单工序零件(详细报价单)
零部件成本分析报价表

零件号 零件名称 生产厂家 类似零件及价格 已供其他公司价格 1 成本及价格 项目 原材料 外购件 辅助材料 废品损失 燃料及动力 变动成本 工人工资 福利费 专用工具 各项费用 制造费用 管理费用 财务费用 销售费用 利润 价格(不含税) 税率 价格(含税) 协商价(不含税) 协商价(含税) 金额(元) 名称 品种及规格 生铁 球化剂 孕育剂 沙子 树脂 固化剂 其它 外购件 数量 单价 金额 废损、动能、工资、包装运费、设备厂房折旧 项目 水 电 气 其它 动能小计 废品率 工资 设备厂房折旧 包装运费 数量 单价 金额 金额(元) 实际年产量 原材料、辅料 定额 单价 金额 工序 铸造 铸造 加工 加工 价格计算及费用分摊的年产量 工时费用 专用工具 沙箱 模具 钻具 钻具 原值 工时(分钟) 横梁 报价 厂家代号 零件毛重 零件净重 电话 2 使用机器 每车件数
财务部批准:
生产部审核:
供应商协商意见 :
年
月
日年月日来自年月日
零件报价及模具报价单(最终版)

每小时生产件数
抛丸机 三坐标
加工费(包含一般管理·销售利润)的构成
每小时成本额
加工费
客户意向加工费
元 元 元 元 元 元 元
2级采购商
2.使用 铸造机. 3.包装方 加独立包装+ 式4.:模具费用 纸箱 为5。含最税小单起价订. 量 :500个 6.原材料费用依据LME市场价格,三个月进行一次
成本调整。如超出5%上下浮动,均需要调价
8
包装运输
9
财务及管理费 用
10
利润
铸造模 具费用
7.模具付款方式:预付50%,样品合格后支付40%,尾款 在开具全额增值税发票后一个月支付
工装夹 具费用
8.产品付款:此报价为现金转账价格,不包括承兑贴 息,开票后30-60天结算
切边模
具费用
3% 5%
加工费·合计
名称/图号: 客户名称:
零件报价书
项目
报价
客户意向单价
材料费的构成
模具费用 镶件费用
元
元 元
材质尺寸 (或者材料牌号)
单 位
毛坯重量
市场价(不含 税)
金额
废材 牌号
单 废材料 废材料 市场价
位
原材料费
元
元
ZL104
KG
元
¥-
元
元
加工费
元
元
火耗LOSS(6%)
元
¥-
税款
元
元
合计单价
元
元
材
料
费
废
材
费
(-)
含税单价
原材料管理费(2%)
合 计 (相 减)
零件报价单

Raw material Unit Price Quantity for Individual Item 单位产品用量 (with duty, w/o VAT) 原材料 含关税, 不含增 值税单价 (RMB/Kg) A2 Net weight 净 Wastage 耗损( Total 小计 (kg) 重(g) g ) Aw
Offer Date 报盘日期
Item No. Material/Subpart 序列号 原材料/子零件
Manufacturer / Subcontractor 材料/子零件 制造商
Raw material Unit Price ((w/o duty, w/o VAT)) 原材料不含关税, 不含增 值税单价 (RMB/Kg) A1
Part No. 零件号 Supplier 供应商 Part Name 零 件名称 Supplier Code 供应商代号 For Tools 适用机种
报价详情单
valid drawing ver. 有效图纸版本号 valid tech. spe. ver. 有效技术规范版 本号 #DIV/0! valid PQA ver. 有效PQA版本号
Direct Processing Cost 直接加工成本 [B] Total Time 单件耗用pcs/Unit Component 小计 #DIV/0!
#DIV/0! #DIV/0! Unit Package Transportation Packaging Labour Cost包 Cost单位产品 Form 运输方式 装人工费 包装费[C] Transport Cost运费 Total Freight Per Unit运费单位产 品价[D] Managing Cost 管理 费 E=[A+B+(C)+(D)] * #DIV/0!
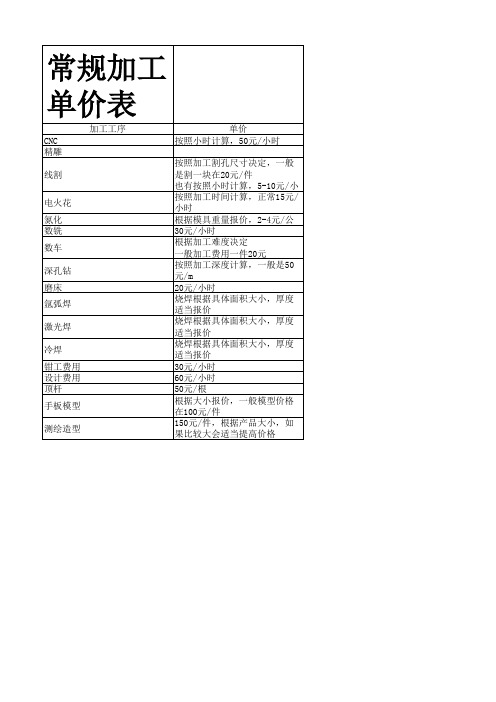
常规加工单价表
常规加工单价表
加工工序 CNC 精雕 线割 电火花 氮化 数铣 数车 深孔钻 磨床 氩弧焊 激光焊 冷焊 钳工费用 设计费用 顶杆 手板模型 测绘造型 单价 按照小时计算,50元/小时 按照加工割孔尺寸决定,一般 是割一块在20元/件 也有按照小时计算,5-10元/小 按照加工时间计算,正常15元/小时 根据模具重量报价,2-4元/公斤 30元/小时 根据加工难度决定 一般加工费用一件20元 按照加工深度计算,一般是50元/m 20元/小时 烧焊根据具体面积大小,厚度适当报价 烧焊根据具体面积大小,厚度适当报价 烧焊根据具体面积大小,厚度适当报价 30元/小时 60元/小时 50元/根 根据大小报价,一般模型价格在100元/件 150元/件,根据产品大小,如果比较大会适当提高价格
常规加工单价表加工工序单价cnc精雕电火花氮化磨床氩弧焊烧焊根据具体面积大小厚度适当报价激光焊烧焊根据具体面积大小厚度适当报价冷焊烧焊根据具体面积大小厚度适当报价钳工费用设计费用手板模型按照小时计算50元小时按照加工割孔尺寸决定一般是割一块在20元件也有按照小时计算510ቤተ መጻሕፍቲ ባይዱ小时按照加工时间计算正常15元小时根据模具重量报价24元公斤30元小时根据加工难度决定一般加工费用一件20元按照加工深度计算一般是50元m20元小时30元小时60元小时50元根根据大小报价一般模型价格在100元件测绘造型150元件根据产品大小如果比较大会适当提高价格
产品加工报价表

操作 校对
承办
成本构成
No.
项目
金额
名称 规格
1
材料费
2
人工费
3
燃动费
4
机物料费
5
设备折旧
6
模治具费
7 外协外购件
8
废品损失
9 制造成本(1~8)
10
三项费
11
包装费
12
运输费
13 所得税后利润
14 税金-所得税
15 税金-附加税
16 不含税售价
17 售价中增值税
18 含税售价
19
20
21
22 净利润售价比
项目 外包装 内包装
产品成本及售价明细表
客户:
零件图号:F601 零件名称:1″
编号:
加工数量:
加工质量标准:
预计加工周期:
预计交货期:
单位 克
1材料费用明细 零件毛重 零件净重
455
不含税单 价
0.0333
加工资源匹配 成本金额 No. 加工工序 所需设备 功率 15.1667 1
人员
产能
2人工费
23 附税检查
24 所得税检查 合 计
10.9720 0.7000
壳体-铜棒
出售铜粉 铜粉回收
费 配件
11.6720 1.5454
0.0811 1.5454 0.5151 0.0903 15.4492 2.6264 18.0755
合计
No. 外协内容 1 2 3 4 5 6 7 合计
10.00% -
零件图号:F601 零件名称:1″ 加工质量标准: 预计交货期:
5折旧费
6模治具费用明细
机械零件加工工艺与报价
20/2018
13
报价资料
车床 铣床 磨床 40元/小时 40元/小时 40元/小时
钳工
加工中心 数控车床 线切割 火花机
40元/小时
60-100元/小时 60-100元/小时 60元/小时 80元/小时
慢走丝线切割 小件80元起价
9/20/2018
大件按面积:0.06-0.08元 /mm2
9/20/2018
16
表面处理价格
1、镀镍:铝件 20元/kg;铁件 12元/kg;每次来货少于2kg的,最低收费50元 2、硬铬:小件(5*5*1cm以下) 2元/个 中件(10*10*1cm以下) 4元/个 大于15cm,每平方厘米0.06元 大件(15*15*1cm以下) 8元/个 3、发黑:小件(5*5*1cm以下) 1元/个 中件(10*10*1cm以下) 3元/个 超出3kg,6元/kg,最低收费50元 大件(15*15*1cm以下) 5元/个 4、氧化:阳极氧化 10元/kg 光亮黑色氧化 14元/kg 小件:本色氧化1元/个,黑色2元/个。 普通黑色氧化 10元/kg 最低收费50元,超过850MM按系数1.2 硬质阳极氧化 12元/kg 彩色阳极氧化 23元/kg 5、喷砂:7元/kg 6、镀锌:白色、彩色 3元/kg;黑色 6元/kg 最低收费40元 7、喷漆:50元/m2 8、喷粉:50元/m2
9/20/2018 12
报价成本计算方法
加工件成本=(材料费+加工费)*1.2 [1.2的系数是含管理费]
设备类成本=(加工件材料费+加工费+购入品费+组立调试费+设计费)*1.2 [1.2的系数是含管理费] 材料费=重量(密度*体积)*单价(元/kg) 加工费=工艺工时*单价(元/时)
精密五金制造加工报价表标准模版

精密五金制造加工报价表标准模版
[企业名称]
[报价单编号]
[报价日期]
序号产品名称规格型号数量单价总价
1产品1规格1数量1单价1总价1
2产品2规格2数量2单价2总价2
3产品3规格3数量3单价3总价3
...
N产品N规格N数量N单价N总价N
总计:总金额
备注:
制表人:审核人:批准人:
计算公式:
总价=单价*数量
总金额=总价1+总价2+总价3+...+总价N
在填写报价表时,根据具体的产品名称、规格型号、数量和单价,可以按照上述模板进行填写。
每个产品占据一行,将不同产品的信息逐行填写到报价表中,并根据计算公式计算总价和总金额。
备注栏可以填写一些附加信息,例如产品的特殊要求、交货期限等。
制表人、审核人和批准人可以是公司内的不同角色,根据具体情况填写。
总金额会自动计算,将各个产品的总价相加即可得到。
在使用该报价表模板时,可以根据实际需求进行修改和调整,例如增加更多的产品信息列、添加更多的计算公式等。
机械零件加工成本计算报价表

材料种类
零件参数 可锻铸铁、球墨铸铁 刀具直径 mm
推荐切削参数范围 8 ~ 20
钻
孔直径 mm 深度 mm 钻 刀具直径 实际每转进给量 实际主轴转速
理论工时 min
**孔直径为待加工 孔直径,即最终加 工得到的孔直径
20.00 每转进给量 mm
15.00
切削速度 主轴转速
m/min
请输入实际切削参数
1.00
切削速度 m/min 主轴转速
刀具齿数 实际切削深度 实际每转进给量 实际主轴转速 理论工时 min *镗杆以镗套支承 时,V取中间值; 镗杆悬伸时,V取 小值
8 509 请输入实际切削参数
3.00 0.60 1.00 600.00 0.3
刀具参数
硬质合金 镗刀块 5.00
4.00 20 1273
然而由于 刀具寿命 的制约, 当任一参 数增大 时,其它 二参数必 须减小。 因此,在 制订切削 用量时, 三要素获 得最佳组 合,此时 的高生产 率才是合 理的。
刀具寿命
切削用量 三要素对 刀具寿命 影响的大 小,按顺 序为v、f 、ap。因 此,从保 证合理的 刀具寿命 出发,在 确定切削 用量时, 首先应采 用尽可能 大的背吃 刀量;然 后再选用 大的进给 量;最后 求出切削 速度。
0.3
加工长度 mm
20.00 切削速度 m/min
50
车 直径余量 mm
实际切削深度 实际每转进给量
6.00 主轴转速
199
请输入实际切削参数 1.50 0.10
实际主轴转速
理论工时 min
**锥面车削加工长 度为锥面母线长度
**工件直径为上道 工序所留尺寸
800.00 1.25
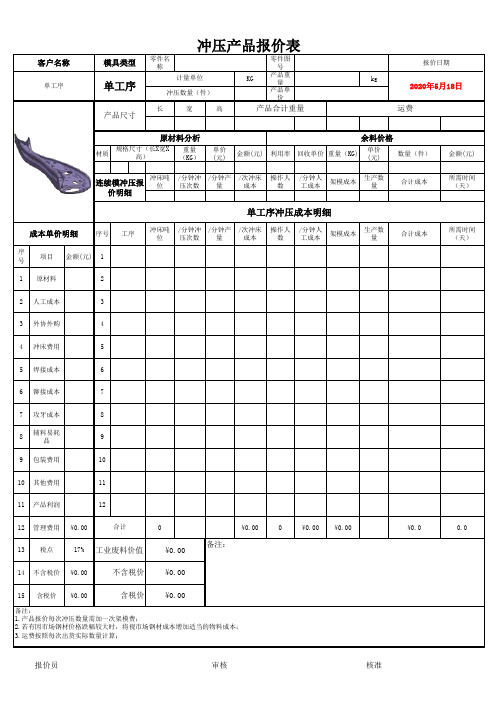
冲压零件报价表
零件名称
零件图号KG
产品重量kg
产品单价
长
宽
高
材质
重量(KG)单价(元)金额(元)
利用率
回收单价重量(KG)
单价(元)
数量(件)
金额(元)
冲床吨位
/分钟冲压次数
/分钟产量
/次冲床成本操作人数/分钟人工成本
架模成本生产数量合计成本
所需时间(天)
序号冲床吨位
/分钟冲压次数
/分钟产量
/次冲床成本
操作人数
/分钟人工成本
架模成本生产数量
合计成本
所需时间(天)
序号项目金额(元)
11原材料22人工成本33外协外购44冲床费用55焊接成本66铆接成本77攻牙成本88辅料易耗
品99包装费用1010其他费用1111产品利润12
12管理费用¥0.000
¥0.00
¥0.00
¥0.00
¥0.0
0.0
13税点17%14不含税价¥0.0015
含税价
¥0.00报价员审核核准
备注:
1.产品报价每次冲压数量需加一次架模费;
2.若有因市场钢材价格跌幅较大时,将视市场钢材成本增加适当的物料成本;
3.运费按照每次出货实际数量计算;
合计
工业废料价值
¥0.00备注:
不含税价¥0.00含税价
¥0.00
成本单价明细
工序
产品尺寸
产品合计重量
运费
原材料分析
余料价格
规格尺寸(长X宽X
高)
连续模冲压报价明细
单工序冲压成本明细
单工序
单工序
计量单位2013年3月31日冲压数量(件)客户名称
模具类型
报价日期。
汽车零部件报价单

车型: 汇总 序号 1 2 3 4 5 6 7 8 9 项目 原材料 外购件 外协费用 模具费用 包装及运费 加工费明细 期间费用 税金 利润 合计 5、包装及运输费用说明 项目 纸箱 内包装 运费 其他 供方(签章) 合计 大运公司确认 金额 单件摊销 核价 工序名称 使用机械 小计 6、加工费明细 工时数 台时值(元/时) 加工费 核价 小计 报价 零部件名称: 零部件代号: 1、主要原材料明细 材料 单价 核价材料名称及规格 废料 单价 用量 成品 重量 金额 核对 名称及规格 单价 金额
合计
经办人:
审批人:
审核:
批准:
3、外协费用说明 金额 核定 金额
4、模具费用说明 摊销单 核对 价 金额
8、税金计算 制造成本 (第1-7项之金额 核 定 金 项目
报价日期: 2、外购件明细 用量
小计 4、模具费用说明 模具 模具价格 名称
小计 7、期间费用说明 项目 管理费用 财务费用 营业费用 合计 核价: 金额 核 定 金 报价 核对 税金 (税率17% ) 报价 核对 审定: 8、税金计算 制造成本 (第1-7项之和)
工程配件报价单模板

零件名称
材料进价
前保险杠
400
前大灯
320
防雾灯
75
前保骨架
165
前中网
45
前叶子板
260
水箱框架
390
防雾灯框
10
叶子板边灯
10
叶子板内衬
25
后保险杠
400
后保骨架
160
后尾灯外
75
后尾灯内
65
行李箱盖
850
机盖
950
前车门
1250
后车门
1200
车门外把手前 45
车门外把手后 45
440 352 82.5 181.5 49.5 286 429 11 11 27.5 440 176 82.5 71.5 935 1045 1375 1320 49.5 49.5 44 11 13.2 11 374 253 181.5 176 330 269.5 594
产地 零件供货商及品牌
正产 正产 正产 正产 正产 正产 正产 正产 正产 正产 正产 正产 正产 正产 正产 正产 正产 正产 正产 正产 正产 正产 正产 正产 正产 正产 正产 正产 正产 正产 正产
车门外饰条
40
刹车油杯盖
10
水箱盖
12
机油尺套
10
汽油泵(总成) 340
机油泵
230
电子风扇
165
水泵总成
160
刹车总泵
300
前刹车分泵
245
发电机()
540
配件报价单
ቤተ መጻሕፍቲ ባይዱ
材料进销差价率 材料销售价
10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10%
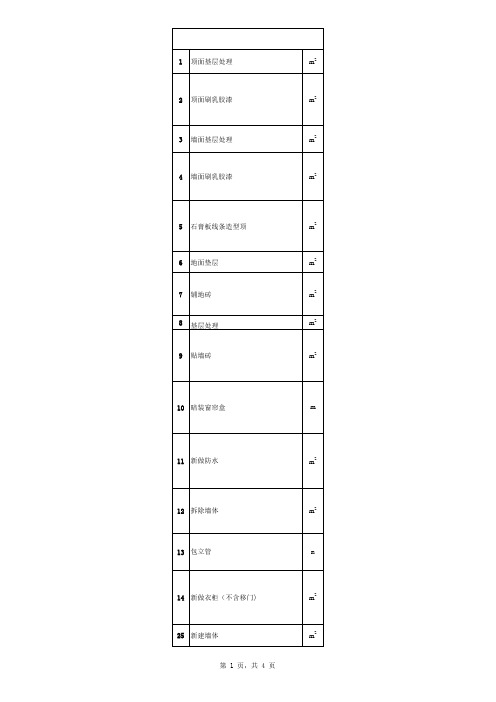
表面处理报价手册

3
钻孔
drilling
4
锪孔口
/
6秒/个 材料T≤6MM,M≤M10,20秒/ 个,M>M10,30秒/个.
5
攻丝
tap
如:一个厚度为3MM的零件,有3只螺纹孔 1.根据材料的厚度和螺纹孔的大小不同而 为M6*1.0,有两只螺纹孔为M12,则攻丝 总工时为3*20+2*30=120秒. 定攻丝工时.2.螺纹孔攻丝前先按螺纹的规 格查表得出底孔大小,且攻丝前需将底孔 如:一个厚度为8MM的零件,有3只螺纹孔 材料6<T≤10MM,M≤M10,35 倒角,去毛刺. 为M6*1.0,有两只螺纹孔为M12,则攻丝 秒/个,M>M10,45秒/个. 总工时为3*35+2*45=195秒. 管子展开长L≤1200MM,1.4 1.退火热处理,一般情况下温度控制在680700℃左右,保温0.5-1H,随炉冷却.2.退火 元/Kg 热处理,当管子弯曲半径R与管子外径D的比 值<1.5且管子壁厚与管子外径D的比值< 管子展开长L>1200MM,按工 0.04,管子退火温度需适当降低,建议温度 件大小及长度而商定价格. 为600℃左右.
13
打磨,去毛刺
deburring
打磨焊接件,磨500MM/分钟
14
线切割
6元/小时,1小时/1200平方 源自lectric pulse cutting 毫米
氧气割 15 激光切割 laser cutting 氮气割
如:一个零件的切割长度为1200M,厚度为 5MM,则切割价格为1200/1000*37=44.4 1.氮气割表面质 元. 量比氧气割 好.2.供应商: 永邦通信器材有 如:一个零件的切割长度为1200M,厚度为 限公司 5MM,则切割价格为1200/1000*58=69.6 元. 如:一个零件,数冲周长为1000MM,冲孔 30只,假设有此大小的冲孔模,用冲模为 25MM的模具冲外形周长,则数冲冲次为 供应商:永邦通 1000/25+30=70次,70/80*3==2.63元. 信器材有限公司 如:一个零件折弯4次,其中有两道弯长 为900MM,其余两道弯长为300MM,则零 件折弯价格为:2*2*0.7+2*0.7=4.2元.
报价样板(工艺表)
1、清工辅料,石膏线由客户提供。 2、按上述一般工艺安装。 3、弧线部分计算长度按展开长度计。 1 、 水路改造按建筑面积收取 , 按公司标准布线 。 若超出标准 , 超出部分按实际发生米数收取 。 收 费标准见水电编制说明 。 2 、 水路布线标准 : 为 4 、 6 分结合 , 进户管至总阀为 6 分 , 其它部分均为 4 分 。 布线方式 : 客厅 、 餐 厅 、 房间等未做防水区域为顶部布线 , 其余均为地面布线 。 3 、 厨房 、 卫生间布冷热水管 ; 阳台布一根冷水管 。 太阳能热水器布线由厂家负责 , 公司只负责对 接工作 。 1 、 强电路改造按建筑面积收取 , 按公司标准布线 。 若超出标准 , 超出部分按实际发生米数收取 。 收费标准见水电编制说明 。 2 、 强电线路为局部布线改造 , 主灯为双控 , 射灯 、 灯带 、 卫生间 、 厨房 、 阳台等为单控 。 照明线 路为 1 . 5 平 , 普通插座为 2 . 5 平 , 空调插座为 4 平 。 中央空调 、 大功率电热水器另计 。 3 、 插座布放标准 : 客厅电视背景墙 : 5 个五孔 、 沙发角几位置 : 2 个五孔 、 餐厅 : 2 个五孔 、 卧室电 视位置 : 2 个五孔 、 床头位置 : 各一个五孔 、 书房电脑位置 : 3 个五孔 、 洗衣机和洗衣池各一个五 孔 、 卫生间一个五孔 、 厨房插座按厨柜图纸布线 。 4 . 此项不包含煤气管路 , 材料与安装由燃气公司提供 。 水晶灯需由厂家组装 , 公司只负责小型水晶 灯具吊装 。 1 、 强电路改造按建筑面积收取 , 按公司标准布线 。 若超出标准 , 超出部分按实际发生米数收取 。 收费标准见水电编制说明 。 2 、 弱电线路为重新布线改造 。 3 、 布放标准 : ( 1 ) 电视线 : 客厅 、 卧室 、 书房 , ( 2 ) 网络线 : 卧室 、 书房 ( 3 ) 电话线 : 客厅 、 卧室 。 所有弱线均只布设一路 。 4 、 智能箱由客户提供 , 网络 、 对讲 、 监控 、 音响均由厂家安装对接 , 公司只负责布线
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4
5
6
7
8
9
10
11
12
辅助 工时 (分钟) 20 10
额定 工时 (分钟) 30 20 10
总工时 (分钟)
50 30 10
工时 单价 (元/小时) 50 90 40
单件 小计 (元): 41.7 45.0 6.7
成本合计(元): 难度风险系数%: 管理费%5+利润%8:
税金%17:
1968.0
255.8 334.6
含税总价 RMB: 2558
备注:1.验收时以最终图纸尺寸及技术要求为准 2.以上报价是按来图报价,如有图纸变更需从新报价(应急加工另加收50%) 3.如批量加工,100-300件按90%收取费用,300-1000按80%收取费用,1000件以上按70%收取费用
报价人: 李高发
审核:Leabharlann 批准:报价日期 2021/4/11
8
9
10
11
12
辅助 工时 (分钟) 20 10
额定 工时 (分钟) 30 25 10
总工时 (分钟)
50 35 10
工时 单价 (元/小时) 50 90 40
单件 小计 (元): 41.7 52.5 6.7
成本合计(元): 难度风险系数%: 管理费%5+利润%8:
税金%17:
2247.0
292.1 382.0
(零件详细报价单)
名称及图号: 模块下 毛坯尺寸: ¢120*25
材料: 45# 备注:
数量(件): 18
材料单价: 8.0
重量(Kg): 3 材料费(元): 432.0
序
号
加工工序
1 车床--车外圆及台阶(10分钟)端面(20分钟)
2 加工中心--铣6个沉头孔(25分钟)
3 钳工--去毛刺
4
5
6
7
(零件详细报价单)
名称及图号: 模块上 毛坯尺寸: ¢120*20
材料: 45# 备注:
数量(件): 18
材料单价: 8.0
重量(Kg): 2 材料费(元): 288.0
序
号
加工工序
1 车床--车外圆(5分钟)端面(20分钟)及环槽(5分钟)
2 加工中心--铣6个沉头孔(20分钟)
3 钳工--去毛刺
含税总价 RMB: 2921
备注:1.验收时以最终图纸尺寸及技术要求为准 2.以上报价是按来图报价,如有图纸变更需从新报价(应急加工另加收50%) 3.如批量加工,100-300件按90%收取费用,300-1000按80%收取费用,1000件以上按70%收取费用
报价人: 李高发
审核:
批准:
报价日期 2021/4/11