液压螺母说明书
液压式紧固螺母(螺栓)的设计
学位论文诚信声明书本人郑重声明:所呈交的学位论文(设计说明书)是我个人在导师指导下进行的研究(设计)工作及其取得的研究(设计)成果。
尽我所知,除了文中加以标注和致谢的地方外,论文(设计说明书)中不包含其他人或集体已经公开发表或撰写过的研究(设计)成果,也不包含本人或其他人在其它单位已申请学位或为其它用途使用过的成果。
与我一同工作的同志对本研究(设计)所做的任何贡献均已在论文中做了明确的说明并表示了致谢。
申请学位论文与资料若有不实之处,本人愿承担一切相关责任。
学位论文作者签名:刘博日期:2010/5/20学位论文知识产权声明书本人完全了解学校有关保护知识产权的规定,即:在校期间所做论文(设计)工作的知识产权单位属于西安科技大学。
学校有权保留并向国家有关部门或机构送交论文的复印件和电子版。
本人允许论文(设计说明书)被查阅和借阅;学校可以公布本学位论文(设计说明书)的全部或部分内容并将有关内容编入有关数据库进行检索,可以采用影印、缩印或其它复制手段保存和汇编本学位论文。
保密论文待解密后适用本声明。
学位论文作者签名:刘博指导教师签名:2010年月日题目:液压式紧固螺母(螺栓)的设计专业:机械设计制造及其自动化学生:(签名)指导教师:(签名)摘要基于大螺栓联接使用中预紧力不足而导致联接失效的问题,提出并设计了一种超高压液压螺母,对螺母体、活塞体及紧圈等主要组成件进行了结构设计和强度计算,介绍了色标位置的确定,并探讨了组合密封问题。
与传统的螺栓预紧工具相比,具有操作简单,使用方便,安全性高等特点。
运用它可以很容易地实现螺栓的拉伸和螺母的预紧。
关键词:液压;螺母;联接;预紧Subject: Hydraulic Preten sion Method of NutsAbstractBased on the use of the bolt connection inadequate preload link failure caused the problem, and todesign a super—IligIl hydraulic nut;of the nut and the tight circle of detroit and other major components of the structural design and strengtIl, a color—location setting is introduced,and to explore the combination of sealing problem。
液压螺母

一、液压螺母紧固原理普通螺纹锁紧是靠转动扳手产生扭矩来锁紧,主要作用力消耗在克服螺纹间摩擦阻力上,尤其对于大直径螺纹连接,受人力、工具和作业空间等影响,其预紧力根本达不到设计和安装要求,因此在震动场合螺纹很容易松动。
液压螺母完全改变了传统的螺纹紧固方式,改传统的扭矩锁紧为轴向拉伸锁紧。
即使用液压螺母借助于超高压油泵的动力,将紧固螺栓轴向拉长,接近材料的屈服点,利用材料自身的弹性将螺纹锁紧。
二、液压螺母工作系统液压螺母工作系统主要由三大部分组成:①超高压油泵(手动、电动或气动)(选购件)②超高压软管总成(包括快换接头)(选购件)③液压螺母(或液压螺栓拉紧器)三、液压螺母的广泛应用液压螺母所具有的结构特殊性和紧固的优越性已经广泛应用于各个领域的强力防松紧固和强力顶紧及强力连接锁紧,尤其适用于经常拆装场合的强力压紧、强力紧固、强力顶紧等需要,在设备制造、设备安装、设备配套和设备维修方面得到了广泛的应用,并取得用其他方法无法比拟的优良效果。
①液压螺母在采煤机机械中的应用液压螺母在采煤机中的应用已经有十几年的历史了,主要用于采煤机大型箱体的可拆卸连接。
采煤机作为一种井下作业的大型设备既要满足运输和下井的需要又要满足各部件之间的连接可靠性还要满足经常维修而进行的拆装需要,采用液压螺母就可以很轻松的实现大型采煤机的电控箱、电机箱、电器箱和中间箱的可靠连接并确保采煤机在正常的工作中不松动确保使用安全性。
②液压螺栓拉紧器在石油管道的应用长输石油管道是由多个不同规格的管道通过焊接或大型法兰连接的,采用法兰连接必须要求连接螺栓具有一定的强度要求和紧固密封要求。
目前采用传统的人力扳手或液压扳手均具有不可克服的缺点:笨重使用不方便、每次仅能紧固一个螺栓、紧固效率低时间长、多组螺栓预紧力不能保证统一、液压扳手成本高。
如果采用液压螺栓拉紧器则具有如下优点:轻便使用简单方便、根据需要可同时紧固多组螺栓实现相同预紧力(偏差≤3%)、效率高紧固一组螺栓仅需要1-2分钟、使用成本低尤其适用于没有电源的野外工程或现场工程。
液压螺母

THM液压螺母工作原理THM液压螺母是一种先进的螺栓装配方法,特别适用于狭窄空间和重负荷振动机械紧固,液压螺母的工作原理是利用液压油缸直接对螺栓施加外力,使被施加力的螺栓在其弹性变形区内被拉长,螺栓拉长后旋紧液压螺母上的锁圈,这样螺栓就会被锁圈锁止在拉长的位置上。
液压缸位于螺栓中轴线的位置,用于对螺栓进行轴向拉伸,实现螺栓需要的拉伸量。
而正是螺栓的这种拉伸量决定了螺栓紧固所需的夹紧力。
当液压螺母被加压后,螺栓受到拉伸,同时液压螺母和结合面紧贴。
从而将螺栓的轴向形变锁住,也就是将剩余螺栓载荷锁在螺母里。
很多连接面之间都配有密封垫。
密封垫只有在连接面被压紧时才起作用,因此连接面始终保持被夹紧的状态就显得尤其重要了。
对螺栓施加的载荷与液压缸中的油压成正比关系,这样的设计能够非常精确地留住有效载荷。
由于载荷直接施加在螺栓上,且所有作用力都用于螺栓拉长,因此载荷产生所需的空间可以达到最小。
安装拉伸锁紧THM液压螺母特点拉伸方式不受螺栓润滑效果和螺纹摩擦大小的影响,可以得到更为精确的螺栓载荷。
可对多个螺栓进行同步拉伸,使整圈螺栓受力均匀,得到均衡的载荷。
由于采用最先进的超高压技术,可以在很小的空间内完成螺栓的锁紧。
拉伸方式对螺栓进行紧固得到的剩余载荷和有效载荷要比力矩方式更大,拉伸方式更适用于紧固精度要求较高的接合应用,它能使连接面受力均匀地实现接合,真正地防止泄漏。
THM系列液压螺母结构爱普THM液压螺母根据不同的使用分厚型和薄型、高压和超高压、顶环锁紧和底环锁紧。
THM液压螺母主要由油缸、活塞和锁圈组成,接油口有顶置和侧入设计。
个性化设计如果标准型号的液压螺母不能满足使用要求,爱普提供特殊的专业定做服务,为了准确反映螺栓的工况,敬请填写我们提供的螺栓数据调查表。
THM系列液压螺母THMA型液压螺母*适用于各种震动、快速转动、大力量设备和狭窄空间*经济高效、重量轻、精度高*可配手动泵、气动液压泵和电动液压泵*多个液压螺母可同时使用*标准工作压力150MPa使用范围:矿山、电力、油田、船舶、钢铁、石化、冶金等大型设备的螺栓紧固。
派克液压密封件说明书

派克汉尼汾公司版权所有未经许可不能摘录,翻印。
保留修改权利2021年6月警告销售条件本样本中产品和/或系统或相关产品出现故障,选型不当或使用不当,均可能导致人身伤亡和财产损失。
本文档以及由派克·汉尼汾公司及其子公司和授权经销商提供的其他资料,为具有技术知识的用户提供进一步研究所需的产品和/或系统选项。
重要的是,用户必须对您的应用进行全面的分析,并对当前产品样本中与产品或系统相关的资料进行评估。
由于工作条件以及产品或系统的多样性,用户必须自行分析和测试,并独自承担一切后果,包括:产品和系统的最终选型以及确保满足应用的所有性能、安全和警告等方面的要求。
派克·汉尼汾及其子公司可能会随时对本样本中的产品,包括但不限于:产品的特性、产品的规格、产品的结构、产品的有效性以及产品的价格作出变更而不另行通知.本样本中的所有产品均由派克·汉尼汾公司及其子公司和援权经销商销售。
与派克签订的任何销售合同均按照派克标准条件和销售条件中规定的条款执行(提供复印件备索)。
本公司的密封件,只能在本公司的文件资料述及的应用参数范围与接触介质、压力、温度和存放时间相一致的情况下才能使用。
在规定的应用参数范围外使用以及错误选用不同的材料都可能导致密封件寿命的缩短以及设备的损坏,甚至更严重的后果(如生命安全,环境污染等)。
样本中所列出的工作压力、温度范围、运动速度是极限值,它们之间相互关联、相互影响;在极端的工况下,建议不要同时把各个参数都同时用到极限值。
对于特殊的要求(压力、温度、速度、介质等),请联系派克汉尼汾公司以咨询合适的密封结构、材料、配置、安装建议等。
由于诸多工作参数会影响到流体传动系统及密封元件,这些设备的制造商必须在实际工作条件下测试、验证并批准密封系统的功能与可靠性。
此外,对于不断出现的新的介质(液压油、润滑脂、清洗剂等),用户特别注意它们与目前所用的密封件弹性体材料的兼容性。
我们建议用户在大批量应用之前,在厂内或现场先做密封材料的兼容性能测试,作为密封产品与系统供应商,我们建议用户遵循我们的这些建议。
液压螺母安全操作及保养规程
液压螺母安全操作及保养规程液压螺母是一种经常使用的紧固件,其使用液压力替代普通螺母的扭力进行锁紧。
由于液压螺母操作时需要使用液压设备,故其使用过程中涉及许多安全注意事项和保养细节。
本文将介绍液压螺母的安全操作及保养规程,以帮助读者做好安全保障工作,保证液压螺母的正常使用寿命。
一、液压螺母的安全操作规程1.1 安全操作前准备工作•在进行液压螺母操作之前,首先需要确认液压设备的工作压力是否和液压螺母的承载能力相符。
使用时务必依据操作员手册严格操作,使用设备的负荷能力不超过液压螺母的承载能力,并根据压力表的压力分级来进行操作。
•当液压螺母操作完成后,务必要将液压设备关闭并移走,防止误操作或他人的误操作,造成意外伤害或设备损坏。
1.2 液压螺母的安全使用规程•当进行液压螺母的操作时,使用前务必检查液压螺母的状态,如毛刺、生锈、损坏等。
如果液压螺母存在任何问题,应该及时更换,确保液压螺母具有良好的工作状态。
•操作时禁止任何人员进入操作范围内,以免造成人身伤害。
•当进行液压螺母的操作时,应该保持周围环境空气清新,以防液压螺母泄漏油液而影响操作者或周围工作场地的安全。
•液压螺母的锁紧过程不必一次性完成,应该以平稳的方式逐步加压来完成锁紧。
•液压螺母操作完成后,应该将螺母锁紧所处的区域进行标记。
这样有利于监控螺母是否出现螺杆断裂或漏油等问题,及时采取处理措施。
1.3 液压螺母的安全保护规程•液压螺母操作期间不允许在螺杆旁边修理设备或进行其他作业。
•不允许在液压螺母附近吸烟或使用明火,以防止引起爆炸或火灾。
•液压螺母使用过程中,必须不断的用清洁的布擦拭润滑油,以确保液压螺母的润滑效果。
•液压螺母使用后,应该将其存放在干燥、通风、防尘的仓库内,禁止长期暴露在潮湿或有强烈腐蚀性的环境中。
二、液压螺母的保养规程2.1 液压螺母的日常保养•液压螺母使用后,应该及时清理螺杆表面的油脏,以免积聚物质堵塞螺纹,影响液压螺母的锁紧效果。
液压螺母(液压轴锁)的使用
液压螺母))的使用
液压轴锁((液压螺母
液压轴锁
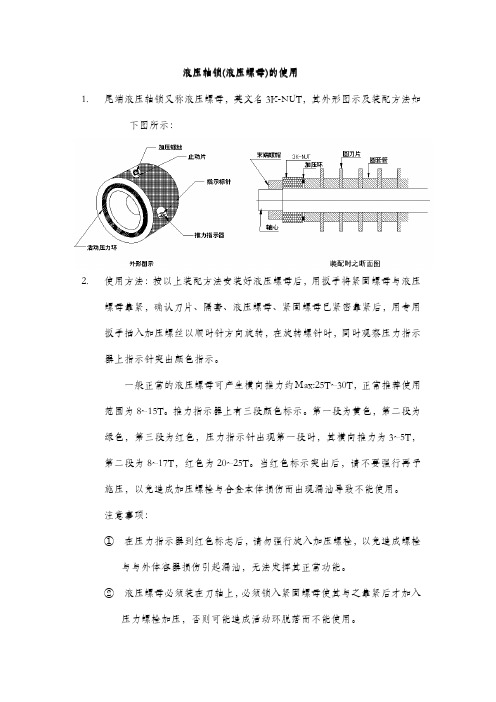
1.尾端液压轴锁又称液压螺母,英文名3K-NUT,其外形图示及装配方法如
下图所示:
2.使用方法:按以上装配方法安装好液压螺母后,用扳手将紧固螺母与液压
螺母靠紧,确认刀片、隔套、液压螺母、紧固螺母已紧密靠紧后,用专用扳手插入加压螺丝以顺时针方向旋转,在旋转螺针时,同时观察压力指示器上指示针突出颜色指示。
一般正常的液压螺母可产生横向推力约Max:25T~30T,正常推荐使用范围为8~15T。
推力指示器上有三段颜色标示。
第一段为黄色,第二段为绿色,第三段为红色,压力指示针出现第一段时,其横向推力为3~5T,第二段为8~17T,红色为20~25T。
当红色标示突出后,请不要强行再予施压,以免造成加压螺栓与合金本体损伤而出现漏油导致不能使用。
注意事项:
①在压力指示器到红色标志后,请勿强行旋入加压螺栓,以免造成螺栓
与与外体容器损伤引起漏油,无法发挥其正常功能。
②液压螺母必须装在刀轴上,必须锁入紧固螺母使其与之靠紧后才加入
压力螺栓加压,否则可能造成活动环脱落而不能使用。
液压螺母(AM)产品手册-重庆华士迪机电有限公司

外径(mm) 高度(mm)
80
50
96
50
116
50
132
50
150
50
180
50
195
50
220
50
242
50
260
50
292
50
305
50
压环 Ф(mm)
66/46 82/62 100/80 115/95 130/112 160/138 175/155 200/180 222/202 240/215 272/240 285/260
-4-
K型
产品概述: -压环最大行程 2MM -使用特定扳手快捷、可靠、操作简便 -有径向和轴向执行机构 -压力均匀分布于压环 -不会因轴向压力产生形变 -使用最少量的油脂达到最好的效果 -全新的 wh 和 RQ 密封系统
-5-
K-标准型 最大行程:2MM 切向执行机构
型号 外径(mm) 高度(mm)
最大螺纹(mm) 最大顶力(KN)
36
122.5
52
157.5
68
198.1
80
231.0
100
239.4
125
360.5
140
362.6
165
417.9
185
466.2
200
625.1
225
900.9
245
749.0
- 15 -
H-标准型
最大行程:10MM 径向或轴向注油
型号
H-8.1005 H-9.1005 H-8.1007 H-9.1007 H-8.1008 H-9.1008 H-8.1009 H-9.1009 H-8.1010 H-9.1010 H-8.1011 H-9.1011 H-8.1012 H-9.1012 H-8.1013 H-9.1013 H-8.1014 H-9.1014 H-8.1015 H-9.1015 H-8.1016 H-9.1016 H-8.1017 H-9.1017
液压螺母的使用和维护-2011-12-打印讲义

旋开液压螺母的进油口堵
用扳手旋紧注油嘴组件
泄漏口
• 切记:用扳手旋紧注油嘴组件时,不允许 注油嘴组件与高压油管相连,以免损坏连 接处和密封 • 用扳手旋注油嘴组件的力要适中,力太大 会时损坏螺纹,力太小,打压时泄漏口处 会渗油
接上高压油管
• 切记:此时旁路阀是打开状态,不然可能接不上
顺时针旋紧旁路阀
拔销轴工具
拉伸器
液压螺母的基础知识
1. 2. 3. 4. 5. 6. 7. 液压螺母的结构及组成 液压螺母允许的最大行程 液压螺母的行程与厚度的关系 液压螺母技术数据 液压螺母的工作原理 液压螺母与普通螺母紧固的区别 使液压螺母的厚度最小(行程=0)
液压螺母的结构及组成
银色堵头-不具有密封性能
问题及答案
使液压螺母的厚度最小
问题1:为什么右边的液压螺母比左边的厚?
答案1: 因为右边的液压螺母的行程比左边的大, 所以厚; 问题2:如何使液压螺母的厚度最小? 答案2:按上述四步操作步骤做
超高压手动泵工具箱及使用前的准备
1. 2. 3. 4. 5. 6. 超高压手动泵工具箱 超高压手动泵及附件介绍 检查储油量 装配好注油嘴组件 排尽高压管内空气 检验超高压泵压力是否合格
2 3
1
B
h
紧圈 泄漏口
A
A
5
4
黑色堵头-具有密封性能
液压螺母的注油口通常有几个? 答案:2个 堵头有密封和不密封区别,对吗? 答案:通常黑色的具有密封性,银色的不具有密封性
上级目录
1. 2. 3. 4. 5.
螺母 油堵 密封圈 活塞 紧圈
问题及答案
液压螺母的结构及组成-1
问题:液压螺母的注油口通常有几个? 答案:2个
采煤机液压螺母操作方法
采煤机液压螺母操作方法
采煤机液压螺母操作方法如下:
1. 确保采煤机停机并断开电源。
2. 使用专用工具将液压螺母拧松。
3. 将液压螺母放置在需要调整的位置上,根据需要调整螺纹长度。
4. 使用专用工具将液压螺母旋紧,确保螺纹牢固连接。
5. 检查液压螺母是否紧固牢固,如果需要,可以使用力矩扳手进行进一步调整。
6. 确保液压螺母安装正确,没有松动或者其他异常情况。
7. 打开采煤机电源,进行运行测试,确保液压螺母工作正常。
8. 定期检查和维护液压螺母,确保其正常运行和安全使用。
注意事项:
- 在操作液压螺母之前,必须熟悉相关的安全操作规范和操作步骤。
- 在进行液压螺母的操作时,必须戴上适当的个人防护装备,如安全帽、护目镜和耳塞等。
- 使用合适的工具和力量进行操作,不要使用过大或过小的力量,以免损坏液压螺母。
- 如果不确定如何正确操作液压螺母,应咨询专业人士或向厂家寻求帮助。
3K Nut液压螺母

3K Nut液压螺母
3K Nut液压螺母
一、主要用途:
a) 板材纵剪机用刀片轴向锁紧;
b) 圆盘剪用刀片轴向锁紧
c) 成形加工用紧固夹具;
d) 其他轴用工器具紧固夹具。
二、工作原理:
3K Nut 液压螺母是JDC发明生产的高科技专利产品。
其工作原理是
用简单的“T型手柄”来旋转“加压螺杆”,压入“加压活塞”使密封液的压力增高,从而挤压出“环形活塞”并以此来紧固旋转工具(垫圈、刀具等)。
三、特征:
1.本体为铝制,重量小,工人搬运和安装方便;轴向锁紧力大;分条的条料毛刺很小。
2.质量稳定,使用寿命长。
3.缩短排刀时间,提高了生产效率。
4.降低刀片的磨损量,延长刀片的使用寿命
5.不需加油,轴向力稳定;密封性好,不漏油。
6.不需要使用以往液压螺母价高、易坏的扭矩扳手。
[世飞液压]采煤机液压螺母使用说明
![[世飞液压]采煤机液压螺母使用说明](https://img.taocdn.com/s3/m/026aac9da0116c175f0e48c5.png)
二、 二、液压螺母安装步骤(以下使用的各名称如上图所示):
1、计算确定螺栓安装实际预紧力和相应的螺栓理论拉伸长度。 2、选择液压螺母的的注油方向(有轴向注油和径向注油两种方式)。 3、将液压螺母上的防尘帽取下(如为径向注油,请将径向注油孔上 的堵头(螺纹规格为M10X1)旋出,安装在径向注油孔上,注意先装钢 球),装上紫铜垫圈、过渡接头和快速公接头并旋紧(防止漏油)。 4、将液压螺母旋入(安装时,自锁螺母朝设备方向)到设备上,用拨 杆插入液压螺母拨孔1 内并旋紧液压螺母,用力扳紧压靠设备,使液 压螺母端面与设备端面之间基本无间隙。 5、连接快速接头,使用动力源进行加压,螺栓在弹性变形范围内被 拉伸长,此时切忌液压螺母活塞伸出超过最大行程,防止活塞脱缸。 待液压螺母达到预紧力后,动力源保持稳定状态,停止加压。
4、液压螺母在操作一段时期后,应检查各部接头是否松动,以保障 其 正常工作。 5、严谨使用损坏的、磨损的、老化的密封组件、液压软管及快速接 头。 6、重型液压螺母在施工过程中需要起吊、搬运、转移的,应旋紧吊 环 螺栓后再行操作。
六、郑重声明
1 、此份说明书已尽量确保信息的正确性和易读性,同时承认此 次发行的版本中存在错误的可能性。 2、此说明书仅适合本公司生产的系列液压螺母。 3、本公司有权在未经通知的情况下对产品作出修改,因此供应的设 备 可能与此版本说明书的描述和操作程序有所不同,敬请谅解。
四、维护和保养注意事项
1、使用液压螺母时按照以上操作说明正确使用,勿用锤子或他钝器 击打,禁止不规范操作使用。 2、施工工作完成后,请及时盖上注油孔防尘帽,以免异物进入液压 缸内。 3、液压螺母使用完毕,请及时清理表面,涂抹防锈油保存。、
五、安全警示
操作前须仔细阅读此说明书,用户有责任将此说明交到操作人员手 中。 1、由专业人员操作,操作时须佩戴护目镜等防护用品。 2、一般操作步骤也存在危险的可能性(液压拉螺母在工作时,正上 6、方严谨站人或正对人体其他部位)。 3、液压螺母在操作时不得超负荷、超行程使用。
液压螺母拉伸法-概述说明以及解释
液压螺母拉伸法-概述说明以及解释1.引言1.1 概述液压螺母拉伸法是一种利用液压压力来实现螺母的拉伸的技术方法。
通过在螺纹杆上安装液压螺母,在施加液压压力的情况下,使螺纹杆在液压螺母的拉伸作用下发生螺纹相对移动,从而实现螺纹连接的紧固或松开。
本文将详细介绍液压螺母拉伸法的原理、应用和优势,以及展望其在工程领域的未来发展。
1.2 文章结构:本文将分为三个部分:引言、正文和结论。
引言部分将介绍本文的背景和动机,概述液压螺母拉伸法的基本概念,并阐明文章的结构。
正文部分将详细阐述液压螺母拉伸法的原理、应用和优势,深入探讨该技术在工程领域的重要性和实际运用情况。
结论部分将对本文进行总结,展望未来液压螺母拉伸法在工程领域的发展,并提出结尾语。
1.3 目的目的部分旨在阐明本文撰写的目的,即介绍液压螺母拉伸法的原理、应用和优势。
通过深入探讨这一主题,旨在帮助读者了解液压螺母拉伸法的工作原理和实际应用,以及其相对于传统方法的优势之处。
同时,通过本文的撰写,也可以促进液压螺母拉伸法在工程领域的进一步应用和推广。
3 目的部分的内容2.正文2.1 液压螺母拉伸法原理液压螺母拉伸法是一种通过液压力将螺母拉伸以达到连接紧固的方法。
其原理主要是利用液压系统产生的高压液压力通过油管传递到液压螺母上,使螺母内的螺栓被拉伸,从而实现紧固连接。
在液压螺母拉伸法中,通过控制液压系统的压力和流量,可以实现对螺栓的精确拉伸,确保螺栓在连接件之间形成足够的预紧力和紧固力。
这种方式相比传统的扭矩紧固法更加精准和可控,可以有效减少螺栓的松动和疲劳破坏的风险。
液压螺母拉伸法的原理简单明了,操作简便,且在实际应用中具有很好的适用性和可靠性。
通过合理的设定液压系统参数和螺母拉伸力度,可以确保螺栓连接件的安全性和稳定性,提高设备的使用寿命和效率。
2.2 液压螺母拉伸法应用:液压螺母拉伸法是一种常用的工程松解方法,在许多领域都得到广泛的应用。
主要应用领域包括但不限于以下几个方面:1. 航空航天领域:在航空航天领域,要求零部件高强度连接,同时需要经常对零部件进行检修和更换。
液压螺母的介绍与应用
液压螺母的介绍与应用液压螺母是一种特殊的连接件,它通过液压系统实现紧固和松开的操作。
与传统的螺母相比,液压螺母具有更高的紧固力和更方便的操作方式,并且适用于更广泛的应用场景。
液压螺母的结构和工作原理液压螺母的主要组成部分包括螺母、液压油缸、活塞、油管和液压泵等。
其中,螺母通过外部力的作用被紧固在连接件上,液压油缸则是将液压系统中的压力传递到活塞上,从而产生压力作用于螺母上,使其达到紧固的目的。
液压螺母工作时,通过液压泵将液压油缸内的液压油压缩,使其产生高压,进而将高压液压油传至活塞上。
当活塞受到液压油的压力作用时,会向螺母方向施加力,推动螺母转动,从而实现螺母的紧固。
液压螺母的应用场景液压螺母广泛应用于各种大型机械设备中,如重型工程机械、船舶、铁路车辆、航空航天设备等。
与传统的机械紧固元件相比,液压螺母具有更高的紧固力和更广泛的应用场景。
在大型机械设备中,液压螺母常用于紧固关键部件,如发动机、传动系统等。
液压螺母可以在较短时间内达到更高的紧固力,并且不会使连接件损坏或疲劳。
此外,液压螺母还可以便于拆卸和维修,从而减少了设备的停机时间和维修成本。
液压螺母的优缺点液压螺母具有以下优点:•更高的紧固力:液压螺母能够在较短时间内产生更高的紧固力,从而保证连接件的牢固稳定。
•更方便的操作:液压螺母的操作简单方便,只需要通过液压系统控制泵即可实现紧固和松开。
•更广泛的应用场景:液压螺母适用于各种大型机械设备中,并且可用于各种复杂环境下。
液压螺母也有缺点:•造价昂贵:液压螺母的制作非常复杂,因此其制造成本很高。
•维护成本高:液压螺母需要定期维护,否则可能会出现连接部分松动或失效等情况。
结论在大型机械设备中,液压螺母作为一种特殊的连接件,具有很高的紧固力和更方便的操作方式。
液压螺母可以在较短时间内实现高强度的紧固和拆卸,同时也适用于各种复杂环境下的机械设备。
尽管其造价较高,但随着现代机械设备的不断升级和发展,液压螺母的应用前景将会越来越广阔。
液压螺母

HBM-液压螺母
液压螺母结构
1:螺母本体 2:活塞 3:锁紧螺母 4:密封 5:堵头(整套系统包括液压泵、高压油管、快速接头及液压螺母)
液压螺母性能优点:
液压螺母与液压拉伸器工作原理相同,主要用于狭窄空间的紧固件装配和重负载震动机械的紧固。
它改变了传统的紧固方法,用液压系统使被紧固螺栓通过轴向拉伸,精确而均匀预紧载荷,然后锁紧紧固螺母,从而完成紧固工作。
订货信息:(液压螺母适用螺栓:M16-M160、液压螺母标准工作压力:70-150Mpa)
高度外径最大行程液压力面积最大拉伸力订货号公制螺纹
H A B C F
HBM24M24526341300195
HBM33M3355.57451730260
HBM36M3655.579.551970295
HBM42M426792.562650397
HBM48M48679662770415
HBM64M648412164290643
HBM72M7299145.586220933
HBM80M801051551070401057 HBM90M901171781098961479 HBM95M95122.518810108901634 HBM100M100133.520912139202089 HBM110M110143.51219.512148202223 HBM125M125154231.512158902385 HBM140M14017126214207303111 HBM150M150182279.514232503489。
3.3 安装液压单元说明书
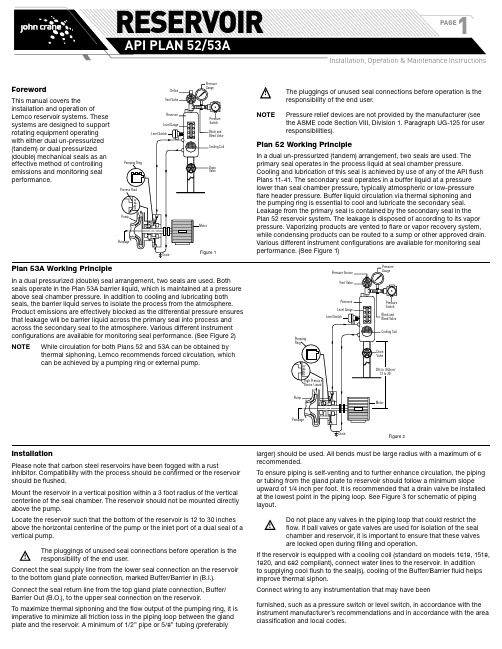
larger) should be used. All bends must be large radius with a maximum of 6 recommended.To ensure piping is self-venting and to further enhance circulation, the piping or tubing from the gland plate to reservoir should follow a minimum slope upward of 1/4 inch per foot. It is recommended that a drain valve be installed at the lowest point in the piping loop. See Figure 3 for schematic of piping layout.! D o not place any valves in the piping loop that could restrict the flow. If ball valves or gate valves are used for isolation of the sealchamber and reservoir, it is important to ensure that these valves are locked open during filling and operation.If the reservoir is equipped with a cooling coil (standard on models 1618, 1518, 1820, and 682 compliant), connect water lines to the reservoir. In addition to supplying cool flush to the seal(s), cooling of the Buffer/Barrier fluid helps improve thermal siphon.Connect wiring to any instrumentation that may have beenfurnished, such as a pressure switch or level switch, in accordance with the instrument manufacturer’s recommendations and in accordance with the area classification and local codes.InstallationPlease note that carbon steel reservoirs have been fogged with a rustinhibitor. Compatibility with the process should be confirmed or the reservoir should be flushed.Mount the reservoir in a vertical position within a 3 foot radius of the vertical centerline of the seal chamber. The reservoir should not be mounted directly above the pump.Locate the reservoir such that the bottom of the reservoir is 12 to 30 inches above the horizontal centerline of the pump or the inlet port of a dual seal of a vertical pump.! T he pluggings of unused seal connections before operation is the responsibility of the end user.Connect the seal supply line from the lower seal connection on the reservoir to the bottom gland plate connection, marked Buffer/Barrier In (B.I.).Connect the seal return line from the top gland plate connection, Buffer/Barrier Out (B.O.), to the upper seal connection on the reservoir.To maximize thermal siphoning and the flow output of the pumping ring, it is imperative to minimize all friction loss in the piping loop between the gland plate and the reservoir. A minimum of 1/2” pipe or 5/8” tubing (preferablyT he pluggings of unused seal connections before operation is theresponsibility of the end user.NOTEP ressure relief devices are not provided by the manufacturer (see the ASME code Section VIII, Division 1. Paragraph UG-125 for user responsibilities).Plan 52 Working PrincipleIn a dual un-pressurized (tandem) arrangement, two seals are used. The primary seal operates in the process liquid at seal chamber pressure.Cooling and lubrication of this seal is achieved by use of any of the API flush Plans 11-41. The secondary seal operates in a buffer liquid at a pressure lower than seal chamber pressure, typically atmospheric or low-pressure flare header pressure. Buffer liquid circulation via thermal siphoning and the pumping ring is essential to cool and lubricate the secondary seal. Leakage from the primary seal is contained by the secondary seal in the Plan 52 reservoir system. The leakage is disposed of according to its vapor pressure. Vaporizing products are vented to flare or vapor recovery system, while condensing products can be routed to a sump or other approved drain. Various different instrument configurations are available for monitoring seal performance. (See Figure 1)!Plan 53A Working PrincipleIn a dual pressurized (double) seal arrangement, two seals are used. Both seals operate in the Plan 53A barrier liquid, which is maintained at a pressure above seal chamber pressure. In addition to cooling and lubricating both seals, the barrier liquid serves to isolate the process from the atmosphere. Product emissions are effectively blocked as the differential pressure ensures that leakage will be barrier liquid across the primary seal into process and across the secondary seal to the atmosphere. Various different instrument configurations are available for monitoring seal performance. (See Figure 2) NOTEW hile circulation for both Plans 52 and 53A can be obtained by thermal siphoning, Lemco recommends forced circulation, which can be achieved by a pumping ring or external pump.ForewordThis manual covers theinstallation and operation ofLemco reservoir systems. These systems are designed to support rotating equipment operating with either dual un-pressurized (tandem) or dual pressurized (double) mechanical seals as an effective method of controlling emissions and monitoring seal performance.Installation (continued)The weld pad level gauge will require retorquing as the gaskets lose resiliency under initial bolt pressure at factory assembly. Using a torque wrench, tighten nuts in five ft-lb. increments following a center to outside alternating sequence until the full torque value has been achieved. The tank/gauge will have a tag with the correct torque value written on it.NOTET hermal shock and mechanical stress must be minimized during startup. Take all necessary precautions.Plan 52 — (dual un-pressurized/tandem seals) should now be connected to the vent, vapor recovery or flare system. Caution should be used in piping to the system to ensure proper venting of the reservoir. A check valve should be installed by the customer on the vent line of each reservoir. This is to prevent pressurizing the reservoir during periods of elevated flare, vapor recovery or vent pressure.! D o not open valve to vent or flare system until the reservoir has been filled with buffer liquid.Plan 53A — (dual pressurized/double seals) should now be connected to an external pressure source such as the plant nitrogen header. A pressure regulator is required to maintain the proper pressure in the reservoir. A pressure gauge is normally supplied and recommended by Lemco to allow monitoring of pressure.! D o not pressurize reservoir until the reservoir has been filled with barrier liquid.Remove the fill plug on the top of the reservoir and fill with the selected buffer/barrier liquid, valves in the piping from the reservoir to the gland should be locked open. Fill the reservoir to proper level, normally the mid-point of the level gauge. The gas volume should be at least 25 percent of the reservoir capacity to allow for liquid expansion due to temperature increases during operating. Close the fill connection. Check for leaks in the piping or reservoir system.Plan 52 — Check to ensure the unit is properly connected to the seal and to the vent system. Slowly open the valve to the vent system.Plan 53A — The regulator should be in the closed position. Check to ensure that unit is properly connected to the seal and the pressure source. Open the valve between the reservoir and the regulator. Set the pressure in the reservoir to 25 to 30 psig above seal chamber pressure, or as recommended by the seal manufacturer. This should be done slowly to avoid gas ingestion and to allow for a leak check as the unit is pressurized.Pressure SwitchPlan 52 — In a Plan 52, the pressure switch is set to activate on increasing pressure and indicates an increase in leakage or a failure of the primaryseal. The recommended set-point is 10 to 15 psi above the normal vent/flare pressure.Plan 53A — In a Plan 53A, the pressure switch is set to activate on decreasing pressure and indicates a loss of source pressure. The recommended set point is 10-15 psi below the normal source pressure.Level SwitchPlan 52 — In a Plan 52, a level switch in the low position is used to indicate a loss of volume due to an increase in leakage or failure of the secondary seal. Additionally, a level switch can be located in the high position to indicate an increase in volume due to an increase in leakage or a failure of the primary seal. The process fluid dictates the position of the level switches in a Plan 52 application. If the process leakage will vaporize in the reservoir, there is little need for a high level switch and a pressure switch is more suitable. If the process leakage will condense in the reservoir, a high level switch is recommended.Plan 53A — In a Plan 53A, the level switch is located in the low position and used to indicate an increase in leakage or a failure of either seal.Maintenance (continued)NOTEF or more information on any of the components or instruments, please visit the following websites:• Block and Bleed Valve - • Pressure Switch - • Pressure Gauge - • Level Switch - www.magnetrol.coMaintenanceThe following items should be checked and logged on a regular basis: • Reservoir Pressure• Reservoir Buffer/Barrier Liquid Level NOTEO n a Plan 52, an increase in liquid level indicates increased leakage across the primary seal. A drop in liquid level indicates an increase in leakage of buffer fluid across the secondary seal.NOTEO n a Plan 53A, a decrease in liquid level indicates increasedleakage across either seal. A drop in pressure indicates a loss of the external pressure source or a regulator problem.! A ny major changes in pressure or liquid level should be addressed immediately with proper corrective action.On regular basis when the above readings are taken, the reservoir and associated piping should be given a visual inspection for leaks or other potential maintenance problems.Buffer/barrier liquid should be drained and changed after any seal upset/failure and during planned maintenance. This will ensure the quality of the liquid and enhance the sealing environment.If the products featured will be used in a potentially dangerous and/or hazardous process, your John Crane representative should be consulted prior to their selection and use. In the interest of continuous development, John Crane Companies reserve the right to alter designs and specifications without prior notice. It is dangerous to smoke while handling products made from PTFE. Old and new PTFE products must not be incinerated. ISO 9001 and ISO 14001 Certified, details available on request.©2015 John Crane Revised 10/15 IOM-PLAN 52/53ARESERVOIREuropeUnited Kingdom Tel: 44-1753-224000 Fax: 44-1753-224224North AmericaUnited States of America Tel: 1-847-967-2400 Fax: 1-847-967-3915Latin America BrazilTel: 55-11-3371-2500 Fax: 55-11-3371-2599Middle East & Africa United Arab Emirates Tel: 971-481-27800 Fax: 971-488-62830Asia Pacific SingaporeTel: 65-6518-1800 Fax: 65-6518-1803。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
液压螺母(HND系列)
使用说明书
安装
安装前,应将液压螺母的活塞环复位至油缸底部,内六角柱塞拧松至端面位置(不能超过端面)。
液压螺母拧入设备上之后,使用拨杆或扳手把液压螺母上紧至与设备间无间隙。
然后用内六角扳手上紧内六角柱塞(根据使用要求设定上紧力矩)。
至此,液压螺母安装完毕。
拆除
拧松内六角柱塞至限位螺钉位置,再用拨杆或扳手拧紧液压螺母直至液压螺母的活塞复位至油缸底部,至此,液压螺母已经完全拆除。
维护和保养
液压螺母在安装中应该按照以上操作说明安装,不能用锤子或别的工具击打。
液压螺母在使用过程中由于操作不当引起漏油,应及时补充油脂。
注意:带压力指示的液压螺母。
红色线为超压警告线。
如超压使用本公司一概看作人为损坏将不予保修。
绿线、黄线、分别为正常使用线。
本手册最为产品液压系统的一部分,用户在使用前必须认真阅读本手册,并且妥
善保管。
在使用过程中,如有任何疑问,请及时向公司技术人员咨询。