简易砂轮圆弧修整器
球面滚子磨削用大圆弧砂轮修整装置
l 现 用 大 圆弧砂 轮 修 整 装 置
目前 大 多 数 的大 圆 弧 修 整 装 置 , 本 都 是 采 基 用 圆心 ( 转 中心 ) 回 固定 、 刚 笔 刀 尖 移 动 改 变 圆 金 半径 的方 式来 修 整 砂 轮 。此 方 法 在磨 削 大 圆 弧工 件 时 , 伸臂 ( 悬 半径 ) 长 , 械 机 构不 稳 定 。修 整 过 机
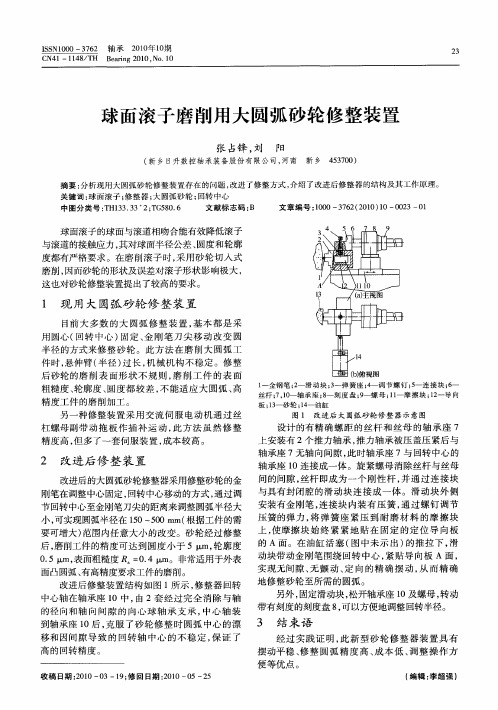
丝杆 ; l一 轴承座 ; 一刻度 盘 ; - 螺母 ;1 7,O 8 9 1 一摩擦 块 ;2 导 向 1一
板 ;3 砂 轮 ;4 油 缸 1一 l一
另一 种修 整装 置 采 用 交 流 伺 服 电动 机 通 过 丝 杠螺母 副 带 动 拖 板 作 插 补 运 动 , 方 法 虽 然 修 整 此
球面滚 子 的球 面与滚道相 吻合能有 效降低滚 子
与滚 道的接触应 力 , 其对球 面半径公 差 、 圆度和轮 廓 度都 有严格要 求 。在磨 削 滚子 时 , 采用 砂 轮切 入 式 磨削, 因而砂轮 的形状及误 差对滚子形 状 影响极 大 , 这也对 砂轮修整 装置提 出 了较高 的要求 。
摘要 : 分析现用大 圆弧砂轮修整装 置存在 的问题 , 改进了修整方式 , 介绍 了改进后修整器 的结构及其工作原理 。
关 键 词 : 面 滚 子 ; 整 器 ; 圆 弧砂 轮 ; 球 修 大 回转 中心 中 图分 类号 :H133 2 T 5 0 6 T 3 .3 ;G 8 . 文献 标 志 码 : B 文 章 编 号 :00— 7 2 2 1 )0— 0 3— 1 10 3 6 (0 0 1 0 2 0
到轴 承座 1 O后 , 服 了砂 轮 修 整 时 圆 弧 中 心 的漂 3 结 束 语 克 移 和因 间 隙导 致 的 回转 轴 中心 的 不 稳 定 , 证 了 保 经 过 实 践 证 明 , 新 型 砂 轮 修 整 器 装 置具 有 此 高 的 回转 精度 。 摆 动平 稳 、 整 圆 弧精 度 高 、 本 低 、 整 操 作 方 修 成 调
螺纹牙底R圆弧翻转修整器设计
螺纹牙底R圆弧翻转修整器设计方红;管允劼;李虎;高贵纯;朱文【摘要】Because the bottom profile of the interference screw thread of HB is in arc shape,the grinding is needed in actual production.The traditional grinding wheel repair method is manual dressing,which is not only low efficiency,high quality volatility,but also there are significant personal safety hazards.Design a new kind of grinding wheel turning dresser which can replace manual dressing.The invention adopts the rolling wheel and has the fine tuning mechanism to quickly find the positive grinding wheel for dressing,which has the characteristics of convenient installation,simple operation,high efficiency and stable processing quality and so on.The proposed device has been put into use in practice,and the time required for dressing the grinding wheel is shortened.%由于航标HB过盈螺纹牙底轮廓为圆弧状,实际生产中需要进行磨削加工.传统所使用的砂轮修正方式为手工修整,不仅效率低、质量波动性大,而且还存在着显著的人身安全隐患.为此设计了一种砂轮翻转修整器用于取代手工修整.该装置采用滚压轮并具备微调机构以快速找正砂轮进行修整,具有安装方便、操作简单、修整效率高、加工质量稳定等特性.该装置已在实际投入生产使用,修整砂轮所需时间大为缩短.【期刊名称】《制造技术与机床》【年(卷),期】2018(000)005【总页数】3页(P110-112)【关键词】螺纹;砂轮;修整器;效率【作者】方红;管允劼;李虎;高贵纯;朱文【作者单位】中国工程物理研究院机械制造工艺研究所,四川绵阳621900;中国工程物理研究院机械制造工艺研究所,四川绵阳621900;中国工程物理研究院机械制造工艺研究所,四川绵阳621900;中国工程物理研究院机械制造工艺研究所,四川绵阳621900;中国工程物理研究院机械制造工艺研究所,四川绵阳621900【正文语种】中文【中图分类】TG62在生产过程中,我们需要加工一种符合国家航空标准HB6545-1991的AG双头螺栓,其对AG螺纹牙底R有严格要求,外螺纹牙底轮廓为圆弧状(如图1所示),允许一个圆弧与2条直线光滑连接,该圆弧最小半径应不小于0.125P(P为螺距),不允许出现反向圆弧。
金刚石滚轮成形砂轮修整器的结构设计
金 刚 石滚 轮 成 形 砂 轮 修 整 器 的 结构 设 计
’h n t u to sg f t e Di m o d Gr n i g W he lDr s e l e Co s r c i n De i n o h a ’ n id n e e s r
孙燕 燕 林 东 玲 张 宇 乔 楠楠 , , , ( . 阳汽车 工业 学 院 , 宁 沈 阳 1 0 ; 1沈 辽 1 1 5 0
第 2 4卷 第 3期
21
Vo1 4 No .2 .3 Se e b r201 pt m e 0
DRI YS VE S TEM TECH NI QUE
文 章 编 号 : 0 68 4 ( 0 0 0 — 70 1 0 — 2 4 2 1 ) 33 —2
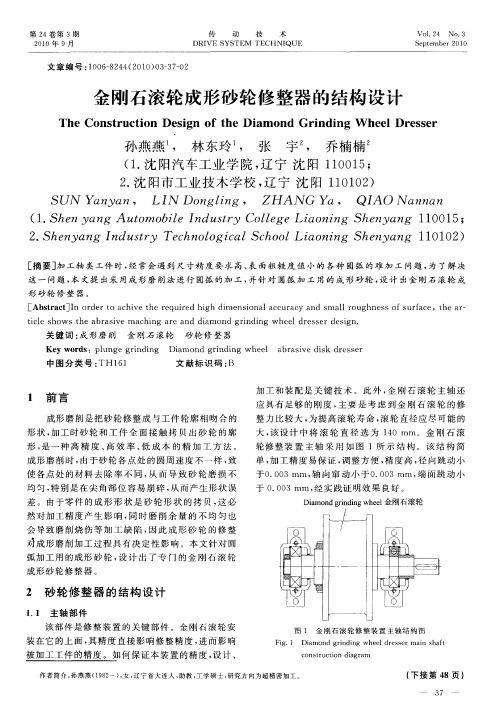
1 1 主 轴 部 件 . 该 部件 是 修 整装 置 的 关键 部 件 。金 刚 石 滚 轮 安
图 1 金 刚 石 滚 轮 修 整 装 置 主轴 结 构 图
Fi Dim on rndig whe ldr s e a n s af g.1 a dgi n e e s rm i h t c onsr c i n d a a t u to igr m
2 S e y n n u t y 丁P 7 Z g c ZSc o lLi o i g S e y n 0 0 ) . h n a g I d sr f 2 0 倪 h o a n n h n a g 1 1 2 o 1
[ 要 ] 工 轴 类 工 件 时 , 常 会 遇 到 尺 寸精 度 要 求 高 、 面粗 糙 度 值 小 的 各 种 圆弧 的 难加 工 问题 , 了解 决 摘 加 经 表 为
大 , 设 计 中 将 滚 轮 直 径 选 为 1 0 mm。金 刚 石 滚 该 4 轮修 整 装 置 主 轴 采 用 如 图 1所 示 结 构 。该 结 构 简
砂轮大圆角金刚石笔修整器

utting Tools C 刀 具冷加工42砂轮大圆角金刚石笔修整器浙江太阳股份有限公司 (上虞 312300) 周其灿栏目主持 蒋亚宝圆角大小调整金刚石笔的位置。
操作时先拧松螺母5,然后转动手柄杆25,带动齿轮9、11,由齿轮11带动回转轴21。
回转轴上安装有两轴承20在导向板17环形槽内滑动,当砂轮的圆弧修整完后再拧紧螺母5,此时可修整砂轮的外圆。
2. 装置的制作要求回转轴21上两轴承与环形槽的配合精度必须得到充分保证。
因为两齿轮间的啮合存在间隙,压紧螺钉3与其上的轴承是为了保证回转轴不绕自身中心轴线回转,否则在修整砂轮外圆时金刚石笔会产生抖动,甚至产生危险。
导向板环形槽的半径可根据所需修整的圆角尺寸范围来确定。
独特的砂轮修整器1.销 2、10、14.螺钉 3.压紧螺钉 4、12.垫圈 5.螺母 6.挡圈 7.键 8.底板 9、11.齿轮13.弹簧 15.弹簧座 16.手柄套 17.导向板 18.手柄 19.轴承隔圈 20.轴承21.回转轴 22.标尺 23.挡杆 24.金刚石笔 25.手柄杆3. 结语该装置已在生产中得到验证,效果较好。
该装置的优点是制造成本和使用成本低,产品具有通用性,操作简单实用,适用修整圆角的范围较大,可以修整大圆弧砂轮,能较为精确地保证砂轮圆弧部分和直线部分的相切,对中小批量的生产场合极为实用。
(收稿日期:20120910)普通外圆磨床的金刚石笔砂轮修整器可修整砂轮的外圆及半径小于R 10mm 的圆角,当要求修整R 10mm 以上的圆角时就无能为力了,这是因为承载金刚石笔的轴承直径不能太大,否则修整器的旋转体会与砂轮产生干涉,如果针对大批量生产,我们可以制作专用的金刚石滚轮来修整尺寸较大的砂轮圆角。
但由于金刚石滚轮价格高、通用性差,不适合小批量多品种的生产。
所以我们设计了一种独特的砂轮修整器,用于修整大尺寸的砂轮圆角,具体结构如下(见附图)。
1. 装置的使用 金刚石笔24安装在回转轴21上,根据砂轮所需。
圆弧金刚石砂轮精密修形与精度评价技术

摘 要 :南于金 刚石砂 轮具有硬度高 、 耐磨性好 的特性 , 金 刚石砂轮 的修整需要通过 特殊的修整 方式来完成. 砂轮修 整器
是用来 实现金刚石砂轮修形的有效手段之一 . 针对金刚石砂轮 , 尤 其 是 圆 弧 金 刚 石 砂 轮 的精 密 修 形 需 要 , 研 制 了 圆 弧 金
刚石 砂 轮修 整 器 , 并 进 行 了砂 轮修 形 T 艺 的 规 划 设 计 . 出 于 自动 化 控 制 的考 虑 , 在 Wi n d o w s 操作 系统下 , 采用 D e l p h i 编 程 软 件 开发 了 配 套 的 砂 轮 修 形 控 制 系统 软 件 , 以 实 现 圆 弧 金 刚石 砂 轮 的修 整 与 测 量 . 通过相应 的实验 表明 , 该 砂 轮 修 形 技 术 可 以满 足 金 刚 石 砂 轮 修 形 的需 要 , 并拥有很好的应用前景.
第 5 2 卷 第 6期
2 0 1 3年 1 1月
厦 门大 学 学报 ( 自然科 学版 )
J o u r n a l o f Xi a me n Un i v e r s i t y( Na t u r a l S c i e n c e )
Vo1 . 5 2 No.6
关键词: 圆弧砂轮修整器 ; 修形工艺 ; 金刚石砂轮 ; 精度评价
中 图分 类 号 : T G 7 4 . 3
文 献标 志码 : A
文章 编 号 : 0 4 3 8 0 4 7 9 ( 2 0 1 3 ) 0 6 — 0 7 9 7 — 0 5
砂 轮在 磨削 过 程 中 , 砂 轮 表 面 的磨 粒 因磨 损会 产 生 钝化 、 破碎、 脱 落 等现 象 , 容 易使 得 加 工 面 发 生 颤振 与烧 伤 , 从 而影 响到 加 工 件 的 表 面质 量 . 另外 , 砂 轮 的
圆弧砂轮修整器
圆弧砂轮修整器使用方法工作原理圆弧砂轮修整器使用方法(1)公式修砂轮上为凸圆弧时a-R,砂轮上是凹圆弧时a +R。
圆弧修整器的中心距离为a。
(2)所用的块规用表来确定金刚钻的头部高度,高度位置即圆弧大小用千分表来量。
把圆弧修整器放在机床台面上。
b.金刚钻的头对准千分表头中心(用十字相乘法)。
c.把千分表头对在块规上,针头对在零位上,再把金刚钻头打到零位即可。
(3)操作1先用金刚钻碰面,侧面,底面碰好后取零位。
b. X进(R+0.02)mm,Y在下的时候,左手要旋转,圆弧修整器漫漫下到R+0.02mm. (4)操作2a同样先碰面,侧面,底面,归零。
b.先抬上下,再将侧面摇至零位,上下慢慢下,下时圆弧修整器旋转到上下零位即可。
圆弧砂轮修整器工作原理上海天然金刚石工具厂工作时将圆弧砂轮修整器安装在磨床的工作台上,调整升降机构,使修整笔的高度与砂轮的中心轴线同高,对于不同界面的形状可以通过转动手柄来实现。
当需要修整的砂轮界面形状外为圆弧时,转动手柄5,2、3两齿轮啮合,通过两个锥齿轮将转动传递给修整笔1上,使修整笔绕锥齿轮2的中心轴线来回摆动。
根据加工要求的不同,可以调整修整笔右端的滚花转轮来实现对砂轮内外圆弧的修整。
当修整内圆弧砂轮时,使修整笔尖左移,使笔尖超出齿轮轴线一部分,修整砂轮为外圆弧时,使修整笔绕着齿轮的中心轴线右移,使笔尖向右超出轴线一部分,砂轮修整圆弧的半径取决于笔尖与该转动轴线的相对移动离。
砂轮修整器价格当磨削平面,外圆柱面时,需要修整的砂轮截面形状平直,只需要纵向移动修整笔,即可进行修整,我们把齿轮修整器安装在机床上,使它可以纵向进给,使修整笔的位置保持在上图所示位置,再进行纵向进给,就可以实现对砂轮的修整。
M8835P砂轮修整器的改造
可知 , 修整器不可能修整 出半径小于 20m 0 m的圆
弧 砂 轮 , 须对 其进 行改 造 。 必
臂的调整距离长则修整半径大 , 反之 , 则修整半径
4
由上述分析 可知 , 影响圆弧修整器修整半 径 的因素为 : 砂轮直径 D和轴心距 M。砂轮直径虽
李爱民 , 王鑫 , 王连朴
( 哈尔滨轴承集 团公 司 锻压分厂 , 哈尔滨 10 3 ) 5 0 6
摘要 : 分析 了轴承棒料 70 0 T切料机用大齿 轮齿 根部产 生疲 劳裂 纹 , 甚至 断裂 的原 因 , 大齿 轮结 构进行 了改 对 造 。改造后 的齿 圈相对 于轮 毂可以变换角度 , 改善 了受力状态 , 高了齿 轮使用寿命 。 提 关键词 : 滚动轴承 ; 切料机 ; 棒材 ; 大齿 轮 ; 寿命
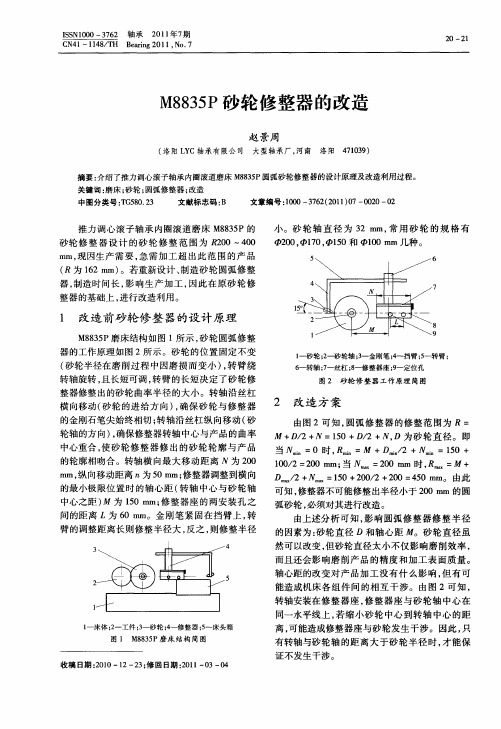
M 85 8 3P磨床结构如图 1 所示 , 砂轮 圆弧修整 器 的工作原理如图 2所示 。砂轮的位置 固定不变 ( 砂轮半径在磨削过程中因磨损 而变小 ) 转臂绕 , 转 轴 旋转 , 长短 可调 , 臂 的长 短决 定 了砂 轮修 且 转
整器 修整 出的砂 轮 曲率 半 径 的大 小 。转 轴 沿 丝杠 横 向移动 ( 轮 的 进 给 方 向 ) 确 保 砂 轮 与修 整 器 砂 , 的金 刚石 笔尖 始终 相切 ; 轴 沿 丝杠 纵 向移动 ( 转 砂
中图分类号 :H13 3 ; G 1 . 5 T 3 .3 T 3 5 5 文献标志码 : B 文章编 号 :00— 7 2 2 1 ) 7~ 0 1— 2 10 3 6 (0 10 0 2 0
1 切 料 机 构及 分 析
切 料是 轴承 锻 造 加 工 的 第 1道 工 序 ,0 T切 70
3MZ1420A外沟磨床砂轮圆弧修整器改进
堕
=塑 垒
1 原砂 轮 圆弧 修 整 器 的 工作 原 理 及 存 在 问题
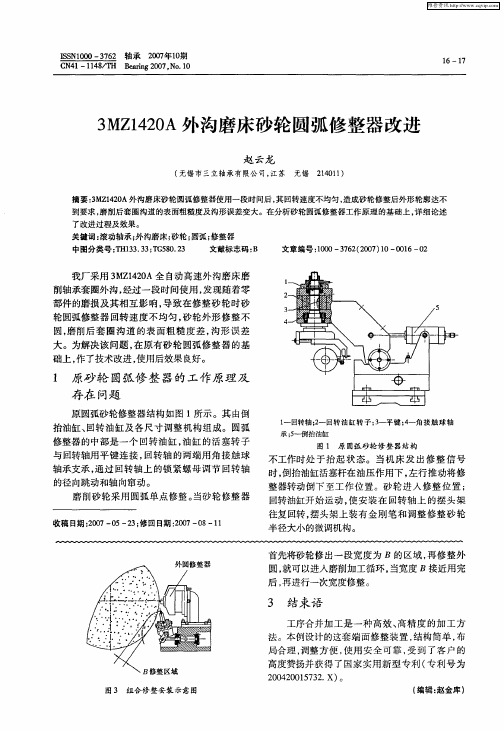
原 圆弧砂轮修整器结构如图 1所示 。其 由倒 抬油缸、回转油缸及各尺 寸调整机构组成。圆弧 修整器 的中 部是 一 个 回转 油 缸 ,油 缸 的活 塞 转 子 与 回转轴 用平 键 连 接 ,回 转轴 的两 端 用 角 接 触 球 轴承支 承 ,通过 回转轴 上 的锁 紧螺 母 调 节 回转 轴 的径 向跳 动和轴 向窜 动 。
双活 塞杆 液压 缸两 端 都有 活 塞 杆伸 出且 直径 相 等 ,活 塞 两 边 有 效 面 积 相 同。如 果 供 油 压 力 和 流量 不 变 ,则 活 塞 往 复 运 动 时两 个 方 向 的作 用 力 和速度均相等 ,所 以此液压缸 能保证运动 的匀速 性 。液压 缸 的安装 采用 轴 向底座方 式 。
我厂采用 3MZ1420A全 自动高速外沟磨床磨 削轴 承套 圈外 沟 ,经过 一 段 时 间使 用 ,发 现 随着 零 部件的磨损及其相互影 响,导致在修整砂轮时砂 轮 圆弧修 整 器 回转 速 度 不 均 匀 ,砂轮 外 形 修 整 不 圆 ,磨削后套 圈沟道 的表面粗糙 度差,沟形误 差 大。为解决该 问题 ,在原有砂 轮圆弧修整器 的基 础上 ,作了技术改进 ,使用后效果 良好。
原 有修 整器两 端 的角 接 触 球轴 承选 用 本 公 司 所生产 的 7209C/P4、7206C/P4高 精度 角接 触球 轴 承 ,装 配并 加 注 润 滑 脂 ,原 有 的 密 封 防 尘 装 置 不 变,回转轴 的径向跳动 和轴 向窜动控制 在 0.001 lrlnl内 。 2.2 回转 运动装 置 的改进
砂轮修整机使用说明【详解】
砂轮修整器是对磨床砂轮进行尺寸、形状、几何角度等进行修整的辅助工具。
砂轮修整器装配于平面磨床、万能工具磨床上,修整由直线和圆弧组成的各种已经成型的砂轮以满足加工的需要,砂轮修整器和块规配合使用可以得到所需要的凸R及凹R的角度精密砂轮,厚度修整器、同步砂轮修整器可以修整砂轮的厚度及两侧,砂轮修整器本身的构造修整砂轮能达到非常精密的尺寸。
砂轮修整器包含有:万能砂轮修整器、透视砂轮修整器、万能透视砂轮修整器、角度砂轮修整器、常规砂轮修整器等。
万能砂轮修整器特征:万能砂轮修整器适合装配于平面磨床及工具磨床,滑动底座设计,配合回旋座及上滑座,可修整任何直线角度及圆弧组成的各种截形砂轮。
万能修整砂轮计算公式:归零:H=L=零R修整凸圆弧:H=L+R修整凹圆弧H=L-RH-两准梢外母线间的距离R-所需修整圆弧之半径L-金刚刀刀尖至基准板的距离万能砂轮修整器详细参数:中心高:±165mm转盘刻度读数精度:5'砂轮修整最大直径:φ200mm洗石笔摆动范围:±14mm丝杆最大推进量:25mm推进丝杆手柄刻度:0.01mm厚度砂轮修整器特征:修整工作时砂轮两边同时进行修整(单边切入深度为0.005mm),适用于深槽磨削时的砂轮成型修整。
厚度砂轮修整器详细参数:砂轮最大宽度:40mm最小修整宽度:0.2mm最大修整深度:55mm刻度:0.01/个刻度,1mm/把手每转一次金刚钻:φ8,φ10,φ12(没有附件)材料:马氏体不锈钢SUS440淬火硬度:HRC62°总体重量:4.8KG透视砂轮修整器特征:透视砂轮修整器适合于平面磨床、万能工具磨床。
透视砂轮修整器用于修整各种角度、凸R、凹R,并可以通过透视镜观察钻石笔尖修整砂轮表面时候的接触情况,使修整砂轮可以达到非常高的精密度,可以精确的修整细小的圆弧和角度。
透视砂轮修整器详细参数:回旋中心高度:65mm凸R修整范围:0-12mm凹R修整范围:0-25.4mm滑板修整行程:22.5mm修整角度:95°-0°-95°角度砂轮修整器特征:角度砂轮修整器适用于平面磨床、工具磨床等。
浅谈砂轮圆弧修整器的设计与使用

文章编号:1007-6042(2007)03-0001-05浅谈砂轮圆弧修整器的设计与使用杨夏沙 陈 琦(株洲电力机车有限责任公司 湖南株洲 412001)摘 要:阐述了砂轮圆弧修整器的设计思路、结构及使用方法,介绍了其实际应用情况。
关键词:圆弧修整器;磨削;设计;使用中图分类号:U273.92 文献标识码:B 随着市场的变化,机械产品的加工也变得多品种、小批量。
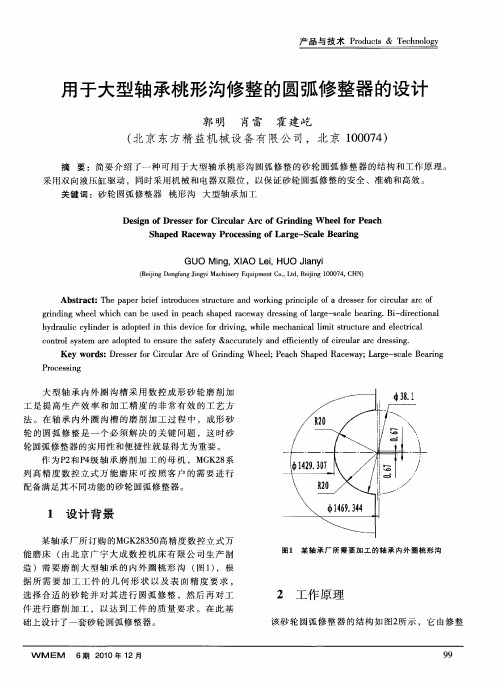
在圆弧槽的加工中,经常采用球头铣刀来铣削加工轴向槽,在产品内外圆柱面上的圆弧槽经常采用成形车刀加工。
对于圆弧尺寸和表面质量要求较高时,还要采用圆弧成形磨削砂轮磨削圆弧表面。
而球头铣刀的磨削和成形砂轮的修形好坏决定了所加工圆弧槽的精度,因此设计一种砂轮圆弧修整器,在普通磨床上磨削产品圆弧,既能解决产品加工缺陷,又可节约购买数控成形磨床的几百万元的投资。
1 砂轮圆弧修整器的设计思路及技术要求砂轮修整器的结构如图1所示,在设计制造过程中,必须满足以下条件,才能保证使用效果:①保证金刚笔中心和卧式磨床的磨削中心轴线在同一平面内,才能保证砂轮圆弧修整后的圆弧不成椭圆。
为方便金刚笔旋转支架从固定支架上取出,测量金刚笔修整圆弧的大小,参照车床尾座原理,设计上顶尖为可调顶尖,下顶尖为固定顶尖;根据机床中心高的不同,设计出不同高度的附属垫铁用来保证砂轮修整器的通用;②保证金刚笔尖到转轴支架的轴线值可测量,才能确定修整后的砂轮圆弧与车轴圆弧相同。
通过金刚笔在支架上的移动,可以修整不同大小的圆弧;③固定支架用于安装金刚笔旋转装置的 15H7的孔必须同心,旋转支架用于安装中心顶的两孔必须同心,才能保证旋转支架和固定支架旋动的灵活,修整后的砂轮才不会出现台阶凹痕。
2 砂轮圆弧修整器的设计过程2.1 固定支架的设计图1 砂轮修整器结构如图2所示,固定支架的底座安装在附属垫铁上,附属垫铁安装在机床工作台上并固定压紧,随机床一起移动。
根据机床工作台的尺寸,同时方便旋转操作修整砂轮,确定底座的宽度为50mm。
简易砂轮圆弧修整器

2021/4/8
9
当需要上支架向左侧即在砂轮的左侧修出圆弧做大于90 的回转时,调节方法如下2转动限位调节手柄19,使限位 块4竖起,转动翼形螺母18,即可将限位块4固定,此时 上支架只能
2021/4/8
10
做向左的大于90的回转运动。向右侧回转当不使用时,
将两个限位块按上述过程竖起,调节两个限位块上的螺 钉20,即可将上支架在中间位置固定,用来搬运和修整 砂轮正面。这种新
2021/4/8
11
型的圆弧修整器,结构简单制做容易,并具有以下特点 由于采用了锥面配合,定心精度修整由于各部位均为刚 性联接,心轴与锥套的间隙可调,修整时性能稳定,无 振动现象产生。心轴上
2021/4/8
12
部设有校正锥孔中未画出,有效地保证了制造和使用中 的精度检验。3,18.翼形嫌母4.限位块8.心轴9.键12.定位 块13.上支架14.修整杆17.压块20.限位蜾钉2
2021/4/8
5
接并由螺母紧固。心轴的上部加工有个莫氏2号工具内锥 的校正锥孔中未画出,用来检验标尺和修整杆位置平时 用带螺纹的上盖盖住,以免砂尘及切屑进人。上支架装 有标尺23和可装卸
2021/4/8
6
金刚石刀的砂轮修整杆14.修整杆的中心与机床工作台中 心等,并与心轴回转中心线垂直交叉。该砂轮圆弧修整 器既可在砂轮上修整出凸圆弧,也可修整出凹圆弧,工 作原理是底座在工
胸片显示局部或弥漫的浸润一氧化碳弥散功能较用药前基础检查下降当需要上支架向左侧即在砂轮的左侧修出圆弧做大于90的回转时调节方法如下2转动限位调节手柄19使限位块4竖起转动翼形螺母18即可将限位块4固定此时上支架只能肺毒性最早期临床表现有气短干咳及胸透早期可逆确诊靠病理切片活检
用于大型轴承桃形沟修整的圆弧修整器的设计
.
2 工作原理
W M EM 6期 2 1 0 0年 1 2月
9 9
产 品 与 技 术 Po u t rd c s& T c n l y eh oo g
的摆动 位置 和 范 围 ;电器 限位 使用 无触 点 开关 9 为 作 传 感器 元件 , 由数 控 系统进 行 控制 。旋 转 支架 2 的来
h d a l yi d r i a o t d i h s d vc rd i i g w i c a i a i t t c u e a d e e t c l y r u i c l e s d p e n t i e i e f r n , h l me h n c ll r t r n l cr a c n o v e mi su i c n r ls se a e a o t d t n u e t e s f t o t y t m r d p e o e s r h ae y&a c r t l n f c e t fcr u a r r s i g o c u ae y a d ef in l o i l ra c d e sn . i y c
G UO n , AO e,HUO in i Mig XI L i Ja y
(e igD nfn igi c ieyE up n o, t, ej g1 0 7 , HN B in o gagJ y Mahnr q imet .Ld B in 0 0 4 C ) j n C i
3MZ1320磨床砂轮修整器改进
: uo t a er gin rgov r d rw e ldesr at mai l lb ai e roegi e; h e; rse cb l n n n
2 1 工作 原理 .
首先 用 圆弧砂 轮 修整 器 金刚 笔把 砂 轮修 整成 3 12 MZ 0全 自动球 轴 承 内圈沟 道 磨床 是用 于 3 加工 单 列球 轴 承 内圈 沟道 的专用 机 床 ,  ̄ ; 径 磨 JL f 西6 0~20 0mm, 最大 可加 工 西20 m。 6 m 经过 一段 时 间使用 以后 ,发 现使 用 圆弧 修整 器修 整 后 的砂 轮 磨 削 出 的产 品 的沟形 、 面粗 糙 度及 精度 不稳 定 。 表 针 对 磨 床修 整 器存 在 的 问题进 行 了分 析 和 讨 论 ,
的加 工效果
往复摆动 , 拉动油缸活塞杆做往复运动, 通过拉杆
钢 丝 与摆 杆连 接沿 滑 轮做 往 复 回转 ,实 现砂 轮 圆
弧修整 。同 时通过 调 整摆 头架 上 的 回转轴 推 动弹 簧 片实 现砂 轮修 整半 径大 小 的微调 。 22 存在 的 问题 .
2 原砂轮 圆弧修整器 工作原理及存 在 的问题
收稿 日期 :0 9 1 —1 . 2 0 —2 4
作者简介 : 马 可 ( 9 l , , 理 工程 师 1 8 一)男 助
砂轮修整器 回转修整砂轮时 ,油缸长期做往
复运 动 , 整器 工作 一段 时 间后 , 丝 与活 塞杆 接 修 钢 头处 容 易产 生松 动且 钢 丝产 生 弹性 变形 ,修 整器 会 出现摆 动不 均匀 , 修整 砂 轮时会 出现振 动 , 工 加
Ma Ke ,Ba ato iH i a
f er gR & D C ne, ri er gGru op rt n Habn 1 0 3 , hn B ai n e tr Habn B ai o pC roai , ri 5 0 6 C ia) n o Ab l 8 Wh n ac d es ro MZ 1 2 uo t alb aig in rgo v r d rh s b e s d frsme t ,tee e r r se f3 0 a tmai b l e r n e ro eg i e a e n u e o o i 3 c n n me h r
卧式砂轮修整器怎么用【详解】
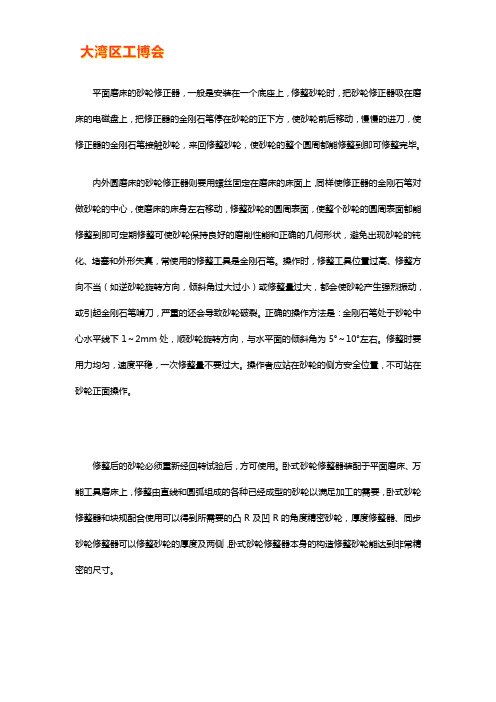
平面磨床的砂轮修正器,一般是安装在一个底座上,修整砂轮时,把砂轮修正器吸在磨床的电磁盘上,把修正器的金刚石笔停在砂轮的正下方,使砂轮前后移动,慢慢的进刀,使修正器的金刚石笔接触砂轮,来回修整砂轮,使砂轮的整个圆周都能修整到即可修整完毕。
内外圆磨床的砂轮修正器则要用螺丝固定在磨床的床面上,同样使修正器的金刚石笔对做砂轮的中心,使磨床的床身左右移动,修整砂轮的圆周表面,使整个砂轮的圆周表面都能修整到即可定期修整可使砂轮保持良好的磨削性能和正确的几何形状,避免出现砂轮的钝化、堵塞和外形失真,常使用的修整工具是金刚石笔。
操作时,修整工具位置过高、修整方向不当(如逆砂轮旋转方向,倾斜角过大过小)或修整量过大,都会使砂轮产生强烈振动,或引起金刚石笔啃刀,严重的还会导致砂轮破裂。
正确的操作方法是:金刚石笔处于砂轮中心水平线下1~2mm处,顺砂轮旋转方向,与水平面的倾斜角为5°~10°左右。
修整时要用力均匀,速度平稳,一次修整量不要过大。
操作者应站在砂轮的侧方安全位置,不可站在砂轮正面操作。
修整后的砂轮必须重新经回转试验后,方可使用。
卧式砂轮修整器装配于平面磨床、万能工具磨床上,修整由直线和圆弧组成的各种已经成型的砂轮以满足加工的需要,卧式砂轮修整器和块规配合使用可以得到所需要的凸R及凹R的角度精密砂轮,厚度修整器、同步砂轮修整器可以修整砂轮的厚度及两侧,卧式砂轮修整器本身的构造修整砂轮能达到非常精密的尺寸。
砂轮修整器包含有:万能砂轮修整器、透视砂轮修整器、万能透视砂轮修整器、角度砂轮修整器、常规砂轮修整器等。
扩展资料:你使用的是什么磨床?平面磨床的砂轮修正器,一般是安装在一个底座上,修整砂轮时,把砂轮修正器吸在磨床的电磁盘上,把修正器的金刚石笔停在砂轮的正下方,使砂轮前后移动,慢慢的进刀,使修正器的金刚石笔接触砂轮,来回修整砂轮,使砂轮的整个圆周都能修整到即可修整完毕。
内外圆磨床的砂轮修正器则要用螺丝固定在磨床的床面上,同样使修正器的金刚石笔对做砂轮的中心,使磨床的床身左右移动,修整砂轮的圆周表面,使整个砂轮的圆周表面都能修整到即可。
多功能砂轮修整器的设计与应用

求 其配 合 精度 满 足纵 向移 动 的精 度要 求 。 ’
把 9 中间轴 6 使 左移 , 使伞齿轮 23 、 啮合 ( 图 2 如 所
收稿 日期 :o 2年 4月 2o
整笔 尖 A处 , 整 笔 的运 动 轨 迹 在 水 平 面 内为 圆 弧 修 曲线 2而 在 , 平 面 内砂 轮 的截面 形状 却 是椭 圆 弧 1由此 造成 砂轮 修 整 的形 状 误差 ( 图 1 , 如 所示 ) 。
图 2 砂 轮 修 整 器 的 结 构 示 意 图
示的位置) 同时使齿轮 4 , 与齿 条 5 脱开。转动手把 9 通过中间轴 6 伞齿 轮副 23 , 、 、 将转动传递到修整笔
将该修整器安装在磨床的工作 台上 , 调整其高度 , 使 修整笔 1 的笔尖与砂轮的中心同高 。
对 于被 修 整 砂 轮 的不 同截 面 形 状 , 以通 过 移 可
当磨削平面 、 外圆柱 面时, 需要修整的砂轮截面 形状 平 直 , 只需 纵 向移 动修 整 笔 , 可进 行 修整 。移 即 动手把 9 中间轴 6向右移 , 使 此时伞齿 轮副 2 3 、 脱
维普资讯
3 2 工 具 技 术
多功 能 砂 轮 修 整 器 的设 计 与 应 用
贾秀杰 张 慧 李剑峰
山东大 学
1 引言
在精密零件的磨削加工 中, 圆弧 形 面 的磨 削 尤 其是轴 承 外环 内滚道 和 内环外 滚 道 的磨 削是 一 个技 术难 点 , 砂 轮 的 修 整 对 磨 削 精 度 起 着 重 要 作 用 。 而
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金刚石刀的砂轮修整杆14.修整杆的中心与机床工作台中 心等,并与心轴回转中心线垂直交叉。该砂轮圆弧修整 器既可在砂轮上修整出凸圆弧,也可修整出凹圆弧,工 作原理是底座在工
作台上固定后,先将标尺23推出至所需圆弧刻度线上, 锁紧螺母3,将标尺23前端金刚石刀的修整杆14轻推至定 位块12上此时即为所修圆弧尺寸,拧紧上支架的螺栓1.松 开螺母
56 60,心轴下部轴锥度,与底座21上的锥套7配合,调节 心轴8下部的螺母5即可调节锥体与锥套的配合松紧程度。 心轴8上部的直径与上支架孔13配合,通过键9与上支架 联
接并由螺母紧固。心轴的上部加工有个莫氏2号工具内锥 的校正锥孔中未画出,用来检验标尺和修整杆位置平时 用带螺纹的上盖盖住,以免砂尘及切屑进人。上支架装 有标尺23和可装卸
产率低且精度难以保证,同时对操作者的技术水平要求。 为解决这难,我们设计出在M120W磨床使用的砂轮圆弧 修整器,效果很好,结构2所不。该砂轮圆弧修整器主要 由底座21上
支架13心轴8和上支架限位座16等组成。底座21和上支架 13为铸铁件。底座前部的斜面与磨床工作台面下部的斜 面配合定位,后部由压块17锁紧在工作台上。具钢制成, 硬度是
2和3,抽回标尺23,即可进行砂轮修整。将砂轮移近金 刚石刀,调整好砂轮位置后,即可通过磨床进给手柄, 使砂轮架做进给运动,手握修整杆手柄缓慢转动,即可 逐渐修整出圆弧。
当需要上支架向左侧即在砂轮的左侧修出圆弧做大于90 的回转时,调节方法如下2转动限位调节手柄19,使限位 块4竖起,转动翼形螺母18,即可将限位块4固定,此时 上支架只能
祝け修整器皖西联合大学安徽六安237,10聂延崇在外圆 磨床上加工轴类工件时,经常会遇到尺寸精度要求面粗糙 度值小的各种圆弧的磨削加工,1.特别是冷冲头的加工, 由于工件
硬度为5862只圆弧与直径相切处要求精密,加工起来特 别困难。在以往的加工中,磨冲头端部圆弧的砂轮,完 全靠工人手工在砂轮上用金刚石刀修出,经试磨合格后 方可正式加工。生
做向左的大于90的回转运动。向右侧回转当不使用时, 将两个限位块按上述过程竖起,调节两个限位块上的螺 钉20,即可将上支架在中间位置固定,用来搬运和修整 砂轮正面。这种新
型的圆弧修整器,结构简单制做容易,并具有以下特点 由于采用了锥面配合,定心精度修整由于各部位均为刚 性联接,心轴与锥套的间隙可调,修整时性能稳定,无 振动现象产生。心轴上
部设有校正锥孔中未画出,有效地保证了制造和使用中 的精度检验。3,18.翼形嫌母4.限位块8.心轴9.键12.定位 块13.上支架14.修整杆17.压块20.限位蜾钉2
1.底座23.标尺
fdweja 磨粉机/
Байду номын сангаас