模具抛光(Polishing)
模具表面处理术语中英文对照表

模具表面处理术语中英文对照表全文共四篇示例,供读者参考第一篇示例:模具表面处理是模具制造中非常重要的一环,可以有效提高模具的使用寿命、生产效率和产品质量。
在模具表面处理中,有许多术语是需要掌握的,下面将为大家整理一份关于模具表面处理术语的中英文对照表,以便读者更好地了解模具表面处理技术。
1. 抛光polishing2. 研磨grinding3. 喷砂sandblasting4. 酸洗acid etching5. 激光处理laser treatment6. 防腐anti-corrosion7. 硬化hardening8. 渗碳carburizing9. 氮化nitriding10. 镀层coating11. 熔射spraying12. 电镀electroplating13. 氧化oxidation14. 磨削machining15. 铣削milling16. 铣床milling machine17. 雕刻engraving18. 抛光布polishing cloth19. 抛光机polishing machine20. 喷砂机sandblasting machine这些术语涵盖了模具表面处理过程中常见的技术及工具,掌握这些术语可以帮助工程师和技术人员更好地沟通和了解模具表面处理过程。
在实际的模具制造中,根据模具的具体需求和材料特性,选择合适的表面处理技术和方法是非常重要的,只有这样才能确保模具的质量和性能。
除了上述列举的术语以外,模具表面处理还涉及到许多其他技术和工艺,比如热处理、包覆、喷涂、抛光等。
在实际操作中,需要根据具体情况选择合适的表面处理方法,并严格按照操作规程执行,以确保模具的质量和稳定性。
第二篇示例:模具是用来成型制品的工具,模具表面处理是指对模具表面进行改善、增强或修复处理以提高模具使用寿命、提高制品质量和生产效率的过程。
模具表面处理术语的中英文对照表可以帮助我们更好地理解和使用模具表面处理技术。
模具表面处理种类与规格
抛光(Polish) 火花纹(Thin Fire Texture) 化学蚀纹(Texture)
蚀纹处理和模具斜度
电镀(Plating) 喷砂(Blasting)
抛光(Polish)
பைடு நூலகம்
SPI - Society of the Plastics Industry 塑料工业协会
Diamond Mold Polishing & Finishing Specifications
0.0508
0.0762 0.1143 0.0762 0.0762 0.0508 0.0889 0.1524 0.0635 0.0508 0.0635
MT-11140
MT-11150 MT-11160
0.0635
0.0698 0.1016
蚀纹处理和模具斜度的关系
Mold-Tech A Mold-Tech B
Ptn.# MT-11200 MT-11205 MT-11210 MT-11215 MT-11220 MT-11225 MT-11230 MT-11235 MT-11240 MT-11245 MT-11250 MT-11255 MT-11260 MT-11265 MT-11270 MT-11275 MT-11280
Plaque #7 Ptn.# Depth(mm) MT325 0.003 MT964 0.003 MT1038 0.002 MT1043 0.002 MT1170 0.0025 MT1192 0.0015 MT1239 0.003 MT1240 0.003 MT1241 0.002 MT1242 0.002 MT1243 0.002 MT1244 0.0025 MT1250 0.003 MT2019 0.0025 MT2020 0.002 MT2028 0.0025 23053 0.002 23064 0.0015
模具加工方法英语词汇大全

模具加工方法英语词汇大全在模具加工领域,掌握相关英语词汇是非常重要的。
本文将为你提供一个模具加工方法英语词汇大全,帮助你更好地理解和交流相关的知识。
1. 模具加工方法基础词汇Mold (模具)•Cavity: 空腔•Core: 芯子•Ejector Pins: 推杆•Draft Angle: 脱模锥度•Runner: 浇口Machining (加工)•Milling: 铣削•Turning: 车削•Drilling: 钻削•Grinding: 磨削•Boring: 镗削Surface Treatment (表面处理) •Polishing: 抛光•Electroplating: 电镀•Anodizing: 阳极氧化•Coating: 涂层•Sandblasting: 喷砂Measurement (测量)•Caliper: 卡尺•Micrometer: 千分尺•Height Gauge: 高度规•CMM (Coordinate Measuring Machine): 三坐标测量机•Profile Projector: 轮廓投影仪2. 模具加工方法高级词汇CNC Machining (数控加工)•CNC Milling: 数控铣削•CNC Turning: 数控车削•CNC Grinding: 数控磨削•CNC Wire EDM (Electrical Discharge Machining): 数控线切割•CAM (Computer-ded Manufacturing): 计算机辅助制造Injection Molding (注塑)•Mold Design: 模具设计•Mold Flow Analysis: 模流分析•Mold Temperature Control: 模具温度控制•Gate Design: 浇口设计•Venting: 排气Die Casting (压铸)•Die Design: 压铸模具设计•Die Lubrication: 压铸模具润滑•Die Casting Defects: 压铸缺陷•Cold Chamber Die Casting: 冷室压铸•Hot Chamber Die Casting: 热室压铸Stamping (冲压)•Progressive Die: 渐进模具•Blanking: 冲裁•Piercing: 穿孔•Bending: 弯曲•Deep Drawing: 深冲3. 模具加工方法其他相关词汇Mold Materials (模具材料)•Tool Steel: 工具钢•Stnless Steel: 不锈钢•Aluminum: 铝•Copper: 铜•Plastic: 塑料Mold Components (模具部件)•Guide Pins: 导柱•Ejector Sleeves: 推杆套筒•Sprue Bushing: 浇口套筒•Inserts: 嵌件•Lifter: 脱模销Mold Mntenance (模具维护)•Cleaning: 清洁•Lubrication: 润滑•Repr: 修复•Storage: 存储•Replacement: 更换以上是一个模具加工方法英语词汇大全,涵盖了基本和高级词汇以及其他相关词汇。
模具消光 英语术语
模具消光英语术语全文共四篇示例,供读者参考第一篇示例:模具消光是一种模具表面处理的工艺,主要是通过一系列的化学处理方法,使模具表面呈现一种类似于哑光的效果,从而提高模具的质感和美观度。
模具消光在很多行业中都有广泛的应用,如汽车制造、家电制造、日用品制造等。
模具消光的英语术语为"Mold Matte"。
在模具制造行业中,"Mold Matte"通常指的是一种特殊的表面处理方法,可以使模具表面呈现出类似于哑光的效果。
这种处理方法通常通过化学腐蚀、打磨、喷砂等工艺来实现,从而使模具表面呈现出一种均匀、细腻的磨砂效果。
这种表面处理不仅可以提高模具的质感和美观度,还可以减少模具表面的反光,避免光线反射对产品质量的影响。
模具消光的技术要求比较高,需要具备一定的化学知识和技术经验。
需要选择合适的消光剂和工艺流程,以保证模具表面处理的效果和质量。
需要掌握合适的处理工艺,如化学腐蚀、打磨、喷砂、抛光等,以确保模具表面的平整度和质感。
还需要注意处理过程中的细节问题,如处理时间、温度控制、工艺参数等,以确保处理效果符合要求。
第二篇示例:模具消光是一种常见的模具表面处理技术,通过去除模具表面的光泽,使其呈现出哑光或半哑光的效果。
这种处理方法通常被广泛应用于模具制造行业中,以提高产品质量和使用寿命。
模具消光的主要目的是提高产品的质感和美观度。
在很多情况下,产品的外观光泽度过高或不合适,会影响产品的观感和使用体验。
通过对模具表面进行消光处理,可以让产品更加符合设计要求,增加产品的视觉吸引力。
在模具消光过程中,通常会采用一些特定的工艺和材料。
最常用的方法是采用磨削、打磨、喷砂等方式对模具表面进行处理,去除表面的光泽。
还可以使用一些特殊的化学药剂或涂层材料来实现消光效果。
除了提高产品质感外,模具消光还具有一些其他重要的作用。
它可以增加产品的防腐蚀性能,延长模具使用寿命。
消光处理还可以减少反光和眩光,提高产品在强光环境下的可视性。
塑胶模具镜面抛光等级标准
塑胶模具镜面抛光等级标准Mirror polishing is a crucial step in the production of plastic molds, as it enhances the appearance and quality of the final product. Mirror polishing is a process that involves using progressively finer abrasives to achieve a smooth, shiny finish on the surface of the mold. This level of polish is typically required for molds that will be used to produce high-quality plastic parts with a flawless finish.镜面抛光对于塑胶模具的生产是非常关键的一步,因为它可以提升最终产品的外观和质量。
镜面抛光是一个过程,涉及使用逐渐细化的磨料来实现模具表面的光滑、闪亮的光洁效果。
通常需要这种抛光水平的是用于生产具有无瑕疵表面的高质量塑胶零件的模具。
The level of mirror polish achieved on a plastic mold is typically measured using specific standards and criteria. These standards outline the desired finish quality, such as the smoothness, reflectivity, and uniformity of the surface. The most commonly used standard for mirror polishing in the mold-making industry is the SPI (Society of the Plastics Industry) finish guide, which provides visual examples and descriptions of different levels of polish.通常情况下,可以使用特定的标准和标准来衡量塑胶模具上实现的镜面抛光水平。
模具抛光等级
模具抛光等级
模具抛光等级
模具抛光等级是用来衡量模具表面光洁度的技术标准,表示模具抛光的效果程度和抛
光质量的一种评价指标。
模具表面抛光等级,是通过观察磨光表面来判定磨光结果和磨光度。
模具抛光等级一共有7个等级,分别是I、II、III、IV、V、VI、VII,排列由低到高。
一级:表面较粗糙,不需要做任何抛光,通常是外型零件表面的自然状态,有明显的
斜面和划痕,可以直接到进行油漆,但是要求质量较低的表面。
二级:物理保护处理(TPP)和机械打磨处理(PMP)是最常用的抛光工艺。
其结果是,表面划痕减少,表面有一定的亮度,可以达到满足基本外观要求,但要求质量较低或中等
的表面外观。
三级:主要机械抛光,处理结果是表面光洁度有一定的改善,表面亮度有提高,划痕
状态大大减少,可以达到一般要求,但是高精度要求还未能满足。
四级:处理方式是钝化研磨处理+气动抛光+叠加抛光,结果造型精度处于一定水平,表面光度有显著改善,表观样式美观。
五级:机械抛光、化学抛光和化学预处理处理,处理结果表面光度显著改善,质量一
般属于高品质的表面,达到一定的标准,满足一定的要求。
六级:处理方式是重磨处理、化学预处理,气动除尘+气动抛光+化学抛光,处理效
果是表面光洁度除去接触划痕和浮动模有显著改善,表面亮度约90%光洁,且抛光后具有
长期持久的蓝色现象。
七级:处理方式有重磨处理、气动抛光+化学抛光、固态抛光,处理结果是表面光度
显著改善,无明显接触划痕和浮动模,表面达到所需光度95%-98%,少数表面达到极高亮度,镜面抛光效果达到原子镜水准,满足特殊要求的高精度表面处理。
模具专业词汇中英文对照表

模具专业词汇中英文对照表1. 模具材料(Mould Materials)•合金钢(Alloy Steel)•不锈钢(Stnless Steel)•工具钢(Tool Steel)•铸造铁(Cast Iron)•铝合金(Aluminum Alloy)•铜合金(Copper Alloy)•硅橡胶(Silicone Rubber)•塑料(Plastic)•陶瓷(Ceramic)2. 模具零件(Mould Components)•模板(Mold Base)•注塑装置(Injection Unit)•顶出器(Ejector)•气嘴(Nozzle)•间隙(Clearance)•提位器(Lifter)•滑块(Slide)•定位圈(Locating Ring)•膜背(Backing Plate)•挡块(Stop Block)•压板(Clamp Plate)•冷却管(Coolant Pipe)•驱动装置(Drive Unit)3. 模具制造工艺(Mould Manufacturing Process)•设计(Design)•切割(Cutting)•加工(Machining)•组装(Assembly)•调试(Debugging)•精修(Finishing)•表面处理(Surface Treatment)•检查(Inspection)•试产(Trial Production)4. 模具加工方式(Mould Processing Methods)•铣削(Milling)•磨削(Grinding)•拉刀(Planing)•镗削(Boring)•钻孔(Drilling)•线切割(Wire Cutting)•抛光(Polishing)•火花加工(EDM)5. 模具设计要点(Key Points in Mold Design)•壁厚(Wall Thickness)•浇注系统(Gating System)•冷却系统(Cooling System)•排气(Venting)•气罩(Bubbler)•顶杆(Ejector Pin)•脱模斜度(Draft Angle)•零件坯料与尺寸(Blank and Dimensions)•对位方式(Alignment Method)•衬套(Insert)•翻制(Flip Mold)•分模(Split Mold)6. 模具维护与保养(Mold Mntenance)•模具清洁(Mold Cleaning)•润滑(Lubrication)•排浆(Purging)•磨损修复(Wear Repr)•抛光修复(Polish Repr)•零件更换(Component Replacement)•修复记录(Repr Record)•数字化管理(Digital Management)7. 模具常见故障及解决方法(Common Mold Faults and Solutions)•翘曲(Warping)•缺陷(Defects)•泛油(Flash)•磨损(Wear)•烧坏(Burning)•掉件(Part Ejection)•插损(Insert Damage)以上仅是模具专业领域常用词汇的一个简单对照表。
压铸 常用英文词汇 V5
压铸常用英文词汇 V5广东文灿压铸有限公司Wencan die casting Co., Ltd常用英语术语列表List of die casting terms and vocabularies( 2011-9-23 re-edit V6)1.新产品以及模具开发 products and tooling developing 2D/3D drawing 平面图/3维图bump among products 货与货之间碰撞capital equipment 资本设备, 固定设备chamfering倒角classification 分类、级别datums 基准datum level 基准水平面datum line 基准线datumplane 【测】基(准)面design/process FMEA D设计/P过程FMEAdie casting 压铸die fabrication 模具加工Die location layout 工模排位图Die polished 省模Die trial 试模electrode for EDM 放电用铜公machining by CNC wire-cut machine 线切割加工machining by electric discharge machine ( EDM ) 电蚀火花加工potential effects of failure 潜在失效后果potential failure mode 潜在失效模式rib and corner 筋肋和尖角subcontractor 外包商set die-casting parameter/locking force/ injection force/injection velocity/shot time/volume of release agent/die-open time/ ejector time/pressurerating/metaltemperature/ control temperature/ operation according to WI按工作指示设定压铸参数/锁模力/射料力/射料速度/打锤时间/喷雾量/开模时间/顶出时间/压力参数/料温/控制温度/按照作业指导书作业;thermal expansion 热膨胀2(热处理 heat treatmentair cooling 空气冷却annealing 退火carbonization 碳化case hardening 表面硬化,表面淬硬full annealing 完全退火1heat treatment 热处理metallographic structure 金相组织 metallographic test 金相试验quenching 淬火residual stress 残余应力tempering 回火3(压铸设备及模具 die casting machine and die toolingangle pin 斜导销biscuit /slug 料饼/余料blister 气泡burner 燃烧器casting area最大压铸面积casting insert 铸件镶件casting fin铸件飞边, 铸件披缝, 铸件周缘翅片 cavity fill time 充型时间cavity insert 型腔镶块cavity 型腔center furnace 中央熔炉clamp force max. 最大压力coefficient 系数cold chamber machine 冷压室压铸机 cold/hot chamber pressure die-casting machine 冷/热室压铸机contraction 收缩core slides/core 活动抽芯(型芯) cover die half(stationary half )/ ejector die half (moveable half ) 前(定)模/后(动)模crucible furnace 坩埚炉crucible pot 坩埚degassing 除气/去气delivery rate;pouring rate 充型流速/浇注速度design of gating system 浇注系统设计 die layout模具排位图die life 模具寿命die stroke 开模行程draft 拔模斜度ejector force顶出力ejector pad 顶针痕ejector pin 顶针ejector stroke 顶出行程feeding 补缩foundry returns 回炉料gating/running system 浇注系统 holding furnace 保温炉ingate 内浇道injection plunger 压射冲头ladle 浇包2locking force 锁模力machine platen 压铸机模板 moving/fixed platen 动/定模板maximum/minimum die height 最大/最小压模厚度metal fluidity (金属)流动性 molten metal 熔化金属nitrogen pressure 氮气压力 normal pressure工作压力numerical simulation of casting solidification 铸件凝固数值模拟opening time 留型时间/开型时间 overflow 溢流槽/ 渣包production die 量产模prototype die 样板模refining 精炼refining agent 精炼剂remelting 重熔riser/feeder head 冒口runner 横浇道runner/gate 流道/浇口scrap 废金属料secondary alloy 再生合金 shot sleeve 司筒,压射室size of die platen 模板尺寸 slag 熔/炉渣sludge/dross 沉/浮渣solidification 凝固sprue pin(spreader) 直浇道锥(分流器)spure 直浇道die frame 模架tangential runner 切向横浇道 tie bar 哥林柱/导柱/拉杆 total melting loss 熔炼损耗率熔损、烧损trim die 冲模vent 排气口water cooling channel 冷却水通道4(压铸工艺与后加工工艺 die casting and secondary processalloy component assay report 合金成份化验报告appearance外观center furnace 中央溶炉 characteristics 特性degating 冲水口die casting 压铸parting line 分型线polishing/buffing 磨/抛光 polishing 抛光、磨光3polishing/cotton wheels 抛光用布轮 removing burrs round pads of ejector pin 刮项针位批锋removing parting line flash 磨分型线sanding wheels 砂布轮5(精加工工艺 machining process boring 镗精加工 fine maching ; 粗加工 rough maching drill bit 钻头卧式加工中心Horizontal machining center chuck 车床卡盘,夹具立式加工中心vertical machining center cutting tools刀具external/internal thread 外/内螺纹file 锉form tool 成型刀grind 磨jig/fixture 夹具lathe 车床left-hand thread左旋螺纹length of thread engagement螺纹旋合长度 loose thread滑牙machining accuracy加工精度machining allowance of casting 铸件机械加工余量 machining allowance 加工余量machining error加工误差mandrel 机加工芯轴mill 铣minor diameter小径parallel screw thread圆柱螺纹pitch diameter中径pitch螺距plane 刨,Reaming铰孔right-hand thread 右旋螺纹rolled threads 挤牙root diameter底径screw thread 螺纹tapping 攻牙tight thread牙紧uncompleted tapping 牙不完整6(表面处理 surface treatmenta mixture of 2 parts water and 3 parts oil 2分水3分油混合acid dip/pickling 酸洗acid 酸水alkali cleaning 碱洗Anodizing 阳极氧化baking 烘干4blueing /chemical oxide 钢铁发蓝/化学氧化 chemical pretreatment 化成处理chromating 铬化clear black e-coatings透明黑色泳漆 clear chroming 无色铬化colored passivation 彩色钝化 concentration 浓度dedusting 除尘degreasing 脱脂,除油descaling 刻蚀dipping 浸渍electrophoresis 电泳electrophoretic coating 电泳漆electroplating hard chrome 镀硬铬electrostatics powder coatings 静电粉沫喷涂 E-plating 电镀hexavalent chromium 六价铬impregnation 浸渗mechanical polishing机械抛光neutralization 中和PAD printing/silk screening 移印/丝印passivating 钝化phosphating 磷化resin 树脂rinsing 过清水Roughtening 粗化spray powder 喷粉taking down 下挂trivalent chromium 三价铬ultrasonic clean 超声波清洗wiping with toluene 抹天那水salt spray testing 盐雾试验7(品质控制 quality control appearance full-inspection 外观全检collection 回收evaluation / measurement technique 评价/测量技术 first inspection for 5 shots 首检5件Freq=frequency 次数incoming quality sampling inspection report 来料质量抽查报告interprocess quality sampling inspection report 工序间质量抽查报告pile products up due to laying in disorder 摆放不正确堆积产品processing tour-inspection 制程巡回检查 product/process specification /tolerance 产品/过程规范/公差 projector 投影仪QC tour-inspection QC巡检quality final-inspection report 最终检验质量报告5quality first piece inspection report 质量首件检查报告quality traceability analysis report 质量追踪分析表return to supplier 退回供应商 sampling inspection 抽检self-inspection 自检Special Char. class 特殊特性分类 spot check 抽样检查visual standard 外观标准workmanship standard 工作质量标准8.质量缺陷常用语 defects air tightness 气密性blister/pimple/bubble 起泡bumps 碰伤caniniform/dentate狗牙casting fin铸件飞边, 铸件披缝, 铸件周缘翅片 cold lap 冷隔cold shut 冷纹Contamination 污染dirt pits 尘点distortion/deformation 变形double skin 重皮ejector marks raised or depressed 顶针位凹凸elephant skin皱皮entrapped slag;slag inclusion 夹渣 filling to excess 多料flow mark 流痕/波纹 flow line incomplete filling 缺料incorrect casting form 形状不合格 indentation 印痕/凹痕internal quality of casting 铸件内在质量 micro-shrinkage;porosity 疏松【显微疏松】 off dimension;off size 尺寸不合格 oil marks 油渍orange peel 桔皮缺陷out of size 尺寸不符oxidation 氧化partial breakage of a casting 崩料 peeling 电镀脱皮pinhole针孔pits 面麻porosity 砂孔roughness 粗糙sand inclusion 砂眼scratches 划痕/刮伤shrinkage 缩水slag 炉渣6stain 污渍texturing 致密性thermal shrinkage crack (on product) (产品中的)热缩裂raised crack mark line (on product) (产品表面凸起的龟裂线) visual quality of casting 铸件外观质量 void 砂眼/气孔warpage 挠曲yellowing发黄yield of casting 铸件合格品率missrun 欠铸9. 压铸件试验常用语 testing adhesion 附着性deflection 挠度elastoplasticity 弹塑性elongation 延伸率extend 延伸film thickness 涂膜厚度film thickness gauge 膜厚仪 flexibility 屈曲挠性hardness 硬度heat impact test 热冲击试验high humidity test 高湿测试humidity resistance 耐湿impact resistance 抗冲击力impact strength 冲击性measuring adhesion by tape test 胶带附着力测试neutral salt-spray NSS test 中性盐雾 residual stress 残余应力spraying viscosity 喷涂粘度 strengthen 加强、巩固tension 拉紧、张力viscosity 粘度water resistance 耐水性yield strength 屈服强度mechanical property 力学性能 chemical analysis 化学成份10.测量工具常用语 measurement and gaugeAltitude gauge 高度仪average 平均值Block Gauge 块规Bore Gauge 孔规Clearance gauge 塞尺/间隙规CMM 三坐标测试仪Depth Micrometer 深度千分尺 Digital caliper 电子卡尺Digital Height Gauge 数字高度测量仪7durometer/hardness meter 硬度计 Electric/digital Balance 电子称Electroplating THK.Tester 电镀厚度测试仪 equipment variation 设备变差gage repeatability and reproducibility report 量具的R&R重复性和再现性报告go-no-go gauge “过” -- “不过” 验规通-止规 HRC/HV Hardness Tester 洛/维氏硬度仪 Rockwell testingimpact tester 冲击仪Inside/outer Micrometer 内/外径千分尺 measurement unit analysis 测量设备分析 Micrometer Calipers 千分卡尺Microscope 显微镜 metallographic microscope 金相显微镜Multimeter 万用表 electric universal testing 电子万能试验机normal distribution curve 正态分布曲线 number of parts 零件数量number of trials 实验次数one range 单极差part variation 零件变差pin gauge 针规Plug gage 塞规Projector 投影仪 Optical image 光学影像测量仪 range 公差带range control chart 极差控制图repeatability 重复性reproducibility再现性Ring Gauge 环规spectrometer 光谱仪Thermometer 温度计Thread Gauge 螺纹规thread plug gage螺纹塞规Torque Meter 力矩计total variation 总变差Twisting Meter 转扭力仪Vernier Caliper 游标卡尺viscosimeter 粘度计visual check 目测witness mark (测量)参考(标)点endoscope 内窥镜11. 形位公差常用语 tolerance angularity 倾斜度角度aperture 孔径basic dimension 基本尺寸basic size 基本尺寸c/c =between centers 中心距centricity中心circular runout 圆跳动circularity 圆度 roundness8concentricity 同轴度同心度conical 圆锥形的coordinate data 坐标数据coordinate dimensioning 坐标尺寸 cylindricity 圆柱度datum/feature/point/line/ plane/axis 基准/特征/点/线/平面/轴线deviation偏差diameter/radius 直径/半径draft angle 拔模斜度ellipse 椭圆excentricity 偏心距(率)flatness 平面度geometric dimensioning 几何尺寸 fit/clearance fit/interference fit/ transition fits 配合/间隙配合/过盈配合/过渡配合M/LMC=maximum/least material condition 最大/小材料状态nominal diameter 公称直径oblong 长方形oblong hole 椭圆孔ovality 圆锥度(变形)parallelism 平行度perpendicularity 垂直度position 位置度profile of a line 线轮廓度profile of a surface 面轮廓度reference frame 坐标系right angle 直角rounds/fillets draft 外圆角/内圆角拔模斜度 square 正方形standard/ precision tolerance 标准/精度公差 straightness 直线度symmetry 对称度theoretical size 理论正确尺寸thickness厚度tolerance/value 公差/值top/side/ end view 顶/测/端视图 total runout 全跳动unilateral/bilateral tolerance 单/双边公差 upper/lower deviation 上/下偏差 12.包装和包装材料 package bar code 条形码blister plate/PVC tray 吸塑罩bubble bag 气泡袋closed /sealed poly bag 封口胶袋 corrugated cardboard/sheet波纹隔板corrugated egg-crate carton 瓦楞蛋格卡通箱 foam bag 珍珠棉袋forktruck 叉车9GW gross weight /NW net weight 毛/凈重 If wooden pallet, the certificate of disinfection for pallet 如果是木制卡板要有卡板消毒熏蒸证明in egg tray with carton packages 卡通箱及其蛋格 item/ sales consumer pack 单件装label 包装标识logo polybag 有唛胶袋multipack 多件装outside dimensions 长x宽x高 length x width x height 外部尺寸packaging materials 包装材料packaging strapping/PP-straps包装带pad separator; clapboard; partition board/sheet 隔板 pallet 卡板plastic container 胶箱shrinkage package 吸塑包装single/double/3 regular slotted carton/box 单/双/三坑纸箱 styrofoam 聚苯乙烯泡沫塑料白色泡沫 tissue papper 拷贝纸transparent plastic film circle the pallet/stretch poly wrap 透明膜保鲜纸unitload pallet 整卡装wrappage 包装材料13.生产控制计划 production control control plan 控制计划core team 核心小组date Rev. 日期修订date orig. 日期编制each batch 每批Inform line/team leader/ supervisor/manager to shut down and recheck 通知生产拉/组长/主管/经理,停机再检查machine adjustment 调机machine, device, jig, tools for Mfg. 生产工艺装备 material identification 物料标识mounting die 安装模具mounting die inspection sheet 模具安装检查清单 once every operation 每次开机part /process number 零件/过程编号part name/description 零件名称/描述pre-launch 试生产process 过程process name/operation description 过程名称/操作描述 reaction plan反应计划refer to CP 参考控制计划14.优质浇口设计七步法 gate design10优质浇口设计七步法The Seven Steps To A Quality Gating Design第一步确定铸件质量等级。
002个人总结:抛光(polishing)原理及其分类(含思维导图)
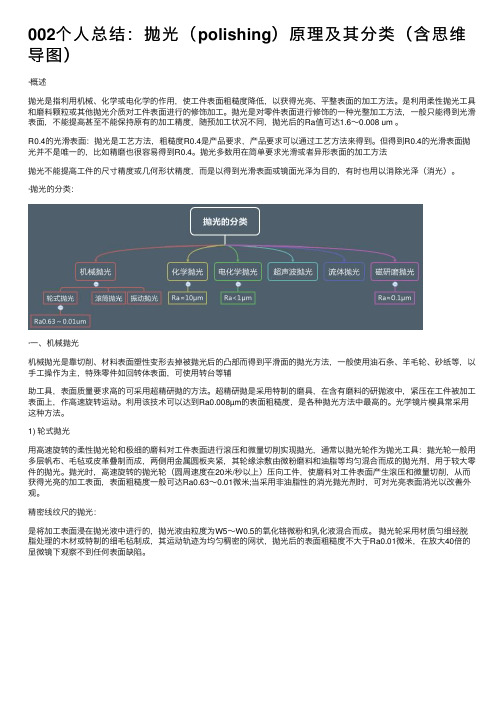
002个⼈总结:抛光(polishing)原理及其分类(含思维导图)·概述抛光是指利⽤机械、化学或电化学的作⽤,使⼯件表⾯粗糙度降低,以获得光亮、平整表⾯的加⼯⽅法。
是利⽤柔性抛光⼯具和磨料颗粒或其他抛光介质对⼯件表⾯进⾏的修饰加⼯。
抛光是对零件表⾯进⾏修饰的⼀种光整加⼯⽅法,⼀般只能得到光滑表⾯,不能提⾼甚⾄不能保持原有的加⼯精度,随预加⼯状况不同,抛光后的Ra值可达1.6~0.008 um 。
R0.4的光滑表⾯:抛光是⼯艺⽅法,粗糙度R0.4是产品要求,产品要求可以通过⼯艺⽅法来得到。
但得到R0.4的光滑表⾯抛光并不是唯⼀的,⽐如精磨也很容易得到R0.4。
抛光多数⽤在简单要求光滑或者异形表⾯的加⼯⽅法抛光不能提⾼⼯件的尺⼨精度或⼏何形状精度,⽽是以得到光滑表⾯或镜⾯光泽为⽬的,有时也⽤以消除光泽(消光)。
·抛光的分类:·⼀、机械抛光机械抛光是靠切削、材料表⾯塑性变形去掉被抛光后的凸部⽽得到平滑⾯的抛光⽅法,⼀般使⽤油⽯条、⽺⽑轮、砂纸等,以⼿⼯操作为主,特殊零件如回转体表⾯,可使⽤转台等辅助⼯具,表⾯质量要求⾼的可采⽤超精研抛的⽅法。
超精研抛是采⽤特制的磨具,在含有磨料的研抛液中,紧压在⼯件被加⼯表⾯上,作⾼速旋转运动。
利⽤该技术可以达到Ra0.008µm的表⾯粗糙度,是各种抛光⽅法中最⾼的。
光学镜⽚模具常采⽤这种⽅法。
1) 轮式抛光⽤⾼速旋转的柔性抛光轮和极细的磨料对⼯件表⾯进⾏滚压和微量切削实现抛光,通常以抛光轮作为抛光⼯具:抛光轮⼀般⽤多层帆布、⽑毡或⽪⾰叠制⽽成,两侧⽤⾦属圆板夹紧,其轮缘涂敷由微粉磨料和油脂等均匀混合⽽成的抛光剂,⽤于较⼤零件的抛光。
抛光时,⾼速旋转的抛光轮(圆周速度在20⽶/秒以上)压向⼯件,使磨料对⼯件表⾯产⽣滚压和微量切削,从⽽获得光亮的加⼯表⾯,表⾯粗糙度⼀般可达Ra0.63~0.01微⽶;当采⽤⾮油脂性的消光抛光剂时,可对光亮表⾯消光以改善外观。
模具表面处理种类及规格

Fine Fine Medel Grov
符号 VDI12 VDI15 VDI18 VDI21 VDI24 VDI27 VDI30 VDI33 VDI36 VDI39 VDI42 VDI45
粗糙度 Ra 0.40 Ra 0.50 Ra 0.80 Ra 1.12 Ra 1.60 Ra 2.24 Ra 3.15 Ra 4.50 Ra 6.30 Ra 9.00 Ra 12.5 Ra 18.0
SPIB-1
SPIC-1
SPID-1
SPIA-2
(良好脱模和外观)
SPIB-2
SPIC-2
SPID-2
SPIA-3
(良好脱模,外观无 需高光)
SPIB-3
SPIC-3
SPID-3
火花纹(Thin Fire Texture)
号码
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
MT Specification
单位:mm
咬花深度
0.0102
0.0254
0.0381
0.0508
0.0762
0.1143
0.0762
0.0762
0.0508
0.0889
0.1524
0.0635
0.0508
0.0635
0.0635
0.0698
0.1016
Ptn.# MT-11000 MT-11010 MT-11020 MT-11030 MT-11040 MT-11050 MT-11060 MT-11070 MT-11080 MT-11090 MT-11100 MT-11110 MT-11120 MT-11130 MT-11140 MT-11150 MT-11160
压铸 常用英文词汇 V5

广东文灿压铸有限公司Wencan die casting Co., Ltd常用英语术语列表List of die casting terms and vocabularies( 2011-9-23 re-edit V6)1.新产品以及模具开发products and tooling developing2D/3D drawing 平面图/3维图bump among products 货与货之间碰撞capital equipment 资本设备, 固定设备chamfering倒角classification 分类、级别datums 基准datum level 基准水平面datum line 基准线datumplane 【测】基(准)面design/process FMEA D设计/P过程FMEAdie casting 压铸die fabrication 模具加工Die location layout 工模排位图Die polished 省模Die trial 试模electrode for EDM 放电用铜公machining by CNC wire-cut machine 线切割加工machining by electric discharge machine ( EDM ) 电蚀火花加工potential effects of failure 潜在失效后果potential failure mode 潜在失效模式rib and corner 筋肋和尖角subcontractor 外包商set die-casting parameter/locking force/ injection force/injection velocity/shot time/ volume of release agent/die-open time/ ejector time/pressure rating/metal temperature/ control temperature/ operation according to WI按工作指示设定压铸参数/锁模力/射料力/射料速度/打锤时间/喷雾量/开模时间/顶出时间/压力参数/料温/控制温度/按照作业指导书作业;thermal expansion 热膨胀2.热处理heat treatmentair cooling 空气冷却annealing 退火carbonization 碳化case hardening 表面硬化,表面淬硬full annealing 完全退火heat treatment 热处理metallographic structure 金相组织metallographic test 金相试验quenching 淬火residual stress 残余应力tempering 回火3.压铸设备及模具die casting machine and die toolingangle pin 斜导销biscuit /slug 料饼/余料blister 气泡burner 燃烧器casting area最大压铸面积casting insert 铸件镶件casting fin铸件飞边, 铸件披缝, 铸件周缘翅片cavity fill time 充型时间cavity insert 型腔镶块cavity 型腔center furnace 中央熔炉clamp force max. 最大压力coefficient 系数cold chamber machine 冷压室压铸机cold/hot chamber pressure die-casting machine 冷/热室压铸机contraction 收缩core slides/core 活动抽芯(型芯)cover die half(stationary half )/ ejector die half (moveable half ) 前(定)模/后(动)模crucible furnace 坩埚炉crucible pot 坩埚degassing 除气/去气delivery rate;pouring rate 充型流速/浇注速度design of gating system 浇注系统设计die layout模具排位图die life 模具寿命die stroke 开模行程draft 拔模斜度ejector force顶出力ejector pad 顶针痕ejector pin 顶针ejector stroke 顶出行程feeding 补缩foundry returns 回炉料gating/running system 浇注系统holding furnace 保温炉ingate 内浇道injection plunger 压射冲头ladle 浇包locking force 锁模力machine platen 压铸机模板moving/fixed platen 动/定模板maximum/minimum die height 最大/最小压模厚度metal fluidity (金属)流动性molten metal 熔化金属nitrogen pressure 氮气压力normal pressure工作压力numerical simulation of casting solidification 铸件凝固数值模拟opening time 留型时间/开型时间overflow 溢流槽/ 渣包production die 量产模prototype die 样板模refining 精炼refining agent 精炼剂remelting 重熔riser/feeder head 冒口runner 横浇道runner/gate 流道/浇口scrap 废金属料secondary alloy 再生合金shot sleeve 司筒,压射室size of die platen 模板尺寸slag 熔/炉渣sludge/dross 沉/浮渣solidification 凝固sprue pin(spreader)直浇道锥(分流器)spure 直浇道die frame 模架tangential runner 切向横浇道tie bar 哥林柱/导柱/拉杆total melting loss 熔炼损耗率熔损、烧损trim die 冲模vent 排气口water cooling channel 冷却水通道4.压铸工艺与后加工工艺die casting and secondary process alloy component assay report 合金成份化验报告appearance外观center furnace 中央溶炉characteristics 特性degating 冲水口die casting 压铸parting line 分型线polishing/buffing 磨/抛光polishing 抛光、磨光polishing/cotton wheels 抛光用布轮removing burrs round pads of ejector pin 刮项针位批锋removing parting line flash 磨分型线sanding wheels 砂布轮5.精加工工艺machining processboring 镗精加工fine maching ; 粗加工rough maching drill bit 钻头卧式加工中心Horizontal machining center chuck 车床卡盘,夹具立式加工中心vertical machining center cutting tools刀具external/internal thread 外/内螺纹file 锉form tool 成型刀grind 磨jig/fixture 夹具lathe 车床left-hand thread左旋螺纹length of thread engagement螺纹旋合长度loose thread滑牙machining accuracy加工精度machining allowance of casting 铸件机械加工余量machining allowance加工余量machining error加工误差mandrel 机加工芯轴mill 铣minor diameter小径parallel screw thread圆柱螺纹pitch diameter中径pitch螺距plane 刨,Reaming铰孔right-hand thread 右旋螺纹rolled threads 挤牙root diameter底径screw thread 螺纹tapping 攻牙tight thread牙紧uncompleted tapping 牙不完整6.表面处理surface treatmenta mixture of 2 parts water and 3 parts oil 2分水3分油混合acid dip/pickling 酸洗acid 酸水alkali cleaning 碱洗Anodizing 阳极氧化baking 烘干blueing /chemical oxide 钢铁发蓝/化学氧化chemical pretreatment 化成处理chromating 铬化clear black e-coatings透明黑色泳漆clear chroming 无色铬化colored passivation 彩色钝化concentration 浓度dedusting 除尘degreasing 脱脂,除油descaling 刻蚀dipping 浸渍electrophoresis 电泳electrophoretic coating 电泳漆electroplating hard chrome 镀硬铬electrostatics powder coatings 静电粉沫喷涂E-plating 电镀hexavalent chromium 六价铬impregnation 浸渗mechanical polishing机械抛光neutralization 中和PAD printing/silk screening 移印/丝印passivating 钝化phosphating 磷化resin 树脂rinsing 过清水Roughtening 粗化spray powder 喷粉taking down 下挂trivalent chromium 三价铬ultrasonic clean 超声波清洗wiping with toluene 抹天那水salt spray testing 盐雾试验7.品质控制quality controlappearance full-inspection 外观全检collection 回收evaluation / measurement technique 评价/测量技术first inspection for 5 shots 首检5件Freq=frequency 次数incoming quality sampling inspection report 来料质量抽查报告interprocess quality sampling inspection report 工序间质量抽查报告pile products up due to laying in disorder 摆放不正确堆积产品processing tour-inspection 制程巡回检查product/process specification /tolerance 产品/过程规范/公差projector 投影仪QC tour-inspection QC巡检quality final-inspection report 最终检验质量报告quality first piece inspection report 质量首件检查报告quality traceability analysis report 质量追踪分析表return to supplier 退回供应商sampling inspection 抽检self-inspection 自检Special Char. class 特殊特性分类spot check 抽样检查visual standard 外观标准workmanship standard 工作质量标准8.质量缺陷常用语defectsair tightness 气密性blister/pimple/bubble 起泡bumps 碰伤caniniform/dentate狗牙casting fin铸件飞边, 铸件披缝, 铸件周缘翅片cold lap 冷隔cold shut 冷纹Contamination 污染dirt pits 尘点distortion/deformation 变形double skin 重皮ejector marks raised or depressed 顶针位凹凸elephant skin皱皮entrapped slag;slag inclusion 夹渣filling to excess 多料flow mark 流痕/波纹flow lineincomplete filling 缺料incorrect casting form 形状不合格indentation 印痕/凹痕internal quality of casting 铸件内在质量micro-shrinkage;porosity 疏松【显微疏松】off dimension;off size 尺寸不合格oil marks 油渍orange peel 桔皮缺陷out of size 尺寸不符oxidation 氧化partial breakage of a casting 崩料peeling 电镀脱皮pinhole针孔pits 面麻porosity 砂孔roughness 粗糙sand inclusion 砂眼scratches 划痕/刮伤shrinkage 缩水slag 炉渣stain 污渍texturing 致密性thermal shrinkage crack (on product)(产品中的)热缩裂raised crack mark line (on product) (产品表面凸起的龟裂线) visual quality of casting 铸件外观质量void 砂眼/气孔warpage 挠曲yellowing发黄yield of casting 铸件合格品率missrun 欠铸9. 压铸件试验常用语testingadhesion 附着性deflection 挠度elastoplasticity 弹塑性elongation 延伸率extend 延伸film thickness 涂膜厚度film thickness gauge 膜厚仪flexibility 屈曲挠性hardness 硬度heat impact test 热冲击试验high humidity test 高湿测试humidity resistance 耐湿impact resistance 抗冲击力impact strength 冲击性measuring adhesion by tape test 胶带附着力测试neutral salt-spray NSS test 中性盐雾residual stress 残余应力spraying viscosity 喷涂粘度strengthen 加强、巩固tension 拉紧、张力viscosity 粘度water resistance 耐水性yield strength 屈服强度mechanical property 力学性能chemical analysis 化学成份10.测量工具常用语measurement and gauge Altitude gauge 高度仪average 平均值Block Gauge 块规Bore Gauge 孔规Clearance gauge 塞尺/间隙规CMM 三坐标测试仪Depth Micrometer 深度千分尺Digital caliper 电子卡尺Digital Height Gauge 数字高度测量仪durometer/hardness meter 硬度计Electric/digital Balance 电子称Electroplating THK.Tester 电镀厚度测试仪equipment variation 设备变差gage repeatability and reproducibility report 量具的R&R重复性和再现性报告go-no-go gauge “过” -- “不过” 验规通-止规HRC/HV Hardness Tester 洛/维氏硬度仪Rockwell testingimpact tester 冲击仪Inside/outer Micrometer 内/外径千分尺measurement unit analysis 测量设备分析Micrometer Calipers 千分卡尺Microscope 显微镜metallographic microscope 金相显微镜Multimeter 万用表electric universal testing 电子万能试验机normal distribution curve 正态分布曲线number of parts 零件数量number of trials 实验次数one range 单极差part variation 零件变差pin gauge 针规Plug gage 塞规Projector 投影仪Optical image 光学影像测量仪range 公差带range control chart 极差控制图repeatability 重复性reproducibility再现性Ring Gauge 环规spectrometer 光谱仪Thermometer 温度计Thread Gauge 螺纹规thread plug gage螺纹塞规Torque Meter 力矩计total variation 总变差Twisting Meter 转扭力仪Vernier Caliper 游标卡尺viscosimeter 粘度计visual check 目测witness mark (测量)参考(标)点endoscope 内窥镜11. 形位公差常用语toleranceangularity 倾斜度角度aperture 孔径basic dimension 基本尺寸basic size 基本尺寸c/c =between centers 中心距centricity中心circular runout 圆跳动circularity 圆度roundnessconcentricity 同轴度同心度conical 圆锥形的coordinate data 坐标数据coordinate dimensioning 坐标尺寸cylindricity 圆柱度datum/feature/point/line/ plane/axis 基准/特征/点/线/平面/轴线deviation偏差diameter/radius 直径/半径draft angle 拔模斜度ellipse 椭圆excentricity 偏心距(率)flatness 平面度geometric dimensioning 几何尺寸fit/clearance fit/interference fit/ transition fits 配合/间隙配合/过盈配合/过渡配合M/LMC=maximum/least material condition 最大/小材料状态nominal diameter 公称直径oblong 长方形oblong hole 椭圆孔ovality 圆锥度(变形)parallelism 平行度perpendicularity 垂直度position 位置度profile of a line 线轮廓度profile of a surface 面轮廓度reference frame 坐标系right angle 直角rounds/fillets draft 外圆角/内圆角拔模斜度square 正方形standard/ precision tolerance 标准/精度公差straightness 直线度symmetry 对称度theoretical size 理论正确尺寸thickness厚度tolerance/value 公差/值top/side/ end view 顶/测/端视图total runout 全跳动unilateral/bilateral tolerance 单/双边公差upper/lower deviation 上/下偏差12.包装和包装材料packagebar code 条形码blister plate/PVC tray 吸塑罩bubble bag 气泡袋closed /sealed poly bag 封口胶袋corrugated cardboard/sheet波纹隔板corrugated egg-crate carton 瓦楞蛋格卡通箱foam bag 珍珠棉袋forktruck 叉车GW gross weight /NW net weight 毛/凈重If wooden pallet, the certificate of disinfection for pallet 如果是木制卡板要有卡板消毒熏蒸证明in egg tray with carton packages 卡通箱及其蛋格item/ sales consumer pack 单件装label 包装标识logo polybag 有唛胶袋multipack 多件装outside dimensions 长x宽x高length x width x height 外部尺寸packaging materials 包装材料packaging strapping/PP-straps包装带pad separator; clapboard; partition board/sheet 隔板pallet 卡板plastic container 胶箱shrinkage package 吸塑包装single/double/3 regular slotted carton/box 单/双/三坑纸箱styrofoam 聚苯乙烯泡沫塑料白色泡沫tissue papper 拷贝纸transparent plastic film circle the pallet/stretch poly wrap 透明膜保鲜纸unitload pallet 整卡装wrappage 包装材料13.生产控制计划production controlcontrol plan 控制计划core team 核心小组date Rev. 日期修订date orig. 日期编制each batch 每批Inform line/team leader/ supervisor/manager to shut down and recheck 通知生产拉/组长/主管/经理,停机再检查machine adjustment 调机machine, device, jig, tools for Mfg. 生产工艺装备material identification 物料标识mounting die 安装模具mounting die inspection sheet 模具安装检查清单once every operation每次开机part /process number 零件/过程编号part name/description 零件名称/描述pre-launch 试生产process 过程process name/operation description 过程名称/操作描述reaction plan 反应计划refer to CP 参考控制计划14.优质浇口设计七步法gate design优质浇口设计七步法The Seven Steps To A Quality Gating Design第一步确定铸件质量等级。
模具注塑术语中英文对照
模具注塑术语中英文对照1. 模具制造工艺 - Mold Manufacturing Process•钳工技术 - Fitting Technology•铣床 - Milling Machine•车床 - Lathe Machine•电火花 - Electrical Discharge Machine (EDM) •线切割机 - Wire Cutting Machine (WCM)•抛光 - Polishing•喷砂 - Sandblasting•组装 - Assembly•检验 - Inspection•测试 - Testing2. 模具材料 - Mold Materials•CNC - Computer Numerical Control•冷/热工作钢 - Cold/Hot Work Steel•韧性铁 - Ductile Iron•钢筋混凝土 - Reinforced Concrete•铝合金 - Aluminum Alloy•有机玻璃 - Organic Glass•尼龙 - Nylon•聚酯树脂 - Polyester Resin•低密度聚乙烯 - Low-Density Polyethylene (LDPE) •高密度聚乙烯 - High-Density Polyethylene (HDPE) 3. 注塑设备 - Injection Molding Equipment•注塑模 - Injection Mold•注塑机 - Injection Molding Machine•螺杆 - Screw•加热筒 - Barrel Heater•喷嘴 - Nozzle•冷却系统 - Cooling System•熔融体 - Melted Polymer•定位环 - Locating Ring•压力机 - Press•模芯 - Core4. 注塑工艺 - Injection Molding Process•熔胶温度 - Melting Temperature •注射速度 - Injection Speed•保压时间 - Holding Time•冷却时间 - Cooling Time•射胶压力 - Injection Pressure•模具温度 - Mold Temperature•注射容量 - Injection Capacity•射出比例 - Injection Ratio•射胶速度 - Injection Rate•开模时间 - Opening Time5. 注塑缺陷 - Injection Molding Defects•缩水 - Shrinkage•气泡 - r Bubbles•热分解 - Thermal Degradation•断裂 - Fracture•变形 - Deformation•熔接线 - Weld Line•流痕 - Flow Mark•挤出线 - Extrusion Line•色差 - Color Variation•异物 - Foreign Object6. 模具维护 - Mold Mntenance•涂抹脱模剂 - Apply Mold Release Agent•清洁模具 - Clean the Mold•磨削模具 - Grinding the Mold•检查模具 - Inspect the Mold•修复模具 - Repr the Mold•涂覆保护液 - Coat with Protective Agent•封存模具 - Store the Mold•更换模具配件 - Replace Mold Components•消除模具表面缺陷 - Eliminate Surface Defects on Mold •升级模具材料 - Upgrade Mold Material以上是模具注塑术语的中英文对照,希望能对你有所帮助。
【抛光必备】注塑模具抛光知识

【抛光必备】注塑模具抛光知识在模具制造过程中,模具的成形部位往往需要进行表面抛光处理。
掌握好抛光技术,可提高模具质量和使用寿命,进而提高产品质量。
1. 模具抛光方法及工作原理模具抛光通常使用油石条、羊毛轮、砂纸等,使材料表面发生塑性变形而去掉工件表面凸出部得到平滑面,一般以手工操作为主。
表面质量要求高的可采用超精研抛的方法,超精研抛是采用特制的磨具,在含有磨料的研抛液中,紧压在工件被加工表面上,作高速旋转运动。
抛光可达到Ra0.008μm的表面粗糙度。
2. 模具抛光常用的工具及规格类别•模具抛光常用的工具有:砂纸、油石、绒毡轮、研磨膏、合金锉刀、钻石磨针、竹片、纤维油石、圆转动打磨机。
•砂纸:150#、180#、320#、400#、600#、800#、1000#、1200#、1500#;•油石:120#、220#、400#、600#;•绒毡轮:圆柱形、圆椎形、方形尖嘴;•研磨膏:1#(白色) 3#(黄色) 6#(橙色) 9#(绿色) 15#(蓝色) 25#(褐色) 35#(红色) 60#(紫色);•锉刀:方、圆、扁、三角及其他形状;•钻石磨针:一般为3/32柄或1/8柄,有圆波形、圆柱形、长直柱形、长圆椎形;•竹片:各式形状适合操作者及模具形状而造,作用是压着砂纸,在工件上研磨,达到所要求的表面粗糙度;•纤维油石:200#(黑色)400#(蓝色)600#(白色)800#(红色)3. 抛光的工艺过程(1)粗抛精铣、电火花加工、磨削等工艺后的表面可以选择转速在35000~40000 r/min的旋转表面抛光机进行抛光。
然后是手工油石研磨,条状油石加煤油作为润滑剂或冷却剂。
使用顺序为180#→240#→320#→400#→600#→800#→1 000#。
(2)半精抛半精抛主要使用砂纸和煤油。
砂纸的号数依次为:400#→600#→800#→1000#→1200#→1500#。
实际上#1500砂纸只用适于淬硬的模具钢(52HRC以上),而不适用于预硬钢,因为这样可能会导致预硬钢件表面损伤,无法达到预期抛光效果。
模具常用术语中英文对照

模芯Parting Core 耐落胶Teflon Paste局部视图Partial View 偏移量Offset冷料Cold Slag 水塞Water Line Plug线切割Wire E.D.M 撬模脚Ppy Slot轮廓Contour 重新加工Reworked螺纹孔Tapping Hole 配件Components连接件Fittings 补偿Compensation斜针Angle Pin 平面度Parallel接合Engage 倒角Chamfer替换镶件Interchangeable Mold Inserts 模胚Mold Base指定吨位的注塑机Specific Press 热嘴Hotnozzle水嘴接头Water Fitting 火花机Edm螺纹Eyebolt Thread 熔接线Weildline回针Stop Pin 压机Press二级顶出针Sub-Leaderd Pin 嗮纹Texturing镶件Mold Insert 梯形Trapezoid加硬Harden 凸缘、法兰Flange唧嘴Sprue 方铁Spacer Block设计筒图Design Preliminary 顶针板Ejector Plate名称块表Title Block 顶针底板Ejector Retainer Plate版本标识Revision Level 垫板Retainer Plate材料清单Stock List 后模镶针Core Pin制模Build Mold 垃圾钉Stop Pin手动滑块Hand Slide 有托顶针Shoulder Ejector Pin漏水测试Leak Test 顶针板导套Guided Ejection Bushing流道排气Runner V ents 针板导柱Guided Ejection Leader Pin抛光Draw Polish 唧嘴Sprue Bushing侧抽芯Slide Action 三板模延伸式唧嘴Extension Noozzle Bulishing 加强筋Reinforcing 水口板导套Runner Stripper Pin三角撑Gusset 定位圈(法兰)Locating Ring柱子Bossed 管钉(定位销)Dowel Pin出模斜度Draft 管状管钉Tubular Dowel外廊Contour 吊环Safety Hoist Ring落单会议Kick-off 日期印Dating Insert装卸孔Handing Hole 环保印Recycling Insert运输安全带Moldstrap 气顶Air Poppet V alve码模槽Clamp Slot 截水口镶件Runner Shut-Off Insert撑头Support Pillar 早回Early Ejector Return螺牙1/2-13 Eye 1/2-13Tap 加速项Accelerated Ejector导柱位Leader Pin Location 客户Client产品名Part Name 产品编号Part No缩水Shrinkage 版本Rev下模镶件Core Block 上模镶件Cavity Block小镶件Sub-Insert 下模小镶件Core Sub-Insert上模小镶件Core Sub-Insert 行位Slide行位镶件Slide Insert 压条Gib压紧块(铲机)Jaw 扁顶Blade硬片(摩擦片)Wear Plate 出模斜波Draft水口铁Runner Bar 手动滑块模具Hand Slide-In Type Mold 上模水口铁Upper Runner Bar 回针板Backup下模水口铁Lower Runner Bar 合模Shutoff弹簧Spring 空隙槽Clearance Slot水口钩针Sprue Puller Pin 导柱及导套Leader Pin Bushing顶针Ejector Pin 水口拉钩Spuer Puller撑头Support Pillar 模框镶件Pocket Insert直身锁Side Lock 成型热固性塑料模具Thermoset Mold 斜度锁Inter Lock 三板模3-Plat Mold锁模板Safty Bar 分型面Parting Line‘O’令(密封圈)O’Ring 司筒Ejector Sleeve喉塞Plug 垫圈Washer隔水片Baffrle 烙接线(夹水纹)Weldlin波子螺丝(行为定位螺丝)吸针Sucker Pin斜顶Lifter 回针板Retainer Plate控制开关Switch 顶出板Knock-Out Plate回针Return Pin 电动安全开关Electrical-Safety Switch 斜导柱Angle Pin 脱开Cut Of Position推板Stripper Plate 预先决定PreloadA’板A’Plate 缓冲器BumperB’板B’Plate 衬垫Cushion方铁(垫铁)Spacer Block 公差Tolerance顶针板Ejector Plate 突然性动作Slam顶针底板Ejector Retainer Plate 销针Dowel垫板Retainer Plate 钩槽Gib精磨Finished 有托顶针Shoulder Ejector Pin通框Through Window 顶针板导套Guided Ejector Bushing粘后模Stricking Core 针板导柱Guided Ejector Leader Pin粘水口Sticking Sprue 不干胶Adhesive Sticker夹水纹Weld Line 线切割Wire-Cut变形Warpage 电火花Edm走水不平均Filling 抛光Polishing走不齐Short Shot 蚀纹Texture挂成品Part Hanging 探热针Thermocouple漏水Water Leakage 三打螺丝毫(限螺丝)Stripper Bolt 刮花(擦伤)Galling 盖板Cover Plate漏电Ele Leakage 齿轮Gear困气Air Trapping 油唧Hydraulic Cylinder温度Temperature 司筒Ejector Sleeve注塑模Injection Mold 导柱Leader Pin入水Gate 冷料Cold Slag试板Sampling 压力Pressure倒圆Fillet 螺纹孔Tapping Hole顶棍Ejector 连接件Fitting顶白Stress Mark 粘前模Sticking Cav名称块表Title Block 替换镶件Interchangeable Mold Insert版本标识Revision Level 制定吨位的注塑机Specific Press材料清单Stock List 水嘴接头Water Fitting斜导柱(斜边)Angle Pin 螺纹Eyebolt Thread分模面Parting Surface 倒扣Under-Cut披峰Flash 锁定位Lock缩水Sink Mark 楔子(铲机)Wedge氮化Nitride 高产量模量High V olume Running Mold 不规则四边形Trapezoid 剖面图Cross Section缩水Shrinkage 模具结构Mold Construction连续的Consecutive 出模角Draft热流道Manifold 擦位Shut-Off(S/O)型腔数Cav No 导套Bushing模号Mold No 导向针Guide Pin回针Return Pin 胶料Material加硬Harden 尺寸Dimension唧嘴Sprue 重要尺寸Critical Dimension设计筒图Design Preliminary 雕刻Engrave丝印Silkprint 托司EJ.Guide Pin。
模具抛光的操作方法
模具抛光的操作方法模具抛光的操作方法模具抛光一般先使用粗的油石对机械加工的模具型腔表面进行粗的打磨,打磨去机加刀具的刀痕,然后再使用细的油石打磨去粗油石打磨的痕迹,然后再用细的砂纸对细油石打磨过的表而进行打磨, 最后再使用抛光膏或研磨膏对模具的型腔表而进行最后的精抛光打磨,从而达到光亮如镜的效果。
这就是一般对模具进行抛光的全过程。
当然了,如果有可能的话, 可以使用超声波抛光机来对模具进行抛光,这样效率更高。
人也比较省劲。
要想获得高质量的抛光效果,最重要的是要具备有高质量的油石、砂纸和钻石研磨膏等抛光工具和辅助品。
而抛光程序的选择取决于前期加工后的表而状况,如机械加工、电火花加工,磨加工等等。
机械抛光的一般过程如下:①粗抛:经铳、电火花、磨等工艺后的表面可以选择转速在35000—40000rpm的旋转表而抛光机或超声波研磨机进行抛光。
常用的方法有利用直径①3mm、WA#400的轮子去除白色电火花层。
然后是手工油石研磨,条状油石加煤油作为润滑剂或冷却剂。
一般的使用顺序为#180~#240~#320~#400~#600~#800~#1000。
油石抛光方法,这个作业是最重要的高难度作业,根据加工品的不同规格,分别约70度的角位均衡的进行交叉研磨。
最理想的往返范围约为40毫米〜70毫米。
油石作业也会根据加工品的材质而变化。
许多模具制造商为了节约时间而选择从#400开始。
②半精抛:半精抛主要使用砂纸和煤油。
油石作业结束后是砂纸作业,砂纸作业时,要注意模仁的圆边、圆角和桔皮的产生。
所以油石流程尽量做到最细加工。
砂纸抛光的重点。
砂纸配合较硬的木棒像油石作业一样约70度角交叉地进行研磨,一而砂纸研磨次数约10次〜15次。
如果研磨时间过长,砂纸的研磨力会减低,这样就会导致加工面出现不均匀现象(这也是产生橘皮的原因之一)o砂纸作业时一般都采用竹片进行研磨,实际使用材质弹力小的木棒或硬度低的铝棒约45度角进行研磨是最为理想的’。
模具抛光技术
03.04.2020
17﹑如何解決拋光中出現的問題
718 SUPREME 300HB
XM-10 60 HRC
03.04.2020
拋光時間﹐分鐘
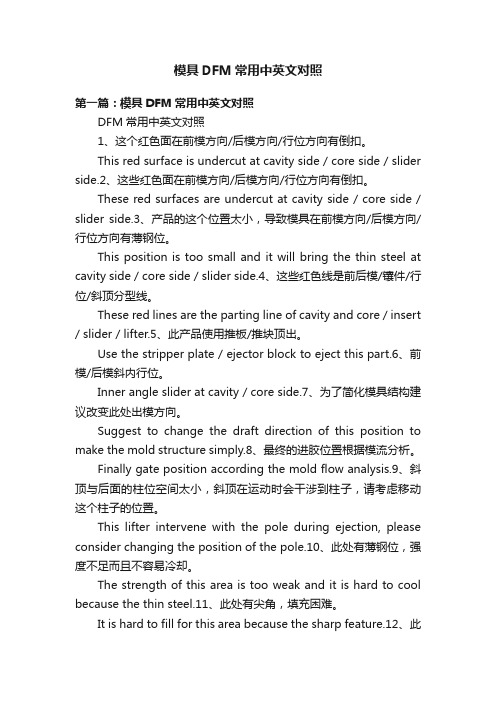
17﹑如何解決拋光中出現的問題 (橙皮 )
不規則﹑粗糙的表面被稱為“橘皮”(橙皮)﹐產生 “橘皮”(橙皮)有許多不同的原因。最常見的原因是 由于模具表面過熱或滲碳過度﹐加上拋光壓力過大 及拋光時間過長。較硬的鋼材能承受較大的拋光壓力﹐ 較軟的鋼材容易發生拋光過度﹐研究說明產生拋光過 度的時間因材料硬度不同而有所不同。
03.04.2020
9﹑鑽石膏是拋光操作最常用的研磨材料
采用正確的研磨膏和拋光工具﹐可獲得極佳的拋光效果﹐手動(人工)拋光在 常用的工具有研磨棒﹐研磨片和研磨塊﹐機械拋光常用的工具有拋光布輪 ﹐拋光刷和拋光轉盤。 拋光工具的材料有著不同的硬度﹐從金屬材料﹐各種纖維(如人材﹐人造纖 維)到軟材料﹐拋光工具的硬度直接影響著鑽石磨粒露出的程度﹐從而影響 金屬的去除速率 如下圖所示﹕
03.04.2020
10﹑不同鋼種對拋光工藝的影響
一般模具鋼材﹐在使用同等硬度時﹐采用標准 的拋光工藝,所需的拋光時間基本相約。但不 鏽模具鋼材例外﹐由于他們的表面光潔度極高 ﹐所采用的研磨工藝也略有不同: 在拋光之前 要盡量將表面研磨至最幼細的砂號,最重要是 拋光時在消除了上一道拋光划痕后要立即停止 拋光操作。
03.04.2020
16﹑拋光操作的程序
將以下舉例說明﹕ 首先使用較硬的拋光工具和粗砂號鑽石膏 . 使用相同砂號的鑽石膏﹐但改用較軟的拋光工 具。 改用中等硬度的拋光工具和中等砂號的鑽石膏。 改用較軟的拋光工具﹐但選用相同砂號的鑽石 膏。 最后使用較軟的拋光工具和細砂號的鑽石膏。
模具DFM常用中英文对照
模具DFM常用中英文对照第一篇:模具DFM常用中英文对照DFM常用中英文对照1、这个红色面在前模方向/后模方向/行位方向有倒扣。
This red surface is undercut at cavity side / core side / slider side.2、这些红色面在前模方向/后模方向/行位方向有倒扣。
These red surfaces are undercut at cavity side / core side / slider side.3、产品的这个位置太小,导致模具在前模方向/后模方向/行位方向有薄钢位。
This position is too small and it will bring the thin steel at cavity side / core side / slider side.4、这些红色线是前后模/镶件/行位/斜顶分型线。
These red lines are the parting line of cavity and core / insert / slider / lifter.5、此产品使用推板/推块顶出。
Use the stripper plate / ejector block to eject this part.6、前模/后模斜内行位。
Inner angle slider at cavity / core side.7、为了简化模具结构建议改变此处出模方向。
Suggest to change the draft direction of this position to make the mold structure simply.8、最终的进胶位置根据模流分析。
Finally gate position according the mold flow analysis.9、斜顶与后面的柱位空间太小,斜顶在运动时会干涉到柱子,请考虑移动这个柱子的位置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SPI/SPE 光洁度标准板由 ABS 模塑制成, 尺寸 8.5“ x 11”. 用於显示典型的表面光洁度, 以便於与客户交流. 由於不同钢种, 不同塑料以及不同生产参数的差别, 这些光洁度 等级在外观上可能有与模具的光洁度有轻微的不同.
JY-Vietnam-Jun04
SPI 标准
Type of finish 表面光洁度 Current 目前SPI采用的 SPI Finish 光洁度代号 Numbers A1, 3 u A2, 6 u A3, 15 u B1, 600# B2, 400# B3, 320# C1, 600# C2, 400# C3, 320# D1 D2 D3 Description
JY-Vietnam-Jun04
建议的预加工狀态
预加工方法 1. 精车
三圣
sansheng
粗糙度 Ra (μ)
0.4 - 0.8
2. 精铣
3. 精磨
0.4 - 0.8
0.2 - 0.4
4. 细放电加工
0.3 - 0.5
JY-Vietnam-Jun04
通常的拋光方法
方法 去除机加工痕迹 砂纸打磨 钻石膏拋光 拋光工具 油石 砂纸 毛毡加钻石膏 步骤 1 200# 600# 14 μm 步骤 2 400# 800# 6 μm
说 明
三圣
sansheng
High Polish finish 高抛光表面
Paper finish 砂纸打磨
油石打磨 Stone finish 干打砂表面 Dry Blasted finish
类似于 to is comparable 稍高于 is slightly finer than 略差过 has more imperfections than 高于 is finer than 稍高于 is slightly finer than 类似于 to is comparable 高于 is finer than is slightly finer than 稍高于 is comparable 类似于 to is finer than 高于 is comparable 类似于 to is a little more coarse than 略粗过
三圣
sansheng
步骤 3 600# 1000# 3 μm*
步骤 4
1200#
JY-Vietnam-Jun04
三圣
用钻石膏拋光与普通磨料拋光方法的对比
钻石膏拋光方法
极坚硬的钻石颗粒较一般磨料 更快地磨光钢料表面 节省抛光人工约 30% - 40%
sansheng
通常磨料拋光方法
在拋磨过程中磨料本身很快 地破碎 抛光过程较長
Previous 以前SPI / SPE Finish 采用的代号 Numbers #1 #2
#3
#4
#5
抛光效果的影响因素
钢的品质 (纯净度等) 拋光前的加工过程
脫碳与渗碳
显微组织过熱 未除尽 EDM 层 磨削应力过大
三圣
sansheng
EDM 的 表面, 300X
未除尽的 EDM 微坑
拋光技巧
拋光工能容易地掌握拋光技术
通常需要熟练的拋光工
拋光质量较高且品质均匀.
JY-Vietnam-Jun04
JY-Vietnam-Jun04
常见的拋光问题
三圣
sansheng
橙皮 针孔 波纹
JY-深窄槽. 对策
三圣
sansheng
用超声拋光机及 KEMET超级油石在适当润滑的条 件下打磨拋光. 使用GESSWEIN 指示器(具有不同形状与尺寸). 可 以与GESSWEIN 手工拋光系统一起使用.
经拋光的表面出现有亚表层 将零件去磁并重新拋光. 的花纹(sub-surface marking)
JY-Vietnam-Jun04
打磨拋光要点
问题
如何拋光模具的流道或类似的表 面.
三圣
sansheng
对策
使用合适尺寸的 GESSWEIN G-Glex 轮. 这种细棉布叠成的轮已加入了磨料.
当模具在模塑机上时, 如何去除拋 使用已加上钻石膏 1-KD-C2 or 3-KD-C2 光模面上的瑕疵点. KEMET 的优质纸巾或 Selvyt 布轻抹瑕疵 点区, 不要用润滑液. 使用溶剂轻轻清洁.
三圣
sansheng
最终的光学镜面拋光, 使用优质纸巾手工拋光加钻石膏 Kemet 牌 1-KD-C2 .
JY-Vietnam-Jun04
打磨拋光要点
问题 拋光面不够平整. 对策 如可能, 可用 KEMET 牌拋平系列, 或: 使用 GESSWEIN 牌的平面油石整平表面; 尽量使用最大面积的砂纸, 木条或油石.
压力机冲头及凹模角位的配合.
小精密冲头及凹模刃口的磨光 锋利.
与磨削不同, 在Kemet 铁磨光机上冲头及凹模的刃 口面会被磨光而变得锋利.
JY-Vietnam-Jun04
打磨拋光要点
问题 表面橙皮效应 减轻拋光压力. 使用较大的油石或加钻石膏的木条. 使用较软的毛毡, 拋光布加钻石膏. 减小打磨拋光工序间的砂号差别. 检查被拋模具的硬度是否正确. 部分表面被拉出或出现表面 细针孔. 检查被拋模具的硬度是否正确. 减小打磨拋光工序间的砂号差别. 仅使用 6 m 及更细的钻石膏. 使用较 6 m 为粗的普通拋光磨料. 对策
三圣
sansheng
内孔拋光不够均匀.
对于预先磨削的及精车的内表面, 可试用 Kemet 牌的钻石膏 6-KD-C2 作螺旋式拋光
JY-Vietnam-Jun04
打磨拋光要点
问题
拋光中如何避免产生划花
三圣
sansheng
对策
分开不同砂号的磨料工具. 一种打磨工具专用一种砂号的磨料. 仅按一个打磨方向打磨. 更换砂号时须改变方向 45或 90. 使用油石及砂纸打磨时, 应使用润滑剂. 砂纸打磨后须清洁干凈后再进行钻石膏拋光. 对形状复杂 的零件及模具的清洁, 可使用 KEMESONIC 超声清洗机.
抛光的优点
拋光的优点
三圣
sansheng
塑料模
产品外表美观 容易脫模 便於塑料流动 缩短注塑时间 延長模具寿命
锻模及冲头
減小磨擦热 分散冲头及凹模上的应力点 減小重要部位的毛刺 減小公差 延長模具寿命
JY-Vietnam-Jun04
SPI 标准
三圣
sansheng
以前使用的 SPI/SPE 表面光洁度标准是由机器拋光的.