_DINEN__________10268_________01012003_C
ADC0809采集与数值转换、10进制显示的VHDL实现

同ADC0809一路走来采用VHDL语言控制ADC0809对模拟电压量进行采集不难,难在于将所得的数据进行转换,显示实际电压值(当然是10进制数),更难的是在转换方法上的运用,如何达到更高效率、资源占用率更低!ADC0809对(0~5V)模拟量数值转换的公式为:Vo=data*5/255,即输出电压值Vo=data/51。
在CPLD或FPGA上应用除法所占资源量较大。
个人在转换方式、方法上的认识与实践有如下例子!例一:----------------------有四舍五入,使用个176个logic elements--------------------------------所用方法为:事先算好各数据对应实际电压值,采用查表方式得出数值,没有任何技术含量。
--不过很考验一个人的耐心、细心,对256个数据的计算、舍入、输入等,工作量还是(谁试谁知道)。
--较好的方法可以用 EXCEL计算,生成部分代码(推荐,还可以学习EXCEL的使用)。
仿真波形如图1:--日期:2011-5-2--作者:junglelibrary ieee;use ieee.std_logic_1164.all;entity volt isPORT( Din : in std_logic_vector(7 downto 0);VO2 : out integer range 0 to 5;VO1,VO0 : out integer range 0 to 9 );end volt;architecture one of volt is--显示数值寄存器,V0表示个位 V1表示十位,V2表示百位signal V1,V0: integer range 0 to 9;signal V2: integer range 0 to 5;beginVO2<=V2;VO1<=V1;VO0<=V0;process(Din) --显示查表进程begincase Din isWHEN"00000000"=>V2<=0;V1<=0;V0<=0;WHEN"00000001"=>V2<=0;V1<=0;V0<=2;WHEN"00000010"=>V2<=0;V1<=0;V0<=4;WHEN"00000011"=>V2<=0;V1<=0;V0<=6; --3/51≈0.06---------------4~252略------------WHEN"11111101"=>V2<=4;V1<=9;V0<=6; --253/51≈4.96WHEN"11111110"=>V2<=4;V1<=9;V0<=8;WHEN"11111111"=>V2<=5;V1<=0;V0<=0;WHEN OTHERS => NULL;end case;end process;end one;图1 仿真波形例二:----------------------有四舍五入,使用个549个logic elements------------------方法说明:先将数据过大1000倍再除以51得到的数据就有4个有效数据,最低位数据来确定是否四舍五入(进位)。
DIN EN 10240-1998

O 1997. CEN - All rights of exploitation in any form and by any means reserved worldwide for CEN national members.
Ref. No. EN 10240 : 1997 E
Page 2 EN 10240 : 1997
--`,`,,,`,`,,,,,,`,`,``,`,,,,,-`-`,,`,,`,`,,`---
EN comprises 17 pages.
No pari of this standard may be reproduced without the prior permission of V Deutsches Institut für N o n u n g e. V., Berlin. Luth Verlag GmbH, D-10772 Berlin, has the exclusive right of sale for German Standards (DIN-Normen).
This standard has been prepared by ECISS/TC 29. The responsible German body involved in its preparation was the Normenausschuß Rohre, Rohrverbindungen und Rohrleitungen (Pipes, Pipe Joints and Pipelines Standards Committee).
CEN
European Committee for Standardization Comité Européen de Normalisation Europäisches Komitee für Normung
ABB机器人的错误处理

ABB机器人的错误处理ABB机器人的错误处理ABB机器人的错误处理errnum 数据类型errnum用于描述在执行过程中,发生的所有可恢复的错误。
例如程序执行时,被零除。
如果机器人程序执行过程中检测到一个错误,错误非致命,可以被错误处理程序处理。
这类错误的典型例子是过大的值或者被零除。
errnum 类型的系统变量errno,根据不同的错误性质,分配不同的值。
错误处理程序可以通过读取这个变量来纠正错误,然后执行程序可以正确的方式继续运行。
错误也可以通过使用RAISE指令在程序中创建。
错误处理程序通过指定一个能检测到该特定类型的错误号(范围1-90内或通过BookErrNo指令预订)作为RAISE的参数。
示例:reg1 := reg2 / reg3;...ERRORIF ERRNO = ERR_DIVZERO THENreg3 := 1;RETRY;ENDIF如果REG3= 0,机器人除法时检测到发生的错误。
这个错误可以被检测并通过分配REG3的值为1予以纠正。
因此除法可再次被执行,程序可以继续执行。
CONST errnum machine_error := 1;...IF di1=0 RAISE machine_error;...ERRORIF ERRNO=machine_error RAISE;机器人通过信号DI1检测出现的错误。
跳转到错误处理程序。
调用的错误处理程序调,纠正这个错误。
machine_error 作为一个常数,用来让错误处理程序确切知道发生的是哪种错误的类型。
预定义的错误类型系统变量ERRNO 可以用于读取最后一次发生的错误。
许多预定义常量可以用来确定发生的错误类型。
(ABB 编程手册1179 page)关于raiseRAISE用于在程序中产生一个错误,并调用程序的错误处理函数。
RAISE 同样可以在错误处理函数中使用,将当前错误传送给调用程序的错误处理函数。
这个指令可以用于跳回高一层的程序结构,例如,底层的错误返给主程序的错误处理函数。
DIN EN 10083-1

Das zuständige deutsche Normungsgremium ist der Arbeitsausschuss 05/1 des Normenausschusses Eisen und Stahl (FES).
Änderungen
Gegenüber DIN EN 10083-1:1996-10, DIN EN 10083-2:1996-10, DIN EN 10083-3:1996-02 und DIN 17212:1972-08 wurden folgende Änderungen vorgenommen:
DIN EN 10083-1:2006-10
Nationales Vorwort
Die Europäische Norm EN 10083-1:2006 wurde vom Technischen Komitee (TC) 23 „Für eine Wärmebehandlung bestimmte Stähle, legierte Stähle und Automatenstähle – Gütenormen“ (Sekretariat: Deutschland) des Europäischen Komitees für die Eisen- und Stahlnormung (ECISS) ausgearbeitet.
SPC-0101(中文说明书)-A0
d) 避免不必要的走动; e) 拿产品部件(尤其是板卡)时仅拿住边缘; f) 将产品部件置于一个接地的无静电的操作平台上。如果可能
的话,使用一块导电泡沫垫(非部件的包装材料); g) 不要让部件在操作平台上滑动。 9. 用十字螺丝刀进行操作,最好是强力螺丝刀(带磁性,避免螺丝 遗留在机箱内)。要注意的是,一定不要将工具或零件遗漏在机 箱内; 10. 保证系统良好的散热与通风。
ห้องสมุดไป่ตู้
IDE接口 ...................................................................................................13 并口 .........................................................................................................14 串口 .........................................................................................................14 USB接口..................................................................................................15 显示接口 .................................................................................................15 网络接口 .................................................................................................16 键盘与鼠标接口......................................................................................17 风扇接口 .................................................................................................18 PC104 接口..............................................................................................19 PCI-104PLUS接口 ..................................................................................20 CompactFlash接口 ..................................................................................21 电源输入及失电报警控制接口..............................................................22 机器工作状态指示接口..........................................................................23 第四章 BIOS功能简介...........................................................................26 附录 .........................................................................................................27 Watchdog编程指引 .................................................................................27 I/O口地址映射表 ....................................................................................31 IRQ中断分配表.......................................................................................32 第五章 驱动程序的安装........................................................................33
DINEN EN 10268 2013_12_DE版本

Frühere Ausgaben DIN EN 10268: 1999-02, 2006-10 DIN EN 10268 Berichtigung 1: 2007-02
2
EUROPÄISCHE NORM EUROPEAN STANDARD NORME EUROPÉENNE
ICS 77.140.50
Cold rolled steel flat products with high yield strength for cold forming – Technical delivery conditions; German version EN 10268:2006+A1:2013 Produits plats laminés à froid à haute limite d’élasticité pour formage à froid – Conditions techniques de livraison; Version allemande EN 10268:2006+A1:2013
© 2013 CEN
Alle Rechte der Verwertung, gleich in welcher Form und in welchem Verfahren, sind weltweit den nationalen Mitgliedern von CEN vorbehalten.
Ref. Nr. EN 10268:2006+A1:2013 D
Preisgruppe 10 www.din.de www.beuth.de
!$Ö+u"
1970882
QUELLE: NOLIS (Norm vor Anwendung auf Aktualität prüfen!/Check standard for current issue prior to usage)
DIN EN 10283

This European Standard was approved by CEN on 3 January 2010. CEN members are bound to comply with the CEN/CENELEC Internal Regulations which stipulate the conditions for giving this European Standard the status of a national standard without any alteration. Up-to-date lists and bibliographical references concerning such national standards may be obtained on application to the CEN Management Centre or to any CEN member. This European Standard exists in three official versions (English, French, German). A version in any other language made by translation under the responsibility of a CEN member into its own language and notified to the CEN Management Centre has the same status as the official versions. CEN members are the national standards bodies of Austria, Belgium, Bulgaria, Croatia, Cyprus, Czech Republic, Denmark, Estonia, Finland, France, Germany, Greece, Hungary, Iceland, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, Netherlands, Norway, Poland, Portugal, Romania, Slovakia, Slovenia, Spain, Sweden, Switzerland and United Kingdom.
dineR 1.0.1 软件说明说明书
Package‘dineR’October13,2022Title Differential Network Estimation in RVersion1.0.1Description An efficient and convenient set of functions to perform differential network estima-tion through the use of alternating direction method of multipliers optimization with a vari-ety of loss functions.License MIT+file LICENSEEncoding UTF-8RoxygenNote7.1.1URL https:///RicSalgado/dineRBugReports https:///RicSalgado/dineR/issuesImports MASS,progress,MatrixSuggests knitr,rmarkdown,testthat(>=3.0.0)Config/testthat/edition3VignetteBuilder knitrNeedsCompilation noAuthor Ricardo Daniel Marques Salgado[aut,cre](<https:///0000-0002-6415-7379>),Andriette Bekker[ctb],Mohammad Arashi[ctb]Maintainer Ricardo Daniel Marques Salgado<***************************>Repository CRANDate/Publication2021-11-1509:20:12UTCR topics documented:data_generator (2)estimation (3)npn (5)Index612data_generator data_generator Data GeneratorDescriptionThis functions generates two n by p size samples of multivariate normal data.In doing this it also determines and provides the relevant covariance matrices.Usagedata_generator(n,p,Delta=NULL,case="sparse",seed=NULL)Argumentsn The number of observations generated.p The number of dimensions for the generated samples.Delta Optional parameter-Provides the differential network that will be used to obtain the sample covariance matrices.case Optional parameter-Selects under which case the covariance matrices are de-termined.Possible cases are:"sparse"-Sparse Case or"asymsparse"-Asymp-totically Sparse Case.Defaults to"sparse".seed Optional parameter-Allows a seed to be set for reproducibility.ValueA list of various outputs,namely:•case-The case used.•seed_option-The seed provided.•X-Thefirst multivariate normal sample.•Y-The second multivariate normal sample.•Sigma_X-The covariance matrix of X.•Sigma_Y-The covariance matrix of Y.•Omega_X-The precision matrix of X.•Omega_Y-The precision matrix of Y.•diff_Omega-The difference of precision matrices.•Delta-The target differential network.Examplesdata<-data_generator(n=100,p=50,seed=123)data<-data_generator(n=10,p=50,case="asymsparse")estimation EstimationDescriptionThis function performs alternating direction method of multipliers optimization for a variety of loss functions to estimate the differential network given two samples of multivariate normal data. Usageestimation(X,Y,lambdas=NULL,lambda_min_ratio=0.3,nlambda=10,a=NULL,loss="lasso",tuning="none",perturb=FALSE,stop_tol=1e-05,max_iter=500,correlation=FALSE,Delta_init=NULL,rho=NULL,gamma=NULL,verbose=FALSE)ArgumentsX Thefirst multivariate normal sample.Y The second multivariate normal sample.lambdas Optional parameter-A list of the regularization values to be used within the loss functions.lambda_min_ratioOptional parameter-Defines the smallest regularization values as this propor-tion of the largest regularization value.Defaults to0.3.nlambda Optional parameter-The number of regularization values considered.Defaults to10.a Optional parameter-The thresholding parameter used in SCAD and MCP lossfunctions.Defaults to3.7with SCAD,and3with MCP respectively.loss Optional parameter-The loss function of choice to implement.The function allows for four choices,namely"lasso","scad","mcp"and"d-trace".Defaultsto"lasso".tuning Optional parameter-The tuning method selected to determine the optimal value for the regularization parameter.Options are"none","AIC","BIC"and"EBIC".Defaults to"none".perturb Optional parameter-When set to TRUE perturbation as done by the CLIME software to improve performance is implemented.Options are TRUE or FALSE,with the function defaulting to FALSE.stop_tol Optional parameter-The stop tolerance to determine whether convergence has occurred.Defaults to1e-5.max_iter Optional parameter-The maximum number of iterations that can be perform for any one regularization value.Defaults to100.correlation Optional parameter-Determines whether the sample correlation matrices should be used in the place of the sample covariance matrices.Choices are TRUE andFALSE with the function defaulting to FALSE.Delta_init Optional parameter-Allows for the algorithm to provided an initial estimate of the differential network to ease computation.rho Optional parameter-Allows the user to adjust the ADMM step-size.Defaults to1.gamma Optional parameter-Allows the user to adjust the EBIC value when EBIC is the selected tuning method.Defaults to0.5.verbose Optional parameter-Allows the user to obtain a summary of the estimation results.Options are TRUE or FALSE,where FALSE indicates the summary isnot provided.Defaults to FALSE.ValueA list of various outputs,namely:•n_X-The number of observations in X.•n_Y-The number of observations in Y.•Sigma_X-The covariance matrix of X.•Sigma_Y-The covariance matrix of Y.•loss-The loss function implemented.•tuning-The tuning method utilized.•lip-The value of the lipschitz constant.•iter-The iterations until convergence for each of the regularization values.•elapse-The total system time(in seconds)elapsed from initialization to completion of the optimization.•lambdas-The regularization parameter values used.•sparsity-The level of sparsity of the differential network for each regularization value.•path-The set of all differential networks for all regularization values considered.•ic-The output obtained from any possible tuning.•ic_index-The index at which the tuning is optimized.npn5•ic_value-The tuning method optimal value.•chosen_lambda_ic-The regularization value that occurs at ic_index.•loss_index-The index at which the loss function is optimized.•loss_value-The loss function optimal value.•chosen_lambda_loss-The regularization value that occurs at loss_index.Examplesdata<-data_generator(n=100,p=50,seed=123)X<-data$XY<-data$Yresult<-estimation(X,Y)npn NPN-Non paranormal TransformationDescriptionThis functions allows us to transform non-normal multivariate data to that of non paranormal data. Usagenpn(x,npn_func="shrinkage",npn_thresh=NULL,verbose=TRUE)Argumentsx The multivariate non-normal data to be transformed.npn_func Optional parameter-The method of transformation to be applied.Can either be "shrinkage"or"truncation"but defaults to"shrinkage".npn_thresh Optional parameter-The truncation threshold that is used when making use of truncation.verbose Optional parameter-Prints additional output of the selected approach.Can either be"TRUE"or"FALSE"and defaults to"TRUE".ValueReturns the transformed data matrix.Examplesdata<-data_generator(n=100,p=50,seed=123)X<-data$XX_transformed<-npn(X,npn_func="truncation")Indexdata_generator,2estimation,3npn,56。
实验十 ADC0832数模转换的显示
char code tablewe[]={ 0xfd,0xfb,0xf7,0xef,0xdf,0xfe };
/****************************************************************************
现象:调节AD1,使AD1顺时针转动,LED1上的电压不断减小;
调节AD0,使ADO顺时针转动,LED2上的电压不断减小。
作为单通道模拟信号输入时ADC0832的输入电压是0—5V且8位分辨率时的电压精度为19.53mV,即(5/256)V。如果作为由IN+与IN-输入的输入时,可是将电压值设定在某一个较大范围之内,从而提高转换的宽度。但值得注意的是,在进行IN+与IN-的输入时,如果IN-的电压大于IN+的电压则转换后的数据结果始终为00H。
通道地址
通道
工作方式说明
SGL/DIF
ODD/SIGN
0
1
0
0
+
-
差分方式
0
1
-
+
1
0
+
单端输入方式
1
1
+
表1:通道地址设置表
如表1所示,当此两位数据为“1”、“0”时,只对CH0 进行单通道转换。当2位数据为“1”、“1”时,只对CH1进行单通道转换。当两位数据为“0”、“0”时,将CH0作为正输入端IN+,CH1作为负输入端IN-进行输入。当两位数据为“0”、“1”时,将CH0作为负输入端IN-,CH1 作为正输入端IN+进行输入。到第三个脉冲的下降之后DI端的输入电平就失去输入作用,此后DO/DI端则开始利用数据输出DO进行转换数据的读取。从第4个脉冲下降沿开始由DO端输出转换数据最高位Data7,随后每一个脉冲的下降沿DO端输出下一位数据。直到第11个脉冲时发出最低位数据Data0,一个字节的数据输出完成。也正是从此位开始输出下一个相反字节的数据,即从第11个字节的下降沿输出Data0。随后输出8位数据,到第19 个脉冲时数据输出完成,也标志着一次A/D转换的结束。最后将CS置高电平禁用芯片,直接将转换后的数据进行处理就可以了。时序说明请参照图4。
DINEN 10130

德国标准1999年2月© DIN德国工业标准化协会 任何形式的复印包括摘要,只有获得DIN德国工业标准化协会, Berlin的同意才能进行。
第09价格组此标准由Beuth出版社GmbH, 10772 Berlin独家销售第2页DIN EN10130:1990-02标准国家标准附件NA(信息性)索引提示DIN V 17006-100钢铁命名系统——缩写名补充符号:德文版ECISS IC 10:1993SEP 1940*)用随机的粗糙度结构来测量钢制冷机轧扁平产品的算术中等粗糙度值Ra和最大值RPc 新址:钢铁出版社股份有限公司,信箱105164迪塞多夫40042欧洲标准EN 10130 EUROPEAN STANDARD1998年3月ISC 77.140..50 取代EN10130:1991主题词:钢铁产品,冷轧产品、材、软钢、冷加工、轧制、折边、供货状态,检验德文版由软钢制冷轧扁平产品用于冷加工供货技术条件(包含修改改本A1:1998)本欧洲标准于1991年2月20日为欧洲标准委员会(CEN)通过接受。
欧洲标准委员会成员国有义务遵从CEN/CENELEC 工作规程,该规程确定了许多条件,欧洲标准不对成员国标准作任何改动,是必须列明的。
CEN成员国如果有需要,可向中央秘书处索取这些带有图片文字说明的国家标准最新清单。
本欧洲标准共有三种正式版本(德,英,法)。
如果CEN成员国将上述版本翻译成本国文字,责任须自负,在通知了中央秘书处以后,译文与正式文本具有同等位置。
CEN成员国单位由下列国家的标准局组成:比利时、丹麦、德国、芬兰、法国、希腊、爱尔兰、冰岛、意大利、卢森堡、荷兰、挪威、奥地利、葡萄牙、瑞典、瑞士、西班牙和英国。
CEN欧洲标准委员会European Committee for Standardization中心秘书处:ru de Stassart 36, B-1050 Brüssel1995 CEN-CEN各成员单位将保留本标准的所有权利,参考号:EN 1014 9-2:1995D包括使用形式和方法。
新时达机器人PLC功能使用说明书-A

STEP 机器人 PLC 功能使用说明书
适用机型:全系列 出版状态:标准 产品版本:A
中国上海新时达机器人有限公司全权负责本控制系统用户操作及 编程指南的编制、印刷。 版权所有,保留一切权利。 未得到上海新时达机器人有限公司的许可,任何单位和个人不得 擅自摘抄、复制本书(软件等)的一部分或全部,不得以任何形 式(包括资料和出版物)进行传播。 版权所有,侵权必究。内容如有改动,恕不另行通知。 All Copyright© reserved by Shanghai STEP Robotics Co., Ltd, China. Shanghai STEP Robotics Co., Ltd. authorizes in the documenting, printing to this robot control manual. All rights reserved. The information in this document is subject to change withoutprior notice. No part of this document may in any form or by any means(electronic,mechanical,micro-coping,photocopying,recording or otherwise)be reproduced, stored in a retrial system or transmitted without prior written permission from Shanghai STEP Robotics Co., Ltd.
内容说明
本说明书内容会有补充和修改,请经常留意我公司网站,更新说明书。我公 司网址:。
DINEN1563之中文版
1
。利权的 发开和传宣行进准标本对法方何任和式形何任以 内围范界世在留保国员成各 NEC – NEC .5002 ○ c 会员委准标洲欧 N EC
。国英和士瑞�典瑞 �牙班西�亚尼文洛斯�克伐洛斯�牙萄葡�兰波�威挪�兰荷�他耳马�堡森卢�宛 陶立�亚维脱拉�利大意�兰尔爱�岛冰�利牙匈�腊希�国德�国法�兰芬�亚尼砂 爱�麦丹�国和共克捷�斯路浦塞�时利比�亚利大澳括包�体团准标国各为员成 NEC 。位地样同有拥本版方官与本译该�心中理管知通并�言 语国本其成译翻其将责负员成 NEC 果如。本版方官种三语德和语法、语英有准标洲欧 。料资献文和单 清新最的关相准标洲欧类此与得获以可�请申行进员成 NEC 何任者或心中理管向过通 。件条需所的准标家国为成准标洲欧该 使了定规例条些这�整调和改修何任做有没�例条部内 CELENEC/NEC 守遵全完 NEC �准批日 02 月 6 年 5002 于 2A 版正修 �准批日 11 月 4 年 2002 于 1A 版正修�准批日 2 月 5 年 7991 于 NEC 由 7991:3651 NE
1
0902SJ-NE 033BH-SJG-NE — — 0802SJ-NE 003BH-SJG-NE — — 0702SJ-NE 562BH-SJG-NE — — 0602SJ-NE 032BH-SJG-NE — — 0502SJ-NE 002BH-SJG-NE — — 0402SJ-NE 581BH-SJG-NE — — 0302SJ-NE 551BH-SJG-NE — — 0202SJ-NE 051BH-SJG-NE — — 0102SJ-NE 031BH-SJG-NE — — 类分标指度硬据根 2211SJ-NE U2-009-SJG-NE — — 2111SJ-NE U2-008-SJG-NE — — 2011SJ-NE U2-007-SJG-NE 0707.0 07-GGG 0901SJ-NE U3-006-SJG-NE 0607.0 06-GGG 2801SJ-NE U7-005-SJG-NE 0507.0 05-GGG 2311SJ-NE U01-054-SJG-NE — — 2701SJ-NE U51-004-SJG-NE 0407.0 04-GGG 2601SJ-NE U81-004-SJG-NE — — 9501SJ-NE TR-U81-004-SJG-NE — — 9401SJ-NE TL-U81-004-SJG-NE 3407.0 3.04-GGG 2301SJ-NE U22-053-SJG-NE — — 9201SJ-NE TR-U22-053-SJG-NE — — 9101SJ-NE TL-U22-053-SJG-NE — — 棒试铸附 0901SJ-NE 2-009-SJG-NE — — 0801SJ-NE 2-008-SJG0NE 0807.0 08-GGG 0701SJ-NE 2-007-SJG-NE 0707.0 07-GGG 0601SJ-NE 3-006-SJG-NE 0607.0 06-GGG 0501SJ-NE 7-005-SJG-NE 0507.0 05-GGG 0401SJ-NE 01-054-SJG-NE — — 0301SJ-NE 51-004-SJG-NE 0407.0 04-GGG 0201SJ-NE 81-004-SJG-NE � � 4201SJ-NE TR-81-004-SJG-NE � � 5201SJ-NE TL-81-004-SJG-NE 3407.0 3.04-GGG 0101SJ-NE 22-053-SJG-NE � � 4101SJ-NE TR-22-053-SJG-NE � � 5101SJ-NE TL-22-053-SJG-NE 3307.0 3.53-GGG 棒试铸单 号编料材 号符 号编料材 号符 示表的中 3651 NE NID 示表的中 2-3961 NID 及 1-3961 NID 联关的级等料材中 2-3961 NID 及 1-3961 NID 和级等料材中 3651 NE NID �1.AN 表
hdlon 使用手册说明书

使用手册HDL ON目录1.概述 (1)1.1 基本信息 (1)1.2系统连接 (1)2. 系统 (2)2.1 注册账户 (2)2.2 绑定MAC (5)2.3搜索网关 (7)2.4 编辑设备 (10)2.4.1 继电器 (11)2.4.2 调光器 (12)2.4.348路DMX调光器 (13)2.4.4DALI模块 (15)2.4.5 DLP面板 (16)2.4.6空调模块 (19)2.4.7音乐播放器 (20)2.4.8窗帘模块 (21)2.4.9红外控制 (22)2.4.10地热模块 (31)2.4.11干接点 (32)2.4.12 风扇 (33)2.4.13 摄像头 (34)2.4.14空气质量传感器 (37)2.4.15 安防 (39)2.4.16 通用设备 (41)2.5 创建房间 (43)3. 场景 (45)4. 远程连接 (47)5删除所有工程数据 (48)6数据管理 (49)7消息 (51)8. 上传数据 (54)9. 注意事项 (57)9.1应用下载 (57)9.2 支持的设备及固件版本 (57)1.概述1.1 基本信息HDL ON是一款HDL智能家居系统的编辑和控制软件,可通过手机和平板(支持IOS,安卓系统)对每个模块进行编辑,实现家居智能化和远程控制。
1.2系统连接请严格按照下图接线。
这是通过HDL ON控制HDL Buspro系统最基本的方法,只需要连接相同的网络(WIFI),就可以对系统设备进行搜索、编辑、控制系统。
2. 系统使用之前,需要用调试账号登陆,进入系统界面,搜索系统网关设备,再分别对每个网关下面的设备进行搜索,然后创建房间,把设备分配到对应的房间。
2.1 注册账户第一次使用HDL ON 软件需要注册一个HDL ON账户。
打开HDL ON,我们首先会进入登录界面。
点击注册按钮可以进入注册界面,我们可以通过邮箱或者手机进行注册。
如果是邮箱注册,在输入相关的用户信息后,在邮箱点击相关的激活链接就可以完成注册。
DIN-EN10210-P1(中文版)
管范围验证纵向缺陷的自动磁场探针试验/漏磁试验
2
prEN10246-8 钢管非破坏性试验—部分 8:电阻焊和感应焊钢管—验证焊缝的纵向缺 陷 用自动超声波检验
prEN10246-9 钢管非破坏性试验—部分 9:埋弧焊钢管—验证纵向和/或横向缺陷用自 动超声波检验
本欧洲标准部分 1 和部分 2 中规定了一系列附加要求。本标准部分 1 列出的每个附 加要求,列在下面的相应章节中。如需方对这些未做要求,订货也不包括这些相应要求, 则按本标准通常规定交付产品。
1.1 成品分析(见 6.5.1)。 1.2 非合金钢碳当量最大值,按表 A.2(见 6.5.2)。 1.3 在验收试验证书或验收试验记录上注明非合金钢熔炼分析 Cr、Cu、Mo、Ni、 Ti 和 V 的含量(见 6.5.2)。 1.4 细晶粒结构钢 S275 和 S355 按表 B.2 的碳当量最小值(见 6.5.3)。 1.5 按下述限制 S460 熔炼分析界限值:
以下列状态交货产品: —质量组别 JR、J0 和 J2:热加工状态, —质量组别 N 和 NL:正火状态。正火包括“正火轧制”。
注:由此可以看出,为获得像正火轧制那样的相同性能,应对冷加工空心型材进行热处理,以 便符合本标准各项要求。
6.4 空心型材的制造 6.4.1 空心型材制成无缝或焊接两种。
以连续式制造的焊接空心型钢,除按 9.4.3 规定外,均不得有连接钢带长度产生的 焊缝。 6.4.2 附录 B 细晶粒结构钢在按 EURONORM103 试验时,晶粒度应≥6 级。 6.4.3 交付电阻焊和感应焊空心型钢,通常不清除内表面焊缝。
4
DIN EN 10130-2007

February 2007
DIN EN 10130
ICS 77.140.50
D
Supersedes DIN EN 10130:1999-02
Cold rolled low carbon steel flat products for cold forming – Technical delivery conditions English version of DIN EN 10130:2007-02
A&I-Normenabonnement - Siemens AG - Kd.-Nr.986345 - Abo-Nr.00851257/007/001 - 2007-05-25 09:13:02
EUROPEAN COMMITTEE FOR STANDARDIZATION COMITÉ EUROPÉEN DE NORMALISATION EUROPÄISCHES KOMITEE FÜR NORMUNG
This European Standard was approved by CEN on 28 October 2006. CEN members are bound to comply with the CEN/CENELEC Internal Regulations which stipulate the conditions for giving this European Standard the status of a national standard without any alteration. Up-to-date lists and bibliographical references concerning such national standards may be obtained on application to the Central Secretariat or to any CEN member. This European Standard exists in three official versions (English, French, German). A version in any other language made by translation under the responsibility of a CEN member into its own language and notified to the Central Secretariat has the same status as the official versions. CEN members are the national standards bodies of Austria, Belgium, Cyprus, Czech Republic, Denmark, Estonia, Finland, France, Germany, Greece, Hungary, Iceland, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, Netherlands, Norway, Poland, Portugal, Romania, Slovakia, Slovenia, Spain, Sweden, Switzerland and United Kingdom.
RINEX 3.03部分中文翻译注释
空格
A1 :1 个
ASCII 字
码
19X : 19
个空格
PGM / RUN BY / DATE
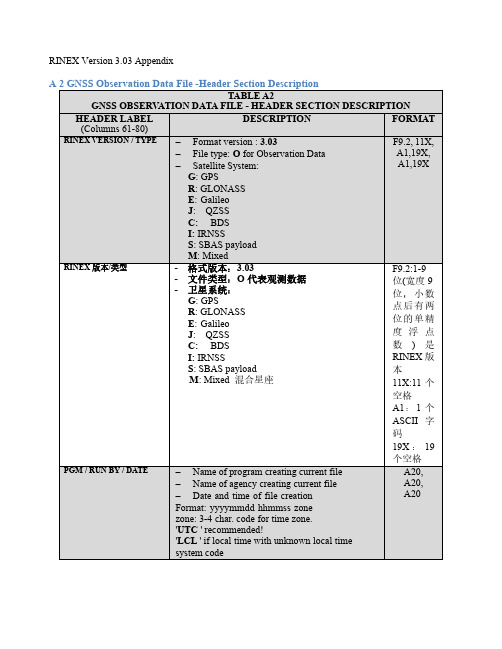
Name of program creating current file Name of agency creating current file Date and time of file creation Format: yyyymmdd hhmmss zone zone: 3-4 char. code for time zone. 'UTC ' recommended! 'LCL ' if local time with unknown local time system code
DESCRIPTION
FORMAT
RINEX VERSION / TYPE RINEX 版本/类型
Format version : 3.03 File type: O for Observation Data Satellite System:
G: GPS R: GLONASS E: Galileo J: QZSS C: BDS I: IRNSS S: SBAS payload M: Mixed
Azimuth of the zero-direction of a fixed antenna (degrees, from north)
一个固定天线的起始方位角(度数, 从北)
* ANTENNA: ZERODIR XYZ * ANTENNA: ZERODIR XYZ
Zero-direction of antenna Antenna on vehicle: Unit vector in body-fixed coordinate system Tilted antenna on fixed station: Unit vector in N/E/Up left-handed system
DIN 18800-2(中文)钢架结构-第二部分
生的旋转 θ 是微不足道的。
(105)横向扭转屈曲
横向扭转屈曲是一种现象,在此现象中,一个构件在
发生位移 v 或 w 的同时,围绕它的主轴发生了旋转 θ,而
且这后一种的旋转是不可忽视的。
注意,在垂直方向不发生位移的扭曲是横向扭转屈曲
的一种特殊形式。
1.3 通用符号
(106)坐标系中的、位移参数、内力和弯矩、应力和弯曲
6 5.3.1 由轴向力引起的微不足道的变形………………. 23
6 5.3.2 平面摇摆框架………………..…………………... 23
7 5.3.3 非刚性连接的连续梁……………………………. 27
8 6 . 拱形结构…………………………………………… 27
8 6.1 轴向压力……………………………………………. 27
MeL
在横截面的最临界部位,应力达到屈服强
度时的弯矩
αpL=
M pl M el
塑性形状系数
μ
泊松比
ψ
弯矩比
注意:
当塑性充分有效时,即使在一定的状况下
(例如,在某些角度和沟槽处),小块区
域可能呈现弹性状态,这时仍可以应用术
语“理想塑性状态”。
(110)结构参数
L
系统(或构件)长度
NKi
最小分叉点处的轴向力
用力是被隔离的。关于采用的是一阶理论还是二阶理论的
详细说明,在有关的分析方法中一並给出。
在第 3 至第 7 项中阐述的分析方法可以作为表格 1 的
比较方案。
表 1. 分析方法
分析的点位处,应求出(E·I),Nki, Sk。在难以确定 点位时,要对多个点位进行极限分析。(参见 316 项)
注意 2.厚度在 40mm 或 40mm 以下的钢材,其基准长细比 λa
DIN_EN_10210-2
Juli 2006DEUTSCHE NORMNormenausschuss Eisen und Stahl (FES) im DINPreisgruppe 14DIN Deutsches Institut für Normung e.V. · Jede Art der Vervielfältigung, auch auszugsweise, nur mit Genehmigung des DIN Deutsches Institut für Normung e.V., Berlin, gestattet.ICS 77.140.75!,eb>"9666327www.din.de DDIN EN 10210-2Warmgefertigte Hohlprofile für den Stahlbau aus unlegierten Baustählen und aus Feinkornbaustählen –Teil 2: Grenzabmaße, Maße und statische Werte;Deutsche Fassung EN 10210-2:2006Hot finished structural hollow sections of non-alloy and fine grain steels –Part 2: Tolerances, dimensions and sectional properties;German version EN 10210-2:2006Profils creux pour la construction finis à chaud en aciers non alliés et à grains fins –Partie 2: Tolérances, dimensions et caractéristiques de profil;Version allemande EN 10210-2:2006©Alleinverkauf der Normen durch Beuth Verlag GmbH, 10772 BerlinErsatz fürDIN EN 10210-2:1997-11www.beuth.deGesamtumfang 34 SeitenA &I -N o r m e n a b o n n e m e n t - V o i t h P a p e r G m b H & C o . K G - K d .-N r .6245916 - A b o -N r .00073009/003/001 - 2006-06-26 13:37:41DIN EN 10210-2:2006-072Nationales VorwortDie Europäische Norm EN 10210-2 wurde vom Unterausschuss TC 10/SC 1 (Sekretariat: BSI, Vereinigtes Königreich) des Technischen Komitees ECISS/TC 10 …Allgemeine Baustähle — Gütenormen“ (Sekretariat NEN, Niederlande) des Europäischen Komitees für die Eisen- und Stahlnormung (ECISS) ausgearbeitet. Das zuständige deutsche Normungsgremium ist der Unterausschuss 09/2 …Hohlprofile“ des Normen-ausschusses Eisen und Stahl (FES).Das vorliegende Dokument enthält die Nennmaße und statischen Werte sowie die Anforderungen an die Grenzabmaße und Formtoleranzen von warmgefertigten nahtlosen und geschweißten Hohlprofilen mit kreisförmigem, quadratischem, rechteckigem oder elliptischem Querschnitt. Die technischen Lieferbedingen für diese Erzeugnisse sind in DIN EN 10210-1 festgelegt. Anforderungen an kaltgefertigte Hohlprofile für den Stahlbau sind in DIN EN 10219-1 und DIN EN 10219-2 festgelegt. ÄnderungenGegenüber DIN EN 10210-2:1997-11 wurden folgende Änderungen vorgenommen: a) Anwendungsbereich auf Hohlprofile mit elliptischem Querschnitt erweitert.b) Achsenbezeichnung entsprechend Eurocode 3 (DIN EN 1993-1-1) von xx/yy in yy/zz geändert. c) Anforderungen an die Geradheit je m Länge aufgenommen.d) Tabellen für Maße und statische Werte in einen normativen Anhang überführt und überarbeitet.e) Redaktionelle Änderungen. Frühere Ausgaben DIN EN 10210-2: 1997-11 DIN 59410: 1974-05Nationaler Anhang NA(informativ)LiteraturhinweiseDIN EN 10210-1, Warmgefertigte Hohlprofile für den Stahlbau aus unlegierten Baustählen und aus Feinkornbaustählen — Teil 1: Technische LieferbedingungenDIN EN 10219-1, Kaltgefertigte geschweißte Hohlprofile für den Stahlbau aus unlegierten Baustählen und aus Feinkornbaustählen — Teil 1: Grenzabmaße, Maße und statische WerteDIN EN 10219-2, Kaltgefertigte geschweißte Hohlprofile für den Stahlbau aus unlegierten Baustählen und aus Feinkornbaustählen — Teil 2: Grenzabmaße, Maße und statische WertDIN EN 1993-1-1, Eurocode 3: Bemessung und Konstruktion von Stahlbauten — Teil 1-1: Allgemeine Bemessungsregeln und Regeln für den HochbauA &I -N o r m e n a b o n n e m e n t - V o i t h P a p e r G m b H & C o . K G - K d .-N r .6245916 - A b o -N r .00073009/003/001 - 2006-06-26 13:37:41EUROPÄISCHE NORM EUROPEAN STANDARD NORME EUROPÉENNEEN 10210-2April 2006ICS 77.140.75Ersatz für EN 10210-2:1997Deutsche FassungWarmgefertigte Hohlprofile für den Stahlbau aus unlegiertenBaustählen und aus Feinkornbaustählen — Teil 2: Grenzabmaße, Maße und statische WerteHot finished structural hollow sections of non-alloyand fine grain steels —Part 2: Tolerances, dimensions andsectional propertiesProfils creux pour la construction finis à chauden aciers non alliés et à grains fins — Partie 2: Tolérances, dimensions etcaractéristiques de profilDiese Europäische Norm wurde vom CEN am 16. März 2006 angenommen.Die CEN-Mitglieder sind gehalten, die CEN/CENELEC-Geschäftsordnung zu erfüllen, in der die Bedingungen festgelegt sind, unter denen dieser Europäischen Norm ohne jede Änderung der Status einer nationalen Norm zu geben ist. Auf dem letzten Stand befindliche Listen dieser nationalen Normen mit ihren bibliographischen Angaben sind beim Management-Zentrum oder bei jedem CEN-Mitglied auf Anfrage erhältlich.Diese Europäische Norm besteht in drei offiziellen Fassungen (Deutsch, Englisch, Französisch). Eine Fassung in einer anderen Sprache,die von einem CEN-Mitglied in eigener Verantwortung durch Übersetzung in seine Landessprache gemacht und dem Management-Zentrum mitgeteilt worden ist, hat den gleichen Status wie die offiziellen Fassungen.CEN-Mitglieder sind die nationalen Normungsinstitute von Belgien, Dänemark, Deutschland, Estland, Finnland, Frankreich, Griechenland, Irland, Island, Italien, Lettland, Litauen, Luxemburg, Malta, den Niederlanden, Norwegen, Österreich, Polen, Portugal, Rumänien,Schweden, der Schweiz, der Slowakei, Slowenien, Spanien, der Tschechischen Republik, Ungarn, dem Vereinigten Königreich und Zypern.E U R O P ÄI S C H E S K O M I T E EF ÜR N O R M U NG EUROPEAN COMMITTEE FOR STANDARDIZATION C O M I T É E U R O P ÉE N D E N O R M A L I S A T I O NManagement-Zentrum: rue de Stassart, 36 B- 1050 Brüssel© 2006 CENAlle Rechte der Verwertung, gleich in welcher Form und in welchemVerfahren, sind weltweit den nationalen Mitgliedern von CEN vorbehalten.Ref. Nr. EN 10210-2:2006 DA &I -N o r m e n a b o n n e m e n t - V o i t h P a p e r G m b H & C o . K G - K d .-N r .6245916 - A b o -N r .00073009/003/001 - 2006-06-26 13:37:41EN 10210-2:2006 (D)2InhaltSeiteVorwort................................................................................................................................................................3 1 Anwendungsbereich.............................................................................................................................4 2 Normative Verweisungen.....................................................................................................................4 3 Begriffe...................................................................................................................................................4 4 Symbole.................................................................................................................................................5 5 Bestellangaben .....................................................................................................................................6 5.1 Verbindliche Angaben..........................................................................................................................6 5.2 Optionen................................................................................................................................................6 6 Grenzabmaße und Formtoleranzen sowie Grenzabweichungen der Masse..................................6 7 Prüfung der Maße und Formen ...........................................................................................................8 7.1 Allgemeines...........................................................................................................................................8 7.2 Außenmaße ...........................................................................................................................................8 7.3 Wanddicke.............................................................................................................................................8 7.4 Unrundheit.............................................................................................................................................9 7.5 Konkavität und Konvexität...................................................................................................................9 7.6 Rechtwinkligkeit der Seiten...............................................................................................................10 7.7 Äußeres Rundungsprofil....................................................................................................................11 7.8 Verdrillung...........................................................................................................................................11 7.9 Geradheit.............................................................................................................................................13 8Maße und statische Werte (14)Anhang A (normativ) Gleichungen zur Berechnung der statischen Werte..............................................15 Anhang B (normativ) Statische Werte für eine Reihe von Standardgrößen (20)A &I -N o r m e n a b o n n e m e n t - V o i t h P a p e r G m b H & C o . K G - K d .-N r .6245916 - A b o -N r .00073009/003/001 - 2006-06-26 13:37:41EN 10210-2:2006 (D)3VorwortDiese Europäische Norm (EN 10210-2:2006) wurde vom Technischen Komitee ECISS/TC 10 …Allgemeine Baustähle — Gütenormen“ erarbeitet, dessen Sekretariat vom NEN gehalten wird.Diese Europäische Norm muss den Status einer nationalen Norm erhalten, entweder durch Veröffentlichung eines identischen Textes oder durch Anerkennung bis Oktober 2006, und etwaige entgegenstehende nationale Normen müssen bis Oktober 2006 zurückgezogen werden. Diese Europäische Norm ersetzt EN 10210-2:1997.Diese Norm besteht aus folgenden Teilen unter dem gemeinsamen Titel …Warmgefertigte Hohlprofile für den Stahlbau aus unlegierten Stählen und aus Feinkornbaustählen “: ⎯ Teil 1: Technische Lieferbedingungen⎯ Teil 2: Grenzabmaße, Maße und statische Werte.Sie ist zusammen mit EN 10219-1 und -2 Teil einer Normenreihe für Hohlprofile.Entsprechend der CEN/CENEL EC-Geschäftsordnung sind die nationalen Normungsinstitute der folgenden L änder gehalten, diese Europäische Norm zu übernehmen: Belgien, Dänemark, Deutschland, Estland, Finnland, Frankreich, Griechenland, Irland, Island, Italien, Lettland, Litauen, Luxemburg, Malta, Niederlande, Norwegen, Österreich, Polen, Portugal, Rumänien, Schweden, Schweiz, Slowakei, Slowenien, Spanien, Tschechische Republik, Ungarn, Vereinigtes Königreich und Zypern.A &I -N o r m e n a b o n n e m e n t - V o i t h P a p e r G m b H & C o . K G - K d .-N r .6245916 - A b o -N r .00073009/003/001 - 2006-06-26 13:37:41EN 10210-2:2006 (D)41 Anwendungs bereichDieser Teil der EN 10210 legt die Anforderungen an die Grenzabmaße und Formtoleranzen von warm-gefertigten geschweißten Hohlprofilen mit kreisförmigem, quadratischem, rechteckigem oder elliptischem Querschnitt für den Stahlbau in Wanddicken bis 120 mm innerhalb folgender Maßbereiche fest: Kreisförmige Profile: Außendurchmesser bis 2500 mm; Quadratische Profile: Außenmaße bis 800 mm × 800 mm; Rechteckige Profile: Außenmaße bis 750 mm × 500 mm; Elliptische Profile:Außenmaße bis 500 mm × 250 mm.Die Gleichungen zur Berechnung der statischen Werte für die Auslegung von Konstruktionen aus Hohlprofilen, die mit den in dieser Norm festgelegten Grenzabmaßen und Formtoleranzen gefertigt wurden, werden in Anhang A angegeben.Die Maße und statischen Werte für eine Reihe von Standardgrößen werden im Anhang B angegeben. Wegen der technischen Lieferbedingungen siehe EN 10210-1.ANMERKUNG Die Bezeichnung der Profilhauptachse (yy) und -nebenachse (zz) entspricht den Achsenbezeichnungen, die in den Eurocodes für die Auslegung von Stahlkonstruktionen verwendet werden.2 Normative VerweisungenDie folgenden zitierten Dokumente sind für die Anwendung dieses Dokuments erforderlich. Bei datierten Verweisungen gilt nur die in Bezug genommene Ausgabe. Bei undatierten Verweisungen gilt die letzte Ausgabe des in Bezug genommenen Dokuments (einschließlich aller Änderungen).EN 10210-1:2006, Warmgefertigte geschweißte Hohlprofile für den Stahlbau aus unlegierten Baustählen und aus Feinkornbaustählen – Teil 1: Technische Lieferbedingungen3 Begriffe Für die Anwendung dieser Europäischen Norm gelten die Begriffe in EN 10210-1:2006.A &I -N o r m e n a b o n n e m e n t - V o i t h P a p e r G m b H & C o . K G - K d .-N r .6245916 - A b o -N r .00073009/003/001 - 2006-06-26 13:37:41EN 10210-2:2006 (D)54 Sym boleFür die Anwendung dieser Europäischen Norm gelten die in Tabelle 1 definierten Symbole.Tabelle 1 — Symbole und BedeutungSymbole MaßeinheitBedeutungA cm 2QuerschnittsflächeA m cm 2(theoretische) Mantelfläche, bezogen auf die mittlere Wanddicke A s m 2/m Mantelfläche je m LängeB mm Nennwert der Seitenlänge bei Hohlprofilen mit quadratischem Querschnitt;Nennwert der Länge der kürzeren Seite bei Hohlprofilen mit rechteckigem Querschnitt; festgelegtes Außenmaß für die Nebenachse eines elliptischen HohlprofilsC 1, C 2 mmLänge des Rundungsbereiches quadratischer und rechteckiger HohlprofileC t cm 3 Konstante des TorsionsmodulsD mm Nennwert des Außendurchmessers bei Hohlprofilen mit kreisförmigemQuerschnittD max , D min mm Größter und kleinster Außendurchmesser bei Hohlprofilen mit kreisförmigem Querschnitt, gemessen in derselben Querschnittsebene e mm Abweichung von der GeradheitH mm Nennwert der längeren Seite bei Hohlprofilen mit rechteckigem Querschnitt; festgelegtes Außenmaß für die Hauptachse eines elliptischen Hohlprofils I cm 4Flächenmoment 2. GradesI t cm 4Torsionsträgheitskonstante (polares Trägheitsmoment, nur bei Hohlprofilen mit kreisförmigem Querschnitt)i cm Trägheitsradius L mm LängeM kg/m Längenbezogene Masse O % Unrundheit P mm Äußerer Umfang eines elliptischen HohlprofilsR mmÄußerer Rundungsradius bei Hohlprofilen mit quadratischem oder recht-eckigem QuerschnittT mm N ennwanddicke U mmUmfang eines elliptischen Hohlprofils, bezogen auf die mittlere WanddickeV mm Gemessene Gesamtverdrillung V 1 mmVerdrillung, gemessen an einem ProfilendeW el cm 3 ElastischesWiderstandsmoment W pl cm 3Plastisches Widerstandsmoment x 1 mm Konkavität der Seitenfläche bei quadratischen oder rechteckigenHohlprofilenx 2 mm Konvexität der Seitenfläche bei quadratischen oder rechteckigen Hohlprofilenyy – Querschnittsachse, Hauptachse bei rechteckigen Hohlprofilen zz–Querschnittsachse, Nebenachse bei rechteckigen HohlprofilenA &I -N o r m e n a b o n n e m e n t - V o i t h P a p e r G m b H & C o . K G - K d .-N r .6245916 - A b o -N r .00073009/003/001 - 2006-06-26 13:37:41EN 10210-2:2006 (D)6Symbole MaßeinheitBedeutungθgrdWinkel zwischen den anliegenden Seiten bei quadratischen und rechteckigen Hohlprofilen5 Bestellanga ben5.1 Verbin dliche AngabenBei der Anfrage und Bestellung müssen dem Hersteller folgende, diesen Teil der EN 10210 betreffende Angaben vorliegen:a) Längenart und Längenbereich oder Länge (siehe Tabelle 3); b) Maße (siehe Abschnitt 8).ANMERKUNG Diese Angaben sind in der Liste der durch den Besteller zu liefernden Angaben in EN 10210-1 enthalten.5.2 OptionenEine Option ist in diesem Teil der EN 10210 festgelegt. Sollte der Besteller bei der Anfrage und Bestellung von dieser Option keinen Gebrauch machen, ist das Erzeugnis nach den Grundfestlegungen zu liefern. Option 2.1: Als Grenzabmaß für Festlängen ist5010+mm festgelegt (siehe Tabelle 3). 6 Grenzabmaße und Formtoleranzen sowie Grenzabweichungen der Masse 6.1 Die Grenzabweichungen dürfen die Werte nach Tabelle 2 für die Maße und Formtoleranzen sowie fürdie Werte der Masse, die Werte nach Tabelle 3 für die vom Hersteller gelieferten Längen und die Werte nach Tabelle 4 für die innere und äußere Schweißnahtüberhöhung unterpulvergeschweißter Hohlprofile nicht überschreiten.6.2 Die inneren Eckenbereiche von Hohlprofilen mit quadratischem oder rechteckigem Querschnitt müssen abgerundet sein.ANMERKUNGFür die Rundung der inneren Eckenbereiche sind Maße nicht festgelegt.A &I -N o r m e n a b o n n e m e n t - V o i t h P a p e r G m b H & C o . K G - K d .-N r .6245916 - A b o -N r .00073009/003/001 - 2006-06-26 13:37:41EN 10210-2:2006 (D)7Tabelle 2 — Grenzabmaße und Formtoleranzen sowie Grenzabweichungen der MasseMerkmalHohlprofile mit kreisförmigemQuerschnitt Hohlprofile mit quadratischem oder rechteckigem QuerschnittHohlprofile mit elliptischem QuerschnittAußenmaße (D, B und H) ± 1 %, mit einem Mindestwert von ± 0,5 mm, höchstens aber ± 10 mm± 1 %a , mindestens aber ± 0,5 mmWanddicke T −10 %b, cUnrundheit O2 % bei Hohlprofilen mit einem Verhältnis von Durchmesser zu Wanddicke von ≤ 100d—Konkavität/Konvexität (x 1, x 2)e — 1 % — Rechtwinkligkeit der Seiten θ — 90o± 1o— Äußeres Rundungsprofil(C 1, C 2 oder R )f— 3 T maximal jeRundung—Verdrillung V —2 mm + 0,5 mm/m Länge aGeradheit e 0,2 %a über die Gesamtlänge und 3 mm je 1 m LängeMasse M± 6 % für die einzelne gelieferte Länge gaBei elliptischen Hohlprofilen mit H < 250 mm ist das zugelassene Grenzabmaß doppelt so groß wie der in dieser Tabelle angegebene Wert.b Die positive Abweichung ist durch die Grenzabweichungen der Masse begrenzt.c Bei nahtlosen Profilen darf die Nennwanddicke in glatten Übergangsbereichen, deren Anteil nicht mehr als 25 % des Umfangs beträgt, um mehr als 10 %, höchstens aber um 12,5 % unterschritten werden.dBei einem Verhältnis von Durchmesser zu Dicke > 100 sind die Grenzabmaße für die Unrundheit zu vereinbaren.e Die Grenzabweichungen für die Konkavität und Konvexität gelten unabhängig von den Grenzabmaßen für die Außenmaße.f Die Seiten müssen nicht tangential zu den Rundungsbögen verlaufen.gAls positive Grenzabweichung der Masse nahtloser Hohlprofile sind 8 % festgelegt.Tabelle 3 — Grenzabmaße der vom Hersteller gelieferten LängeLängenart aLängenbereich LmmGrenzabmaßeHerstelllänge 4000 ≤ L ≤ 16000 mit einem Län-genunterschied von höchstens 2000 je Auftragsposition10 % der gelieferten Profile dürfen unter der für den bestellten Bereich geltenden Mindestlängeliegen, jedoch nicht kürzer als 75 % derMindestlänge sein.Festlänge4000 ≤ L ≤ 16000 ± 500 mm b2000 ≤ L ≤ 600010+mm Genaulänge≥ 6000c15+mm aDer Besteller muss die gewünschte Längenart und den gewählten Längenbereich oder die gewählte Länge bei der Anfrage und Bestellung angeben.b Option 2.1: Als Grenzabmaß für Festlängen ist 5010+mm festgelegt . cDie üblichen Längen betragen 6 m und 12 m.A &I -N o r m e n a b o n n e m e n t - V o i t h P a p e r G m b H & C o . K G - K d .-N r .6245916 - A b o -N r .00073009/003/001 - 2006-06-26 13:37:41EN 10210-2:2006 (D)8Tabelle 4 — Grenzwert der inneren und äußeren Schweißnahtüberhöhung beiunterpulvergeschweißten HohlprofilenMaße in mmWanddicke TSchweißnahtüberhöhungmax. ≤ 14,2 3,5 > 14,24,87 Prüfung der Maße und Formen7.1 AllgemeinesAlle äußeren Maße einschließlich der Unrundheit sind in einem Abstand von den Enden von mindestens D für Profile mit kreisförmigem Querschnitt, B für Profile mit quadratischem Querschnitt und H für Profile mit rechteckigem oder elliptischem Querschnitt, mindestens aber 100 mm von den Enden entfernt, zu messen.7.2 AußenmaßeBei Hohlprofilen mit kreisförmigem Querschnitt ist der Durchmesser D und bei elliptischen Hohlprofilen sind die Außenmaße B und H nach Wahl des Herstellers direkt, z. B. mittels Messlehre, oder mittels Umfangsbandmaß zu messen.Die Grenzpositionen der Messpunkte für die Messung von B und H für quadratische und rechteckige Hohlprofile sind in Bild 1 angegeben.7.3 Wan d dickeDie Wanddicke T geschweißter Hohlprofile ist in einem Abstand von mindestens 2 T von der Schweißnaht zumessen.Die Grenzpositionen der Messpunkte für die Messung der Wanddicke von Hohlprofilen mit quadratischem und rechteckigem Querschnitt sind in Bild 1 angegeben.AN MERKUN G Die Wanddicke wird normalerweise in einem Abstand vom Profilende von höchstens der Hälfte des Außendurchmessers oder der Hälfte der größeren Seitenlänge gemessen.A &I -N o r m e n a b o n n e m e n t - V o i t h P a p e r G m b H & C o . K G - K d .-N r .6245916 - A b o -N r .00073009/003/001 - 2006-06-26 13:37:419Maße in mmaDieses Maß ist ein Höchstwert bei Messung von B oder H und ein Mindestwert bei Messung von TBild 1 — Querschnittsbezogene Grenzpositionen für die Messung von B , H und T beiHohlprofilen mit quadratischem oder rechteckigem Querschnitt7.4 Unrun d heitDie Unrundheit O von Hohlprofilen mit kreisförmigem Querschnitt ist nach folgender Gleichung zu berechnen:()100%minmax ×−=DD D O7.5 Konkavität und KonvexitätDie Konkavität x 1 oder die Konvexität x 2 der Seitenflächen von Hohlprofilen mit quadratischem oder rechteckigem Querschnitt ist zu messen wie in Bild 2 dargestellt.Der Wert der relativen Konkavität oder Konvexität ist wie folgt zu berechnen:%100%;100%;100%;1002121××××H x H x B x B xDabei sind B und H die Seitenlängen der Flächen, die die Konkavität x 1 oder die Konvexität x 2 enthalten.A &I -N o r m e n a b o n n e m e n t - V o i t h P a p e r G m b H & C o . K G - K d .-N r .6245916 - A b o -N r .00073009/003/001 - 2006-06-26 13:37:4110Bild 2 — Messung der Konkavität bzw. Konvexität von Hohlprofilen mit quadratischem oderrechteckigem Querschnitt7.6 Rechtwinkligkeit der SeitenDie Abweichung der Seiten von Hohlprofilen mit quadratischem oder rechteckigem Querschnitt von der Rechtwinkligkeit ist als Differenz zwischen 90° und Θ nach Bild 3 zu messen.A &I -N o r m e n a b o n n e m e n t - V o i t h P a p e r G m b H & C o . K G - K d .-N r .6245916 - A b o -N r .00073009/003/001 - 2006-06-26 13:37:4111Bild 3 — Rechtwinkligkeit der Seiten von Hohlprofilen mit quadratischem oderrechteckigem Querschnitt7.7 Äußeres Run dungsprofil7.7.1 Das äußere Rundungsprofil bei Hohlprofilen mit quadratischem oder rechteckigem Querschnitt ist nach Wahl des Herstellers nach 7.7.2 oder 7.7.3 zu messen. 7.7.2Der Rundungsbogen ist mit einer Radiuslehre zu messen.7.7.3 Der Abstand zwischen den Schnittpunkten von Seitenlinien und Rundungsbogen einerseits und dem Schnittpunkt der Verlängerungen der flachen Seiten andererseits (C 1 und C 2in Bild 4) ist zu messen.Bild 4 — Äußeres Rundungsprofil von Hohlprofilen mit quadratischem oder rechteckigem Querschnitt7.8 Ver drillung7.8.1 Die Verdrillung V in einem Hohlprofil mit quadratischem oder rechteckigem Querschnitt ist nach Wahl des Herstellers nach 7.8.2 oder 7.8.3 zu bestimmen.Die Verdrillung V in einem Hohlprofil mit elliptischem Querschnitt ist nach 7.8.4 zu bestimmen.A &I -N o r m e n a b o n n e m e n t - V o i t h P a p e r G m b H & C o . K G - K d .-N r .6245916 - A b o -N r .00073009/003/001 - 2006-06-26 13:37:41127.8.2 Das Profil ist auf eine horizontale Fläche zu legen und an einem Ende flach gegen die Unterlage zu pressen. Am gegenüberliegenden Profilende ist die Differenz der Abstände der beiden unteren Rundungenvon einer horizontalen Unterlage zu bestimmen (siehe Bild 5).Bild 5 — Verdrillung von Hohlprofilen mit quadratischem oder rechteckigem Querschnitt7.8.3 Die Verdrillung rechteckiger und quadratischer Hohlprofile ist mittels Wasserwaage und Mikrometer-messgerät (Messschraube) zu bestimmen. Die Bezugslänge der Wasserwaage ist dabei der Abstand zwischen den Schnittpunkten der Seitenlinie mit den Rundungsbögen (siehe Bild 6). Die Verdrillung V ist die Differenz zwischen den an beiden Profilenden gemessenen Werten V 1(siehe Bild 6).Legende1 Wasserwaage2 H für rechteckige, B für quadratische HohlprofileBild 6 — Messung der Verdrillung bei Hohlprofilen mit quadratischen oder rechteckigem Querschnitt 7.8.4 Die Verdrillung elliptischer Hohlprofile ist mittels Wasserwaage und Mikrometermessgerät (Messschraube) zu bestimmen. Die Bezugslänge der Wasserwaage ist dabei das Maß der Hauptachse H . Die Verdrillung V ist die Differenz zwischen den an beiden Profilenden gemessenen Werten V 1 (siehe Bild 7).A &I -N o r m e n a b o n n e m e n t - V o i t h P a p e r G m b H & C o . K G - K d .-N r .6245916 - A b o -N r .00073009/003/001 - 2006-06-26 13:37:4113Legende1 WasserwaageBild 7 — Messung der Verdrillung bei Hohlprofilen mit elliptischem Querschnitt7.9 Gera dheitDie Abweichung von der Geradheit e über die Gesamtlänge eines Hohlprofils ist an dem Punkt zu messen, bei dem das Profil den größten Abstand von einer geraden, seine beiden Enden verbindenden Linie aufweist, wie in Bild 8 dargestellt, wobei L die vom Hersteller gelieferte L änge ist. Die relative Abweichung von der Geradheit ist wie folgt zu berechnen:%100×LeZusätzlich darf bei einem Hohlprofil die lokale Abweichung e von der Geradheit über die gesamte L änge in keinem Längenabschnitt Lvon 1 m mehr als 3 mm betragen.Bild 8 — Messung der Abweichung von der GeradheitA &I -N o r m e n a b o n n e m e n t - V o i t h P a p e r G m b H & C o . K G - K d .-N r .6245916 - A b o -N r .00073009/003/001 - 2006-06-26 13:37:41148 Maße und statische WerteDie statischen Nennwerte für die Auslegung von Konstruktionen aus Hohlprofilen nach diesem Teil der EN 10210, die nach den Maßanforderungen dieser Norm gefertigt und für den Stahlbau bestimmt sind, müssen nach Anhang A berechnet werden.Die statischen Nennwerte sind für eine Reihe von Standardgrößen warmgefertigter kreisförmiger, quadratischer, rechteckiger und elliptischer Hohlprofile für den Stahlbau in Tabelle B.1 für Profile mit kreisförmigem Querschnitt, in Tabelle B.2 für Profile mit quadratischem Querschnitt, in Tabelle B.3 für Profile mit rechteckigem Querschnitt und in Tabelle B.4 für Profile mit elliptischem Querschnitt aufgeführt. Diese statischen Werte wurden nach den in Anhang A angegebenen Gleichungen berechnet.AN MERKUN G N icht alle Profilgrößen und Wanddicken nach den Tabellen B.1, B.2, B.3 und B.4 sind von allen Herstellern lieferbar. Dem Anwender wird daher empfohlen, die Verfügbarkeit zu prüfen. Andere Profilgrößen und Wand-dicken können nach Vereinbarung mit dem Hersteller geliefert werden.A &I -N o r m e n a b o n n e m e n t - V o i t h P a p e r G m b H & C o . K G - K d .-N r .6245916 - A b o -N r .00073009/003/001 - 2006-06-26 13:37:41。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
草案共14页第 1 页国家标准前言欧洲标准-草案已由有关铁和钢标准的欧洲委员会(ECISS)的技术委员会(TC)13“有关冷轧成型的平板产品-种类,尺寸,屈服度和特殊检验”(秘书组:比利时)拟定。
主管的德国标准委员会是铁和钢(FES)的“用于冷轧成型钢制成的平板产品”的下级01/1标准委员会。
本草案与现今在ECISS/TC 13中商议的状态相符。
对此必须说明的是,需要有在表2和3中说明的机械性能的有效性和一个拉力试验的位置的解释。
例如标准依据必须进行复查。
对于在第2节中引用的标准,只要变更标准编号,在下面指出相应的德国标准:CR 10260 见DIN V 17006-100更改相对于DIN EN 10268:1999-02已做如下更改:a)由于增加已采用的钢种类,更改标题;b)接收Bake-Hardening钢,磷合金钢,IF-钢和“具有其它机械性能”的钢;c)更改缩写名称(由于更改了有关机械性能的规定);为此不接受材料编号;d)删除折叠试验;e)编辑上作修订。
附件NA(情报的)文献提示DIN V 17006-100,有关钢的标记系统-附加符号;德文版本CR 10260:1998。
-草案-ECISS/TC 13日期:2002-11prEN 10268ECISS/TC 13秘书处:IBN采用高屈服点进行冷轧成型的钢制冷轧平板—技术供货条件文件类型:欧洲标准文件下级类型:文件阶段:CEN-意见征询文件文种:德文目录页数前言 31 应用范围 42 标准引述 43 概念 54 尺寸和公差 55 标记 56 技术要求 66.1 钢的冶炼方法和产品的制作方式 66.2 供货状态 66.3 化学成分 76.4 机械性能 76.5 焊接适应性 96.6 表面状态 96.7 适于表面的涂层107 检验107.1 通用107.2 检验单位107.3 检验次数107.4 取试样117.5 检验程序117.6 化学分析117.7 重复检验117.8 检验证明118 记号118.1 轧制宽度≥600 mm的产品118.2 轧制宽度< 600 mm的产品129 包装1210 投诉1211 订货说明12附件A(情报的)有关bake-Hardening-指数的检验程序13前言本文件(prEN 10268)已由有关铁和钢标准的欧洲委员会(ECISS)的技术委员会(TC)13“有关冷轧成型的平板产品-种类,尺寸,屈服度和特殊检验”(秘书组:比利时)拟定。
本文件目前提交用于CEN-意见征询。
本文件可以取代EN 10268:1998。
1 应用范围本欧洲标准适用于采用高屈服度冷轧成型的钢,制成无涂层的冷轧平板产品。
厚度为≤3 mm。
这些产品作为板,宽带钢,纵向分割的宽带钢供货,是用冷轧钢的定尺剪切或纵向分割的宽带钢生产的条材和冷轧带钢。
2 标准参考本欧洲标准包括用出自其它出版物的标注日期或不标注日期的参考规定。
这些标准参考引用在文本的有些位置上,并且依次引用这些出版物。
在标注日期的参考上,如果它通过更改或修订加入的话,仅说明该欧洲标准属于是该出版物的最后更改或修订。
在无标注日期的参考上适用与出版物有关的最近版本(包括更改)。
1)直至转换成一份欧洲标准,能够或是使用该EURONORMEN 或是相应的国家标准。
3 概念在EN 10020,EN 10021,EN 10079,和EN 10204中说明的和以下概念适用于本欧洲标准的应用。
3.1bake-Hardening钢(B)钢在170℃(持续时间20分钟)范围内一个热作用后,呈现出一个屈服度提高的现象。
3.2磷合金钢(P)直至含有0.12%P的钢,和达到屈服度值的钢。
3.3低合金的/微量合金钢(LA)为了要求达到屈服度值,用一种或多种元素Nb, Ti和V炼制合金的钢。
3.4无加入晶格间原子的钢IF-钢(Y)为了达到有关垂直的各向异性(г)和固化指标(n)的校正值,其成分受到控制的钢。
3.5有其它机械性能的钢(G1)用于特殊应用的,有限制垂直的各向异性(г)的值的钢。
4 尺寸和公差EN 10131中的规定适用于产品的轧制宽度≥600 mm的极限尺寸和形状公差;EN 10140适用于轧制宽度< 600 mm的产品。
5 标记依据本欧洲标准的钢的缩写名按照EN 10027-1和CR 10260。
材料编号按照EN 10027-2。
字母LA(低合金)不包括在CR 10260内,但提示本标准中有几种钢是微量合金炼制的。
标记由产品形状“板”,“冷轧宽带钢”,“冷轧带钢”,“纵向分割的宽带钢”或“棒料”组成,按照以下顺序进行-在该欧洲标准EN 10268的一个参阅;-缩写名称或按照表1或表2的材料编号;-必要时用于表面状态的电码文字(见6.6节)。
示例1 出自钢种类H260P,表面状态A,表面结构无光泽的(m)的一个板的标记:板 EN 10268-H260P-A-m或板 EN 10268-1.XXXX-A-m示例1 出自钢种类H220B,表面状态B,表面结构无光泽的(m)的一个卷材的标记:卷材EN 10268-H220B-B-m或卷材EN 10268-1.XXXX-B-m6 技术要求6.1钢的冶炼方法和产品的制作方式如果对询问或订货的时间点没有其它约定的话,让制造商决定产品的制造方式和钢的冶炼方法。
必须把要求通知制造商。
6.2 供货状态6.2.1依据本欧洲标准供货的产品是冷轧状态的。
6.2.2 通常供货的产品是涂油的。
此时产品两边都有涂油的防腐保护层,油必须是化学中性的,不干燥以及无杂质,并且均匀涂覆,使得产品在通常的包装,发货,装载和储存条件下3个月内不会锈蚀。
如果对于发货或储存要求有一个特殊的防腐保护条件的话,订货人必须就此通知制造商有关订货的时间点。
必须用碱性的溶液或其它普通的溶剂去除油涂层。
保护油的种类可以在订货时特别约定。
如果订货人不希望产品表面涂油,必须在订货时在清楚说明。
注释:如果产品没有涂保护油订货,制造商对于腐蚀损害不负责任。
此外用户必须对此应该是清楚的,在操作,运输和在加工时,较小的划痕都会导致出现一个较大的腐蚀危险。
6.3 化学成分依据冶炼分析的化学成分必须与表1相符。
表1-依据冶炼分析的化学成分(物质组分%)6.4 机械性能依据本欧洲标准的产品必须满足按照表2 的要求。
按照约定表格能够具备给制造商提供一个确定的零件的资格;此时能够商定一个最大损坏百分率并且在机械性能的基础上不予接受。
表2中说明的机械性能适用于自产品的供货起最少6个月的一个持续时间。
有关可加工性的特殊准则能够在订货人和制造商之间进行商定。
表2-机械性能表3-机械性能6.56.5 焊接适应性说明有关按照适用的工业方法的焊接适应性。
但是焊接法适合说明有关问询和订货的时间点;在拟定气焊时要求有该说明。
6.6 表面状态6.6.1 一般表面状态包括有表面的类型和结构。
6.6.2表面类型6.6.2.1 轧制宽度≥ 600 mm的产品产品按照EN 10130中说明的表面类型A或B供货;对LA-种类只考虑表面类型A。
6.6.2.2轧制宽度< 600 mm的产品适用EN 10139的要求。
6.6.3表面结构6.6.3.1轧制宽度< 600 mm的产品适用EN 10139的要求。
6.7适于表面的涂层产品可以使用热浸镀层方法施加一层金属涂层,施加一个电解涂层和/或一个有机的或其它涂层。
如果规定一种这样的涂层,必须说明有关的问询和订货的时间点。
7 检验7.1 一般7.1.1订货人必须说明有关的问询和订货的时间点,什么是希望达到的要求。
-检验类型依据EN 10201,-检验证明的类型依据EN 10204。
7.1.2 轧制宽度≥ 600 mm的产品检验必须依据在7.2~7.7中的规定进行。
7.2 检验单位7.2.1轧制宽度≥ 600 mm的产品检验单位共计30 t或同样钢种类和公称厚度的产品起始30 t。
如果一个卷材重量大于30 t ,由此如同产品一样,作为一个单独的检验单位。
7.2.2 轧制宽度< 600 mm的产品检验单位共计5 t或同样钢种类,同样热处理以及同样表面性能和公称厚度的产品起始5 t。
一个质量超过5 t 的卷材适用作为一个单独的检验单位。
7.3 检验次数每个检验单位必须进行一次拉力试验和-只要要求-一个计算供货状态中的n和г(见表2)的试验。
在bake-hardening钢上必须进一步进行拉力试验(见7.5.3节)。
如果对询问和订货的时间点有规定,必须确定进行一个部件分析(适用在表1中说明的值)。
7.4 取试样EURONORMEN 18和EN 10021中的规定用以下的特殊规定进行补充。
在板和棒料上保留由验收检验的代理人决定用于检验的预定产品以及这些产品中试样部分的位置。
在宽带钢和纵向分割的宽带钢上,试样部分必须优先在卷材的外部末端上取用。
7.5 检验程序7.5.1拉力试验必须依据EN 10002-1进行,而且依据EN 10002-1,附件B用形状2的试样(起始测量长度宽度)。
7.5.2垂直的各向异性(г)和固化指标(n)必须依据ISO 10113和ISO 10275得出。
在延伸范围10%~20%内得出垂直的各向异性(г)和固化指标(n)。
由于计算必须在均匀的形状改变中实现,如果材料的均匀延伸小于20%,能够使用延伸范围值在15%~20%之间的上限。
7.5.3直至得到一份有关测试BH-值的欧洲标准,检验程序必须约定有关询问或订货的时间点。
附件A中引用的方法仅为情报。
7.6 化学分析ISO 14284和考虑中的欧洲标准和EURONORMEN 适用于计算化学成分。
7.7 重复检验适用EN 10021中的规定。
7.8 检验证明按照有关询问和订货的时间点,必须填发一份在EN 10204中提及的检验证明。
8 记号8.1轧制宽度≥ 600 mm的产品如果订货时无其它约定,在查看的侧面上用一个容易去除的,没有腐蚀性的墨水作记号。
如果在订货时无其它约定的话,纵向分割的宽带钢不用作记号。
8.2 轧制宽度< 600 mm的产品订货时可以依据EN 10021约定产品的记号。
9 包装有关包装的要求必须在订货时进行约定。
10 投诉EN 10021适用于投诉和其处理。
11 订货说明为使制造商能够按照条件供货,订货人应该在订货时照以下规定做:a)依据第5节的完整标记;b)公称尺寸和订货量;c)是否应该提供有飞翅或裁切边缘的产品;d)有关卷材的质量和尺寸的极限和单独的包装;e)包括表面涂层的产品预定的使用目的;f)有关一个可能预定的焊接和焊接方法的说明;g)有关提供适合制造一种确定工件的产品的说明;h)希望得到的检验证明和检验类型;i)说明是否应该在制造商处通过一个外机构进行验收检验;j)如果不希望涂油,请作说明;k)说明有关希望的其它保护涂层;l)准确描述所有其它特别要求;m)对包装和记号的投诉要求;n)有较好表面的侧面状态;o)得出BH-值的方法(见7.5.3节)。