四辊热轧钢板初轧机的结构设计毕业论文
3500中厚轧机设计毕业设计论文资料

摘要现代板生产工艺在四辊可逆轧机中成为主要的机型,其工作原理是使工件通过2个相对旋转的轧辊产生加工压力,产生塑性变形。
针对现有济钢和首钢3500中厚板轧机,通过辊系的微尺度等效杆系分析,消除普通四辊轧机暴露出的一些弊端,设计较高性能的四辊可逆式3500轧机;选择计算轧机的力能参数,设计轧机结构,计算主要结构参数。
本次设计对四辊可逆轧机主传动系统进行设计分析,研究,计算,阐述了板轧机的历史发展以及国内外轧机的发展,确定坯料、轧制特点、主传动机构的组成、机架形式、轧制速度、轧辊的结构特点、轴承形式、润滑形式及经济性和环保性。
首先对主传动系统力能参数进行了计算,包括轧制力、轧制力矩和主电机功率的计算及校核,其次是主要零件强度的计算,如轧辊、轴、轴承、机架。
然后对系统的润滑进行分析和讨论并对本次设计中的经济性和环保性进行了详细的分析和论述。
最后进行了数据的整合。
关键词中厚板;闭式机架;轧辊;轧制力AbstractModern plate production technology in four roller reversible rolling mill become the main models, the working principle is to make the workpiece through the 2 relative rotation of the roller to produce processing pressure, produce plastic deformation. In view of the existing Jinan Iron and steel and Shougang 3500 plate mill, through and micro scale equivalent linkage analysis, eliminate the common four rollers mill exposed some drawbacks, design high performance of four roller reversible of 3500 mill; selection and calculation of rolling force and energy parameters, design the structure of the rolling mill, main structure parameters.The design of four high reversible rolling mill main drive system design and analysis, study, calculation, expounds the plate mill of historical development and rolling mill at home and abroad development, determine the structural characteristics of blank, rolling characteristics, the main transmission mechanism composition, mount, rolling speed, roll, bearing, lubrication form and the economy and environmental protection. First, the main drive system parameters were calculated, including rolling force, rolling torque and the main motor power calculation and check, followed by the main parts of the calculation of strength, such as roll, shaft, bearing, rack. Then the lubrication of the system is analyzed and discussed, and the economic and environmental protection in this design are analyzed and discussed in detail. Finally, the integration of the data is carried out.Keywords plate,rolling: rolling force,:rolling mill目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 中厚板轧机类型及发展 (1)1.2 国内外轧钢机械的发展状况 (2)第2章轧机主传动方案及基本参数 (6)2.1 轧机主传动方案设计 (6)2.2 基本参数 (8)2.2.2 轧辊形状及尺寸的确定 (9)2.2.3 轧辊传动端及轧辊速度的确定 (10)第3章轧制力能参数 (12)3.1 轧制过程变形区及其参数 (12)3.2 轧机的负荷图及电机功率 (17)第4章轧辊校核 (21)4.1 强度校核 (21)4.2 工作辊与支撑辊间的接触应力 (22)第5章滑动轴承、机架校核 (25)5.1 滑动轴承校核 (25)5.2 机架校核 (27)5.3 机架应力及变形校核 (33)第6章可行性分析 (36)6.1 经济可行性分析 (36)6.2 环保性分析 (37)结论 (39)参考文献 (40)谢辞 (41)第1章绪论中厚板板轧机是用于轧钢设备的轧钢设备,在国民经济各部门都有广泛的用途。
毕业论文 四辊热轧钢板初轧机的结构设计.
题目: 2300四辊热轧钢板初轧机的结构设计姓名:班级学号:指导教师:摘要在热轧带钢的生产工艺和设备领域内,从全面引进武钢2300mm热轧开始,我们走了近30年的引进、消化、移植的道路。
这种依靠引进技术武装起来的我国轧钢工业不仅不能够使我国成为钢铁强国,而且还会阻碍我国在轧钢工艺与设备方面的技术进步。
就我国在热轧带钢生产这一技术领域内的技术现状、我们的技术积累等进行了分析,并就该领域内面对技术装备国产化战略所应采取的对策和措施提出建议。
为了提高对产品质量的控制能力及实现短流程钢厂的效益最大化而进行了技术改造。
关键词轧钢系统技术改造轧制力热轧带钢工艺设备AbstractIn the field of hot strip production, China has passed a path of import, absorbing and transplantation of foreign technology and equipment for 30 years since import of WISCO 1700 mm hot strip mill. Our steel rolling which is supported by imported technology never makes our country powerful but also restrain our progress in process and equipment development. The strategy and measures, which should be taken for localization of our process and equipment technology are suggested based on the analysis on existing situation.Keywords steel rolling system ; technology reformation; hot strip, technology, equipment目录摘要IAbstract II第1章绪论 (1)1.1轧制的简介 (1)1.2轧制工艺的特点和发展趋势 (1)第2章轧辊的设计 (3)2.1 轧辊 (3)2.1.1工作辊及支承辊的计算 (3)2.1.2钢板轧辊的强度计算 (6)2.2工作辊和支承辊的组合分析 (8)2.2.1四辊轧机轧辊的接触强度计算 (10)第3章轧辊轴承及轴承座 (15)3.1 轧辊轴承 (15)3.2压下装置 (17)第4章轧辊轴承 (26)4.1 轧辊轴承的负荷的性质 (26)4.2结构示例 (27)4.3 滚动轴承装置设计与安装要点 (28)第5章机架 (31)5.1 机架的主要型式 (31)5.2 机架的结构 (31)5.3 机架设计要点 (32)第6章换辊装置 (33)参考文献35致谢36附录1 37第1章绪论1.1轧制的简介轧制方法是金属材料成型的主要方法,轧制成型的钢材是数量最大的金属材料制品。
四辊可逆式冷轧机辊系设计
太原科技大学毕业设计(论文)设计(论文)题目:四辊可逆式冷轧机的辊系设计姓名学院(系)专业 _年级 _08级指导教师2011年 6月10日太原科技大学毕业设计(论文)任务书学院(直属系):时间:2011 年 6 月10 日说明:一式两份,一份装订入学生毕业设计(论文)内,一份交学院(直属系)。
目录摘要 (II)A BSTRACT (III)第1章绪论 (1)1.1冷轧机的发展概况 (1)1.2四辊可逆式冷轧机的发展 (1)1.3冷轧带钢生产发展与新技术 (2)1.3.1冷轧带钢生产技术设备的发展 (2)1.3.2冷轧窄带钢轧机的技术特点 (3)第2章轧辊 (5)2.1冷轧轧辊的组成 (5)2.2轧辊材质的选择 (5)2.3辊系尺寸的确定 (6)2.4轧辊力能参数计算 (7)2.4.1基本参数 (7)2.4.2艾克隆德方法计算轧制时的平均单位压力 (8)2.4.3轧辊传动力矩 (11)2.5轧辊的强度校核 (12)第3章轧辊轴承 (16)3.1轴承的选择 (16)3.2轴承寿命计算 (16)3.3轧辊轴承润滑 (17)参考文献 (18)致谢 (19)附录1英文原稿 (20)附录2英文翻译 (24)四辊可逆式冷轧机的辊系设计摘要这篇文章主要讲述了冷轧机生产与发展概述,通过运用已知参数,如钢板的厚度、宽度、轧制速度和压下速度等,对工作辊、支撑辊及相关尺寸进行了计算和校核,然后选择合适的轧辊材质和轴承,并对轴承寿命进行计算和校核。
四辊可逆式冷轧机,衔接连铸后的技术工艺,减少工艺,可实现往返可逆轧制。
四辊轧机还能提供较大的轧制压力,提高软件的可轧硬度范围,实现产品规格多样化。
关键词:四辊可逆式;冷连轧;工作辊AbstractThis article is mainly about the cold rolling mill production and development overview, By using the known parameters, such as plate thickness, width, speed, rolling speed and pressure, On the work roll, support roll and the related dimensions were calculated and checked, Then select the appropriate material and roller bearings, and bearing life is calculated and checked.Four-high reversing cold rolling mill, continuous casting and after the technical process of convergence and reduce the process can be realized from the reversible rolling.Also provide a larger four-high rolling mill rolling pressure, and improve software rolled hardness range, to achieve diversification of product specifications.Key Words:Four-high reversible;Cold rolling;Work roll第1章绪论1.1 冷轧机的发展概况轧机是现代钢厂中最常见的一种冶金设备。
毕业设计论文-四辊卷板机

摘要本说明书是按照所设计的卷板机内容撰写的,主要包括卷板机轴辊的受力分析、电动机的选择、主减速器的设计、侧辊传动系统的设计、下辊液压传动系统的设计以及对下辊液压同步控制系统进行了研究。
从而保证了下辊在上升的过程中始终能够保持两端同步。
四辊卷板机主要为锅炉厂辊制锅炉圆筒而设计,它可以用于各种型号锅炉圆筒的生产和加工,也在造船、石油化工、航空、水电、装潢、及电机制造等工业领域得到了广泛的应用,用以把金属板料卷制成圆筒、圆锥以及弧形板等各种零件。
该四辊卷板机利用其四个辊筒的空间布置,最大范围地减少了剩余直边的出现、降低了生产成本、提高了生产效率。
关键词:四辊卷板机辊制剩余直边弧形板AbstractThis statement is in accordance with the design cylinder content written mainly include the pressure analysis of cylinder axle roller, electric motors choice, the reducer design, lateral roller drive train system design, the design of the roller hydraulic drive train system on the roller and hydraulic control systems simultaneously conducted research. Thereby ensuring an increase in the course of the roller always able to maintain both simultaneously.The four cylinder roller machine mainly boiler plant roller system designed boilers cones, which can be used for various types of boilers cones production and processing are also shipbuilding, petrochemical, aviation, utilities, furniture, and electrical manufacturing industries widely applied to the metal plate material volumes produced cones, circular cone arc boards and various parts.The four cylinder roller machine use its four roller cylinders space layout, the greatest scope to reduce the margin in the remaining departments, reducing production costs, improving production efficiency.Key words: four-cylinder roller machine Roller machineLeft straight-side Arc board目录前言 (1)第1章绪论 (2)1.1卷板的分类及特点 (2)1.2卷板机的分类及特点 (2)1.3 W12X2000型四辊卷板机的用途 (5)1.4 传动系统设计 (6)第2章卷板机轴辊受力分析 (7)2.1作用在卷板机辊子上的弯曲扭矩 (7)2.2卷板机的空载扭矩 (8)2.3四辊卷板机的卷板力 (8)第3章电动机的选择与计算 (12)3.1功率计算 (12)3.2电动机的选择 (12)第4章主减速器的设计 (14)4.1电动机的确定 (14)4.2 传动比的分配 (15)4.3传动系统的运动和动力参数设计 (15)4.4 高速级斜齿圆柱齿轮传动的设计计算 (17)4.4.1选择精度等级,材料和齿数 (17)4.4.2 按齿面接触强度设计 (17)4.4.3按齿根弯曲疲劳强度设计 (21)4.4.4几何尺寸计算 (21)4.5中间级斜齿圆柱齿轮传动的设计计算 (22)4.5.1选择精度等级,材料和齿数 (22)4.5.2. 按齿面接触强度设计 (22)4.5.3.按齿根弯曲疲劳强度设计 (24)4.5.4几何尺寸计算 (26)4.6 低速级斜齿圆柱齿轮传动的设计计算: (26)4.6.1选择精度等级,材料和齿数 (26)4.6.2. 按齿面接触强度设计 (27)4.6.3按齿根弯曲疲劳强度设计 (29)4.6.4几何尺寸计算 (30)4.7高速轴的设计以及轴的校核 (32)第5章侧辊传动系统的设计 (36)5.1侧辊电动机的确定 (36)5.2侧辊减速器的确定 (36)5.3蜗轮蜗杆传动设计 (36)第6章下辊筒液压缸的设计 (41)6.1下辊液压系统的工作原理 (41)6.2下辊筒液压缸设计 (42)第7章辊筒轴的强度校核 (47)第8章专题论文 (50)8.1前言 (50)8.2四辊卷板机工作原理 (50)8.3液压同步控制系统研究及设计原理 (52)8.4.结论 (53)致谢 (54)参考文献 (55)前言我所设计的这台四辊卷板机由四个辊筒所组成,其中一个上辊、两个侧辊和一个下辊。
四辊卷板机设计毕业论文

四辊卷板机设计毕业论文目录前言 (1)第1章绪论 (2)1.1卷板的分类及特点 (2)1.2卷板机的分类及特点 (2)1.3 W12X2000型四辊卷板机的用途 (5)1.4 传动系统设计 (6)第2章卷板机轴辊受力分析 (7)2.1作用在卷板机辊子上的弯曲扭矩 (7)2.2卷板机的空载扭矩 (8)2.3四辊卷板机的卷板力 (8)第3章电动机的选择与计算 (12)3.1功率计算 (12)3.2电动机的选择 (12)第4章主减速器的设计 (14)4.1电动机的确定 (14)4.2 传动比的分配 (15)4.3传动系统的运动和动力参数设计 (15)4.4 高速级斜齿圆柱齿轮传动的设计计算 (17)4.4.1选择精度等级,材料和齿数 (17)4.4.2 按齿面接触强度设计 (17)4.4.3按齿根弯曲疲劳强度设计 (21)4.4.4几何尺寸计算 (21)4.5中间级斜齿圆柱齿轮传动的设计计算 (22)4.5.1选择精度等级,材料和齿数 (22)4.5.2. 按齿面接触强度设计 (22)4.5.3.按齿根弯曲疲劳强度设计 (24)4.5.4几何尺寸计算 (26)4.6 低速级斜齿圆柱齿轮传动的设计计算: (26)4.6.1选择精度等级,材料和齿数 (26)4.6.2. 按齿面接触强度设计 (27)4.6.3按齿根弯曲疲劳强度设计 (29)4.6.4几何尺寸计算 (30)4.7高速轴的设计以及轴的校核 (32)第5章侧辊传动系统的设计 (36)5.1侧辊电动机的确定 (36)5.2侧辊减速器的确定 (36)5.3蜗轮蜗杆传动设计 (36)第6章下辊筒液压缸的设计 (41)6.1下辊液压系统的工作原理 (41)6.2下辊筒液压缸设计 (42)第7章辊筒轴的强度校核 (47)第8章专题论文 (50)8.1前言 (50)8.2四辊卷板机工作原理 (50)8.3液压同步控制系统研究及设计原理 (52)8.4.结论 (53)致谢 (54)参考文献 (55)前言我所设计的这台四辊卷板机由四个辊筒所组成,其中一个上辊、两个侧辊和一个下辊。
一种四辊轧机
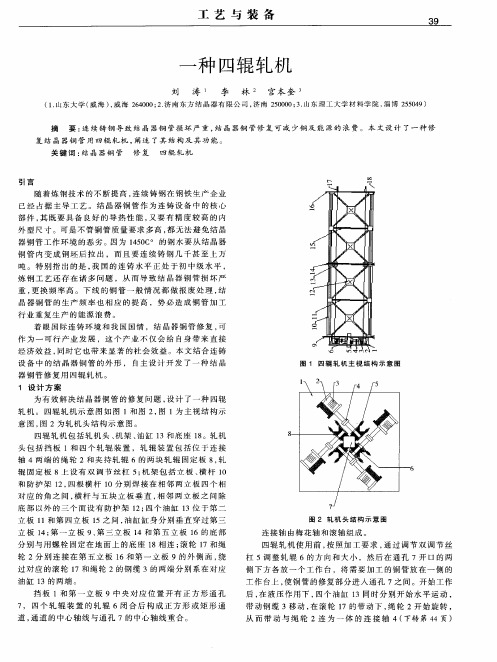
一
种 四辊 轧机
李 林 宫本奎 。
刘 涛
( 1 . 山东 大 学 ( 威海 ) , 威海 2 6 4 0 0 0; 2 . 济 南 东方 结 晶器 有 限公 司 , 济南 2 5 0 0 0 0; 3 . 山东 理 工 大学 材 料 学 院 , 淄博 2 5 5 0 4 9)
炼 钢 工 艺 还 存 在 诸 多 问 题 ,从 而 导 致 结 晶 器 铜 管 损 坏 严
重, 更 换 频 率 高 。下 线 的铜 管 一 般 情 况 都 做 报 废 处 理 , 结 晶 器 铜 管 的 生 产频 率也 相 应 的提 高 ,势 必 造 成 铜 管 加 工 行业 重 复 生 产 的能 源 浪 费 。 着 眼 国际 连 铸环 境 和 我 国 国情 ,结 晶器 铜 管 修 复 , 可
蝶 板 组合 件起 密 封作 用 的零件 是 密封 圈 , 密 封 圈 为斜
锥结构 , 其 锥 顶 角为 1 6 o, 厚度为 1 3 . 5 mm, 由 5层 石 棉板 及 4层不 锈 钢 板复 合 而成 ( 图6 ) 。 密封 圈必 须 与蝶 板 和压 环 等组 装 在 一起 ,加 工 时 才 能 防 止密 封 圈 夹 层 中 的 不锈 钢 板 及石 棉 板 翘 曲变 形 。根 据其 结 构 特点 , 对 蝶板 组 合件 密 封 圈采 用 以下 加 工 方法 : ( 1 )先 在 2 . 5 m 立 车 上 分别 把 蝶 板 和压 环 上 的 各止 口加 工 到 图 纸要 求 尺 寸 ,外 圆 不加 工; ( 2 ) 按 图纸 要 求对 压 环钻 孔 , 蝶 板钻 孔 攻 丝 ; ( 3 ) 压环 、 密 封 圈和 蝶 板 按 图 纸装 配 ,将 蝶 板组 合 件 工 装 用 螺 栓 紧
四辊热轧钢板轧机的结构及板形控制 毕业论文

四辊热轧钢板轧机的结构及板形控制摘要:中厚钢板大约有200年的生产历史,一个国家的中厚板轧机水平也是一个国家钢铁工业装备水平的标志这之一。
通过对四辊可逆式轧机的结构及影响板形的一些因素的分析,例如:轧机的压下平衡装置,AGC液压弯辊技术以及矫直机的机理等。
进一步加深了对四辊可逆式轧机的结构及板形控制的分析和了解并且对中厚板生产和钢板质量的提高有举足轻重的作用。
最后从两个问题分析中得出大多数四辊可逆式中厚板轧机的基本结构大致包括以下几部分:辊系、机架部件、压下平衡装置、轧辊的轴向固定装置等。
在板形控制方面控制板形的方法大致包括:设定合理的轧辊凸度,合理的生产安排,合理制定轧制规程以及通过调温控制等。
但随着近几年液压弯辊技术的广泛应用,大部分四辊可逆式轧机在原来轧机的基础上运用了液压弯辊技术,进而VC辊,CVC系统,PC轧机,HCW 轧机,AGC轧机,CVC轧机这些新一代运用液压弯辊技术的设备应运而生,这些新技术的推广对中厚板的板形控制起到了举足轻重的作用。
关键词:机架;压下装置;辊系;平衡装置;轴向固定装置;液压弯辊一、前言板带轧机自18实际初正式诞生至今,已有210年的发展历史。
由于板带钢是应用最广泛的钢材,所以提高板带钢在钢材生产中的比例是世界各国发展的普遍趋势。
一般将单张钢板和成卷带钢统称为板带钢。
板带材是一种厚度与宽度、长度比相差较大的扁平断面钢材,也称扁平材。
新标准产品分类:其中薄板的厚板界限为3mm,窄带钢与宽带钢的宽度界限为600mm。
特厚板(厚度≥50mm);厚板(20≤厚度<50mm);中板(3mm≤厚度<20mm);热轧薄板(厚度<3mm,单张);冷轧薄板(厚度<3mm,单张);中厚宽钢带(3mm≤厚度<20mm,宽度≥600mm);热轧薄宽钢带(厚度<3mm,宽度≥600mm);冷轧薄宽钢带(厚度<3mm,宽度≥600mm);热轧窄钢带(宽度<600mm);冷轧窄钢带(宽度<600);镀层板(带);涂层板(带)、电工钢板(带)。
1700热连轧机毕业设计论文
1700热连轧机毕业设计论文1绪论1.1热连轧生产的国内外发展概况热轧宽带钢轧机的发展已有70多年的历史,第一套热连轧机于1926年诞生于美国。
汽车工业、建筑工业、交通运输业等的发展,使得热轧机冷轧薄钢板的需求量不断增长,从而促进热轧宽带钢轧机的建设获得了迅速和稳定的发展。
促进热轧宽带钢轧机及工艺技术发展的主要因素是:要求其生产能力不断提高,从而钢卷质量不断增大和轧制速度不断提高,同时提出扩大产品品种的要求;要求产品的尺寸精度和性能不断提高;受1973年中东石油危机的冲击而转向注意开发节约能源技术;进入20世纪80年代中期更加注重产品质量的提高,并对板形质量及带钢凸度和平直度提出更高的质量要求。
热轧宽带钢轧机的热轧板卷,不仅可以供薄板和中板直接使用,还可以作为下道工序冷轧、焊管、冷弯型钢的原料。
带钢热连轧机从50年代起,在世界范围内已成为带钢生产的主要形式。
目前世界上1000mm以上的热轧机和带卷轧机有200余套。
带钢热连轧机具有轧制速度高、产量高、自动化程度高的特点,轧制速度50年代为10~12 m/s,70年代已达18 ~ 30 m/s,产品规格也由生产厚度为2 ~8mm,宽度小于2000mm的成卷带钢扩大到生产厚度1.2 ~20mm,宽度2500mm的带钢。
带卷重量的加大和作业率的提高,使现有的带钢热连轧机年产量达350 ~600万t,最大卷重也由15t增加到70t。
坯料尺寸及重量加大,要求设置更多的工作机座,过去的粗轧机组和精轧机组的工作机座分别为2~4架和5~6架,现已分别增加到4 ~ 6架和7~8架,轧机尺寸也相应增加。
现代的带钢热连轧机除了采用厚度自动控制外,还实现了电子计算机控制,从而大大提高了自动化水平,改善了产品质量,带钢厚度公差不超过±0.5mm,宽度公差不超过0.5 ~1.0mm,并具有良好的板形。
90年代以来,钢铁生产短流程迅速开发和推广,薄板坯(或中厚板坯)连铸连轧工艺的出现,正在改变着传统的热连轧机市场。
四辊轧机

四辊可逆式冷轧机的压下装置设计摘要压下系统是连轧机的关键设备之一,其设计制造水平直接影响成品的质量和生产企业的经济效益。
目前国内广泛应用的连轧管机组中大部分采用的是电动压下系统。
和电动压下相比,液压压下有其无可比拟的优势。
由于国内在这方面的研究起步较晚,只有宝钢、天津钢管公司等少数大型企业连轧机采用了液压压下系统。
液压压下系统代表了当今轧机组工艺设计和制造的最新发展水平,为了打破国外企业在这方面的技术垄断,提高我国连轧机组设计制造在国际上的竞争力,设计制造出国产采用液压压下系统的连轧机组是十分必要的,因此对连轧管机液压压下系统的研究具有重要的理论和实际意义。
本课题研究的主要内容是设计出一套用于连轧机的液压伺服压下系统,用来对连轧机轧辊的压下位置进行控制。
关键词:四辊可逆冷轧机;液压压下系统;液压缸ABSTRACTThe press down device is one of the key equipment of the tube mill,its design and manufacture level directly influences the end product quality of seamless steel pipe and the benefit of production enterprise.At present the electric screw down gear is mostly used in the tube rolling train that is widely applied in home.With electric screw down gear comparing,the hydraulic press down system has its incomparable superiority.Because the domestic studies on this aspect are late,only the tube mills from oversea that are adopted in the minority major corporations such as Bao Steel Corporation、Tianjin Steel pipe Company and So on useing the hydraulic press down system,which has represented now most recent development level of the technological design and manufacture of the tube rolling train.It is very necessary to design andmanufacture the homemade tube rolling train with hydraulic press down system,in order to break the monopoly of overseas enterprise and enhance our countrymanufacture the homemade tube rolling train with hydraulic press down system,in order to break the monopoly of overseas enterprise and enhance our country.KEY WORDS:draulic press down system;tube mill;Four-high reversing mill第一章 绪论1.1 液压控制系统1.1.1 液压控制系统概述液压系统是以电机提供动力基础,使用液压泵将机械能转化为压力,推动液压油。
四辊逆轧机毕业设计

第一章 绪论1.1、选题背景及目的大学生活即将结束,为了检验我们的所学是否能够真正应用到实际当中,使我们认识到作为一个合格的设计人员应该具备的基本素质,学校为我们安排了这次毕业设计。
用半年时间完成一个设计方案。
设计开始,我们先到了鞍山钢铁集团公司的冷轧厂,然后到了上海宝刚股份有限公司的特刚分公司和热轧厂,在那里我看到了2050四辊可逆轧机,并在师傅的带领下参观了2050和1580两条国内先进的生产线,对整个轧钢设备有个初步了解。
热轧厂的师傅细心的讲解了轧机的工作原理。
轧机是现代钢厂中最常见的一种冶金设备。
因此,轧机设备的好坏对轧钢厂的效益有很大的影响。
我们的任务是通过所学的理论知识设计一台四辊可逆轧机的主传动系统。
因为实际条件有限,我们的设计只是经过相关理论与经验公式的推导来设计我们所选的冶金设备,经过理论校核检验是否达到设计要求。
1.2、轧钢生产在国民经济中的主要地位与作用轧钢生产是将钢锭及连续铸坯轧制成材的生产环节。
用轧制的方法生产钢材,具有生产率高、品种多、生产过程连续性强、易于实现自动化等优点。
钢材的生产方法有轧制、锻造、挤压、拉拔等。
用轧制方法得到的钢材,具有生产过程连续性、生产效率高、品种多、质量好、易与机械化、自动化等优点,因此得到广泛的应用。
目前,约有90﹪的钢都是经过轧制成材的。
有色金属成材,主要也用轧制的方法。
轧钢生产在国民经济中所起的作用是十分显著的。
钢铁工业生产中,除少量的钢用铸造或铸造方法制成零件外,炼钢厂生产的钢锭与连铸坯有85~90%以上要经过轧钢车间轧成各种钢材,供应国民经济各部门。
可见在现代钢铁企业中,作为使钢成材的轧钢生产,在整个国民经济中占据着异常重要的地位,对促进我国经济快速发展起十分重要的作用。
1.3、国内外轧钢机械的发展状况十九世纪中叶轧钢机械只是轧制一些熟铁条的小型轧机,设备简陋,产量不高;有的轧机是用原始的水轮来驱动。
大上个世纪五十年代以后,钢的产量大增;各先进工业国的铁路建设与远洋航运的发展,蒸汽驱动的中型、大型轧机先后出现了。
毕业设计(论文)-四辊冷轧机压下系统设计[管理资料]
![毕业设计(论文)-四辊冷轧机压下系统设计[管理资料]](https://img.taocdn.com/s3/m/032e7c0e04a1b0717ed5ddb6.png)
四辊冷轧机压下系统设计摘要轧辊调整装置的作用主要是调整轧辊在机架中的相对位置,以保证要求的压下量、精确的轧件尺寸和正常的轧制条件。
压下装置也称上辊调整装置,它是用途最广的一种轧辊调整装置,安装在所有的二辊、三辊、四辊和多辊轧机上,就驱动方式而言,压下装置可分为手动的、电动的、和液压三类。
本论文介绍了轧机的发展历史和未来,介绍并分析了轧机的几种压下形式,列举了其各自的优缺点以及各种压下形式的工作原理。
首先通过实习和所查资料确定设计方案并进行方案评述,根据实际情况选择了电动压下方式。
其次根据所给定的基本参数计算轧制力以及选择电动机容量,设计压下螺丝和压下螺母并进行强度和刚度校核;选择轴承并进行寿命校核,设计蜗杆传动和减速器中的齿轮传动,并进行环保性和经济性分析等。
关键词: 冷轧机;电动压下;压下螺丝;蜗杆传动;齿轮Design on Pressure System of Four-roller coldrolling millAbstractThe role of roller adjustment device to adjust roll mainly the relative position in the rack to ensure that the requirements reduction, precise size and normal rolling Rolling. Reduction device, also known as the roller adjustment device, which is the most widely used as a roller adjustment device, installed in all of the two rollers, three rollers, four rollers and multi-roll rolling mill, the drive mode, the pressure device divided manually, electric, and hydraulic three. This paper describes the history and future of the mill, rolling mill introduced and analyzed several pressure form, listed with their respective advantages and disadvantages, and various forms of pressure works. First of all, to find information through the established practice and the design and conduct programs reviewed, according to the actual way to choose a power reduction. Second, according to the calculation of basic parameters of a given choice of rolling force and motor capacity, design pressure once again screws and screw down nuts and check the strength and rigidity; choice for life bearings and check the design of the worm drive and gear box transmission, and for environmental protection and economic analysis.Key words:cold rolling mill; electric pressure; pressure nut; worm; Gear目录1 绪论 (1)选题背景 (1)国内外研究成果 (1)课题研究的内容 (3)2总体方案设计 (4)3 压下电机的选择 (6)轧制力的计算 (6)第一道次的轧制力计算 (6)第二道次的轧制力计算 (7)第三道次的轧制力计算 (9)第四道次的轧制力计算 (10)第五道次的轧制力计算 (12)压下螺旋传动设计 (14)材料选择 (14)压下螺丝和螺母主要尺寸的确定 (14)驱动压下螺丝的力矩 (15)压下螺丝的强度计算 (16)螺母的强度计算 (17)压下电机的容量选择 (18)速比分配 (19)4. 圆柱齿轮的设计 (20)选定齿轮相关参数及工作情况 (20)按齿面接触强度设计 (20)按齿根弯曲强度设计 (22)几何尺寸计算 (23)5 蜗杆传动的设计 (25)选择蜗杆传动类型 (25)选择材料 (25)按齿面接触疲劳强度进行设计 (25)蜗杆与蜗轮的主要参数与几何尺寸 (26)齿根弯曲疲劳强度校核 (27)受力分析 (28) (28)6.设备可靠性与经济评价 (32)结论 (33)致谢 (34)参考文献 (35)1 绪论选题背景钢产量是一个国家经济实力的体现,为了生产更多的钢材就要有更先进的炼钢轧钢技术,现代轧机发展的趋向是连续化、自动化、专业化和大型化,产品质量高,消耗低。
四辊小型万能轧机毕业设计

第 1 章绪论1.1轧钢机的简介实现金属轧制过程、完成金属塑性变形的设备。
包括主要设备及附属设备,但一般所说的轧机仅指主要设备。
最早的轧机出现在14世纪的欧洲,1480年意大利人达•芬奇(Leonardo da Vinci)曾设计出轧机的草图。
1553年法国人布律利埃(Brulier)轧制出金和银的板材,用以制造钱币。
此后,西班牙、比利时和英国相继出现了轧机。
1766年英国有了顺列式的小型轧机,至19世纪中叶,第一台可逆式轧机在英国投产,并轧出了船用板材。
1838年建成了带活套(见活套轧制)的二列式线材轧机(见横列式轧机)。
1848年德国发明了万能轧机,1853年美国开始应用三辊式型材轧机,并用蒸汽机传动升降台,实现了升降动作的机械化。
接着美国又出现了三辊式劳特轧机(见厚板轧机),1859年建造了第一台连续式轧机,1862年英国人贝德森(G.Bedson)取得了平辊立辊交替配置的连续式线材轧机(见平立交替精轧机组)的专利。
轧制型材的带立辊的万能轧机是1872年问世的,20世纪初期建造了半连续式带钢轧机。
20世纪60年代以来各类轧机在设计、研究和制造方面取得了很大进展,并朝着连续化、自动化、高速化和专业化的方向发展,相继出现了轧制速度高达每秒钟130m的各种类型的线材轧机、全连续式的冷、热带钢轧机、宽度为5500mm的厚板轧机和连续式H型钢轧机(见H型钢)以及连续轧管机组等一系列先进设备,并在液压技术、电子计算机技术和各种测试仪表的应用以及轧制产品的实物质量和内部性能的控制等方面都有许多突破,使得轧机所用原料单重不断增大,产品的质量和产量不断提高,轧制的品种与规格日益增多。
中国于1871年在福州船政局所属拉铁厂首先应用轧机,用以轧制厚度为15mm 以下的钢板,6~120mm的方、圆钢。
1890年湖北汉冶萍公司汉阳铁厂装有宽为2450mm的用蒸汽机拖动的二辊中板轧机、横列式三机架二辊轨梁轧机以及350mm/300mm的小型轧机。
四辊热轧钢板轧机的结构及板形控制

四辊热轧钢板轧机的结构及板形控制摘要:中厚钢板大约有200年的生产历史,一个国家的中厚板轧机水平也是一个国家钢铁工业装备水平的标志这之一。
通过对四辊可逆式轧机的结构及影响板形的一些因素的分析,例如:轧机的压下平衡装置,AGC液压弯辊技术以及矫直机的机理等。
进一步加深了对四辊可逆式轧机的结构及板形控制的分析和了解并且对中厚板生产和钢板质量的提高有举足轻重的作用。
最后从两个问题分析中得出大多数四辊可逆式中厚板轧机的基本结构大致包括以下几部分:辊系、机架部件、压下平衡装置、轧辊的轴向固定装置等。
在板形控制方面控制板形的方法大致包括:设定合理的轧辊凸度,合理的生产安排,合理制定轧制规程以及通过调温控制等。
但随着近几年液压弯辊技术的广泛应用,大部分四辊可逆式轧机在原来轧机的基础上运用了液压弯辊技术,进而VC辊,CVC系统,PC轧机,HCW 轧机,AGC轧机,CVC轧机这些新一代运用液压弯辊技术的设备应运而生,这些新技术的推广对中厚板的板形控制起到了举足轻重的作用。
关键词:机架;压下装置;辊系;平衡装置;轴向固定装置;液压弯辊一、前言板带轧机自18实际初正式诞生至今,已有210年的发展历史。
由于板带钢是应用最广泛的钢材,所以提高板带钢在钢材生产中的比例是世界各国发展的普遍趋势。
一般将单张钢板和成卷带钢统称为板带钢。
板带材是一种厚度与宽度、长度比相差较大的扁平断面钢材,也称扁平材。
新标准产品分类:其中薄板的厚板界限为3mm,窄带钢与宽带钢的宽度界限为600mm。
特厚板(厚度≥50mm);厚板(20≤厚度<50mm);中板(3mm≤厚度<20mm);热轧薄板(厚度<3mm,单张);冷轧薄板(厚度<3mm,单张);中厚宽钢带(3mm≤厚度<20mm,宽度≥600mm);热轧薄宽钢带(厚度<3mm,宽度≥600mm);冷轧薄宽钢带(厚度<3mm,宽度≥600mm);热轧窄钢带(宽度<600mm);冷轧窄钢带(宽度<600);镀层板(带);涂层板(带)、电工钢板(带)。
4辊轧机轧制系统设计及有限元分析毕业设计

毕业设计题目: 4辊轧机轧制系统设计及有限元分析学院:专业:班级:学号:学生姓名:导师姓名:完成日期:目录摘要 (Ⅰ)Abstract (Ⅱ)第1章绪论 (1)1.1 引言 (1)1.2 研发背景及意义 (1)1.3 4辊轧机轧制系统基本设计思路 (2)1.3.1 4辊轧机的功能 (2)1.3.2 4辊轧机轧制系统结构的基本设计思路 (2)1.4 课题的研究内容 (3)第2章轧制系统结构设计 (4)2.1 引言 (4)2.2 轧辊环的设计计算 (4)2.2.1 轧辊环材料的选择 (4)2.2.2 轧辊环基本参数的确定 (4)2.3 电动机的选择 (6)2.3.1 选择电动机的类型及结构形式 (6)2.3.2 轧制压力的计算 (7)2.3.3 轧制总力矩的计算 (8)2.3.4 电机转速的确定 (11)2.3.5 电机功率的确定 (11)2.3.6 电动机型号的确定 (12)2.3.7 传动各级轴的基本参数确定 (12)2.4 轧辊轴的计算 (13)2.4.1 估算轴的最小直径 (13)2.4.2 确定轴的各段直径 (14)2.4.3 轴的校核 (15)2.5 轧辊轴上轴承的确定 (15)2.6 带传动的设计计算 (15)2.6.1 确定计算功率 (16)2.6.2 选择带型 (17)2.6.3 确定带轮的基准直径 (17)2.6.4 确定中心距和带的基准长度 (17)2.6.5 验算主动轮上的包角 (18)2.6.6 确定带的根数 (18)2.6.7 确定带的预紧力 (19)2.6.8 计算作用在带轮的压轴力 (19)2.6.9 带轮的材料 (19)2.6.10 带轮的结构形式及主要尺寸 (19)2.7 减速器的设计计算 (20)2.7.1 减速器类型的选择 (20)2.7.2 减速器基本参数 (21)2.7.3 标准斜齿圆柱齿轮的设计计算 (22)2.7.4 齿轮的轴的设计 (25)第3章三维建模 (29)3.1 引言 (29)3.2 基本零件建模 (29)3.3 轧制系统的装配 (31)3.3.1轧辊轴的装配 (32)3.3.2轧制部分装配 (33)3.3.3轧制系统装配 (34)3.3.4总装配 (36)第4章轧制系统有限元分析 (37)4.1 引言 (37)4.2 轧辊轴的有限元分析 (37)4.3 轧辊环的有限元分析 (39)4.4 龙门架的有限元分析 (40)4.5 轧辊缺陷的种类和原因 (42)结论 (43)参考文献 (44)致谢 (45)4辊轧机轧制系统设计及有限元分析摘要:本次设计的4辊轧机轧制系统是借助旋转轧辊与其接触摩擦的作用,将被轧制的金属体(轧件)拽入轧辊的缝隙间,在轧辊压力作用下,使轧件主要在厚度方向上完成塑性成型。
850热带钢轧机主传动结构设计毕业设计论文
第1章绪论850热带钢轧机主传动结构设计毕业设计论文第1章绪论1.1 课题背景1.1.1 热带钢轧机的发展薄板轧制生产始于二辊式轧机,随轧制的薄板宽度越宽,厚度越薄。
通过增加轧辊直径来增加轧辊强度,会导致金属变形抗力增加,轧辊弹性压扁严重,影响产品质量,甚者更薄的产品不能生产。
之后采用了小直径的工作辊,减少与金属接触的面积,用大直径的支撑辊增加强度和刚度,于是便出现了三辊劳特式轧机、四辊轧机、多辊轧机和行星轧机等薄板轧机。
热连轧带钢轧制,经美国阿母科公司8 a(1913~1921)研究实验,于1923 年在阿什兰工厂首先实现。
宽带钢热连轧机发展可分为4 个阶段(代)。
第1 阶段(代):1960 年以前建造的轧机。
特征:轧制速度10~12 m/s,单位宽度卷重5~12 kg/mm,钢卷重量10~15 t,成品厚度2~10 mm,年产量100 万~200 万t。
第2 阶段(代)1960~1969 年建造的轧机。
特征:轧制速度15~21 m/s,单位宽度卷重16~22 kg/mm,钢卷重量30 t 左右,成品厚度1.5~12.7mm,年产量250 万~350 万t。
第3 阶段(代):1969年以后建造的轧机。
特征:轧制速度23~30 m/s,单位宽度卷重19~28.5 kg/mm,钢卷重量30 t,成品厚度0.9~25.4 mm,年产量350 万~600 万t。
有人将20 世纪90 年代的薄板坯连铸连轧称为第4 阶段,以超薄带钢无头、半无头连铸连轧为特征。
70年代在热带钢轧机上出现很多新技术如液压agc,快速换辊, 步进炉,辊型控制,保温罩,润滑液轧制, 计算机控制等。
而80年代又出现很多新技术, 通过实践均已成熟。
随着我国工业化进程的加快,市场对热带钢轧机的产品需求日益旺盛,特别是2 0 0 5年以来,随着我国钢铁产品结构的升级、城市化建设以及工业布局的重新调整,热轧带钢轧机的建设又进入了一个新的高潮。
2050四辊轧机传动装置毕业设计论文
2050四棍轧机(F5)设计摘要目前,随着国民经济高速的发展,钢铁企业也迅猛发展。
带钢的应用变得更加广泛,例如:厂房设备、机械设备、桥梁、高速公路等。
为了适应新形式的发展需要,我国自行设计制造了2050热带钢连轧机,产品质量达到国际先进水平。
它是2050四棍热连轧机的第五架轧机,本文通过对F5精轧机的设计计算,了解了机械设计的一般设计方法,通过对局部结构进行改造,使结构更合理。
本设计的设计内容是根据轧件要求,确定轧制力,轧制力矩,并对电机、主传动装置等进行了合理的选择和校核。
选取主要部件如轧辊,机架,齿轮座等结构尺寸并校核,另外还对轧机系统的环保和经济技术进行了合理的分析。
关键词:机架;轧制力;轧辊;环保;校核。
The Design of the 2050 Four Roller Mill (F5) AbstractAt present,along with national economy high speed development, iron and steel enterprise also swift and violent development. The belt-shaped steel becomes more widespread, for example: Workshop equipment ,mechanical device ,bridge highway and so on . For the new situation development need .quality of the products of the 2050 hot strip tandem mill .Which is designed and manufactured by our own country,The F5 finishing mill is the fifth frame of the four-high hot tandem mill.Here, by designing and calculating to the F5 finishing mill, I find out the general design procedures of mechanism designs .By improving on the part structure and carrying the optimize design .The contents of my design are to ascertain the rolling force and rolling torque ,And to the electrical machinery ,the main drive and so on has carried on the reasonable select and the examination ,The next step is to select the structure dimensions of the critical pieced which contain the mill rolls ,Moreover also has carried on the reasonable analysis to the rolling mill system environmental protection and the economical technology .Key words: framework ,rolling force ,mill rolls ,environmental protection ,check目录2050四棍轧机(F5)设计 (1)Abstract (2)1 绪论 (1)1.1选题背景 (1)1.2轧钢生产工艺 (2)1.3热轧的优点 (2)1.4热轧的缺点 (2)1.5传统热轧带钢生产的新技术和新设备 (3)1.6课题研究方法及内容 (3)2 总体方案设计 (4)3 主电机容量的选择 (5)3.1轧制力的计算 (5)3.1.1基本数据的确定 (5)3.1.2 轧制力计算 (6)3.2 轧制力矩的计算 (8)3.3 选择主电机 (10)3.3.1 电机初选 (10)3.3.2 计算机轴上的力矩 (11)3.3.3 电机容量校核 (12)4 减速机设计 (13)4.1 计算各轴的动力参数 (13)4.2 齿轮的设计 (14)4.3 输出轴的设计计算 (17)4.3.1 初步确定轴的最小直径: (17)4.3.2 传动轴受力分析: (18)4.3.3 求支座反力和传动轴应力集中点处得弯矩值: (19)4.3.4 校核轴的强度 (19)5 压下装置的选择 (21)6 轧辊的强度计算 (22)6.1 工作辊强度计算 (22)6.2 支承辊强度计算 (22)6.3 轧辊的变形计算 (25)7 机架的设计计算 (26)7.1 结构尺寸 (26)7.2 强度计算 (27)7.2.1 惯性矩的计算 (27)7.2.2 截面系数的计算 (27)7.2.3 强度计算 (28)7.3 机架的变形计算 (29)8 齿轮座倾翻力矩及轧辊轴承的计算 (31)8.1 齿轮座倾翻力矩的计算 (31)8.2 轧辊轴承的计算 (31)9 轧机润滑方式的选择 (34)10 设备的经济效益和环保分析 (35)10.1 设备投资的经济分析 (35)10.2 设备的环境保护设施 (35)结束语 (36)致谢 (37)参考文献 (38)1 绪论1.1选题背景轧钢机也称为轧钢机械,一般把将被加工的材料在旋转的轧辊间受压力产生的塑性变形即轧制加工机器称为轧钢机,这是简单定义。
5000mm热轧宽厚板四辊可逆式轧机辊系设计--毕业设计
太原科技大学本科毕业设计说明书5000mm热轧宽厚板四辊可逆式轧机辊系设计Design of four roller reversible rolling mill of hot rollingheavy plate 5000mm学院(系):机械工程学院专业:机械设计制造及其自动化(冶机)学生姓名:学号:指导教师:指导教师:完成日期:2014年6月1日太原科技大学Taiyuan University of Science and Technology摘要随着经济社会的发展,特别是战争年代,大型战舰,大型战机的制造需要,对钢材的尺寸要求也越来越大。
这样就催生了人们对大型轧材的研究与探索。
大型宽厚板应运而生。
在航空母舰,大型水面战舰的制造上对,宽厚板,特别是5米宽厚板的需求是巨大的,由此如雨后春笋般出现的的5m宽厚板轧机的研究与投产更是越来越多。
一个宽厚板生产流水线,包括开坯粗轧机,精轧机,保温坑,冷却装置,切割机等等。
本设计主要只对轧机组进行设计,本设计主要介绍了5000mm热轧宽厚板四辊可逆轧机的轧制力,支承辊与工作辊尺寸,轴承寿命和弯辊装置计算。
本说明书按照设定的最大轧制力和产品规格参数设计计算了5000mm宽厚板轧机的轧辊的尺寸参数,轴承寿命和的基本参数以及校核,选择了轴承结构与类型,轧辊平衡装置也进行了相关设计计算。
其中轧辊尺寸确定是根据来料的规格尺寸确定的。
轧辊轴承的确定根据轧机在轧制过程中的受力状况,工作条件所确定的。
轧制力的计算采用了艾克伦德公式。
关键词:宽厚板;轧机设计;辊系设计;弯辊装置5000 hot-rolled heavy plate four reversing mill roll systemdesignAbstractWith the development of economy and society, especially in wartime, large warships , large aircraft manufacturing needs , the size requirements for steel is also growing . This gave birth to the people to study and exploration of large rolled . Large heavy plate came into being. On aircraft carriers, surface warships manufacturing right, heavy plate , especially 5 -meter-wide slab demand is huge, thus mushroomed 5m heavy plate mill of the research and production is increasing. A heavy plate production lines, including the breakdown roughing mill , finishing mill , heat pits, cooling devices , cutting machine and so on. The design of the main groups only mill design , the design introduces a heavy plate rolling force 5000mm hot rolling four-high reversing mill , the size of the backup roll and work roll , and roll bending device bearing life calculation . In accordance with the instructions set maximum rolling force and product specifications designed to calculate the dimensions 5000mm heavy plate rolling mill rolls , bearing life and the basic parameters and checking, select the bearing structure and the type of roll balancing devices have also been relevant design calculations. Determine which roll size is determined according to the size of the incoming specifications . Roller bearing is determined during rolling mill according to the stress condition , determined by the working conditions . Rolling force calculation using the formula Ike LundKey Words:Heavy plate mill design; roll system design; roll bending device目录摘要 (I)Abstract (II)1 文献综述....................................................................................................... - 1 -1.1 国内................................................................................................... - 1 -1.1.1 国内宽厚板产业先驱——鞍钢股份有限公司................... - 1 -1.2 国外................................................................................................... - 2 -2 轧辊设计....................................................................................................... - 6 -2.1 轧辊结构与尺寸............................................................................... - 6 -2.1.1 轧辊的结构........................................................................... - 6 -2.1.2 轧辊辊身尺寸....................................................................... - 6 -2.1.3 轧辊辊颈尺寸d和l的确定 ............................................... - 7 -2.2 轧辊力能参数计算........................................................................... - 8 -2.2.1 基本参数............................................................................... - 8 -2.3 轧辊材料选择................................................................................... - 9 -2.4 艾克伦德方法计算轧制时的平均单位压力................................. - 10 -2.4.1 变形阻力............................................................................. - 10 -2.4.2 变形速度............................................................................. - 10 -2.4.3 轧制压力............................................................................. - 11 -2.5 轧辊传动力矩................................................................................. - 12 -2.6 小结................................................................................................. - 13 -3 轧辊强度校核............................................................................................. - 14 -3.1 影响轧辊强度的因素..................................................................... - 14 -3.2 小结................................................................................................. - 17 -4 轧辊轴承..................................................................................................... - 18 -4.1 轴承的选择..................................................................................... - 18 -4.2 轴承寿命计算................................................................................. - 18 -4.3 小结................................................................................................. - 19 -5 轧辊弯辊装置............................................................................................. - 20 -5.1 液压弯辊装置................................................................................. - 21 - 参考文献......................................................................................................... - 22 - 致谢......................................................................................................... - 24 -1 文献综述有句话是这么说的:战争年代,工业的发展速度和创新水平都能得到很大的提高。
四辊初轧轧机的压下机构设计
摘要本次设计的课题是四辊初轧轧机的压下机构设计,主要是对四辊初轧机压下机构的压下螺丝、压下螺母、压下止推轴承进行了改造设计。
通过对四辊轧机压下机构的改造设计,电机通过两级圆柱齿轮减速和一级蜗杆蜗轮减速传动压下螺丝。
压下螺丝和压下螺母选择了合理的机构,压下螺丝传动端选择了花键的结构形式,承载能力大;传动端花键采用了连续压力油润滑,能将润滑油输送到压下螺丝的各个润滑点,便于操作;压下螺丝的止推端部做成凹形,这时,凸形球面止推轴承处于压缩应力状态,可以提高了压下止推轴承的强度。
压下螺母为整体螺母,整体螺母加工制造较为简单,工作可靠。
压下螺母中油孔的设计有利于螺纹的润滑,能有效的提高其使用寿命。
本课题根据螺纹的自锁条件进行了梯型螺纹设计,通过螺纹的自锁设计并增大压下螺丝球面止推轴颈有效防止了压下螺丝的自动旋松,提高了轧制时的辊缝精度。
压下螺丝的止推轴承是推力圆锥滚子止推轴承,推力圆锥滚子轴承比铜垫滑动止推轴承提高承载能力35%左右,在轧制时轧辊弯曲时能实现压下螺丝自位调心。
最后本设计讨论了压下螺丝阻塞事故的动力学机理,提出了操作注意事项。
关键词:四辊轧机;压下机构;压下螺丝;压下螺母;压下止推轴承目录摘要 (1)Abstract (2)1绪论 (4)1.1本课题涉与的内容与国内外的研究现状和动态的综述 (4)1.2选题的依据和意义 (5)1.3本课题有待解决的关键问题 (7)2轧制过程简介 (7)3轧辊与轧制力能参数 (7)3.1轧辊的尺寸参数 (7)3.11轧辊直径和棍身长度的确定方法一 (7)3.1.1.1 轧辊轴颈和辊颈直径的确定 (7)3.1.1.2 轧辊轴颈和辊颈长度的确定 (9)3.1.1.2 轧辊轴颈和辊颈长度的确定 (9)3.12轧辊的直径的棍身长度确定方法二 (10)3.1.2.1 轧辊的棍身长度L和辊径D的确定 (10)3.1.2.2 轧辊轴颈1d和辊颈长度1l的确定 (11)3.1.2.3 轧辊传动端的尺寸 (12)4轧辊材料 (13)4.1常用的轧辊材料 (13)4.1.1合金锻钢 (13)4.1.2合金铸钢 (13)4.1.3铸铁 (13)4.2轧辊材料选择 (13)5总轧制力的计算 (15)5.1平均单位压力的计算 (15)5.1.1 总压力计算的一般公式 (15)5.1.2 影响平均单位压力的因素 (16)5.2 接触面积的确定 (18)5.3 金属变形抗力的确定 (19)5.3.1 金属屈服极限对金属变形抗力的影响 (19)5.3.2 轧制温度对金属变形抗力的影响 (20)5.3.3 轧件变形程度对金属变形抗力的影响 (20)5.3.4 轧制速度对金属变形抗力的影响 (20)5.3.5 热轧时金属实际变形抗力确定 (21)5.4 总轧制力的计算 (22)6 压下部分机构设计 (23)6.1 压下螺丝 (24)6.1.1 压下螺丝外径的确定 (24)6.1.1.1 支撑辊辊颈的计算 (24)6.1.1.2 压下螺丝外径d (25)6.1.2 压下螺丝螺距 (25)6.1.3 压下螺丝螺母尺寸 (26)6.2 压下螺母 (28)6.2.1压下螺母的结构形式 (28)6.2.2 压下螺母的尺寸设计 (30)6.3 止推轴承 (32)6.3.1 止推轴承阻力矩 (34)6.4 压下螺丝的传动力矩 (36)6.5 压下速度 (37)6.6 压下螺丝的自动旋松 (38)6.7 压下螺丝的阻塞事故 (39)6.8 压下装置离合器 (40)6.9 压下螺母润滑 (41)7 总结 (42)8 主要参考文献 (43)9 致谢 (44)10 附录:四辊初轧轧机压下机构设计图纸清单 (45)第一章绪论1.1 本课题涉与的内容与国内外的研究现状和动态的综述设计题目:四辊轧机压下系统机构设计设计的主要内容:完成压下系统的设计计算,合理选择标准件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业论文声明本人郑重声明:1.此毕业论文是本人在指导教师指导下独立进行研究取得的成果。
除了特别加以标注地方外,本文不包含他人或其它机构已经发表或撰写过的研究成果。
对本文研究做出重要贡献的个人与集体均已在文中作了明确标明。
本人完全意识到本声明的法律结果由本人承担。
2.本人完全了解学校、学院有关保留、使用学位论文的规定,同意学校与学院保留并向国家有关部门或机构送交此论文的复印件和电子版,允许此文被查阅和借阅。
本人授权大学学院可以将此文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本文。
3.若在大学学院毕业论文审查小组复审中,发现本文有抄袭,一切后果均由本人承担,与毕业论文指导老师无关。
4.本人所呈交的毕业论文,是在指导老师的指导下独立进行研究所取得的成果。
论文中凡引用他人已经发布或未发表的成果、数据、观点等,均已明确注明出处。
论文中已经注明引用的内容外,不包含任何其他个人或集体已经发表或撰写过的研究成果。
对本文的研究成果做出重要贡献的个人和集体,均已在论文中已明确的方式标明。
学位论文作者(签名):年月关于毕业论文使用授权的声明本人在指导老师的指导下所完成的论文及相关的资料(包括图纸、实验记录、原始数据、实物照片、图片、录音带、设计手稿等),知识产权归属华北电力大学。
本人完全了解大学有关保存,使用毕业论文的规定。
同意学校保存或向国家有关部门或机构送交论文的纸质版或电子版,允许论文被查阅或借阅。
本人授权大学可以将本毕业论文的全部或部分内容编入有关数据库进行检索,可以采用任何复制手段保存或编汇本毕业论文。
如果发表相关成果,一定征得指导教师同意,且第一署名单位为大学。
本人毕业后使用毕业论文或与该论文直接相关的学术论文或成果时,第一署名单位仍然为大学。
本人完全了解大学关于收集、保存、使用学位论文的规定,同意如下各项内容:按照学校要求提交学位论文的印刷本和电子版本;学校有权保存学位论文的印刷本和电子版,并采用影印、缩印、扫描、数字化或其它手段保存或汇编本学位论文;学校有权提供目录检索以及提供本学位论文全文或者部分的阅览服务;学校有权按有关规定向国家有关部门或者机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入学校有关数据库和收录到《中国学位论文全文数据库》进行信息服务。
在不以赢利为目的的前提下,学校可以适当复制论文的部分或全部内容用于学术活动。
论文作者签名:日期:指导教师签名:日期:题目: 2300四辊热轧钢板初轧机的结构设计毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日指导教师评阅书评阅教师评阅书教研室(或答辩小组)及教学系意见摘要在热轧带钢的生产工艺和设备领域内,从全面引进武钢2300mm热轧开始,我们走了近30年的引进、消化、移植的道路。
这种依靠引进技术武装起来的我国轧钢工业不仅不能够使我国成为钢铁强国,而且还会阻碍我国在轧钢工艺与设备方面的技术进步。
就我国在热轧带钢生产这一技术领域内的技术现状、我们的技术积累等进行了分析,并就该领域内面对技术装备国产化战略所应采取的对策和措施提出建议。
为了提高对产品质量的控制能力及实现短流程钢厂的效益最大化而进行了技术改造。
关键词轧钢系统技术改造轧制力热轧带钢工艺设备AbstractIn the field of hot strip production, China has passed a path of import, absorbing and transplantation of foreign technology and equipment for 30 years since import of WISCO 1700 mm hot strip mill. Our steel rolling which is supported by imported technology never makes our country powerful but also restrain our progress in process and equipment development. The strategy and measures, which should be taken for localization of our process and equipment technology are suggested based on the analysis on existing situation.Keywords steel rolling system ; technology reformation; hot strip, technology, equipment毕业论文(设计)用纸目录摘要1Abstract III第1章绪论 (1)1.1轧制的简介 (1)1.2轧制工艺的特点和发展趋势 (1)第2章轧辊的设计 (3)2.1 轧辊 (3)2.1.1工作辊及支承辊的计算 (3)2.1.2钢板轧辊的强度计算 (6)2.2工作辊和支承辊的组合分析 (8)2.2.1四辊轧机轧辊的接触强度计算 (10)第3章轧辊轴承及轴承座 (15)3.1 轧辊轴承 (15)3.2压下装置 (17)第4章轧辊轴承 (25)4.1 轧辊轴承的负荷的性质 (25)4.2结构示例 (26)4.3 滚动轴承装置设计与安装要点 (27)第5章机架 (31)5.1 机架的主要型式 (31)5.2 机架的结构 (31)5.3 机架设计要点 (32)第6章换辊装置 (33)参考文献35致谢36附录137第1章绪论1.1轧制的简介轧制方法是金属材料成型的主要方法,轧制成型的钢材是数量最大的金属材料制品。
冶炼的钢有90%以上要经过轧制工艺才能成为可用的钢材。
轧制钢材与汽车、建筑、能源等国民经济支柱产业密切相关,因此它也是与人民的生活紧密联系的。
由于钢材生产数量大、品种多,广泛应用于国民经济的各个部门,因此冶金工业是国民经济发展的基础产业之一。
上一世纪的后半叶,特别是最后的20多年,在相关学科和技术发展的基础上,轧制技术发展迅速,面貌日新月异,逐渐形成了现代轧制工艺。
1.2轧制工艺的特点和发展趋势当今现代轧制工艺的特点和发展趋势基本可以归纳为如下几个方面:一、大力开发高精度轧制技术提高轧制产品的精度,是用户的需要,也是轧制技术发展的永恒的目标。
产品的精度主要指产品的外形尺寸精度,它是社会主义市场经济发展的需求,也是作为产品的最基本条件。
二、以过程冶金理论为基础,以低合金钢为重点,提高产品的冶金质量,扩大品种轧制过程是赋予金属一定的尺寸和形状的过程,同时也是赋予金属材料一定组织和性能的过程。
因此,轧制过程也是一个冶金过程。
以物理冶金理论为基础,通过材料化学成分的优化和工艺制度的改进,已经大幅度提高了现有钢种的质量,并开发出大量优良的新品种。
三、提高连铸比,大力推广连铸—连扎工艺及短流程技术采用连铸技术可以大幅度降低能耗,提高成材率,提高轧制产品的质量。
四、轧制过程连续化的新进展——无头轧制技术五、采用柔性化的轧制技术在激烈的市场竞争中,为了适应用户多品小批量、短交货期的需要,迫切需要开发柔性化的轧制技术。
六、轧制过程的自动控制和智能控制自动化是现代化轧钢厂提高产品质量的最为重要的手段。
现代化的轧钢厂采用了多种自动化系统进行产品的质量监督和控制。
自动化技术与轧制技术的交叉和融合,将为轧钢厂提高产品质量、降低成本、增加效率提供最为有效的手段。
七、深加工产品的深加工可以用较小的投入带来较大的效益,把产品的最终效益留在钢厂,同时也加强了冶金厂与用户之间密不可分的关系。
产品的深加工包括涂镀、裁剪切分、焊接、冷弯、机械加工、复合等等,方式繁多,效益明显,是极有前景的发展领域。
近年来,产品的深加工领域受到人们越来越多的重视。
第2章轧辊的设计2.1 轧辊φ700/φ1200×2300四辊热轧钢板轧机,将热状态下的碳钢及低合金钢板坯轧成一定规格的板材.工作机座包括辊系、机架部件.压下下衡装置、轧辊的轴向固定装置等。
主传动转置为两十ZD250/83型功率为2050千瓦,转速为60~120转/分的直流电动机,通过万向接轴直接带动工作轧辊。
图1 四辊轧机的工作辊和支承辊2.1.1工作辊及支承辊的计算四辊式轧钢机的轧辊分为工作辊与支承辊,工作辊是用来直按完成轧制过程的,其直径较小;大直径的为支承辊(图1),其作用是改善工作辊的强度及刚度条件。
每个轧辊都由辊身,辊颈及轧辊轴头三郎分组成,钢板轧机的轧辊辊身长度L按被轧钢板的最大宽度确定,则:L= b + a (1—1)b——钢板的最大宽度,毫米a——辊身长度的裕量系数,它决定于钢板的最大宽度。
当b=400—1200毫米时,a = 100毫米;当b > 1200 毫米时, a =200—400毫米。
工作辊直任是按允许咬入角确定,即:min 1cos W h D α∆≥- (1——2) 式中min W D ——重车后的最小工作辊直径,重车率5—7%;∆h ——绝对压下量;α ——允许咬入角,对热轧钢板为α=18-22度。