IE每日一文 第14章程序分析符号
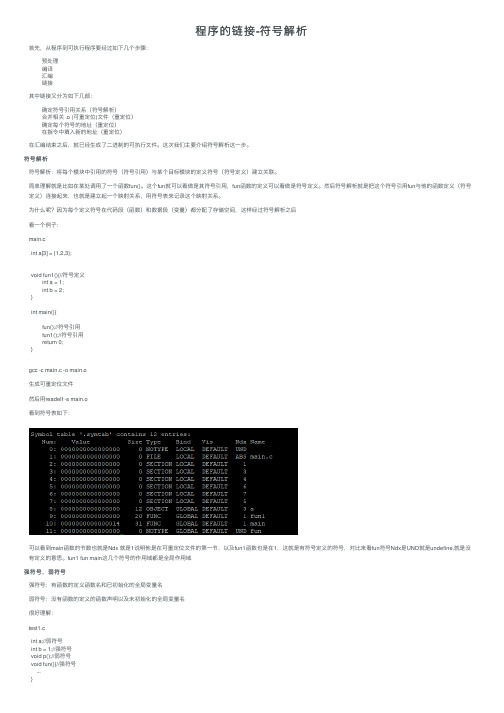
程序的链接-符号解析
会输出this is my f1.
说明函数定义已经被替换.
他还有以下功能:
--redefine-sym old=new 变更符号名称。当链接两个目标文件产生符号名称冲突时,可以使用该选项来解决
可以直接修改符号引用,这个功能顺路介绍一下,因为和符号相关。他可以将一个函数的符号变更为另一个符号。
void fun1(){//符号定义 int a = 1; int b = 2;
} int main(){
fun();//符号引用 fun1();//符号引用 return 0; }
gcc -c main.c -o main.o 生成可重定位文件 然后用readelf -s main.o 看到符号表如下:
然后操作他们的.o文件 对符号引用做手脚
将main.c swap.c汇编为,o文件 gcc -c main.c -o main.o gcc -c swap.c -o swap.o
弱化f1.o中的f1符号,将f1强引用弱化为弱引用。 objcopy -W f1 main.o
然后链接合并.o文件 gcc main.o swap.o -o main
举个例子:
源代码 main.c
#include <stdio.h> void f1(){
printf("f1\n"); } int main(){
f1(); return 0; }
我想讲f1的函数实现给换掉,我就可以写一个swap.c
#include <stdio.h> void f1(){
printf("this s my f1\n"); }
... }
int main(){ ...
IE七大手法培训教材-程序分析及工艺流程的分析步骤( 79页)
IE七大手法培训教材-程序分析及工艺流程的分析步骤一、前言IE(工业工程学)是指以科学的方法为依据,以改善和提高生产效率、直接降低生产成本、提高生产竞争力等为目的,对企业、工业、服务等生产流程和系统进行改进和优化的综合性学科。
在IE的学习中,程序分析和工艺流程分析是重要的学习内容。
此教材将介绍IE中七大手法中程序分析和工艺流程分析的分析步骤。
二、程序分析1. 概念程序分析通常涉及流程或作业步骤的探讨。
其目的在于确定流程或作业步骤的最佳组合方式,以达到最小化生产成本和最大化生产效率的目的。
2. 分析步骤程序分析的分析步骤如下:1)收集资料程序分析的第一个步骤是收集有关当前流程和作业步骤的资料。
主要收集以下资料:•流程图•设备相关资料•生产任务•产品质量标准2)绘制流程图绘制流程图是将复杂的流程或作业步骤用简单的形象表达出来的过程。
绘制流程图可以了解整个流程或作业步骤的各个阶段。
3)分解流程将流程或作业步骤划分为较小的部分,便于分析每个步骤的效率和进行改进。
4)测量和分析使用一些针对流程或作业步骤的量化指标,例如生产时间、材料使用量、产量等,对流程或作业步骤进行测量和分析。
5)改善通过改善措施和重新组合现有流程或作业步骤,提高生产效率和降低生产成本。
6)制定标准操作规程根据改进后的流程或作业步骤,新制定一个标准操作规程,以确保生产过程的稳定和一致性。
7)实施和监督实施新流程或作业步骤,并进行监督,以确保改进效果的持续和稳定。
三、工艺流程分析1. 概念工艺流程分析是指针对生产流程中的每个环节和步骤进行详尽的分析和评估。
其目的在于确定工艺流程的优劣以及找出改进和提高生产效率和质量的方法。
2. 分析步骤工艺流程分析的分析步骤如下:1)收集资料收集与产品相关的所有资料,如产品设计、工艺规程、生产任务等。
2)流程分析将整个生产流程分解为较小的部分,并评估每个部分的效率和质量。
3)步骤分析将工艺流程的每个步骤分解为较小的部分,并评估每个部分的效率和质量。
IE每日一文 第14章程序分析符号
加工部位,
操作者(性别、人数、条件)
以及其它有关事项。
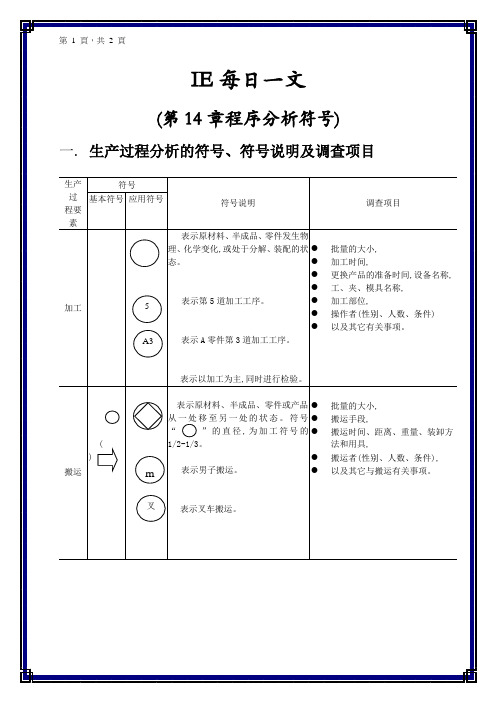
搬运
( )
表示原材料、半成品、零件或产品从一处移至另一处的状态。符号“”的直径,为加工符号的1/2-1/3。
表示男子搬运。
表示叉车搬距离、重量、装卸方法和用具,
搬运者(性别、人数、条件),
以及其它与搬运有关事项。
IE每日一文
(第14章程序分析符号)
一.生产过程分析的符号、符号说明及调查项目
生产过
程要素
符号
符号说明
调查项目
基本符号
应用符号
加工
表示原材料、半成品、零件发生物理、化学变化,或处于分解、装配的状态。
表示第5道加工工序。
表示A零件第3道加工工序。
表示以加工为主,同时进行检验。
批量的大小,
加工时间,
更换产品的准备时间,设备名称,
表示工序停留,加工一批产品中的停顿。
表示批量停留,加工一批产品中的停顿。
停留数量,
停留时间,
停留场所,容器,放置方法,
保管条件,
其它有关保管事项。
表示数量、质量检查同时进行,以质量检验为主。
检验
表示原材料、半成品、零件、产品的数量和质量进行检验。
表示数量检查。
表示质量检验。
批量的大小,
检验部位,
检验方法,
检验器具,
检验标准,
合格率,
检验者(性别、人数、条件、),
以及有关检验的事项。
停留
`
表示原材料、半成品、零件、产品的停顿或保管的状态。
表示原材料的储存。
表示零件、半成品、产品的保管理停顿。
流程程序分析

審閱者:***
方法:改進前
精品课件
日期:2009-2-18
程序分析表的绘制要点பைடு நூலகம்
Step3.记录现行方法的相关内 容,如操作说明、距离、时间 等等;
Step3
Step4.将操作 说明转化为工 程符号连接图;
Step5.勾选 改善要点。
Step5
Step4
精品课件
程序分析表的绘制要点
Step6
1.尽可能取消不必要的工序
a.不必要的搬运、储存 b.重复的行为,如多次搬运、多次检查
存在两次精搬品课件运(重复搬运)
程序分析改善要点
2.合并工序,减少搬运
合并操作精和品课件检查,则取消之间的搬运
程序分析改善要点
3.安排最佳的顺序
精品课件 原过程繁琐浪费过多,重排工程顺序
程序分析改善要点
4.使各工序尽可能经济化
一、意义
程序分析是指在工厂里,从原料到制造出成品这一连串的生产活动中, 对整个过程或个别过程进行分析改善的一种手法。其意义在于: 探讨工程系列的组合是否经济有效; 探讨个别工程前后的关联性。
二、作用
1、取消不必要的程序(工艺、操作、动作)。 2、合并一些过于细分或重复的工作。 3、改变部分操作程序,以避免重复。 4、调整布局,以节省搬运。 5、重排和简化剩余的程序,重新组织一个效率更高的程序。
精品课件
程序分析-工程符号
美国机械工程学会(A.S.M.E.)于1954年将 操作分为5种符号表示:
1 操作
2 运送
3 检验
4
等待
5 储存
精品课件
工程符号介绍
增值 非增值
D
精品课件
表示操作 表示运输、搬运 表示贮存 表示等待、暂存 表示检验 表示同时操作和检验
《程序分析》课件
3. 数据流分析
讲解数据流分析的概念、原理,以及数据流分析在程序分析中的技术、算法和应用。
4. 控制流分析
探索控制流分析的概念、原理,以及构建控制流图和控制流分析在程序分析 中的应用。
5. 符号执行
介绍符号执行的概念、原理,以及符号执行的技探讨污点分析的概念、原理,以及污点分析的技术、算法和在程序分析中的应用。
7. 总结
总结程序分析的重要性和发展趋势,讨论程序分析的局限性、挑战,以及推荐的学习资源和课程建议。
《程序分析》PPT课件
欢迎来到《程序分析》PPT课件!通过本课件,我们将深入介绍程序分析的概 念、技术和应用,帮助您更好地理解和运用程序分析的知识。
1. 介绍
介绍什么是程序分析,以及程序分析的重要性和应用场景。
2. 代码分析
介绍静态分析和动态分析,并探讨代码分析的工具、技术以及例子和实践案 例。
IE-程序分析
方法研究:对现有的或即将进行的工作方法(如加工、制造、 装配、操作)进行系统地观测、考查、分析、研究和试验, 使工作方法系统经过科学的简化和优化,在时间研究的配 合下最终找到一种最好工作方法的技术。
1.2 方法研究的目的 ♂改进工艺和程序;
♂改进工厂、车间和工场的平面布置;
♂改进整个工厂和设备的设计;
钻横孔、 0.010 去毛刺 最终检查尺寸 不规定 与表面粗糙度 时间 0.070 0.020 不规定 时间 0.0015 0.008 不规定 时间 0.020 0.045 不规定 时间
镀镉
最终检查 将模压体装 入轴的小端 将停档装 入模压体 最终检查
3
9 14 7
例2:在箱盖上顶5颗钉并贴标签的工艺流程图
1
1
去公文柜 开公文柜
拿出信 带信回办公桌 找票 核对 带信回公文柜 放回信 关公文柜 办公桌 人
2
2 3 1
公 文 柜
3
4 5
4
6
回办公桌
放回票
例3:绘制流程程序图
一张火车票从售出、使用至收回的过程(物料型)。 一位旅客使用该火车票乘车旅行的过程(人型)。
1
1 1 1 2 在票架上 1 拿至柜台(2.4m) 1 打印日期、 车次及票价 等待找钱 2 拿给旅客 旅客带至检票处(30m) 3 3 4 查看并打孔 旅客带至旅途中 在终点处查看并收回 1 3 等待找钱 拿取火车票 带至检票处(30m) 等待验票 旅客带至旅途中 4 在终点处等待验票 2 等待打印车票 付钱 在售票处问询
根据研究对象分类:
材料或产品流程程序图(物料型):描述生产或 搬运过程中,材料或零件被处理的步骤。
人员流程程序图(人型):记录操作人员在生产 过程中一连串活动。
程序设计流程图的常用符号及含义

程序设计流程图用一系列图形符号和流程线来表示程序的各 种操作和流程,使得程序员可以更加清晰地理解程序的结构 和设计思路。
程序设计流程图的重要性
流程图可以帮助程序员更好 地理解和规划程序逻辑,提 高程序的可读性和可维护性
。
在程序设计过程中,流程图 可以帮助程序员发现和解决 潜在的问题,提高程序的正
确性和稳定性。
算法优化
对于一些复杂度较高的算法,可以通过流程图来分析算法的时间复杂度和空 间复杂度,并进行优化。例如,可以通过减少循环次数、优化排序算法等方 式来提高程序的性能。
根据流程图改进程序的设计
提高代码可读性
通过流程图,可以将程序的逻辑结构清晰 地展现出来,从而提高代码的可读性。在 代码编写过程中,可以根据流程图的指导 ,让代码更加易读、易维护。
中等程序设计流程图实例
总结词
这是一个中等复杂程度的程序设计流程图实例,用于描述一 个算法的执行流程。
详细描述
该流程图包括多个过程符号和判断符号,以及一个循环符号 。循环符号表示重复执行某个过程,直到满足特定条件为止 。判断符号用于控制流程的分支,过程符号则表示具体的算 法步骤。
复杂程序设计流程图实例
05
如何使用流程图优化程序设计
根据流程图分析程序的瓶颈
确定关键路径
通过流程图,可以识别出程序中 的关键路径,即直接影响程序运 行时间的部分。这些部分通常是 程序中的瓶颈,需要进行重点关 注和优化。
发现冗余代码
流程图中,如果存在冗余的分支 、循环或者判断语句,可以及时 发现并优化。这些冗余代码会浪 费计算资源和时间,需要进行删 除或者简化。
程序流程图是用于描述程序逻辑流程的流程图 ,包括算法、程序控制流、数据结构和操作顺 序等。
IE程序分析课件

1.工藝程序的改善思考: • 工藝環節的數量及資源耗用量 • 資源的獲得性與成本 • 工藝的目的
• 客戶需求 • 工藝價值
•工藝的實現方式選擇(如手工、設備、自動化、技術)
• 經濟性 • 社會性 • 處理性(可實現性、風險性、穩定性、可靠性)
示例
8
二.工藝程序分析
(四).工藝程序的改善
示例
9
四.線路分析
(四).線路的改善
1.流程的思考: • WIP與作業孤島 • 縮短移動的距離 • 物流自動化 • Cell(單元式生產)
2.改善手法:
• 5W1H,5Why
• One Piece Flow(一個流)
• In Line(隨線生產)
• 多技能工
示例
0
改善前的線路图
1 下料 1
2 划线
2.工藝路線用垂直線表示,物料資源的进入用 水平箭線表示,两線中途不相交
3.以主要零件作為主要垂直線﹐畫在最右邊﹐ 其余零件按其裝配順序﹐自右向左排列
4. 物料資源的名稱﹑規格﹑型號﹑數量填寫在 水平箭線上
4
(二).工藝程序圖的繪制
5.加工符号畫在垂直線上,在加工符號右边填写 加工内容,左边记录所需的人和設備
IE程序分析课件
2
目錄
一. 程序分析手法介紹 二. 工藝程序分析 三. 流程程序分析 四. 線路分析
3
一.程序分析手法介紹
(一)IE研究的對象
資源
工廠
轉化系統
資源價值
系統效率
Memo: •系統=流程+表單 •系統效率提升:工作研究 •轉化的效率:速度、品質、工程服務、彈性和成本
商品 生產力
4
IE七大手法之程序分析法
主
維持
管
的
Байду номын сангаас
時
實施
時
關
心
建立
与
追
分析
查 成
記錄
果
選擇
程序分析法-程序分析法實施六步驟
一.選擇:在日常工作中選取需要研究的工作.
1.經濟的考慮.
A.改善最需要改善的工作. B.改善需要由淺入深,由粗到細. C.改善后的經濟价值及對整個作業的影響. D.改善可先改生產瓶頸,距离太長之搬運.
2.技術考慮
3.人的反應.尋求大家都有意愿改善的工作.
程序分析法-程序分析法實施六步驟
二.記錄:以直接觀察法記錄現行方法的全部有關事實.
1.記錄的符號
動作
說
明
操作 從事生產-做工作-加工-業務處理
符號
運送 兩不同工作地點的傳遞或旅行 檢驗 有關各种質量与數量的查驗
等待 持住或存留以等待更近一步的處理 儲存 擱置入庫
Parts
Issue
DELTA Power Supply Manufacturing Flow Chart
•
7、最具挑战性的挑战莫过于提升自我 。。20 20年10 月上午 7时6分 20.10.3 07:06October 3, 2020
•
8、业余生活要有意义,不要越轨。20 20年10 月3日 星期六7 时6分1 1秒07: 06:113 October 2020
•
9、一个人即使已登上顶峰,也仍要自 强不息 。上午 7时6分 11秒上 午7时6 分07:0 6:1120. 10.3
程序分析法-程序分析法實施六步驟
四.建立:在分析中所獲得的意見,發展成為最使用.經 濟而有效的新方法.
IE手法-程序分析

作业分析
(Operation Analysis)
人机程序图(Man-Machine Chart) 多人图(Multi-Man Chart)
多人机程序图(Multi-Man-Machine Chart)
9
方法研究与程序分析
•方法研究
程序分析:整个制程之大体分析 作业分析:某个作业的详细分析 动作分析:针对人体动作细微之分析
31
作业者程序分析
与产品工程分析大致相同 分析对象是人,只有『等待』,没有『储
存』。 瓶颈工程应进一步做『作业分析』及『动
作分析』。
32
作业者程序分析之用途
为求省人化、省力化的资料 为求作成作业标准的基础数据 为求作业效率之提高 为求准备时间的改善资料
33
作业者流程程序图例
编号
制程说明
M1
M1-1 M1-2
完工交货期,可做为控制材料、购入点及采购计划依 据。 于生产过程之工件名称、机器设备、工作范围、所需 时间、工作环境、顺序编号等皆有详细记载,可做为 工厂布置规划之参考。 分析人员易发掘问题,并兼顾制程间前后之关系。
17
操作程序图的构成
垂直线表示操作程序之流动,水平线表示 材料之流动;垂直线与水平线不可交叉, 若非得已则在水平线上以一半圆形避开直 接交叉。
3
工业工程的源起
• 泰勒(工业工程之父)之时间研究(1880) • 吉尔博斯夫妇之动作研究(1885) • 1902年Prof. Diemer 于Kansas Univ.开授
“Factory Economics”课程 • 1912年美国工厂引进 IE 计划;1927年西屋
电器公司霍桑工厂进行生产力提升研究 • 1930年Mogensen提出工作简化观念 • 1948年成立美国工业工程师机构(AIIE)
IE程序分析与流动经济原则
程序分析与流动经济原则4.调整改变工艺顺序进行重组5.通过设计变更进行重组6.零件、材料的规格变更带来的重组 3.简化工序1.使用工装夹具简化工序2.产品设计变更简化工序3.材料的设计变更从而简化工序4.工序内容再分配4.各工序是否可以标准化1.利用工装设备2.作业内容是否适合3.修正作业标准书4,标准时间是否准确5.有否培训5.工序平均化1.工序内容分割2.工序内容合并3.工装机械化、自动化4.集中专人进行作业准备5.作业方法的培训6.动作经济原则下的作业简化图3-1 工艺流程图表3-6(3)工艺流程平面示意图(见图3-2)图3-2 DMC-1115-102-02工艺流程平面示意图(4)平面流程线路图(见图3-3)图3-3引自:《IE基础》藤田彰文编,好学社以上几种产品流程分析图表,因产品作业流程特性不同,表现重点有下差异。
根据流程分析的目的、用途不同选择适当图表方法,进行有效的+祈,从而找到关键问题,制定正确的改善方案,是IE方法活用的重点。
工艺名称姓名部门项目内容ChectE 说明 Yes No1.是否有替代作业可达到同样目的1.明确作业目的2.其它替代手段2.作业·可否省略某些操作1.不必要作业的去除2.调整顺序1.流程线路分析程序分析主要是对产品及人的生产作业流程进行整体分析,从而进行改善的方法,为了使这些分析结果得以更有效的使用。
需要一些如产品或人的流程路线图及停滞分析等这样的附带分析进行说明。
流程线路图是对产品的流程及作业者的路线按布局图进行线路记录分析的方法,可以对作业场地的布局及搬运方法进行研讨,与程序分析同时使用。
前面介绍的平面流程线路图便是其中一种,另外还有将工厂的各楼层之间的工艺全过程以立体线路图表述的方法,即立体流程线路图。
目的都是寻找并发现流程路线的问题点,进行针对性的改善。
流程线路图尤其是对生产布局(Layout)的设计帮助较大,当通过流程线路图进行布局(配置)的讨论时。
【优】IE 常见图文符号及运算公式最全PPT
由誰來做?
為什麼? 有無其它更合適的人
5. What
做什麼?
為什麼? 可否簡化作業內容
6. How
如何做?
為什麼? 有無其它更好的方法
7. How much 多少錢?
為什麼? 有無更低的方法
ECRS原則 __________改善方向
符號 E
名稱
內
容
取消
在經過了“完成了什麼”“是否必要”及“為什麼”
(Eliminate) 等問題的提問,而無滿意答復者皆非必要,即予取消
(Simplify) 最簡單的方法及設備,以節省人力,時間及費用
1
三. 常見圖文符號
18种動素的定義及符號
動素分析是由美國工程師Frank Bunker Gilbreth(1862-1924)創立的,動作分析基本要素共有18种動作,也 有文獻定義為17种,本書設定為18种.(詳見下圖)
A.工 作 有 效 推 進 的 動 作
二.績效公式:
1.作業效率:反映作業者作業狀況和生產情況之指標. 計算公式:作業效率=(總標準工時/總使用工時) *100% 2.生產效率:反映生產現場管理者之工作分配及目標達成狀況之指標 計算公式:生產效率=(總標準工時/總投入工時) *100% 3.設備綜合效率:反映生產過程人機配合之能力指標. 計算公式:設備綜合效率=時間稼動率*性能稼動率*良品率
取消eliminate在經過了完成了什麼是否必要及為什麼combine對于無法取消而又必要者看是否能合並以達到省時簡化的目的重排rearrange時三提問進行重排使其能有最佳的順序除去重復使作業更加有序simplify經過取消合並重排后的必要工作就可考慮能否采用動素分析是由美國工程師frankbunkergilbreth18621924創立的動作分析基本要素共有18种動作也a
IE每日一文 第14章程序分析符号
表示叉车搬运。
批量的大小,
搬运手段,
搬运时间、距离、重量、装卸方法和用具,
搬运者(性别、人数、条件),
以及其它与搬运有关事项。
检验
表示原材料、半成品、零件、产品的数量和质量进行检验。
表示数量检查。
表ห้องสมุดไป่ตู้质量检验。
批量的大小,
检验部位,
检验方法,
检验器具,
检验标准,
合格率,
检验者(性别、人数、条件、),
以及有关检验的事项。
停留
`
表示原材料、半成品、零件、产品的停顿或保管的状态。
表示原材料的储存。
表示零件、半成品、产品的保管理停顿。
表示工序停留,加工一批产品中的停顿。
表示批量停留,加工一批产品中的停顿。
停留数量,
停留时间,
停留场所,容器,放置方法,
保管条件,
其它有关保管事项。
表示数量、质量检查同时进行,以质量检验为主。
ie每日一文第14章程序分析符号生产过程分析的符号符号说明及调查项目生产符号符号说明调查项目基本符号应用符号加工表示原材料半成品零件发生物理化学变化或处于分解装配的状表示第5道加工工序
IE每日一文
(第14章程序分析符号)
一.生产过程分析的符号、符号说明及调查项目
生产过
程要素
符号
符号说明
调查项目
基本符号
应用符号
加工
表示原材料、半成品、零件发生物理、化学变化,或处于分解、装配的状态。
表示第5道加工工序。
表示A零件第3道加工工序。
表示以加工为主,同时进行检验。
批量的大小,
加工时间,
更换产品的准备时间,设备名称,
基础IE
图1 精铣铸铁件的人—机作业图(现行方法和改良方法)
二、人—机操作分析的特征
关键是反映出人和机作业配合情况,人机分析图上应该清楚 反映出人和机在一个作业周期内各自的作业情况,以及人和 机作业是如何相互衔接的,尤其要注意人和机器操作活动是 否存在交叉情况。
所谓相互交叉就是利用机器设备自动工作的时候,操作者完 成一部分手工操作活动。
工艺程序分析对象:生产系统的全过程
例如1 镁锭加工的工步:
镁锭通过压铸成型、 检查、机械加工、去毛边 、化学处理、检查、表面 处理喷漆、检查、包装、 成品检验。
工艺程序分析的应用
某开关转子由轴1、模压塑料体2、停挡3组成,其结构如图4-7所示
1—轴 2—停挡 3—模压塑料
图4-7 开关转子
图4-8 开关转子工艺程序图
)是否恰当 车间办公室及检查工序的位置是否恰当
4.事务流程分析
事务流程图是一种描述系统内各单位、人员之 间业务关系、作业顺序和管理信息流向的图表, 利用它可以帮助分析人员找出业务流程中的不合 理流向,它是物理模型。
业务流程图描述的是完整的业务流程,以业务 处理过程为中心,一般没有数据的概念。
业务流程图的基本符号及含义如下图所示 :
基础IE
2020年7月14日星期二
工业工程基本方法-方法研究
第一节.程序分析
方法研究
第二节.作业分析
基础IE
第一节
程序分析
程序分析的工作流程一般由加工、检查、 搬运、等待和储存五种活动构成。为了能方便 、迅速、正确地表示工作流程,便于分析研究
程序分析符号: 1. 表示操作、作业。
2. 表示搬运、运输或人员的移动。
基础IE
第二部分
作业分析
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加工部位,
操作者(性别、人数、条件)
以及其它有关事项。
搬运
()
表示原材料、半成品、零件或产品从一处移至另一处的状态。符号“”的直径,为加工符号的1/2-1/3。
表示男搬运。
表示叉车搬运。
批量的大小,
搬运手段,
搬运时间、距离、重量、装卸方法和用具,
搬运者(性别、人数、条件),
以及其它与搬运有关事项。
IE每日一文
(第14章程序分析符号)
一.生产过程分析的符号、符号说明及调查项目
生产过
程要素
符号
符号说明
调查项目
基本符号
应用符号
加工
表示原材料、半成品、零件发生物理、化学变化,或处于分解、装配的状态。
表示第5道加工工序。
表示A零件第3道加工工序。
表示以加工为主,同时进行检验。
批量的大小,
加工时间,
更换产品的准备时间,设备名称,
表示工序停留,加工一批产品中的停顿。
表示批量停留,加工一批产品中的停顿。
停留数量,
停留时间,
停留场所,容器,放置方法,
保管条件,
其它有关保管事项。
表示数量、质量检查同时进行,以质量检验为主。
检验
表示原材料、半成品、零件、产品的数量和质量进行检验。
表示数量检查。
表示质量检验。
批量的大小,
检验部位,
检验方法,
检验器具,
检验标准,
合格率,
检验者(性别、人数、条件、),
以及有关检验的事项。
停留
`
表示原材料、半成品、零件、产品的停顿或保管的状态。
表示原材料的储存。
表示零件、半成品、产品的保管理停顿。