基于PLC 触摸屏的三级传送带顺序控制系统
基于plc的传送带控制系统的设计
1.1 可编程序逻辑控制器(PLC)
PLC英文全称ProgrammableLogicController,中文全称为可编程逻辑控制器,定义是:一种数字运算操作的电子系统,专为在工业环境应用而设计的。它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。可编程控制系统是一种专门为在工业环境下应用而设计的数字运算操作电子系统。它采用一种可编程的存储器,在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,通过数字式或模拟式的输入输出来控制各种类型的机械设备或生产过程。
可编程控制器是计算机技术与自动化控制技术相结合而开发的一种适用工业环境的新型通用自动控制装置,是作为传统继电器的替换产品而出现的。随着微电子技术和计算机技术的迅猛发展,可编程控制器更多地具有了计算机的功能,不仅能实现逻辑控制,还具有了数据处理、通信、网络等功能。由于它可通过软件来改变控制过程,而且具有体积小、组装维护方便、编程简单、可靠性高、抗干扰能力强等特点,已广泛应用于工业控制的各个领域,大大推进了机电一体化的进程。可编程控制器(PLC),是集自动控制技术、计算机技术、和通讯技术为一体的高科技产品。具有可靠性高,功能齐全,使用灵活方便等优点。由此可见,用PLC控制的智能型舞台艺术灯比传统的舞台艺术灯控制优越的多。
题目:基于PLC的传送带控制系统的设计
摘 要
介绍了PLC在四节传送带控制系统中的应用,同时也详细地叙述了系统中相关控制项目的设计方案及具体实现方法。文中还介绍了基于PLC与单片机的区别使我们能更加的清楚认识PLC,对学生熟悉PLC控制系统的结构和工作原理以及学习梯形图的编写都有很大的帮助。
三级皮带机顺序起停PLC控制汇总
专科毕业设计(论文)设计题目:三级皮带机顺序起停PLC控制系部:专业:班级:姓名:学号:指导教师:职称:20 13年6月南京三级皮带机顺序起停PLC控制摘要皮带机是皮带输送机的简称,皮带机运用输送带的连续或间歇运动来输送各种轻重不同的物品,既可输送各种散料,也可输送各种纸箱、包装袋等单件重量不大的件货,用途广泛。
它的控制形式也多种多样,它可以由单片机,PLC,以及计算机来控制,由于PLC为主构成的控制系统具有可靠性高、控制功能强大、性价比高等优点,是目前工业自动的首选控制装置,故本设计中采用PLC集中控制的办法,本设计中利用PLC简单可视化的程序,采用了手动和自动控制的两种不同的控制方式。
可编程逻辑控制器,一种数字运算操作的电子系统,专为在工业环境应用而设计的。
它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
是工业控制的核心部分。
中央处理单元(CPU)是PLC的控制中枢。
它按照PLC系统程序赋予的功能接收并存储从编程器键入的用户程序和数据;检查电源、存储器、I/O以及警戒定时器的状态,并能诊断用户程序中的语法错误。
当PLC投入运行时,首先它以扫描的方式接收现场各输入装置的状态和数据,并分别存入I/O映象区,然后从用户程序存储器中逐条读取用户程序,经过命令解释后按指令的规定执行逻辑或算数运算的结果送入I/O映象区或数据寄存器内。
等所有的用户程序执行完毕之后,最后将I/O映象区的各输出状态或输出寄存器内的数据传送到相应的输出装置,如此循环运行,直到停止运行。
关键词:皮带机,PLC,手动控制,自动控制,中央处理单元(CPU),控制接线图目录目录 (4)前言 (5)第一章三级皮带机的简介及传统控制方式的缺点 (6)1.1皮带机的简介 (6)1.2传统控制方式的缺点 (8)第二章总体方案的确定 (8)2.1方案对比 (9)2.1.1 工业控制计算机控制 (9)2.1.3 单片机控制 (10)2.1.4 PLC控制 (10)2.2方案确定 (10)第三章程序设计的接线图 (10)3.1PLC控制系统的抗干扰措施 (11)3.2PLC故障诊断 (11)3.3 PLC程序设计 (13)第四章硬件设计 (14)4.1方案设计 (16)4.1.1 设计任务 (15)4.1.2 控制要求 (16)4.2PLC型号选择 (17)4.2.1 PLC的组成结构 (17)4.2.2 PLC的工作原理 (18)4.2.3 欧姆龙PLC的性能及选型 (19)4.2.4 PLC的端子分配及外部接线 (19)4.3皮带电机的选型及其外部接线 (20)4.3.1 Y2系列异步电机 (20)4.3.2 主回路电机的外部接线图 (21)4.4其它硬件选型 (22)4.4.1 接触器 (22)4.4.2 热继电器 (22)4.4.3 空气开关 (23)第五章软件设计 (21)5.1控制要求 (24)5.2程序的实现 (24)第六章小结 (25)参考文献 (26)前言PLC即可编程控制器(Programmable logic Controller),是指以计算机技术为基础的新型工业控制装置。
基于PLC、触摸屏的四级传送带顺序控制系统

应用场景
四级传送带顺序控制系统在以下领域有广泛应用:
1、流水线控制:如制造业中的装配线、包装线等,需要精确控制各工位的 操作顺序和时间。
2、智能家居:如智能快递柜、智能超市货架等,需要实现物品的自动分拣 和传送。
控制原理
基于PLC和触摸屏的四级传送带顺序控制系统控制原理如下: 1、操作者通过触摸屏输入控制指令,PLC接收并解析这些指令。
2、PLC根据指令调整执行机构的动作,如电机的启停、传送带的速度等。 3、传感器实时监测传送带的运行状态,将信号反馈给PLC。
4、PLC根据反馈信号调整控制策略,确保整个系统稳定、高效地运行。
谢谢观看
(3)传感器数据处理:对传感器采集的信号进行处理和分析,识别物料类 型和位置。
四、系统优化
为提高系统的稳定性和可靠性,可采取以下优化措施:
1、采用高性能PLC:选择具有高速处理能力和稳定性的PLC,提高系统的响 应速度和抗干扰能力。
2、优化变频器调速:根据实际情况调整变频器的频率和电流极限值,实现 更精确的调速控制。
二、传送带PLC控制系统设计详 解
1、系统设计原则
在进行传送带PLC控制系统设计时,应首先了解传送带的工艺流程,包括传 送带的长度、速度、运输物料类型等参数。根据这些参数,我们可以确定PLC的 控制要求,如启动、停止、调速等,从而确保系统具有高效性、稳定性和可维护 性。
2、系统构成
传送带PLC控制系统主要由PLC、传感器、执行机构等组成。在设计过程中, 应根据实际需要选择合适的部件。例如,可选用具有多个输入输出模块的PLC, 以实现与多种传感器和执行机构的连接;选用高精度的传感器,以确保系统测量 的准确性;选用电动、气动或液压执行机构,以实现系统的各种动作要求。
基于PLC的运输带触摸屏控制系统论文
目录目录 (1)摘要 (2)ABSTRACT (3)第一章运输带控制与发展 (4)1.1运输带在生产中的应用 (4)1.2PLC控制及发展 (4)1.3控制系统人机界面作用及发展 (5)第二章系统的硬件设计 (6)2.1设计方案 (6)2.2控制电路设计 (7)2.3主电路设计 (7)第三章系统软件设计 (8)3.1PLC程序设计 (8)3.1.1控制要求 (8)3.1.2控制功能的实现 (8)3.1.3手动/自动程序梯形图 (9)3.2触摸屏画面组态 (9)第4章系统调试与运行操作 (11)4.1调试过程 (11)4.2运行操作 (11)第五章设计心得 (11)第六章参考文献 (12)第七章附录 (12)6.1运输带资源控制及分配表 (12)6.2运输带控制程序 (13)6.2.1主程序 (13)6.2.2手动启停 (14)6.2.3自动启停 (15)摘要工业自动化是机器设设备或生产过程在不需要人工直接干预的情况下,按预期的目标实现测量、操纵等信息处理和过程控制的统称。
自动化技术就是探索和研究实现自动化过程的方法和技术。
它是涉及机械、微电子、计算机等技术领域的一门综合性技术。
工业革命是自动化技术的助产士。
正是由于工业革命的需要,自动化技术才冲破了卵壳,得到了蓬勃发展。
同时自动化技术也促进了工业的进步,如今自动化技术已经被广泛的应用于机械制造、电力、建筑、交通运输、信息技术等领域,成为提高劳动生产率的主要手段。
结合当今社会形式,我设计了一种基于西门子PLC的触摸屏运输带控制系统。
本设计能满足简单的传送带控制,操作简便,简单易懂,界面友好。
可以实现手动启停,自动启停,并有报警系统。
关键词:自动控制、传送带、PLCAbstractIndustrial automation is a machine equipment or manufacturing process do not need artificial direct intervention in the case, according to the expected goals measurement, control, information processing and process control collectively. Automation technology is to explore and research process automation of the methods and technology. It is related to the mechanical, microelectronics and computer technology in the field of a comprehensive technology. The industrial revolution is the automation technology of the midwife. It is because of the needs of the industrial revolution, automation technology just broke through the egg shell, obtained the vigorous development. At the same time automation technology also promoted the progress of industry, now automation technology has been widely used in mechanical manufacturing, power, construction, transportation, information technology and other fields, and become the main means to improve labor productivity.On the social form, I design based on Siemens PLC touch screen with transportation control system. This design can satisfy simple conveyor belt control, simple operation, easy to understand and friendly interface. Can achieve manually rev. Stop, stop, and automatic and alarm system.Keywords: automatic control, the conveyor belt, PLC第一章运输带控制与发展1.1运输带在生产中的应用运输带输送是基于PLC的自动控制系统,它在水泥、煤炭、冶金、化工、饲料、食品等行业有很广泛的应用。
基于PLC的传送带顺序启停控制系统设计毕业设计

毕业设计(论文)课题名称:基于PLC的传送带顺序启停控制系统设计专业:电力系统自动化技术学生姓名:学号:201305012209班级:电自1322班指导教师:2015年12月毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日注意事项1.设计(论文)的内容包括:1)封面(按教务处制定的标准封面格式制作)2)原创性声明3)中文摘要(300字左右)、关键词4)外文摘要、关键词5)目次页(附件不统一编入)6)论文主体部分:引言(或绪论)、正文、结论7)参考文献8)致谢9)附录(对论文支持必要时)2.论文字数要求:理工类设计(论文)正文字数不少于1万字(不包括图纸、程序清单等),文科类论文正文字数不少于1.2万字。
毕业设计基于三菱PLC控制传送带的系统设计
毕业设计-基于三菱PLC控制传送带的系统设计毕业设计(论文)题目基于三菱PLC控制传送带的系统设计系别专业年级班别学生名字学号指导老师毕业设计(论文)成绩评定:指导教师评语:评分:指导教师:(签名)年月日目录摘要 (3)1 引言 (3)1.1传送带控制系统的发展概述 (4)1.1.1我国传送机的发展 (4)1.1.2国内传送带输送机的发展发展趋势 (4)1.2总体方案说明 (5)2 传送带控制系统设计及PLC的选取 (5)2.1 PLC的选取及介绍 (6)2.1.1三菱FX2N PLC的主要特点 (6)2.1.2 PLC的性能指标和分类 (6)2.2总体方案确定 (7)2.3传感器选择与设计 (8)2.3.1光电开关的原理 (8)2.3.2数码显示部分设计 (10)2.3.3具体系统工作流程 (11)3 传送带输送工作梯形图 (11)4 全文总结 (13)参考文献 (14)基于三菱PLC控制传送带的系统设计李锦泉[摘要] 为了适应现代自动化传送的要求,PLC控制逐渐取代继电接触器控制成为传送控制的主要环节,使控制系统更加安全、迅速、可靠。
PLC的推广应用在我国得到迅猛的发展,它已经广泛应用在各种机械设备和生产过程的电气控制装置中。
基于PLC的控制原理,运用三菱公司的FX2N系列PLC来实现对工业生产常用的传送带运动的控制。
本文介绍了传送带系统的基本结构、系统各部分的功能及系统PLC的控制原理,并以光电传感器实现了对传送带的控制,达到预期控制效果。
证明该系统具有较好的自动运行、检测和装载功能,提高了传送带的性能与效率,大大的节约人员劳动力。
关键词:传送带; PLC控制;光电传感器;1.引言随着经济的快速发展, 企业竞争越来越激烈,为提高效率、降低生产成本, 传送带得到了广泛的应用。
传送带广泛应用于工业生产系统。
传送带的应用不仅节约了劳动力, 提高了生产效率, 而且降低了生产成本, 在工业生产中发挥了巨大的作用。
基于PLC的传送带控制系统设计【范本模板】
无锡城市职业技术学院毕业设计报告中文题目基于PLC的传送带控制系统设计英文题目Design of control system of theconveyor belt based on PLC姓名徐蒙蒙所在系部电子信息工程系所学专业电气自动化班级名称电气自动化1203学号 41215302指导教师李晓娓日期 2014 年11月30 日目录摘要 (I)Abstrat (II)一、引言 (1)二、传送带的概述 (1)(一)传送带系统的概述 (1)(二)传送带的控制要求 (2)三、传送带控制各系统特点 (2)(一)继电器-接触器控制特点 (2)(二)单片机控制特点 (3)(三)PLC控制特点 (3)四、基于PLC控制的硬件设计 (4)(一)PLC选型 (4)(二)I/O分配 (5)(三)PLC外部接线图 (7)五、基于PLC控制的软件设计 (8)(一)程序控制流程图 (8)(二)主电路设计 (9)(三)梯形图 (9)(四)仿真 (14)六、结束语 (19)参考文献 (20)谢辞 (21)附录 (22)无锡城市职业技术学院12级电气自动化专业毕业设计报告(论文)摘要摘要:自工业化大生产以来,随着经济的飞速发展,企业竞争越来越激烈,各国的工程师和企业主都在努力寻找如何提高生产率,如何降低成本的方法,而这一切也都是为了使效益最大化。
为了提高效率,降低成本,传送带得到了广泛的应用。
传送带的运用不仅节约了劳动成本,提高了生产效率,而且降低了生产成本,在工业生产中发挥了巨大作用。
未来,传送带设备将向着大型化发展,扩大使用范围,物料自动分拣,降低能量消耗,减少污染等方向发展。
本设计结合传送带的实际模型,针对PLC本身具有的功能特点,成功的实现对传送带系统的控制,达到了预期的控制效果。
传送带设备的不断改进,不断发展,为自动化技术高速发展的今天,做出了不可磨灭的贡献.可编程控制器(PLC)是以计算机技术为核心的通用自动控制装置,在各行各业中得到了广泛的应用.有着160年历史的西门子公司,同时作为自动化领域技术、标准与市场的领先者,以最先进的技术和产品,向用户提供具有先进、可靠的解决方案。
基于PLC、触摸屏的三级传送带顺序控制系统

分布式控制课程设计设计题目:课题十——三段传送带的启动和停止控制学校:院系:设计人员:指导教师:基于PLC、触摸屏的三级传送带顺序控制系统1。
课题背景随着科技技术的发展,现在设备都有全自动生产功能。
工人只要按下开始按钮就可以让传送带自己运转,在下班时按下停止按钮就可以停止了.为了能使传送带的起动和停止实现自动化,我们在设计中采用了顺序起动的操作。
电路有自己判断故障的的能力,为我们的生产带来了方便。
PLC集三电(电控、电仪、电传)为一体、性能价格比高、高可靠性的特点,已成为自动化工程的核心设备。
PLC成为具备计算机功能的一种通用工业控制装置,其使用量高居首位.就全世界自动化市场的过去、现在和可以预见的未来而言,PLC仍然处于一种核心地位。
在最近出现在美国、欧洲和国内有关探讨PLC发展的论文中,这个结论是众口一词的,尽管对PLC的未来发展有着许多不同的意见。
在全球经济不景气的时候,PLC的市场销售仍然坚挺;PC控制有了引人注目的进展,但毕竟只能对高端的PLC产品形成竞争;小型、超小型PLC的发展势头令人刮目相看;PLC和PC控制在今后可能相互融合。
在传统设备改造和新设备设计中,PLC的应用逐年增多,取得良好效果。
PLC在我国的应用越来越广泛。
2.系统构成三级传送带顺序控制系统如图1所示,由控制面板、触摸屏、PLC、隔板、交流接触器及热继电器、传送带驱动电机等构成.控制面板包括电路总启动、停止按钮;触摸屏用来提供友好的人机界面,能够完成控制面板功能。
PLCS7-300(CPU314)是系统的控制核心;隔离板的作用是保护PLC,先由PLC驱动小型继电器,再驱动交流接触器;热继电器起过流保护作用。
图1 三级传送带顺序控制系统3.系统功能及任务分析图2 传送带控制系统结构示意图控制要求:① 按下启动按钮,电动机M1运行,当行程开关SQ1检测到工件到来时,自动启动电动机M2运行。
②当行程开关SQ2检测到工件离开时,自动停止电动机M1运行。
变频器和PLC来对电机的控制与 用PLC实现三节传送带的操作与SMART 700触摸屏实现对三节传送带控制系统的操作
综合设计实验报告2011—2012学年第 2 学期题目 1用变频器和PLC来对电机的控制题目 2用PLC实现三节传送带的操作题目 3用SMART 700触摸屏实现对三节传送带控制系统的操作院(系、部)电气与控制工程学院专业及班级自动化姓名学号完成日期: 2012 年 3 月 2 日目录综合设计实验任务书----------------------------------------- 绪论----------------------------------------------------综合设计实验内容--------------------------------------- 一.设计要求---------------------------------------------二. 设计任务和目的--------------------------------------三. 课题要求--------------------------------------------四. 控制要求---------------------------------------------五. 总体设计方案------------------------------------------ 六.硬件部分设计----------------------------------------- 七.软件部分设计------------------------------------------ 八.调试过程和结果---------------------------------------- 九.心得体会------------------------------------------------- 参考文献------------------------------------------------变频器与PLC综合设计实验任务书西门子(SIEMENS)公司生产的可编程序控制器在我国的应用也相当广泛,在冶金、化工、印刷生产线等领域都有应用。
基于PLC的多皮带顺序控制系统设计

基于PLC的多皮带顺序控制系统设计河南理工大学电气工程与自动化学院轨道交通信号与控制系 金谷香 张宏伟导语:皮带机物料输送混合系统是一种典型工业装置,针对常规物料输送混合系统能耗高、效率低等问题,利用PLC 及软启动器设计一种多皮带物料输送顺序控制系统。
该系统采用软启动器驱动混合机,减小冲击电流,采用顺序启停策略控制皮带机,节约能源。
本文介绍了系统的实现方案,给出了PLC 控制电路原理图及软件流程。
该系统性价比高,运行稳定,节约能耗,具有一定推广价值。
关键词:PLC ;多皮带控制;软启动器0 引言皮带输送机具有输送能力强,输送距离远,结构简单易于维护等特点,可以方便地实行程序化控制和自动化操作①。
运用输送带的连续或间歇运动来输送100KG 以下的物品或粉状、颗状物品,其运行高速、平稳,噪音低,并可以上下坡传送。
当运输距离较远或工艺较复杂时,往往采用多皮带控制方式。
常规多皮带系统机一般采用同时启停控制方式,当输送距离远时,会有一部分电机空转,增加能耗,增加较大的运输成本。
因此,采用PLC 控制多皮带自动顺序工作,可以大大节约能耗,提高效率②。
1 多皮带物料输送工艺原理多皮带物料输送结构及工作过程如图1所示。
A 、B 、C 三条传输皮带分别受M0、M1、M2三相异步电动机拖动,混合机由M3拖动,皮带机电机功率为30kW ,混合机电机功率为75kW 。
设备时序图如图1(b)所示。
图1 多皮带物料输送结构及时序图系统启动时,先启动混合机,混合机运行后,再启动皮带A ,延时15s 启动皮带B ,延时30S 启动皮带C ,延时时间可以根据实际工况调整。
系统停止运行时,先停皮带C ,15s 后停皮带B ,30s 后停皮带B ,最后停皮带A 和混合机③。
2 PLC控制系统硬件电路设计传统混合机电机采用直接启动方式,容易产生过大的起动电流,对电网的冲击较大,使电机绕组发热从而严重影响电机寿命。
软起动器不仅能有效地限制起动电流,还能设置启动电压和启动时间,从而平滑启动电机。
基于某PLC、触摸屏地三级传送带顺序控制系统
分布式控制课程设计设计题目:课题十——三段传送带的启动和停止控制学校:院系:设计人员:指导教师:基于PLC、触摸屏的三级传送带顺序控制系统1.课题背景随着科技技术的发展,现在设备都有全自动生产功能。
工人只要按下开始按钮就可以让传送带自己运转,在下班时按下停止按钮就可以停止了。
为了能使传送带的起动和停止实现自动化,我们在设计中采用了顺序起动的操作。
电路有自己判断故障的的能力,为我们的生产带来了方便。
PLC集三电(电控、电仪、电传)为一体、性能价格比高、高可靠性的特点,已成为自动化工程的核心设备。
PLC成为具备计算机功能的一种通用工业控制装置,其使用量高居首位。
就全世界自动化市场的过去、现在和可以预见的未来而言,PLC仍然处于一种核心地位。
在最近出现在美国、欧洲和国内有关探讨PLC发展的论文中,这个结论是众口一词的,尽管对PLC的未来发展有着许多不同的意见。
在全球经济不景气的时候,PLC的市场销售仍然坚挺;PC控制有了引人注目的进展,但毕竟只能对高端的PLC产品形成竞争;小型、超小型PLC的发展势头令人刮目相看;PLC和PC控制在今后可能相互融合。
在传统设备改造和新设备设计中,PLC的应用逐年增多,取得良好效果。
PLC在我国的应用越来越广泛。
2.系统构成三级传送带顺序控制系统如图1所示,由控制面板、触摸屏、PLC、隔板、交流接触器及热继电器、传送带驱动电机等构成。
控制面板包括电路总启动、停止按钮;触摸屏用来提供友好的人机界面,能够完成控制面板功能。
PLCS7-300(CPU314)是系统的控制核心;隔离板的作用是保护PLC,先由PLC驱动小型继电器,再驱动交流接触器;热继电器起过流保护作用。
图1 三级传送带顺序控制系统3.系统功能及任务分析图2 传送带控制系统结构示意图控制要求:① 按下启动按钮,电动机M1运行,当行程开关SQ1检测到工件到来时,自动启动电动机M2运行。
②当行程开关SQ2检测到工件离开时,自动停止电动机M1运行。
基于PLC的传送带控制系统
t
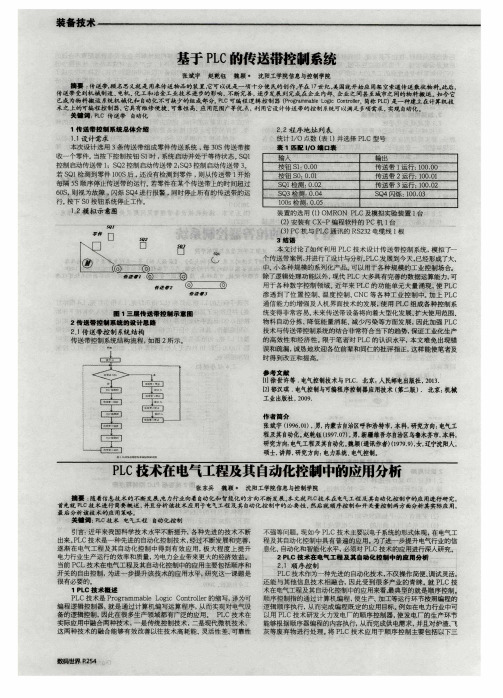
2.2程 序地 址 列表 统计 I/0点数 (表 1)并选择 PLC型号
表 1匹 配 I/0 端 口裹
输 入 按钮 S1:0.O0 按 钮 SO:0.Ol SQ1检 测 :0.02 SQ3检 测 :0.04 100s检 测 :0.O5
装备技 术
基于 PLC的传送带控制系统
张斌宇 赵乾钰 魏颖 + 沈阳工学院信息与控制学院
摘 要 :传送 带,顾 名 思义就 是 用来传 送物 品 的装 置 ,它可 以说 是一 项 十分 便 民的创 作 。早在 17世 纪 ,美国就开 始应 用架 空索道传 送散 状物 料。此后 , 传送带受到机械制造、电机、化工和冶金_工业技术进步的影响,不断完善,逐步发展到完成在 企业内部、企业之 间甚至城市之 间的物料搬运 。如今 它 已成 为物 料 搬 运 系统 机 械 化和 自动化 不 可缺 少的 组成部 分 PLC可编程 逻 辑 控 制 器 (Programmable Logic Controller,简称 PLC)是 一 种建 主在 计算机 技 术 之 上的 可鳊程 控 制 器,它具 有维修 便 捷 、可 靠性 高、应 用范 围广等优 点 ,利 用它设计 传送 带 的控 制 系统 可以满 足 多项需 求 ,实现 自动化 。
关曩 调 :PLC 传 送带 自动 化
1传 送 带 控 翻 系 统 总体 介 鲴
1.1设计 需求 本次设计选用 3条传送带组成 零件传送 系统 ,每 30S传送带接 收一个零件。当按下控制按钮 Sl时 ,系统启动并处于等待状态。SQt 控制启动传送带 1;SQ2控制启动传送带 2;SQ3控制启动传送带 3。 若 SQI检测到零件 100S后 .,还没有检测到零件 ,则从传送带 1开始
基于PLC的传送带控制系统设计
基于PLC的传送带控制系统设计摘要本论文基于PLC(可编程逻辑控制器)技术,设计了一种传送带控制系统。
传送带控制系统主要由传送带、传感器、马达、PLC等组成,通过PLC控制马达的启动和停止,达到对传送带的控制。
同时使用传感器检测物品位置,使传送带能够按照预设的路线运行,提高生产效率,减少人工干预。
实验结果表明,该传送带控制系统运行稳定,能够实现高效自动化生产,提高生产效益。
关键词:PLC;传送带;传感器;自动化控制AbstractThis paper is based on the PLC (Programmable Logic Controller) technology, and designs a conveyor control system. The conveyor control system is mainly composed of conveyor belt, sensor, motor, and PLC. Through the PLC controlling the starting and stopping of the motor, the control of the conveyor belt is achieved. At the same time, the sensor is used to detect the position of the goods so that the conveyor belt can run according to the preset route, improveproduction efficiency, and reduce manual intervention. The experimental results show that the conveyor control systemruns stably, can realize efficient automation production, and improve production efficiency.Keywords: PLC, conveyor belt, sensor, automation control第一章绪论1.1研究背景在工业制造中,传送带作为一种基础设施应用广泛。
基于PLC、变频器、触摸屏控制皮带输送机三段调速

基于PLC、变频器、触摸屏控制皮带输送机三段调速李晓宁(贵州航空职业技术学院贵州·贵阳550003)摘要本文以皮带输送机控制系统为例,详细给出该系统的PLC硬件设计,触摸屏人机界面设计、变频器参数设置和系统程序设计,有效体现了PLC、触摸屏、变频器三位一体,触摸屏成为人机对话的界面,变频器成为PLC的主要执行机构。
在电类及相关专业教学中将传统学科体系课程的《PLC应用技术》、《变频器技术》、《触摸屏技术》进行整合,探讨搭建一个融合多项技术平台的可能性,以适应现代企业的电气控制要求,使教学内容跟上机电行业新技术发展的步伐,提高学生的学习兴趣。
关键词PLC触摸屏变频器皮带输送机中图分类号:TP273文献标识码:A0前言可编程控制器是电气控制系统的控制核心,它可以实时控制工业现场的各类设备,很方便的完成各类控制要求。
通过几十年的发展,PLC已经走进工业生产和日常生活的各个方面,所以学校的电类和相关专业也因其重要性,逐渐将其加入到教学计划中,并且PLC与工业机器人、CAD/CDM成为现代工业控制的三大支柱之一。
由于可编程控制器工业控制在现代企业中常常与变频器技术,触摸屏技术等多项技术有关,因此学校在教学中,对应开设有《PLC应用技术》、《变频器技术》、《触摸屏技术》等相关课程,但是如此教学体系的划分,不但导致可是占用过多,而且可能导致知识点称为分散、单项的存在,各学科间的衔接不紧凑,甚至出现互相扯皮的现象。
学生在毕业后对于由多项技术构成的相对复杂的控制系统,存在技术单一,不能全面掌握、灵活应用等现象。
本文以皮带输送机为例,详细给出了该系统的PLC硬件设计、触摸屏MCGS 人机界面设计、变频器参数设置和系统程序设计,探讨搭建一个整合PLC、触摸屏、变频器相关知识的平台的可能性,期待实现教学内容与现代工业生产实际的需要相契合。
1皮带输送机控制要求某工厂有一条皮带输送机,由触摸屏、PLC、变频器控制,控制要求如下:控制系统分为手动调试和自动运行两种模式。
基于PLC的多级传送带控制系统
X X XX本科毕业论文(设计)题目基于PLC多级传送带控制系统设计院系机械学院专业机械设计制造及其自动化姓名学号实习年限2010年9月至2012年7月指导教师申请学位工科学士学位2012 年5 月18日基于PLC的多级传送带控制系统设计学生姓名:指导老师:摘要:皮带机运用输送带的连续或间歇运动来输送各种轻重不同的物品,既可输送各种散料,也可输送各种纸箱、包装袋等单件重量不大的件货,用途广泛。
它的控制形式也多种多样,它可以由单片机、PLC以及计算机来控制,由于PLC为主构成的控制系统具有可靠性高、控制功能强大、性价比高等优点,是目前工业自动控制的首选控制装置,故本设计中采用PLC集中控制的办法,利用PLC简单可视化的程序,自动控制的控制方式对皮带运输机进行控制。
关键词:皮带机;PLC;自动控制Based on the PLC multi-stage conveyorcontrol system designAuthor’s Name: Tutor:ABSTRACT: Belt conveyor uses belt machine with continuous or intermitten -t movement to transport a variety of different weight of items. It can transport avariety of bulk material or transport all kinds of cartons, bags or other piece g -oods of small weight, so it has been used widely. The control also has a variet-y of forms. It can be composed of a single chip computer, the PLC, as well as the computers. The PLC has many characteristic, such as high reliability, stron-g control function and cost-effective. It is the first choice to industrial automati -c control device. So the design adopts PLC centralized control app-roach, usin -g the PLC simple visualization program and using the automatic control way for belt conveyor.KEYWORDS: Conveyor; Programmable controller; Automatic control目录1 概述 (1)1.1选题的背景 (1)1.2PLC介绍 (1)1.3课题的研究目的和内容 (7)1.4课题研究的方案论证 (8)1.5系统设计的基本步骤 (9)2 皮带传输机控制系统 (10)2.1皮带输送机的电控原理及控制要求 (10)2.2传送系统的硬件选择 (11)3 皮带传输机PLC控制系统硬件电路设计 (15)3.1主电路设计 (15)3.2系统I/O分配 (15)3.3PLC外部接线图 (16)4 皮带传输机PLC控制系统软件设计 (17)4.1程序设计方法 (17)4.2系统梯形图程序设计 (19)毕业设计体会及总结 (23)致谢 (25)参考文献 (26)1 概述1.1 选题的背景近20年来,可编程控制器在我国已获得了极其重要和广泛的应用,它不仅可作为单一的机电控制设备,而且它作为通用的自动控制设备,也被大量的用于过程工业的自动控制。
基于plc的传送带控制系统设计开题报告
基于plc的传送带控制系统设计开题报告本文基于PLC的传送带控制系统设计开题报告,旨在研究并设计一种高效、稳定的自动化传送带控制系统。
首先,本文将对传送带控制系统的基本原理和工作流程进行介绍和分析,包括传送带的构成、运行方式、控制要求等内容。
其次,本文将详细阐述PLC在传送带控制系统中的应用,包括PLC的基本原理、功能和特点,以及PLC与其他控制器的比较和优劣势分析等。
接着,本文将根据实际需求,设计出一种基于PLC的传送带控制系统,并详细阐述系统的构成、工作原理、程序设计、硬件选型等内容。
同时,还将对系统进行仿真测试,验证系统的可行性和稳定性。
最后,本文将对设计结果进行总结和展望,分析系统的优点和不足,提出改进和完善的措施,为其他类似项目的研究和开发提供参考和借鉴。
- 1 -。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
分布式控制课程设计
设计题目:课题十——三段传送带的启动和停止控制学校:
院系:
设计人员:
指导教师:
基于PLC、触摸屏的三级传送带顺序控制系统
1.课题背景
随着科技技术的发展,现在设备都有全自动生产功能。
工人只要按下开始按钮就可以让传送带自己运转,在下班时按下停止按钮就可以停止了。
为了能使传送带的起动和停止实现自动化,我们在设计中采用了顺序起动的操作。
电路有自己判断故障的的能力,为我们的生产带来了方便。
PLC集三电(电控、电仪、电传)为一体、性能价格比高、高可靠性的特点,已成为自动化工程的核心设备。
PLC成为具备计算机功能的一种通用工业控制装置,其使用量高居首位。
就全世界自动化市场的过去、现在和可以预见的未来而言,PLC仍然处于一种核心地位。
在最近出现在美国、欧洲和国内有关探讨PLC发展的论文中,这个结论是众口一词的,尽管对PLC的未来发展有着许多不同的意见。
在全球经济不景气的时候,PLC的市场销售仍然坚挺;PC控制有了引人注目的进展,但毕竟只能对高端的PLC产品形成竞争;小型、超小型PLC的发展势头令人刮目相看;PLC和PC控制在今后可能相互融合。
在传统设备改造和新设备设计中,PLC的应用逐年增多,取得良好效果。
PLC在我国的应用越来越广泛。
2.系统构成
三级传送带顺序控制系统如图1所示,由控制面板、触摸屏、PLC、隔板、交流接触器及热继电器、传送带驱动电机等构成。
控制面板包括电路总启动、停止按钮;触摸屏用来提供友好的人机界面,能够完成控制面板功能。
PLCS7-300(CPU314)是系统的控制核心;隔离板的作用是保护PLC,先由PLC
驱动小型继电器,再驱动交流接触器;热继电器起过流保护作用。
图1 三级传送带顺序控制系统
3.系统功能及任务分析
图2 传送带控制系统结构示意图
控制要求:
①按下启动按钮,电动机M1运行,当行程开关SQ1检测到工件到来时,自动启动电动机M2运行。
②当行程开关SQ2检测到工件离开时,自动停止电动机M1运行。
③当行程开关SQ3检测到工件到来时,自动启动电动机M3运行。
触摸屏
PLC
S7-300
隔板
接触器
热继电器
电机
④当行程开关SQ4检测到工件离开时,自动停止电动机M2运行。
⑤当行程开关SQ5检测到工件到来时,自动停止电动机M3运行。
⑥可随时停车
4.硬件配置及I/O地址分配
本系统对PLC的I/O总要求为:6个开关量输入点,3个开关量输出点。
综合考虑各方面因素及进一步发展的要求,设计选择西门子S7—300系列PLC为控制核心,CPU模块可选用CPU314,具体配置如图3所列。
开关量输入/输出模块的位置,决定了接入系统中模块I/O端子的物理地址,以便于程序设计。
本系统的I/O地址分配如表2、表4所示。
图3 系统硬件配置状况
5.PLC编程
应用程序是PLC控制系统设计的关键环节之一。
对于一个较复杂的控制系统,在具体设计应用程序之前,一般先要选择合理的程序结构。
合理的程序结
构,不但能使编程工作简化,程序执行效率高、可读性强、可维护性好,而且还能起到事半功倍的效果。
线性化程序结构式小型、简单控制系统最常使用的结构,其特点是整个控制程序都放在组织块OB1中。
由前面对传送带系统控制要求进行分析,可以列出系统的电气元件表,输入、输出地址分配表,程序结构示意图,程序梯形图如下:
表1 传送带控制系统的电气元件表
表2 输入地址分配表
表3 中间继电器分配表
表4 输出地址分配表
电机M2启动接触器 KM2 电机M3启动接触器 KM3
SB0 启动按钮 SB1)停止按钮
启动电机 停止电机
M 启动电机 M 停止电机
M 启动电机 M 启动电机
图4 程序结构示意图
电机M1启停状态控制
电机M2启停状态控制
电机M3启停状态控制
结束
图5 传送带控制系统的OB1梯形图
7仿真调试及运行
在使用“S7—PLCSIM Simulating Modules”STEP7组件正式运行之前,先定义各种运行状态,以便查找程序可能产生的错误。
图6 系统各种调试状态图
WinCC仿真
WinCC是SIMATIC PCS 7过程控制系统及其他西门子公司的控制系统中的人机界面组件。
WinCC为垂直市场的解决方案提供了丰富的选件和附加件。
众多的选件将使工厂认证更为容易,而这种认证更是对工业领域的各种要求做出了非常有说服力的全面相应。
为了集成到任何公司内的任何自动化解决方案中,WinCC提供了所有最重要的通信通道,用于连接到SIMATIC S5/S7/505控制器的通信,以及如ProfibusDP/FMS、DDE等非专用通道;亦能以选件的形式获得其他通信通道。
由于所有的控制器制造商都为其硬件提供了相应的OPC服务器,因而事实上可以不受限制地将各种硬件连接到WinCC。
(1)创建新的驱动程序
如图所示,在WinCC中创建新的驱动连接,并在TCP/IP中改变与STEP7中相同的以太网地址,使WinCC与STEP7运用以太网建立连接,新的驱动程序如图7所示。
图7 新的驱动程序
(2)建立变量表
在新建立的“NewConnection”中建立如图8所示的变量名称,及相应的变量类型和参数。
并且该些变量必须与绘图编辑器产生连接,也要与STEP7中编写的变量一一对应。
图8 新的wincc变量
(3)创建运行画面
使用WinCC软件创建运行画面,如图9所示,图中红色代表电动机运转,反之停止。
创建的运行画面既是现实的仿真画面,与现实情况相类似。
并在画面中的按钮分别与(2)中建立的变量建立连接,以产生运行效果。
最后将该画面“保存”后设为“启动画面”。
图9 创建仿真运行画面
(4)操作说明
“启动按钮”,“停止按钮”在监控界面中;
传感器1:传感器1检测到工件时经过转换后的数字信号;
传感器2:传感器2检测到工件时经过转换后的数字信号;
传感器3:传感器3检测到工件时经过转换后的数字信号;
传感器4:传感器4检测到工件时经过转换后的数字信号。
按下启动按钮,M1启动,工件水平右移,依次触发传感器产生信号,电动机M2、M3依次启动,在任意时刻按下停止按钮,电动机都将停止运转。
8.设计总结
通过本次毕业设计,不但加深了课堂中所学的PLC及其相关学科知识,而且掌握了更多在做实际工程的经验,为以后在工作中的工程项目设计做了一个小小的铺垫,现总结如下:
首先,通过毕设前期在图书馆以及网上搜集毕设所需资料的过程中,了解了更多PLC控制系统设计的相关知识,拓展了视野,看到了PLC作为现代自动化工业三大技术支柱之一的发展前景,并且明白了要做好一个设计需要储备丰富的专业知识。
其次,在对传送带控制系统进行整体设计及PLC编程时,熟悉并掌握了一个典型PLC控制系统设计的全过程及详细步骤。
在编程的过程中,通过不断的修改程序以达到设计要求,更深的体会到了设计的严谨性。
再次,对于Wincc组态软件,在此设计之前并未系统的学习过,此次设计中监控系统的设计使我对这个软件的掌握使用程度加深了,可以更加熟练的加以运用,设计人机控制界面。
最后,由于本设计之前的课程设计未进行过比较系统完整的编程以及监控画面的设计,再设计及系统调试中遇到了诸多困难,比如编出的程序多次无法实现控制要求,软件无法安装,Wincc与S7-200无法通讯,Wincc里工件移动
动画无法制作等等,在解决问题的过程中,加强了处理问题时的耐心,小小了解了做设计的艰辛,积累了少量的设计经验,总而言之,获益匪浅。
参考文献
1王兆义,杨新志.小型可编程控制器实用技术.北京:机械工业出版社,
2崔维群,孙启法. S7—300/400可编程控制器原理与应用.北京:北京航空航天大学出版社,
3西门子(中国)自动化与驱动集团编.深入浅出西门子S7—300 PLC .北京:北京航空航天大学出版社,
4梁绵鑫 . WinCC基础及应用开发指南 . 北京:机械工业出版社,。