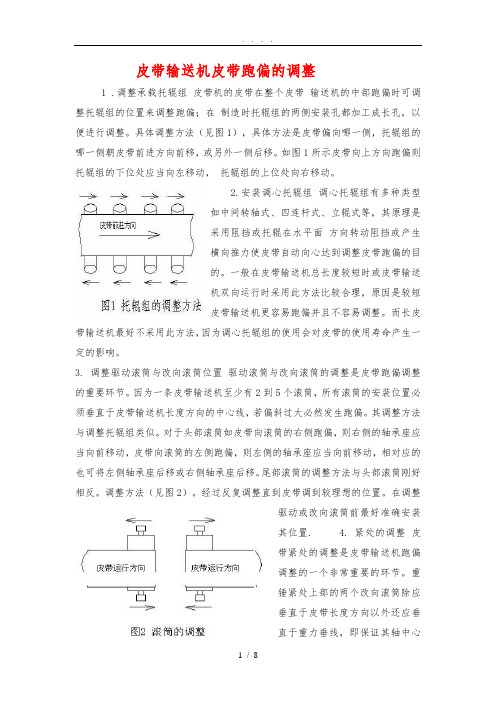
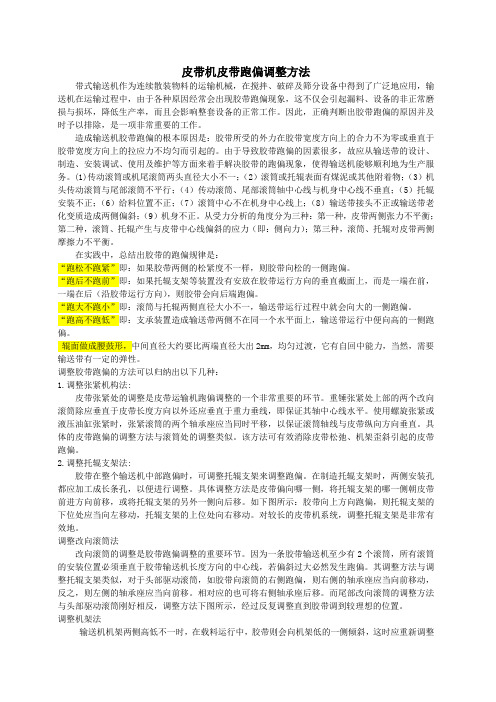
1 .调整承载托辊组皮带机的皮带在整个皮带输送机的中部跑偏时可调整托辊组的位置来调整跑偏;在制造时托辊组的两侧装置孔都加工成长孔,以便进行调整。
具体调整方法(见图1),具体方法是皮带偏向哪一侧,托辊组的哪一侧朝皮带前进方向前移,或另外一侧后移。
如图1所示皮带向上方向跑偏则托辊组的下位处应当向左移动,托辊组的上位处向右移动。
2.装置调心托辊组调心托辊组有多种类型如中间转轴式、四连杆式、立辊式等,其原理是采取阻挡或托辊在水平面内方向转动阻挡或发生横向推力使皮带自动向心达到调整皮带跑偏的目的。
一般在皮带输送机总长度较短时或皮带输送机双向运行时采取此方法比较合理,原因是较短皮带输送机更容易跑偏而且不容易调整。
而长皮带输送机最好不采取此方法,因为调心托辊组的使用会对皮带的使用寿命发生一定的影响。
3. 调整驱动滚筒与改向滚筒位置:驱动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节。
因为一条皮带输送机至少有2到5个滚筒,所有滚筒的装置位置必须垂直于皮带输送机长度方向的中心线,若偏斜过大必定发生跑偏。
其调整方法与调整托辊组类似。
对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴承座应当向前移动,皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对应的也可将左侧轴承座后移或右侧轴承座后移。
尾部滚筒的调整方法与头部滚筒刚好相反。
经过反复调整直到皮带调到较理想的位置。
在调整驱动或改向滚筒前最好准确装置其位置.4. 张紧处的调整:皮带张紧处的调整是皮带输送机跑偏调整的一个非常重要的环节。
皮带输送机皮带跑偏的调整方法
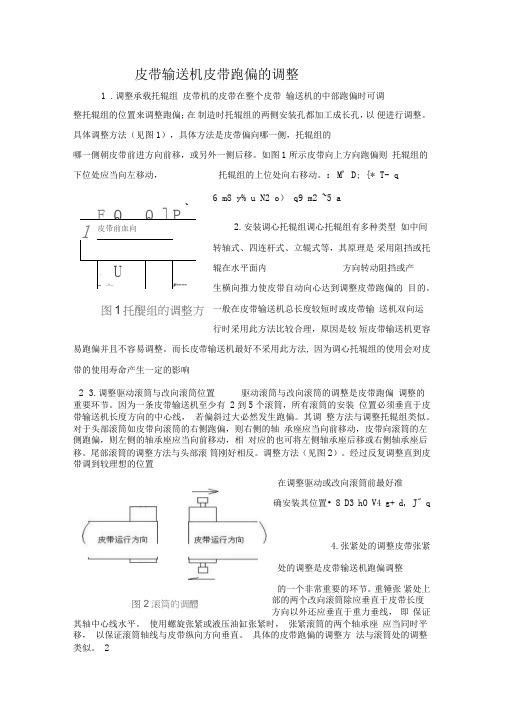
图1托醍组的调整方谑图2滚筒的调醴皮带输送机皮带跑偏的调整1 .调整承载托辊组 皮带机的皮带在整个皮带 输送机的中部跑偏时可调整托辊组的位置来调整跑偏;在 制造时托辊组的两侧安装孔都加工成长孔,以 便进行调整。
具体调整方法(见图1),具体方法是皮带偏向哪一侧,托辊组的哪一侧朝皮带前进方向前移,或另外一侧后移。
如图1所示皮带向上方向跑偏则 托辊组的下位处应当向左移动,托辊组的上位处向右移动。
:M' D; {* T- q6 m8 y% u N2 o ) q9 m2 ~5 a 2.安装调心托辊组调心托辊组有多种类型 如中间转轴式、四连杆式、立辊式等,其原理是 采用阻挡或托辊在水平面内 方向转动阻挡或产 生横向推力使皮带自动向心达到调整皮带跑偏的 目的。
一般在皮带输送机总长度较短时或皮带输 送机双向运行时采用此方法比较合理,原因是较 短皮带输送机更容易跑偏并且不容易调整。
而长皮带输送机最好不采用此方法, 因为调心托辊组的使用会对皮带的使用寿命产生一定的影响2 3.调整驱动滚筒与改向滚筒位置驱动滚筒与改向滚筒的调整是皮带跑偏 调整的重要环节。
因为一条皮带输送机至少有 2到5个滚筒,所有滚筒的安装 位置必须垂直于皮带输送机长度方向的中心线, 若偏斜过大必然发生跑偏。
其调 整方法与调整托辊组类似。
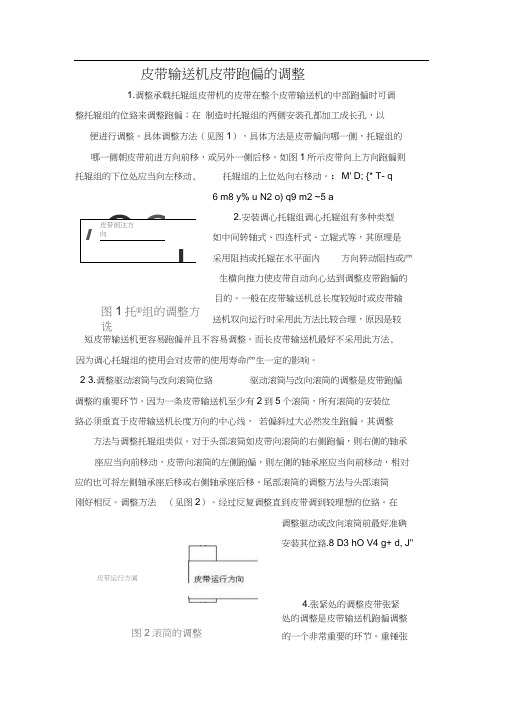
对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴 承座应当向前移动,皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相 对应的也可将左侧轴承座后移或右侧轴承座后移。
尾部滚筒的调整方法与头部滚 筒刚好相反。
调整方法(见图2)。
经过反复调整直到皮带调到较理想的位置在调整驱动或改向滚筒前最好准确安装其位置• 8 D3 hO V4 g+ d, J" q 4.张紧处的调整皮带张紧处的调整是皮带输送机跑偏调整的一个非常重要的环节。
重锤张 紧处上部的两个改向滚筒除应垂直于皮带长度方向以外还应垂直于重力垂线, 即 保证其轴中心线水平。
皮带输送机皮带跑偏的调整方法
处的调整是皮带输送机跑偏调整皮带输送机皮带跑偏的调整 1.调整承载托辊组皮带机的皮带在整个皮带输送机的中部跑偏时可调 整托辊组的位臵来调整跑偏;在 制造时托辊组的两侧安装孔都加工成长孔,以 便进行调整。
具体调整方法(见图1),具体方法是皮带偏向哪一侧,托辊组的哪一侧朝皮带前进方向前移,或另外一侧后移。
如图1所示皮带向上方向跑偏则 托辊组的下位处应当向左移动, 托辊组的上位处向右移动。
:M' D; {* T- qQ Q n / 皮带前注方向J6 m8 y% u N2 o) q9 m2 ~5 a2.安装调心托辊组调心托辊组有多种类型 如中间转轴式、四连杆式、立辊式等,其原理是 采用阻挡或托辊在水平面内 方向转动阻挡或产 生横向推力使皮带自动向心达到调整皮带跑偏的 目的。
一般在皮带输送机总长度较短时或皮带输图1托®组的调整方诜 送机双向运行时采用此方法比较合理,原因是较 短皮带输送机更容易跑偏并且不容易调整。
而长皮带输送机最好不采用此方法, 因为调心托辊组的使用会对皮带的使用寿命产生一定的影响。
2 3.调整驱动滚筒与改向滚筒位臵驱动滚筒与改向滚筒的调整是皮带跑偏 调整的重要环节。
因为一条皮带输送机至少有2到5个滚筒,所有滚筒的安装位 臵必须垂直于皮带输送机长度方向的中心线, 若偏斜过大必然发生跑偏。
其调整方法与调整托辊组类似。
对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴承 座应当向前移动,皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对 应的也可将左侧轴承座后移或右侧轴承座后移。
尾部滚筒的调整方法与头部滚筒 刚好相反。
调整方法 (见图2)。
经过反复调整直到皮带调到较理想的位臵。
在 调整驱动或改向滚筒前最好准确 皮带运行方阖 安装其位臵.8 D3 hO V4 g+ d, J" 4.张紧处的调整皮带张紧图2滚简的调整的一个非常重要的环节。
重锤张紧处上部的两个改向滚筒除应垂直于皮带长度方向以外还应垂直于重力垂线,即保证其轴中心线水平。
皮带跑偏原因及调整方法
皮带跑偏原因及调整方法一:皮带跑偏原因:(1)、皮带接头不规范,不对中。
(2)、滚筒的磨损。
(3)、物料下载不均偏载。
(4)、支架松动。
(5)、配重偏侧。
(6)、滚筒中心线不对中。
二、皮带跑偏调整:皮带输送机运行时皮带跑偏是最常见的故障。
为解决这类故障重点要注意安装的尺寸精度与日常的维护保养。
跑偏的原因有多种,需根据不同的原因区别处理。
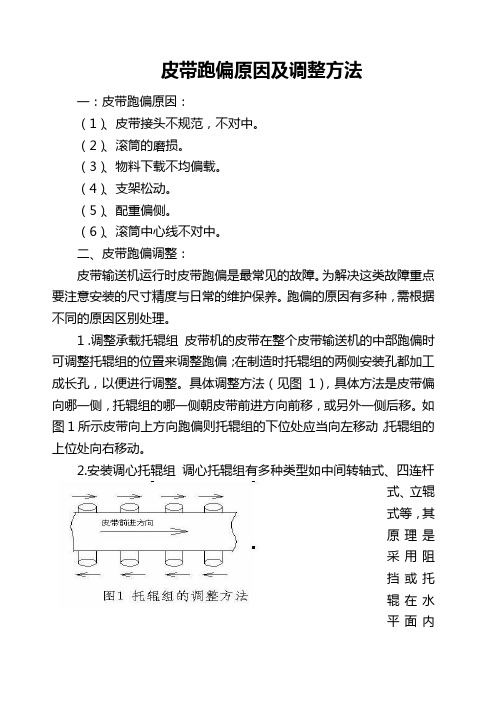
1 .调整承载托辊组皮带机的皮带在整个皮带输送机的中部跑偏时可调整托辊组的位置来调整跑偏;在制造时托辊组的两侧安装孔都加工成长孔,以便进行调整。
具体调整方法(见图1),具体方法是皮带偏向哪一侧,托辊组的哪一侧朝皮带前进方向前移,或另外一侧后移。
如图1所示皮带向上方向跑偏则托辊组的下位处应当向左移动,托辊组的上位处向右移动。
2.安装调心托辊组调心托辊组有多种类型如中间转轴式、四连杆式、立辊式等,其原理是采用阻挡或托辊在水平面内方向转动阻挡或产生横向推力使皮带自动向心达到调整皮带跑偏的目的。
一般在皮带输送机总长度较短时或皮带输送机双向运行时采用此方法比较合理,原因是较短皮带输送机更容易跑偏并且不容易调整。
而长皮带输送机最好不采用此方法,因为调心托辊组的使用会对皮带的使用寿命产生一定的影响。
3. 调整驱动滚筒与改向滚筒位置:驱动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节。
因为一条皮带输送机至少有2到5个滚筒,所有滚筒的安装位置必须垂直于皮带输送机长度方向的中心线,若偏斜过大必然发生跑偏。
其调整方法与调整托辊组类似。
对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴承座应当向前移动,皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对应的也可将左侧轴承座后移或右侧轴承座后移。
尾部滚筒的调整方法与头部滚筒刚好相反。
经过反复调整直到皮带调到较理想的位置。
在调整驱动或改向滚筒前最好准确安装其位置.4. 张紧处的调整:皮带张紧处的调整是皮带输送机跑偏调整的一个非常重要的环节。
重锤张紧处上部的两个改向滚筒除应垂直于皮带长度方向以外还应垂直于重力垂线,即保证其轴中心线水平。
皮带机的跑偏及调偏[大全五篇]
![皮带机的跑偏及调偏[大全五篇]](https://img.taocdn.com/s3/m/c7f9bae4d4bbfd0a79563c1ec5da50e2524dd137.png)
皮带机的跑偏及调偏[大全五篇]第一篇:皮带机的跑偏及调偏皮带的跑偏及调偏何为跑偏输送带纵向中心偏离托辊中心。
按皮带机使用规范要求,输送带允许跑偏量为输送带宽度的5%,当超过这个临界值即为跑偏,就需要进行调偏。
皮带跑偏的影响皮带跑偏会造成皮带与机架、托辊支架相互摩擦,加速皮带磨损;若滚筒两端有凸起的螺钉、清扫器挡块等物,均有可能引起皮带纵向撕裂,皮带局部剥离、划伤等问题。
跑偏还可能引起物料撒落,严重时会引起停车而影响生产,因此要注意预防和及时纠正。
跑偏原因与调偏措施引起皮带跑偏的原因很多,它与皮带机的制造安装质量、皮带的性质、外界气候等有关。
归纳如下:1、机架、滚筒安装位置不正确机架安装误差包括机架中心线歪斜和机架两边高低倾斜,会使皮带受到侧向力,容易造成皮带跑偏(处理办法是调整皮带机的头部、尾部、中间架三者中心线在同一条水平线上和调整机架使两侧高度一致)。
如果滚筒安装水平度不够,滚筒轴向窜动,或滚筒一端在前一端在后,使得安装位置和皮带纵向中心线不垂直或滚筒轴线与水平面不平行,则皮带所受外力在带宽方向合力不为零,导致皮带跑偏。
滚筒的安装位置必须保证垂直于皮带中心线且与水平面平行。
2、机架基础出现不均匀沉降机架基础不均匀沉降,导致机架两边高低倾斜,造成皮带向一侧移动。
可通过升高机架基础,使两侧等高。
3、胶带质量差(如伸长不均匀、不直等)或者胶带局部损伤胶带质量差,皮带芯密度不均匀,两侧张力不平衡;皮带在运输过程中容易受到损伤,当皮带中心线两侧的损坏程度不一样时,两侧的拉伸率发生变化,导致两侧皮带伸长量不一致时容易跑偏。
可通过更换皮带予以解决。
4、胶带接头不正皮带接头要求接头处平整、正直,如果不正,使得皮带两侧张力不一致,从而在运行中跑偏,而且是接头运动到哪里,哪里就发生跑偏。
这时可将不正的胶带接头切掉,重新做头,使接头处平直。
5、落料位置不正确当落料点不在皮带中间时,由于偏载使得皮带受力沿中心线两侧的分布不均匀,直接导致皮带在工作时跑偏。
皮带输送机皮带跑偏的调整方法修订稿

皮带输送机皮带跑偏的调整方法WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-皮带输送机皮带跑偏的调整1 .调整承载托辊组皮带机的皮带在整个皮带输送机的中部跑偏时可调整托辊组的位置来调整跑偏;在制造时托辊组的两侧安装孔都加工成长孔,以便进行调整。
具体调整方法(见图1),具体方法是皮带偏向哪一侧,托辊组的哪一侧朝皮带前进方向前移,或另外一侧后移。
如图1所示皮带向上方向跑偏则托辊组的下位处应当向左移动,托辊组的上位处向右移动。
2.安装调心托辊组调心托辊组有多种类型如中间转轴式、四连杆式、立辊式等,其原理是采用阻挡或托辊在水平面内方向转动阻挡或产生横向推力使皮带自动向心达到调整皮带跑偏的目的。
一般在皮带输送机总长度较短时或皮带输送机双向运行时采用此方法比较合理,原因是较短皮带输送机更容易跑偏并且不容易调整。
而长皮带输送机最好不采用此方法,因为调心托辊组的使用会对皮带的使用寿命产生一定的影响。
3. 调整驱动滚筒与改向滚筒位置驱动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节。
因为一条皮带输送机至少有2到5个滚筒,所有滚筒的安装位置必须垂直于皮带输送机长度方向的中心线,若偏斜过大必然发生跑偏。
其调整方法与调整托辊组类似。
对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴承座应当向前移动,皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对应的也可将左侧轴承座后移或右侧轴承座后移。
尾部滚筒的调整方法与头部滚筒刚好相反。
调整方法(见图2)。
经过反复调整直到皮带调到较理想的位置。
在调整驱动或改向滚筒前最好准确安装其位置.4. 张紧处的调整皮带张紧处的调整是皮带输送机跑偏调整的一个非常重要的环节。
重锤张紧处上部的两个改向滚筒除应垂直于皮带长度方向以外还应垂直于重力垂线,即保证其轴中心线水平。
使用螺旋张紧或液压油缸张紧时,张紧滚筒的两个轴承座应当同时平移,以保证滚筒轴线与皮带纵向方向垂直。
皮带机跑偏的调整方法
皮带机跑偏的调整方法 IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】皮带机跑偏的处理方法一、皮带跑偏的原因及处理1、皮带机跑偏的原因影响皮带机跑偏的因素较多,但其根本原因是由于胶带受力不均造成的。
(1)皮带的结构及制造质量是决定因素。
例如皮带的带芯在制造中若受力不均,则在运转中就可能发生跑偏现象。
(2)皮带的接头不正,即接口与胶带中心线不垂直,造成胶带受力不均,使胶带发生跑偏现象。
(3)托辊、滚筒的安装质量及调整对皮带机跑偏也有很大影响。
安装皮带机要求平直,必须保证各托辊轴线、各滚筒轴线同皮带机的中心线相互垂直。
否则,将使胶带在运转中受到横向推力而发生跑偏现象。
如图1,胶带向前运行时给托辊一个向前的牵引力Fq,这个牵引力分解为使托辊转动的分力FZ和一个横向分力Fc,这个横向分力使托辊轴向窜动,由于托辊支架的固定托辊是无法轴向窜动的,它必然就会对胶带产生一个反作用力Fy,它使胶带向另一侧移动,从而导致了跑偏。
另,清扫及装载工作对皮带机跑偏也有一定的影响。
如果清扫效果不好,造成煤粉粘结在滚筒上,使滚筒的半径不等,造成胶带受力不均。
转载时货载偏向一侧,或从侧向冲击胶带造成胶带受力不均。
这些都会造成胶带跑偏。
因此,必须注意检查清扫器是否完好、有效,装载是否保证货载对称于胶带中心线。
2、皮带机跑偏的规律(1)“跑紧不跑松”:胶带机运输过程中,如果前后滚筒中心线不平行,造成胶带两侧的松紧程度不一样,则胶带向紧的一侧移动;(2)“跑高不跑低”:支承托辊不在与胶带运行方向平行的同一个水平位置上而是一头高一头低,则胶带就会向高的一端移动;(3)“跑后不跑前”:托辊不在与胶带运行方向垂直的截面上,而是一端前,一端后(按胶带运行方向而定),则胶带就会向后的一端移动。
3、皮带机的调偏方法皮带机跑偏的调整工作,应在空载运转时进行。
一般从机头卸载滚筒开始,沿着胶带运行方向,先调整回空段,后调整承载段。
皮带机皮带跑偏调整方法

造成输送机胶带跑偏的根本原因是: 胶带所受的外力在胶带宽度方向上的合 力不为零或垂直于胶带宽度方向上的拉 应力不均匀而引起的。由于导致胶带跑 偏的因素很多,故应从输送带的设计、 制造、安装调试、使用及维护等方面来 着手解决胶带的跑偏现象,使得输送机 能够顺利地为生产服务。
在实践中,总结出胶带的跑偏规律是: “跑松不跑紧”即:如果胶带两侧的松紧度 不一样,则胶带向松的一侧跑偏。 “跑后不跑前”即:如果托辊支架等装置没 有安放在胶带运行方向的垂直截面上,而是 一端在前,一端在后(沿胶带运行方向), 则胶带会向后端跑偏。 “跑小不跑大”即:如果滚筒外表面加工误 差、粘料或磨损不均造成滚筒直径大小不一, 则胶带会向直径较小的一侧跑偏。
发展历史
现在世界上最长的单机长度已达到16公里,
并已经出现了联系两个城市的带式输送机。 世界各主要国家也正在研发具有长距离、大 运量连续输送能力的输送机,结构向性能更 高,功能更好的方向发展。
张敏钰,1913年10月出生在霞浦宝前村。1926年辍学后随父母移居上海,当 学徒、做跑街。后以5台手工织布机和借来的600元钱起家,创办自己第一 个企业——上海兆庆染织厂。1995年,他投资2.85亿美元,在江苏句容市 建造一座年产190万吨的“京阳”水泥有限公司,并特地委托法国REI公司 设计一条世界上最长(全长16公里)的单一皮带输送机,使石灰石矿可源 源不断地从矿区送到厂区。
输送机的分类、说明
带式输送机根据用途可分为:重型皮带输送机和 轻型皮带输送机。根据结构形式可分为:槽形皮带 输送机和平板型皮带输送机。 带式输送机是一种摩擦驱动以连续方式运输物料 的机械。主要由机架、输送带、托辊、滚筒、张紧 装置、传动装置等组成。它可以将物料在一定的输 送线上,从最初的供料点到最终的卸料点间形成一 种物料的输送流程。它既可以进行碎散物料的输送, 也可以进行成件物品的输送。除进行纯粹的物料输 送外,还可以与各工业企业生产流程中的工艺过程 的要求相配合,形成有节奏的流水作业运输线。
皮带机皮带跑偏调整方法

皮带机皮带跑偏调整方法带式输送机作为连续散装物料的运输机械,在搅拌、破碎及筛分设备中得到了广泛地应用,输送机在运输过程中,由于各种原因经常会出现胶带跑偏现象,这不仅会引起漏料、设备的非正常磨损与损坏,降低生产率,而且会影响整套设备的正常工作。
因此,正确判断出胶带跑偏的原因并及时予以排除,是一项非常重要的工作。
造成输送机胶带跑偏的根本原因是:胶带所受的外力在胶带宽度方向上的合力不为零或垂直于胶带宽度方向上的拉应力不均匀而引起的。
由于导致胶带跑偏的因素很多,故应从输送带的设计、制造、安装调试、使用及维护等方面来着手解决胶带的跑偏现象,使得输送机能够顺利地为生产服务。
(1)传动滚筒或机尾滚筒两头直径大小不一;(2)滚筒或托辊表面有煤泥或其他附着物;(3)机头传动滚筒与尾部滚筒不平行;(4)传动滚筒、尾部滚筒轴中心线与机身中心线不垂直;(5)托辊安装不正;(6)给料位置不正;(7)滚筒中心不在机身中心线上;(8)输送带接头不正或输送带老化变质造成两侧偏斜;(9)机身不正。
从受力分析的角度分为三种:第一种,皮带两侧张力不平衡;第二种,滚筒、托辊产生与皮带中心线偏斜的应力(即:侧向力);第三种,滚筒、托辊对皮带两侧摩擦力不平衡。
在实践中,总结出胶带的跑偏规律是:“跑松不跑紧”即:如果胶带两侧的松紧度不一样,则胶带向松的一侧跑偏。
“跑后不跑前”即:如果托辊支架等装置没有安放在胶带运行方向的垂直截面上,而是一端在前,一端在后(沿胶带运行方向),则胶带会向后端跑偏。
“跑大不跑小”即:滚筒与托辊两侧直径大小不一,输送带运行过程中就会向大的一侧跑偏。
“跑高不跑低”即:支承装置造成输送带两侧不在同一个水平面上,输送带运行中便向高的一侧跑偏。
辊面做成腰鼓形,中间直径大约要比两端直径大出2mm,均匀过渡,它有自回中能力,当然,需要输送带有一定的弹性。
调整胶带跑偏的方法可以归纳出以下几种:1.调整张紧机构法:皮带张紧处的调整是皮带运输机跑偏调整的一个非常重要的环节。
皮带输送机皮带跑偏的调整方法
皮带输送机皮带跑偏的调整1 .调整承载托辊组皮带机的皮带在整个皮带输送机的中部跑偏时可调整托辊组的位置来调整跑偏;在制造时托辊组的两侧安装孔都加工成长孔,以便进行调整。
具体调整方法(见图1),具体方法是皮带偏向哪一侧,托辊组的哪一侧朝皮带前进方向前移,或另外一侧后移。
如图1所示皮带向上方向跑偏则托辊组的下位处应当向左移动,托辊组的上位处向右移动。
2.安装调心托辊组调心托辊组有多种类型如中间转轴式、四连杆式、立辊式等,其原理是采用阻挡或托辊在水平面方向转动阻挡或产生横向推力使皮带自动向心达到调整皮带跑偏的目的。
一般在皮带输送机总长度较短时或皮带输送机双向运行时采用此方法比较合理,原因是较短皮带输送机更容易跑偏并且不容易调整。
而长皮带输送机最好不采用此方法,因为调心托辊组的使用会对皮带的使用寿命产生一定的影响。
3. 调整驱动滚筒与改向滚筒位置驱动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节。
因为一条皮带输送机至少有2到5个滚筒,所有滚筒的安装位置必须垂直于皮带输送机长度方向的中心线,若偏斜过大必然发生跑偏。
其调整方法与调整托辊组类似。
对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴承座应当向前移动,皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对应的也可将左侧轴承座后移或右侧轴承座后移。
尾部滚筒的调整方法与头部滚筒刚好相反。
调整方法(见图2)。
经过反复调整直到皮带调到较理想的位置。
在调整驱动或改向滚筒前最好准确安装其位置. 4. 紧处的调整皮带紧处的调整是皮带输送机跑偏调整的一个非常重要的环节。
重锤紧处上部的两个改向滚筒除应垂直于皮带长度方向以外还应垂直于重力垂线,即保证其轴中心线水平。
使用螺旋紧或液压油缸紧时,紧滚筒的两个轴承座应当同时平移,以保证滚筒轴线与皮带纵向方向垂直。
具体的皮带跑偏的调整方法与滚筒处的调整类似。
5. 点处落料位置对皮带跑偏的影响点处物料的落料位置对皮带的跑偏有非常大的影响,尤其在两条皮带机在水平面的投影成垂直时影响更大。
皮带机皮带跑偏调整方法
皮带机皮带跑偏调整方法带式输送机作为连续散装物料的运输机械,在搅拌、破碎及筛分设备中得到了广泛地应用,输 送机在运输过程中,由于各种原因经常会出现胶带跑偏现象,这不仅会引起漏料、设备的非正常磨 损与损坏,降低生产率,而且会影响整套设备的正常工作。
因此,正确判断出胶带跑偏的原因并及 时予以排除,是一项非常重要的工作。
造成输送机胶带跑偏的根本原因是:胶带所受的外力在胶带宽度方向上的合力不为零或垂直于 胶带宽度方向上的拉应力不均匀而引起的。
由于导致胶带跑偏的因素很多,故应从输送带的设计、 制造、安装调试、使用及维护等方面来着手解决胶带的跑偏现象,使得输送机能够顺利地为生产服 务。
(1)传动滚筒或机尾滚筒两头直径大小不一;(2)滚筒或托辊表面有煤泥或其他附着物;(3)机 头传动滚筒与尾部滚筒不平行;(4)传动滚筒、尾部滚筒轴中心线与机身中心线不垂直;(5)托辊安装不正;(6)给料位置不正; 化变质造成两侧偏斜; 第二种,滚筒、 摩擦力不平衡。
在实践中, “跑松不跑紧” "跑后不跑前” —端在后(沿胶带运行方向) “跑大不跑小”即:滚筒与托辊两侧直径大小不一,输送带运行过程中就会向大的一侧跑偏。
“跑高不跑低”即:支承装置造成输送带两侧不在同一个水平面上,输送带运行中便向高的一侧跑 偏。
辊面做成腰鼓形,中间直径大约要比两端直径大出 输送带有一定的弹性。
调整胶带跑偏的方法可以归纳出以下几种: 1. 调整张紧机构法:皮带张紧处的调整是皮带运输机跑偏调整的一个非常重要的环节。
重锤张紧处上部的两个改向 滚筒除应垂直于皮带长度方向以外还应垂直于重力垂线,即保证其轴中心线水平。
使用螺旋张紧或 液压油缸张紧时,张紧滚筒的两个轴承座应当同时平移,以保证滚筒轴线与皮带纵向方向垂直。
具 体的皮带跑偏的调整方法与滚筒处的调整类似。
该方法可有效消除皮带松弛、机架歪斜引起的皮带 跑偏。
2. 调整托辊支架法:胶带在整个输送机中部跑偏时,可调整托辊支架来调整跑偏。
皮带机皮带跑偏调整方法
皮带机皮带跑偏调整方法带式输送机作为连续散装物料的运输机械,在搅拌、破碎及筛分设备中得到了广泛地应用,输送机在运输过程中,由于各种原因经常会出现胶带跑偏现象,这不仅会引起漏料、设备的非正常磨损与损坏,降低生产率,而且会影响整套设备的正常工作。
因此,正确判断出胶带跑偏的原因并及时予以排除,是一项非常重要的工作。
造成输送机胶带跑偏的根本原因是:胶带所受的外力在胶带宽度方向上的合力不为零或垂直于胶带宽度方向上的拉应力不均匀而引起的。
由于导致胶带跑偏的因素很多,故应从输送带的设计、制造、安装调试、使用及维护等方面来着手解决胶带的跑偏现象,使得输送机能够顺利地为生产服务。
(1)传动滚筒或机尾滚筒两头直径大小不一;(2)滚筒或托辊表面有煤泥或其他附着物;(3)机头传动滚筒与尾部滚筒不平行;(4)传动滚筒、尾部滚筒轴中心线与机身中心线不垂直;(5)托辊安装不正;(6)给料位置不正;(7)滚筒中心不在机身中心线上;(8)输送带接头不正或输送带老化变质造成两侧偏斜;(9)机身不正。
从受力分析的角度分为三种:第一种,皮带两侧张力不平衡;第二种,滚筒、托辊产生与皮带中心线偏斜的应力(即:侧向力);第三种,滚筒、托辊对皮带两侧摩擦力不平衡。
在实践中,总结出胶带的跑偏规律是:“跑松不跑紧”即:如果胶带两侧的松紧度不一样,则胶带向松的一侧跑偏。
“跑后不跑前”即:如果托辊支架等装置没有安放在胶带运行方向的垂直截面上,而是一端在前,一端在后(沿胶带运行方向),则胶带会向后端跑偏。
“跑大不跑小”即:滚筒与托辊两侧直径大小不一,输送带运行过程中就会向大的一侧跑偏。
“跑高不跑低”即:支承装置造成输送带两侧不在同一个水平面上,输送带运行中便向高的一侧跑偏。
辊面做成腰鼓形,中间直径大约要比两端直径大出2mm,均匀过渡,它有自回中能力,当然,需要输送带有一定的弹性。
调整胶带跑偏的方法可以归纳出以下几种:1.调整张紧机构法:皮带张紧处的调整是皮带运输机跑偏调整的一个非常重要的环节。
皮带输送机皮带跑偏的调整方法
皮带输送机皮带跑偏的调整1 .调整承载托辊组皮带机的皮带在整个皮带输送机的中部跑偏时可调整托辊组的位置来调整跑偏;在制造时托辊组的两侧安装孔都加工成长孔,以便进行调整。
具体调整方法(见图1),具体方法是皮带偏向哪一侧,托辊组的哪一侧朝皮带前进方向前移,或另外一侧后移。
如图1所示皮带向上方向跑偏则托辊组的下位处应当向左移动,托辊组的上位处向右移动。
2.安装调心托辊组调心托辊组有多种类型如中间转轴式、四连杆式、立辊式等,其原理是采用阻挡或托辊在水平面方向转动阻挡或产生横向推力使皮带自动向心达到调整皮带跑偏的目的。
一般在皮带输送机总长度较短时或皮带输送机双向运行时采用此方法比较合理,原因是较短皮带输送机更容易跑偏并且不容易调整。
而长皮带输送机最好不采用此方法,因为调心托辊组的使用会对皮带的使用寿命产生一定的影响。
3. 调整驱动滚筒与改向滚筒位置驱动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节。
因为一条皮带输送机至少有2到5个滚筒,所有滚筒的安装位置必须垂直于皮带输送机长度方向的中心线,若偏斜过大必然发生跑偏。
其调整方法与调整托辊组类似。
对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴承座应当向前移动,皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对应的也可将左侧轴承座后移或右侧轴承座后移。
尾部滚筒的调整方法与头部滚筒刚好相反。
调整方法(见图2)。
经过反复调整直到皮带调到较理想的位置。
在调整驱动或改向滚筒前最好准确安装其位置. 4. 紧处的调整皮带紧处的调整是皮带输送机跑偏调整的一个非常重要的环节。
重锤紧处上部的两个改向滚筒除应垂直于皮带长度方向以外还应垂直于重力垂线,即保证其轴中心线水平。
使用螺旋紧或液压油缸紧时,紧滚筒的两个轴承座应当同时平移,以保证滚筒轴线与皮带纵向方向垂直。
具体的皮带跑偏的调整方法与滚筒处的调整类似。
5. 点处落料位置对皮带跑偏的影响点处物料的落料位置对皮带的跑偏有非常大的影响,尤其在两条皮带机在水平面的投影成垂直时影响更大。
皮带机跑偏的调整方法

皮带机跑偏的调整方法一、概述皮带机是一种常见的物料输送设备,但在使用过程中,由于各种原因,皮带机会出现跑偏的情况。
跑偏不仅会影响生产效率,还可能导致设备损坏和安全事故的发生。
因此,及时调整皮带机的跑偏问题非常重要。
二、跑偏原因分析1. 皮带松紧度不合适:皮带过松或过紧都会导致跑偏。
过松时,皮带与滚筒之间的摩擦力不足,无法保证正常运行;过紧时,皮带受到过大的张力,易导致滚筒摩擦力失衡,从而引起跑偏。
2. 皮带质量问题:皮带的质量直接影响到其运行状态。
如果皮带存在质量问题,如厚度不均匀、弹性差异等,就容易造成跑偏现象。
3. 滚筒安装不平行:滚筒是支撑和驱动皮带的关键部件,如果滚筒的安装不平行,就会导致皮带在运行过程中受到不均匀的力,从而产生跑偏。
4. 环境因素:环境因素也是导致皮带机跑偏的原因之一。
如风力较大、温度变化、湿度过高等,都会对皮带机的运行状态产生影响,进而引起跑偏。
三、调整方法1. 调整皮带松紧度:首先需要确认皮带的松紧度是否合适。
可以通过拉动皮带的两端,感受皮带的张力情况。
通常情况下,皮带应该有一定的张力,但又不能过紧。
调整时,可以通过调整张紧螺栓或调整滑动座的位置来实现。
2. 检查滚筒安装:检查滚筒的安装是否平行,如果不平行,则需要重新调整滚筒的位置,使其保持平行状态。
可以通过调整滚筒的支撑架或调整支撑架上的调整螺栓来实现。
3. 检查滚筒的对中情况:滚筒的对中情况也会影响皮带的运行状态。
可以通过观察皮带在滚筒上的位置来判断是否存在对中问题。
如果存在对中问题,可以通过调整滚筒的位置或调整滚筒两侧的对中装置来解决。
4. 检查皮带质量:对于皮带质量不合格的情况,需要更换合适质量的皮带,以保证设备的正常运行。
5. 调整环境因素:对于环境因素导致的跑偏问题,可以通过在设备周围设置挡风板、调整通风设备等方式来解决。
四、预防措施除了及时调整跑偏问题外,还可以采取一些预防措施,以减少跑偏的发生:1. 定期检查:定期检查皮带机的运行状态,发现问题及时处理,避免问题逐渐累积导致严重的跑偏现象。
皮带输送机皮带跑偏的调整方法

皮带输送机皮带跑偏的调整之南宫帮珍创作1 .调整承载托辊组皮带机的皮带在整个皮带输送机的中部跑偏时可调整托辊组的位置来调整跑偏;在制造时托辊组的两侧装置孔都加工成长孔,以便进行调整。
具体调整方法(见图1),具体方法是皮带偏向哪一侧,托辊组的哪一侧朝皮带前进方向前移,或另外一侧后移。
如图1所示皮带向上方向跑偏则托辊组的下位处应当向左移动,托辊组的上位处向右移动。
2.装置调心托辊组调心托辊组有多种类型如中间转轴式、四连杆式、立辊式等,其原理是采取阻挡或托辊在水平面内方向转动阻挡或发生横向推力使皮带自动向心达到调整皮带跑偏的目的。
一般在皮带输送机总长度较短时或皮带输送机双向运行时采取此方法比较合理,原因是较短皮带输送机更容易跑偏而且不容易调整。
而长皮带输送机最好不采取此方法,因为调心托辊组的使用会对皮带的使用寿命发生一定的影响。
3. 调整驱动滚筒与改向滚筒位置驱动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节。
因为一条皮带输送机至少有2到5个滚筒,所有滚筒的装置位置必须垂直于皮带输送机长度方向的中心线,若偏斜过大必定发生跑偏。
其调整方法与调整托辊组类似。
对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴承座应当向前移动,皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对应的也可将左侧轴承座后移或右侧轴承座后移。
尾部滚筒的调整方法与头部滚筒刚好相反。
调整方法(见图2)。
经过反复调整直到皮带调到较理想的位置。
在调整驱动或改向滚筒前最好准确装置其位置. 3 ]) A: Q" c1 {# Y0 V j& h% \& J 4. 张紧处的调整皮带张紧处的调整是皮带输送机跑偏调整的一个非常重要的环节。
重锤张紧处上部的两个改向滚筒除应垂直于皮带长度方向以外还应垂直于重力垂线,即包管其轴中心线水平。
使用螺旋张紧或液压油缸张紧时,张紧滚筒的两个轴承座应当同时平移,以包管滚筒轴线与皮带纵向方向垂直。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
皮带机皮带跑偏调整方法带式输送机作为连续散装物料的运输机械,在搅拌、破碎及筛分设备中得到了广泛地应用,输送机在运输过程中,由于各种原因经常会出现胶带跑偏现象,这不仅会引起漏料、设备的非正常磨损与损坏,降低生产率,而且会影响整套设备的正常工作。
因此,正确判断出胶带跑偏的原因并及时予以排除,是一项非常重要的工作。
造成输送机胶带跑偏的根本原因是:胶带所受的外力在胶带宽度方向上的合力不为零或垂直于胶带宽度方向上的拉应力不均匀而引起的。
由于导致胶带跑偏的因素很多,故应从输送带的设计、制造、安装调试、使用及维护等方面来着手解决胶带的跑偏现象,使得输送机能够顺利地为生产服务。
(1)传动滚筒或机尾滚筒两头直径大小不一;(2)滚筒或托辊表面有煤泥或其他附着物;(3)机头传动滚筒与尾部滚筒不平行;(4)传动滚筒、尾部滚筒轴中心线与机身中心线不垂直;(5)托辊安装不正;(6)给料位置不正;(7)滚筒中心不在机身中心线上;(8)输送带接头不正或输送带老化变质造成两侧偏斜;(9)机身不正。
从受力分析的角度分为三种:第一种,皮带两侧张力不平衡;第二种,滚筒、托辊产生与皮带中心线偏斜的应力(即:侧向力);第三种,滚筒、托辊对皮带两侧摩擦力不平衡。
在实践中,总结出胶带的跑偏规律是:“跑松不跑紧”即:如果胶带两侧的松紧度不一样,则胶带向松的一侧跑偏。
“跑后不跑前”即:如果托辊支架等装置没有安放在胶带运行方向的垂直截面上,而是一端在前,一端在后(沿胶带运行方向),则胶带会向后端跑偏。
“跑大不跑小”即:滚筒与托辊两侧直径大小不一,输送带运行过程中就会向大的一侧跑偏。
“跑高不跑低”即:支承装置造成输送带两侧不在同一个水平面上,输送带运行中便向高的一侧跑偏。
辊面做成腰鼓形,中间直径大约要比两端直径大出2mm均匀过渡,它有自回中能力,当然,需要输送带有一定的弹性。
调整胶带跑偏的方法可以归纳出以下几种:1.调整张紧机构法:皮带张紧处的调整是皮带运输机跑偏调整的一个非常重要的环节。
重锤张紧处上部的两个改向滚筒除应垂直于皮带长度方向以外还应垂直于重力垂线,即保证其轴中心线水平。
使用螺旋张紧或液压油缸张紧时,张紧滚筒的两个轴承座应当同时平移,以保证滚筒轴线与皮带纵向方向垂直。
具体的皮带跑偏的调整方法与滚筒处的调整类似。
该方法可有效消除皮带松弛、机架歪斜引起的皮带跑偏。
2.调整托辊支架法:胶带在整个输送机中部跑偏时,可调整托辊支架来调整跑偏。
在制造托辊支架时,两侧安装孔都应加工成长条孔,以便进行调整。
具体调整方法是皮带偏向哪一侧,将托辊支架的哪一侧朝皮带前进方向前移,或将托辊支架的另外一侧向后移。
如下图所示:胶带向上方向跑偏,则托辊支架的下位处应当向左移动,托辊支架的上位处向右移动。
对较长的皮带机系统,调整托辊支架是非常有效地。
调整改向滚筒法改向滚筒的调整是胶带跑偏调整的重要环节。
因为一条胶带输送机至少有2个滚筒,所有滚筒的安装位置必须垂直于胶带输送机长度方向的中心线,若偏斜过大必然发生跑偏。
其调整方法与调整托辊支架类似,对于头部驱动滚筒,如胶带向滚筒的右侧跑偏,则右侧的轴承座应当向前移动,反之,则左侧的轴承座应当向前移。
相对应的也可将右侧轴承座后移。
而尾部改向滚筒的调整方法与头部驱动滚筒刚好相反,调整方法下图所示,经过反复调整直到胶带调到较理想的位置。
调整机架法输送机机架两侧高低不一时,在载料运行中,胶带则会向机架低的一侧倾斜,这时应重新调整机架,使机架保持水平便可避免此类跑偏。
此外将托辊组支架加垫片调平,也能达到纠偏的目的。
安装调偏托辊法若在输送机上安装两组自动调心托辊(平辊或槽辊),即可自动纠正胶带的跑偏现象。
例如:当胶带跑偏与某一侧小档辊出现磨檫时,该侧的支架便会沿胶带的运行方向前移,另一侧即相对地向后移动,此时胶带就会向后移动的档辊一侧移动,直至回至恰适位置。
3.安装限位立辊法如果胶带总向一侧跑偏,可在跑偏侧的机架上安装限位立辊,这样,一方面可使胶带强制复位,另一方面立辊可减少跑偏侧胶带的拉力,使胶带向另一侧移动。
4.调整传动滚筒与改向滚筒位置传动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节。
因为一条皮带运输机至少有2到5个滚筒,所有滚筒的安装位置必须垂直于皮带运输机长度方向的中心线,若偏斜过大必然发生跑偏。
对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴承座应当向前移动,皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对应的也可将左侧轴承座后移或右侧轴承座后移。
尾部滚筒的调整方法与头部滚筒刚好相反。
调整方法见图2。
由于传动滚筒的调整距离有限(10-3Omm),通常情况下,我们将传动滚筒轴心线调整至与皮带机长度方向垂直后,主要靠螺旋拉紧装置或重锤拉紧装置来调整尾部改向滚筒轴承座的位置,要经过反复调整,直到皮带调到较理想的位置。
此方法可有效消除皮带松弛、机架歪斜引起的皮带跑偏。
5.清除粘物法如果滚筒、托辊的局部上粘有物料,将使该处的直径增大,导致该处的胶带拉力增加,从而产生跑偏。
应及时清理其表面粘附的物料,同时应调整好空段位的弹簧清扫器,将物料及时清除。
6.调整重力法如果胶带在空载时跑偏,而重载时总向一侧跑偏,说明胶带已出现偏载。
应调整接料斗或输送机的位置,使物料卸料点保持在胶带的中心位置上,最好使所卸物料的方向与胶带运行方向一致,或采用缓冲托辊代替普通托辊,或增加托棍组,缩小托棍组间隔的距离,以防止其跑偏。
7.调整胶带法胶带使用时间长易产生老化变形,边缘磨损严重或胶带接缝不平行等现象,使胶带两侧的拉力不一致,也会引起胶带跑偏,应重新修整或更换胶带。
8.安装自动纠偏装置法在输送机上安装一自动纠偏装置,以防止胶带跑偏。
总之,对于带式输送机胶带的跑偏现象,要根据不同的跑偏情况来采取不同的调整方法,同时,在调整胶带跑偏时不可急于求成,应慢慢调整,微调时细心观察,掌握皮带跑偏的规律,就能找出相应的解决办法。
9.现场处理方法(1)自动托辊调偏:当输送带跑偏范围不大时,可在输送带跑偏处,安装调心托辊。
(2)单侧立辊调偏:当输送带始终向一侧跑偏,可在跑偏的一侧跑偏范围内加装若干立辊,使输送带复位。
(3)适度拉紧调偏:当输送带跑偏忽左忽右,方向不定时说明输送带过松,可适当调整拉紧装置以消除跑偏。
(4)调整滚筒调偏:输送带在滚筒处跑偏,检查滚筒是否异常或窜动,调整滚筒至水平位置正常转动,消除跑偏。
(5)校正输送带接头调偏:输送带跑偏始终一个方向,而且最大跑偏处在接头处,可校正输送带接头与输送带中线垂直消除跑偏。
(6)垫高托辊调偏:输送带跑偏方向、距离一定,可在跑偏方向的对侧垫高托辊若干组,消除跑偏。
(7)调整托辊跑偏:输送带跑偏方向一定,检查发现托辊中线与输送带中线不垂直,就可调整托辊,消除跑偏。
(8)消除煤泥调偏:输送带跑偏点不变,发现托辊、滚筒粘着煤泥,就要消除煤泥调偏。
(9)校正给料跑偏:输送带轻载不跑偏,重载跑偏,可调整给料重量及位置消除跑偏。
(10)校正支架调偏:输送带跑偏方向、位置固定,跑偏严重,可调节支架的水平和垂直度,消除跑偏。
2.安装调心托辊组调心托辊组有多种类型如中间转轴式、四连杆式、立辊式等,其原理是采用阻挡或托辊在水平面内方向转动阻挡或产生横向推力使皮带自动向心达到调整皮带跑偏的目的。
一般在皮带输送机总长度较短时或皮带输送机双向运行时采用此方法比较合理,原因是较短皮带输送机更容易跑偏并且不容易调整。
而长皮带输送机最好不采用此方法,因为调心托辊组的使用会对皮带的使用寿命产生一定的影响。
3.调整驱动滚筒与改向滚筒位置驱动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节。
因为一条皮带输送机至少有2到5个滚筒,所有滚筒的安装位置必须垂直于皮带输送机长度方向的中心线,若偏斜过大必然发生跑偏。
其调整方法与调整托辊组类似。
对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴承座应当向前移动,皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对应的也可将左侧轴承座后移或右侧轴承座后移。
尾部滚筒的调整方法与头部滚筒刚好相反。
调整方法。
经过反复调整直到皮带调到较理想的位置。
在调整驱动或改向滚筒前最好准确安装其位置•1.1安装时引起的皮带跑偏:皮带机的安装质量的好坏对皮带跑偏的影响最大,由安装误差引起的皮带跑偏最难处理,安装误2差疋:1.1输送带接头不平直。
造成皮带两边张力不均匀,皮带始终往张紧力大的一边跑偏,针对这种情况,可以通过调整传动滚筒或改向滚筒的两边的张紧力来消除,对调整不过来的就必须对皮带接头重接;1.1机架歪斜。
机架歪斜包括机架中心线歪斜和机架两边高低倾斜,这两种情况都会造成严重跑偏,并且很难调整。
我们在一台非专业安装人员安装的皮带机试机时,皮带跑偏严重,通过测量就发现皮带机中心线歪斜,头尾调正后,中间部位的跑偏无论如何都纠正不过来。
最后对机架重新进行安装才解决问题。
1.1导料槽两侧的橡胶板压力不均匀。
由于橡胶板压力不均匀,造成皮带两边运行阻力不一致,引起皮带跑偏,这种情况的处理相对较容易,只要重新调整两侧橡胶板压力。
1.2运行中引起的皮带跑偏:1.2滚筒、托辊粘料引起的跑偏:皮带机在运行一段时间后,由于铜精矿具有一定的粘性,部分矿粉会粘沾在滚筒和托辊上,使得滚筒或托辊局部筒径变大,引起皮带两侧张紧力不均匀,造成皮带跑偏。
1.2皮带松弛引起的跑偏。
调整好的皮带在运行一段时间后,由于皮带拉伸产生永久变形或老化,会使皮带的张紧力下降,造成皮带松弛,引起皮带跑偏。
1.2矿料分布不均匀引起的跑偏。
如果皮带空转时不跑偏,重负荷运转就跑偏,说明矿料在皮带两边分布不均匀。
矿料分布不均主要是矿料下落方向和位置不正确引起的,如果矿料偏到左侧,则皮带向右跑偏;反之亦然。
1.2运行中振动引起的跑偏。
皮带机在运行时的机械振动是不可避免的,在皮带运行速度越快时,振动越大,造成的皮带跑偏也越大。
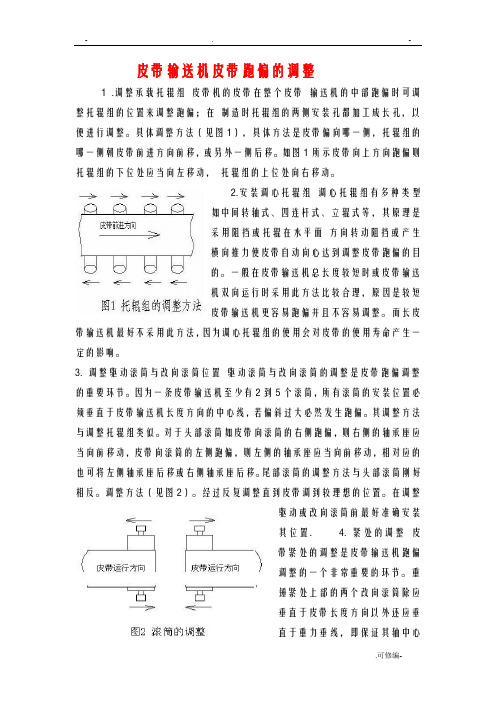
在皮带机中,托辊的径向跳动引起的振动对皮带跑偏影响最大<«11£ «i ▼Mife图三滾筒处跑爲的受力与训整方法q胶带跑偏方向调整方向包胶驱动滚筒调 ⅛√5 ⅛ —----- e-⅛3调整方向胶 带 偏 方向⅛方 向胶调厘加IlSmi厮本身翻2•尾部拉紧装置和i髓舸≡■ ■ • •≡≡• • ■ •3机架不直(够中间架)• • • •以申陽准枝正4•调节轮、憎、瞅支架不正■ • ■ 调腕、瞅支架、调节轮鶴OSflfi• ∙ ■ ■5•改向滚筒不正≡≡筒水平和中愉置6.各种滚筒上鹹胶接头不正ffi≡≡≡M新检修胶接头7≡≡>≡W• ■ ■ •8.繃点不正• ■ ■ •≡∞叭作侧向运动,11与输送带跑偏方向一致,所以致使输送带加速跑偏。
a为輸送带中心线与4S筒中心线垂线的夹角解决力、法:将辘筒A端向输送带运行方向(或将铠筒B端向输送带运行反方向)调整一定的距离,减小输送带中心与規簡中心垂线的夹角a,削弱麾擦力F在想筒中心线方向上的分力F?,从而减少促使输送带跑偏的分力F,来达到纠偏的作用2.1单辐纠偏图3单辐纠偏示意图I-气缸2-纠偏綻3-输送带4-测偏探头5-固定辗此时输送带为主动件,⅛½筒为被动件,觀简与输送带的層擦力F与输送带的运行方向相Zii O如图2小可分解为K l和E I阻止输送带做OI向运动IS作侧向运动.但与输送带跑偏方向相反.所以赴纠偏作用。