机床的对外加工价格电镀计费标准图文稿
电镀加工怎么计算单价

其他回答 共 5 条
电镀价格是很多不同的。
一般能筐镀的不要挂镀,
滚镀质量一般不好,但是价钱最便宜
镀金、银、镍、铜、锌、锡等镀种价格都不同,我虽然经常电镀,但是单价倒是不记得。。呵呵。帮不上了。
回答者: 死不认输イ - 助理 二级 2009-4-28 16:04
计算一下你的成本就知道怎样计算单价了!
回答者: 夏朝使者 - 试用期 一级 2重量啊,镀100件程量镀前的质量和镀后的质量,之间差值,然后再加上电费水费人工费等,基本上都是这样,
其它五金电镀也可以按这个计算,是比较实在的,呵呵,你也不会亏多少,如果是按面积算,别人镀溥一些,你可就亏多了
镀银 以厚度为3um为准 挂镀 40元/平方分米 滚镀 70元/kg 或者 根据大小厚度数量0.5元-1元/pcs
镀镍????
镀铜???
镀锌???
镀黑锌????
提问者: zzvip - 助理 二级 最佳答案
你这个问题比较复杂,不好简单概括,电镀的计算通常是用表面积大小计算的,镀层厚度它有个定值,不会浮动太大,最主要的就是原材料金属的价格,它和电镀的价格有着很重要的联系。一般电镀面积和价格之间有个系数,这个系数每个工厂都不一样,比如我们这算镀镍,1dm3铁板双面镀镍所产生的费用约为0.358元。其中包含了药水,天然气,自动线电费,废水处理等所有电镀产生的费用。你还需加上人工费用,东西越大,价格越高。
电镀加工怎么计算单价
悬赏分:50 - 解决时间:2009-5-12 12:15
谁能给个参考价格让我比较下·
镀金、银、镍、铜、锌、锡等镀种挂镀、滚镀的加工价格,,
按重量算各多少钱每kg
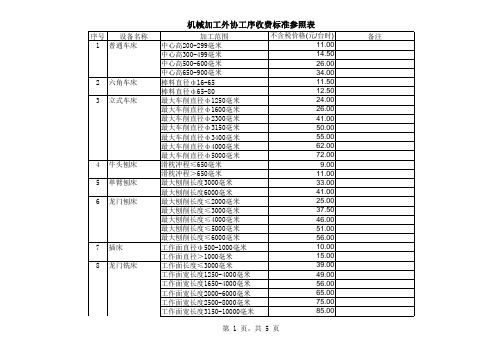
机械加工外协工序收费标准参照表
8.00
8.00
8.00
15.00
8.00
备注
第 4 页,共 5 页
机械加工外协工序收费标准参照表
序号 设备名称 43 普通冷作工 44 模具钳工 45 装配电工
加工范围 手工或非标设备操作
不含税价格(元/台时) 8.00
10.00 8.00
备注
第 5 页,共 5 页
工作面宽长度2000*4000毫米 工作面宽长度2500*8000毫米
钻孔直径ф25-40毫米 钻孔直径ф50-63毫米 钻孔直径ф45-75毫米 钻孔直径ф80毫米 钻孔直径ф100毫米 钻孔直径ф25-40毫米 钻孔直径ф45-75毫米 钻孔直径ф80毫米以上 镗杆ф80毫米 镗杆ф80毫米以上-110毫米 镗杆ф125毫米-150毫米 镗杆ф160毫米-175毫米 镗杆ф200毫米-250毫米 最大磨削直径≤ф200毫米 最大磨削直径≤ф201-300毫米 最大磨削直径≤ф301-350毫米 最大磨削直径≤ф400-500毫米 最大磨削直径≤ф600-1000毫米 最大磨削孔径<ф200毫米 最大磨削孔径<ф200-499毫米 最大磨削孔径<ф500毫米
不含税价格(元/台时) 22.00
43.00
12.50
12.50
12.50
28.00
20.00
15.00 7.6/米 17.77/米 27.69/米 36.71/米 44.19/米 53.59/米 67.09/米 84.62/米 14.10/米 19.87/米 27.78/米 38.46/米 15.38/米 21.36/米 34.2/米 51.28/米
100吨
工作厚度1-2毫米 工作厚度3-4毫米 工作厚度5-6毫米 工作厚度8-10毫米 工作厚度12-14毫米 工作厚度15-17毫米 工作厚度20毫米 工作厚度25毫米 工作厚度3-4毫米(碳钢) 工作厚度5-6毫米(碳钢) 工作厚度8-10毫米(碳钢) 工作厚度12毫米(碳钢) 工作厚度3-4毫米(不锈钢) 工作厚度5-6毫米(不锈钢 工作厚度8-10毫米(不锈钢) 工作厚度12毫米(不锈钢)
非标件机加工件报价的规则

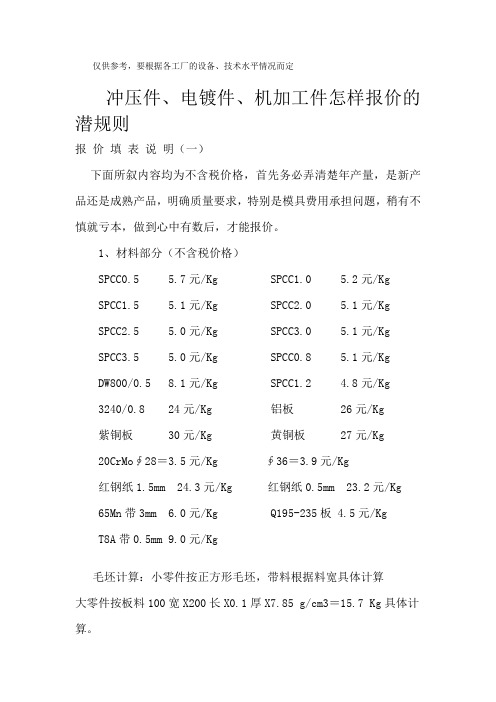
冲压件、电镀件、机加工件怎样报价的潜规则报价填表说明(一)下面所叙内容均为不含税价格,首先务必弄清楚年产量,是新产品还是成熟产品,明确质量要求,特别是模具费用承担问题,稍有不慎就亏本,做到心中有数后,才能报价。
1、材料部分(不含税价格)SPCC0.5 5.7元/Kg SPCC1.0 5.2元/KgSPCC1.5 5.1元/Kg SPCC2.0 5.1元/KgSPCC2.5 5.0元/Kg SPCC3.0 5.1元/KgSPCC3.5 5.0元/Kg SPCC0.8 5.1元/KgDW800/0.5 8.1元/Kg SPCC1.2 4.8元/Kg3240/0.8 24元/Kg 铝板 26元/Kg紫铜板 30元/Kg 黄铜板 27元/Kg20CrMo∮28=3.5元/Kg ∮36=3.9元/Kg红钢纸1.5mm 24.3元/Kg 红钢纸0.5mm 23.2元/Kg65Mn带3mm 6.0元/Kg Q195-235板 4.5元/KgT8A带0.5mm 9.0元/Kg毛坯计算:小零件按正方形毛坯,带料根据料宽具体计算大零件按板料100宽X200长X0.1厚X7.85 g/cm3=15.7 Kg具体计算。
2、电镀费(不含税价格)最好是计算表面积,搞清是挂镀还是滚镀。
计算公式:净重? Kg x ?元/Kg=?元,滚镀价要低些。
厚t≥2.5mm DZn=1.8元/Kg DNi=20元/Kg2.5>t≥1.2mm DZn=2.0元/Kg DNi=22元/Kgt<1.2mm DZn=2.2元/Kg DNi=24元/Kg3、包装(不含税)4、回收成本i元废铜7元/Kg 废铁料:0.8元/Kg5、工时(务必熟悉定额)(不含税)(1)、大的或者厚的零件冲压或车磨刨机加工一般50→150件/小时。
(2)、大吨位→小吨位100→300件/小时6、管理费用其它费=加工成本×(22-32)%(不含税)z注:难度大,工序大于3道,有电镀工序,取32%,易做,工序小于3道,无电镀工序,取25%7、利润=加工成本×(12-15)%(不含税)B注:大吨位工序长零件精度高取15%,小吨位工序少取12%。
冲压、电镀和机加工件怎样报价
仅供参考,要根据各工厂的设备、技术水平情况而定冲压件、电镀件、机加工件怎样报价的潜规则报价填表说明(一)下面所叙内容均为不含税价格,首先务必弄清楚年产量,是新产品还是成熟产品,明确质量要求,特别是模具费用承担问题,稍有不慎就亏本,做到心中有数后,才能报价。
1、材料部分(不含税价格)SPCC0.5 5.7元/Kg SPCC1.0 5.2元/KgSPCC1.5 5.1元/Kg SPCC2.0 5.1元/KgSPCC2.5 5.0元/Kg SPCC3.0 5.1元/KgSPCC3.5 5.0元/Kg SPCC0.8 5.1元/KgDW800/0.5 8.1元/Kg SPCC1.2 4.8元/Kg3240/0.8 24元/Kg 铝板 26元/Kg紫铜板 30元/Kg 黄铜板 27元/Kg20CrMo∮28=3.5元/Kg ∮36=3.9元/Kg红钢纸1.5mm 24.3元/Kg 红钢纸0.5mm 23.2元/Kg 65Mn带3mm 6.0元/Kg Q195-235板 4.5元/KgT8A带0.5mm 9.0元/Kg毛坯计算:小零件按正方形毛坯,带料根据料宽具体计算大零件按板料100宽X200长X0.1厚X7.85 g/cm3=15.7 Kg具体计算。
2、电镀费(不含税价格)最好是计算表面积,搞清是挂镀还是滚镀。
计算公式:净重? Kg x ?元/Kg=?元,滚镀价要低些。
厚t≥2.5mm DZn=1.8元/Kg DNi=20元/Kg2.5>t≥1.2mm DZn=2.0元/Kg DNi=22元/Kgt<1.2mm DZn=2.2元/Kg DNi=24元/Kg3、包装(不含税)4、回收成本i元废铜7元/Kg 废铁料:0.8元/Kg5、工时(务必熟悉定额)(不含税)(1)、大的或者厚的零件冲压或车磨刨机加工一般50→150件/小时。
(2)、大吨位→小吨位100→300件/小时6、管理费用其它费=加工成本×(22-32)%(不含税)z注:难度大,工序大于3道,有电镀工序,取32%,易做,工序小于3道,无电镀工序,取25%7、利润=加工成本×(12-15)%(不含税)B注:大吨位工序长零件精度高取15%,小吨位工序少取12%。
电镀计算方法(10.15)
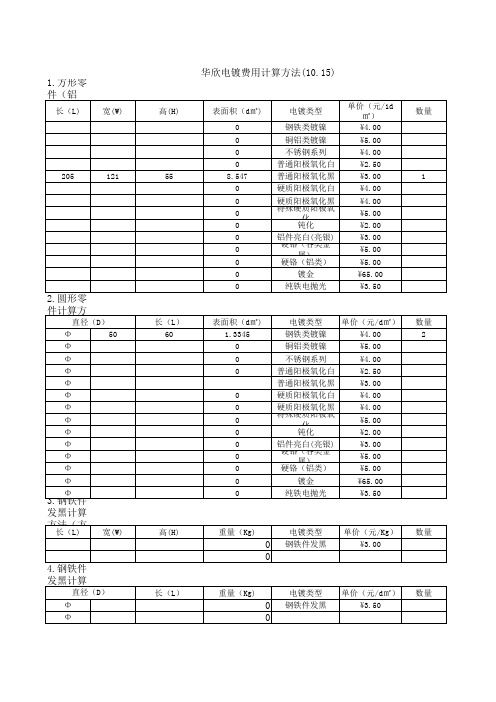
3.钢铁件发黑计算方法(方形):
长(L) 宽(W) 高(H) 重量(Kg)
0 0 4.钢铁件发黑计算方法(圆形):
直径(D) Φ Φ 长(L) 重量(Kg)
电镀类型 钢铁件发黑
单价(元/Kg) ¥3.00
数量
0 0
电镀类型 钢铁件发黑
单价(元/d㎡) ¥3.50
数量
5.小件(RMB/EA<1d㎡)电镀计算方法:
电镀类型 钢铁类镀镍 铜铝类镀镍 不锈钢系列 普通阳极氧化白 普通阳极氧化黑 硬质阳极氧化白 硬质阳极氧化黑 特殊硬质阳极氧化 不锈钢钝化 铝件亮白(亮银) 硬铬(各类金属) 硬铬(铝类) 镀金 不锈钢电抛光
单价 1.00~3.00 1.50~3.00 1.5~3.0 1.0~1.5 1.5~2.0 2.0~3.00 2.0~3.00 5.00~8.00 1.00~2.00 1.0~1.8 5.00~8.00 5.0~8.0 20~50.00 1.0~2.0
金额 ¥0.00 ¥0.00
金额 ¥0.00 ¥0.00
金额 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00
金额 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥25.64 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00
金额 ¥10.68 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00
华欣电镀费用计算方法(10.15) 1.方形零件(铝件)计算方法:
加工费报价方案书模板

加工费报价方案书模板
尊敬的客户:
感谢您对我们公司的关注与支持!根据您的需求,我们特为您提供加工费报价方案书模板如下:
加工费报价方案书
1. 项目概述
在本项目中,我们将为您提供加工服务。
具体加工内容包括
但不限于(列出具体加工项目)。
2. 加工流程
(详细描述加工流程,包括采购原材料、加工过程、质检环
节等)
3. 加工费用计算
3.1 加工费用计算公式:加工费用 = (单位加工工时标准报价) ×(实际加工工时) + 其他费用
3.2 单位加工工时标准报价:(具体金额/工时,如100元/小时)
3.3 实际加工工时估计:(根据项目实际情况进行估算)
3.4 其他费用:(列出可能产生的其他费用项目和具体金额,如材料费、设备使用费等)
4. 付款方式
我们提供以下付款方式供选择:
(列出可选的付款方式,如分期付款、一次性付款等)
5. 交付期限
根据具体项目情况,我们将在(给出具体时间)内完成加工任务。
6. 质量保证
我们将确保所提供的加工品质量符合您的要求。
如在加工过程中出现质量问题,我们将及时进行处理。
7. 法律责任
(根据具体情况,列出双方的法律责任和解决争议的方式)
8. 其他条款
(根据具体情况,列出其他相关条款,如保密协议、违约责任等)
以上是针对您的加工需求所提供的加工费报价方案书模板,具体细节可根据您的实际情况进行修改和调整。
如有任何疑问或需要更多帮助,请随时与我们联系。
再次感谢您对我们公司的信任与支持,期待与您合作!
顺祝商祺!
(您的公司名称)。
机加工方法报价表格(范例)

"t<2,d>40或B>25" X元(*d/40*B/25)
需要上中心架的 对应上述基价的倍数 X倍
铣床加工 一般键槽
L=键槽长度,B=键槽宽度 位置度公差7级以下的 L/B≤10 X*B元
L/B>10 X*B元(*L/B/10)
数控车床 每小时 X元
卧式加工中心 每小时 X元
立式加工中心 每小时 X元
数控冲床 每小时 X元
平面磨床 每小时 X元
钳工 每小时 X元
一般机械装配维修工 每小时 X元
高精密机械装配维修 需定义 如:高真空系统、钟表维护 每小时 X元
一般电气装配维修 每小时 X元
斜齿轮,伞齿轮,变位齿轮 对应上述基价的倍数 X倍
铣一般平面 每mm2 X元
铣沉孔 每个 X*d元
d=孔径 最低价 X元
刨床加工 平面 每mm2 X元
t=刨削深度
磨削加工 一般精度内、外圆 t=磨削深度 每mm2 X元
一般精度平面 t=磨削深度 每mm2 X元
注:以上是加工件的报价示范,加工商可以对其中的某些项目报价,填写X处,也可以按本厂的实际情况修改其中的参数和单位,再行报价!
焊缝长度 每mm价格(与材料和焊缝种类有关) X*L元
气割 一般板件 S=切割面积 每mm2 X元
等离子切割 一般碳钢 每mm2 X元
不锈钢 每mm2 X元
剪板机 一般板件 S=剪切面积 一般碳钢t≤8 每mm2 X元
一般碳钢8<t<12 每mm2 X元
t=板厚 铝板t≤12 每mm2 X元
电镀成本核算
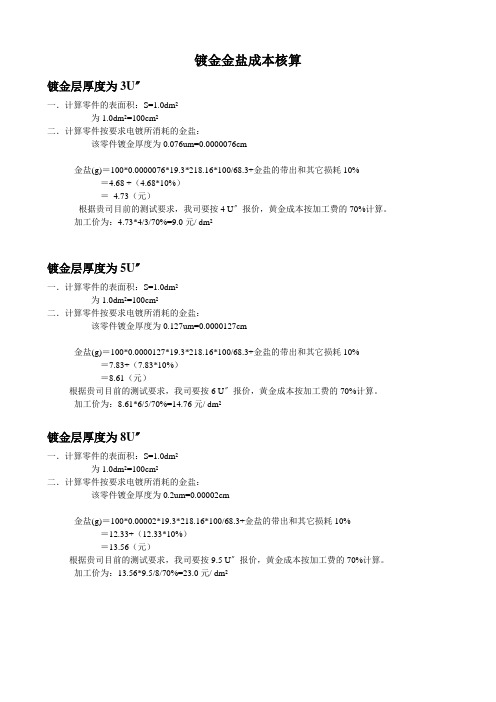
镀金金盐成本核算镀金层厚度为3U〞一.计算零件的表面积:S=1.0dm2为1.0dm2=100cm2二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为0.076um=0.0000076cm金盐(g)=100*0.0000076*19.3*218.16*100/68.3+金盐的带出和其它损耗10% =4.68 +(4.68*10%)=4.73(元)根据贵司目前的测试要求,我司要按4 U〞报价,黄金成本按加工费的70%计算。
加工价为:4.73*4/3/70%=9.0元/ dm2镀金层厚度为5U〞一.计算零件的表面积:S=1.0dm2为1.0dm2=100cm2二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为0.127um=0.0000127cm金盐(g)=100*0.0000127*19.3*218.16*100/68.3+金盐的带出和其它损耗10% =7.83+(7.83*10%)=8.61(元)根据贵司目前的测试要求,我司要按6 U〞报价,黄金成本按加工费的70%计算。
加工价为:8.61*6/5/70%=14.76元/ dm2镀金层厚度为8U〞一.计算零件的表面积:S=1.0dm2为1.0dm2=100cm2二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为0.2um=0.00002cm金盐(g)=100*0.00002*19.3*218.16*100/68.3+金盐的带出和其它损耗10%=12.33+(12.33*10%)=13.56(元)根据贵司目前的测试要求,我司要按9.5 U〞报价,黄金成本按加工费的70%计算。
加工价为:13.56*9.5/8/70%=23.0元/ dm2一.计算零件的表面积:S=1.0dm2为1.0dm2=100cm2二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为0.25um=0.000025cm金盐(g)=100*0.000025*19.3*218.16*100/68.3+金盐的带出和其它损耗10%=15.41 +(15.41*10%)=16.95(元)根据贵司目前的测试要求,我司要按12 U〞报价,黄金成本按加工费的70%计算。
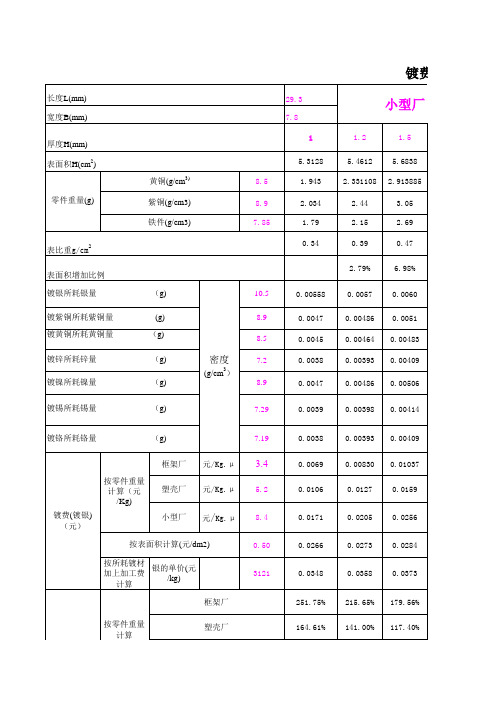
电镀计价
65.54%
65.54% 65.54%
按所耗镀银+加工费计算
50.00%
50.00% 50.00%
按所耗镀银计算每公斤零件的镀银价格(元/Kg)
8.56
7.33
6.10
按所耗镀银+加工费计算每
公斤零件的镀银价格(元 耗银是总的镀费的比例 0.6
/Kg)
14.27
12.22
10.17
按表面积计算每公斤零件的镀银价格(元/Kg)
0.00441 0.00468 0.00495 0.00523 0.00550 0.00604 0.00658 0.00766 0.01145
0.00435 0.00462 0.00489 0.00515 0.00542 0.00595 0.00649 0.00755 0.01129 0.01383 0.01729 0.02075 0.02420 0.02766 0.03458 0.04149 0.05532 0.10373 0.0212 0.0264 0.0317 0.0370 0.0423 0.0529 0.0635 0.0846 0.1587
2~4
漏电
6.26
0.65
0.50%
50%
40*15*3
58%
4~6
塑壳
5.02
0.94
35.00%
65%
100*35*5 37%
12~16
框架
3.2
1.65
20.00%
80%
200*100*15
供应商电镀报价
镀银零件厚度 零件主要适
(mm)
用范围
镀银单价 (元/kg)
镀银单价 银占镀费比 加工费占镀费
机加工价格核算标准表

注2:材料行情可查询慧聪网。
注3:加工费,常用的6140普通车床:22.00元/小时,普通铣床:25.00元/小时,自动凸轮车床:20.00元/小时,数控车床:35.00-40.00元/小时,加工中心(650):50.00元/小时,加工中心(850):60.00元/小时。
注4:产品热处理费,调质处理4.50元/公斤,淬火处理7.00元/公斤。
注5:产表面处理费,本色氧化处理0.30元/分米2,黑色氧化处理0.35元/分米2,喷砂0.25元/分米2,以上如果是小件的话,一律按件计价;镀白锌/彩锌2.00元/公斤,或按面积算0.20元/分米2,镀黑锌7.00元/公斤,发黑处理3.00元/公斤,喷涂(户外)22.00元/米2-25.00元/米2,大形板件按18.00元/米2。
,以上如果是小件的话,理3.00元/公斤,喷涂(户
0.00元/小时,数控车床:。
机床加工费报价
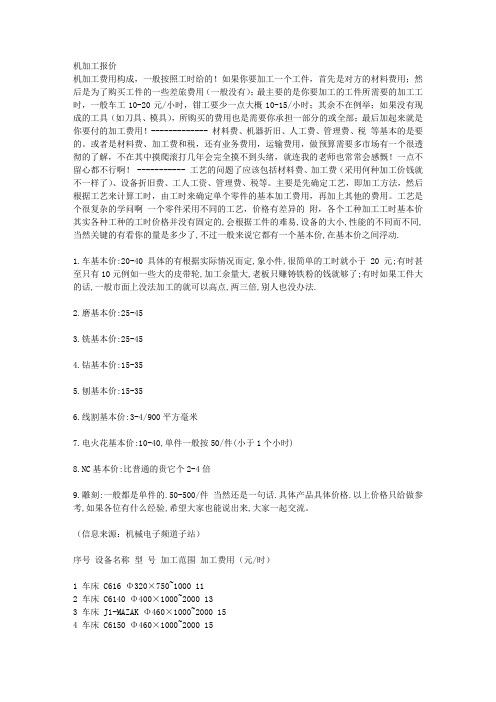
机加工报价机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!------------- 材料费、机器折旧、人工费、管理费、税等基本的是要的。
或者是材料费、加工费和税,还有业务费用,运输费用,做预算需要多市场有一个很透彻的了解,不在其中摸爬滚打几年会完全摸不到头绪,就连我的老师也常常会感慨!一点不留心都不行啊! ----------- 工艺的问题了应该包括材料费、加工费(采用何种加工价钱就不一样了)、设备折旧费、工人工资、管理费、税等。
主要是先确定工艺,即加工方法,然后根据工艺来计算工时,由工时来确定单个零件的基本加工费用,再加上其他的费用。
工艺是个很复杂的学问啊一个零件采用不同的工艺,价格有差异的附,各个工种加工工时基本价其实各种工种的工时价格并没有固定的,会根据工件的难易,设备的大小,性能的不同而不同,当然关键的有看你的量是多少了,不过一般来说它都有一个基本价,在基本价之间浮动.1.车基本价:20-40 具体的有根据实际情况而定,象小件,很简单的工时就小于20元;有时甚至只有10元例如一些大的皮带轮,加工余量大,老板只赚铸铁粉的钱就够了;有时如果工件大的话,一般市面上没法加工的就可以高点,两三倍,别人也没办法.2.磨基本价:25-453.铣基本价:25-454.钻基本价:15-355.刨基本价:15-356.线割基本价:3-4/900平方毫米7.电火花基本价:10-40,单件一般按50/件(小于1个小时)8.NC基本价:比普通的贵它个2-4倍9.雕刻:一般都是单件的.50-500/件当然还是一句话.具体产品具体价格.以上价格只给做参考,如果各位有什么经验,希望大家也能说出来,大家一起交流。
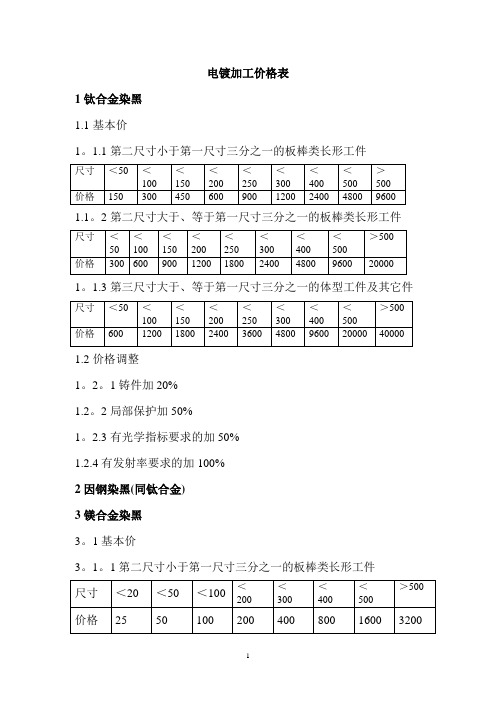
电镀加工价格表[资料]
![电镀加工价格表[资料]](https://img.taocdn.com/s3/m/33ab1010852458fb770b56d8.png)
电镀加工价格表[资料]电镀加工价格表1钛合金染黑1.1基本价1.1.1第二尺寸小于第一尺寸三分之一的板棒类长形工件尺寸 ,50 ,,,, , , , ,100 150 200 250 300 400 500 500 价格 150 300 450 600 900 1200 2400 4800 9600 1.1.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件尺寸 ,,,,, , , , ,50050 100 150 200 250 300 400 500 价格 300 600 900 1200 1800 2400 4800 9600 20000 1.1.3第三尺寸大于、等于第一尺寸三分之一的体型工件及其它件尺寸 ,50 ,,, , , , , ,500100 150 200 250 300 400 500 价格 600 1200 1800 2400 3600 4800 9600 20000 40000 1.2价格调整1.2.1铸件加20%1.2.2局部保护加50%1.2.3有光学指标要求的加50%1.2.4有发射率要求的加100%2因钢染黑(同钛合金)3镁合金染黑3.1基本价3.1.1第二尺寸小于第一尺寸三分之一的板棒类长形工件,500 , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 价格 25 50 100 200 400 800 1600 3200 3.1.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件,500 , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 价格 50 100 200 400 800 1600 3200 6400 3.1.3第三尺寸大于、等于第一尺寸三分之一的体型工件,500 , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 价格 100 200 400 800 1600 3200 6400 12800 3.2价格调整3.2.1铸件加50%3.2.2有光学指标的加50%3.2.3局部保护加100%3.2.4有发射率要求的加100%4铝合金氧化处理4.1普通阳极氧化4.1.1第二尺寸小于第一尺寸三分之一的板棒类长形工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 1 2 5 10 20 40 80 160 4.1.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500价格 2 5 10 20 40 80 160 320 4.1.3第三尺寸大于、等于第一尺寸三分之一的体型工件,500 , , 尺寸 ,20 ,50 ,100 ,200 ,300 400 500 价格 5 10 20 40 80 160 320 640 4.2价格调整4.2.1有外观状态要求的在4.1基础上加100% 4.2.2有尺寸精度要求的在4.2.1基础上加100% 4.2.3有三防要求的加4.2.2基础上加100% 4.2.4铸件加50%4.2.5局部保护加100%4.2.6有吸收率要求的加100%4.2.7有发射率要求的加100%4.3导电氧化4.3.1第二尺寸小于第一尺寸三分之一的板棒类长形工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 0.5 1 2 4 8 16 32 64 4.3.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 1 2 4 8 16 32 64 96 4.3.3第三尺寸大于、等于第一尺寸三分之一的体型工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 2 4 8 16 32 64 96 200 4.4价格调整4.4.1有外观状态要求的在4.3基础上加100% 4.4.2有尺寸精度要求的在4.4.1基础上加100% 4.4.3有三防要求的加4.4.2基础上加100% 4.4.4铸件加50%4.4.5局部保护加100%4.4.6有电导率要求的加100%4.5硬质氧化4.5.1第二尺寸小于第一尺寸三分之一的板棒类长形工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 5 10 20 40 80 160 320 640 4.5.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 10 20 40 80 160 320 640 1280 4.5.3第三尺寸大于、等于第一尺寸三分之一的体型工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 20 40 80 160 320 640 1280 2540 4.6价格调整4.6.1有外观状态要求的加100%4.6.2有尺寸精度要求的加200%4.6.3有三防要求的300%4.2.4铸件加100%4.6.5局部保护加100%4.6.6有吸收率要求的加100%4.6.7有发射率要求的加100%5钢染黑5.1基本价格5.1.1第二尺寸小于第一尺寸三分之一的板棒类长形工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 0.5 1 2 4 8 16 32 64 5.1.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 1 3 6 12 24 48 96 200 5.1.3第三尺寸大于、等于第一尺寸三分之一的体型工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 5 10 20 40 80 160 320 640 5.2价格调整5.2.1耐中性盐雾6小时以上加100%5.2.2耐中性盐雾12小时以上加200% 5.2.3耐中性盐雾24小时以上加300% 5.2.4耐中性盐雾48小时以上加500% 5.2.5耐中性盐雾96小时以上加1000% 6铜染黑6.1基本价格6.1.1第二尺寸小于第一尺寸三分之一的板棒类长形工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 1 2 4 8 16 32 64 96 6.1.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 3 6 12 24 48 96 200 400 6.1.3第三尺寸大于、等于第一尺寸三分之一的体型工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 10 20 40 80 160 320 640 1280 6.2价格调整6.2.1有外观状态要求的加50%6.2.2有尺寸精度要求的加50%6.2.3有三防要求的6.2.3.1耐中性盐雾12小时以上加100%6.2.3.2耐中性盐雾24小时以上加200% 6.2.3.3耐中性盐雾48小时以上加300% 6.2.3.4耐中性盐雾96小时以上加500% 6.2.4铸件加50%6.2.5局部保护加100%6.6.6有吸收率要求的加100%6.6.7有发射率要求的加100%7不锈钢染黑7.1基本价格7.1.1第二尺寸小于第一尺寸三分之一的板棒类长形工件, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 600 价格 5 10 20 40 80 160 320 640 7.1.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 600 价格 10 20 40 80 160 320 640 1280 7.1.3第三尺寸大于、等于第一尺寸三分之一的体型工件, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 600 价格 20 40 80 160 320 640 1280 2540 7.2价格调整7.2.1有外观状态要求的加50%7.2.2有尺寸精度要求的加50%7.2.3有三防要求的7.2.3.1耐中性盐雾12小时以上加100% 7.2.3.2耐中性盐雾24小时以上加200% 7.2.3.3耐中性盐雾48小时以上加300% 7.2.3.4耐中性盐雾96小时以上加500% 7.2.4有吸收率要求的在7.2.3基础上加100% 7.2.5有发射率要求的在7.2.4基础上加100% 8电镀锌8.1基本价格8.1.1第二尺寸小于第一尺寸三分之一的板棒类长形工件, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 600 价格 1 2 4 8 16 32 64 128 8.1.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 600 价格 3 6 12 24 48 96 200 400 8.1.3第三尺寸大于、等于第一尺寸三分之一的体型工件, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 600 价格 10 20 40 80 160 320 640 1280 8.2价格调整8.2.1有外观状态要求的加50%8.2.2有尺寸精度要求的加100%8.2.3有三防要求的8.2.3.1耐中性盐雾24小时以上加100% 8.2.3.2耐中性盐雾48小时以上加200% 8.2.3.3耐中性盐雾96小时以上加400% 8.2.4铸件加300%8.2.5局部保护加100%8.2.6有吸收率要求的加100%8.2.7有发射率要求的加100%9电镀铜镍铬(硬铬按1道计)9.1基本价格9.1.1第二尺寸小于第一尺寸三分之一的板棒类长形工件, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 600 价格 2 5 10 20 40 80 160 320 9.1.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 600 价格 5 10 20 40 80 160 320 640 9.1.3第三尺寸大于、等于第一尺寸三分之一的体型工件, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 600价格 10 20 40 80 160 320 640 1280 9.2价格调整9.2.1有外观状态要求的加50%9.2.2有尺寸精度要求的加100%9.2.3有三防要求的9.2.3.1耐中性盐雾6小时以上加100% 9.2.3.2耐中性盐雾12小时以上加200% 9.2.3.3耐中性盐雾24小时以上加300% 9.2.3.4耐中性盐雾48小时以上加500% 9.2.3.5耐中性盐雾96小时以上加1000% 9.2.4铸件加200% 10镀银(按1道计)10.1基本价格10.1.1第二尺寸小于第一次寸三分之一的板棒类长形工件, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500600 价格 5 10 20 50 100 200 400 800 10.1.2第二尺寸大于、等于第一次寸三分之一的板棒类长形工件1, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 600 价格 15 30 50 150 300 500 1000 2000 10.1.3第三尺寸大于、等于第一次寸三分之一的体型工件, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 600 价格 50 100 200 400 800 1600 3200 6400 10.2价格调整10.2.1有外观状态要求的加100%10.2.2有尺寸精度要求的加100%10.2.3有三防要求的加300%10.2.4有反射率要求的加100%11镀钯11.1每个触头30元(Φ,2.5、L,5,以1道计)211.2一般件,0.4元/0.1µ?cm。
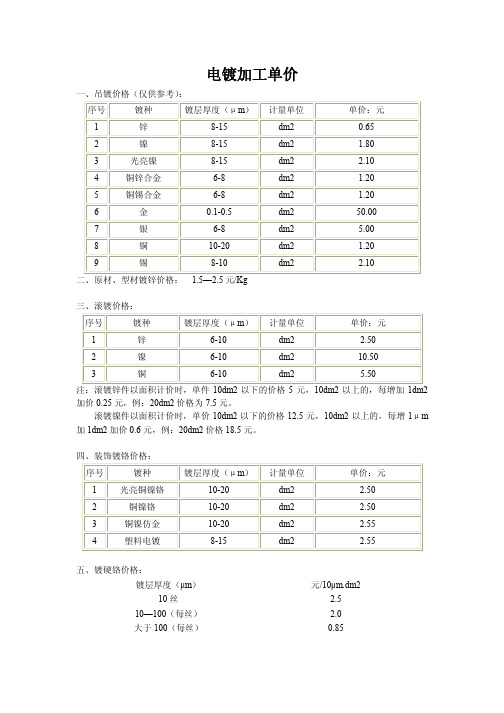
电镀加工怎么计算单价[整理]
![电镀加工怎么计算单价[整理]](https://img.taocdn.com/s3/m/fdb0be334a35eefdc8d376eeaeaad1f346931126.png)
电镀加工怎么计算单价电镀加工怎么计算单价悬赏分:50 - 解决时间:2009-5-12 12:15谁能给个参考价格让我比较下·镀金、银、镍、铜、锌、锡等镀种挂镀、滚镀的加工价格,,按重量算各多少钱每kg按面积算各多少钱每平方分米我也知道每个公司的报价不一样·我只是想要个价格来让我参考、比较当然电镀厚度、客户要求都影响着单价。
我需要个标准,好依据着个标准给客户报价!回答的详细,有用加100分问题补充:我也知道很多方面影响着这个单价能滚镀的肯定不会挂镀啊·客户没这么傻·我们也没这么笨吖,,我意思需要个基准来参考,例如镀金以厚度为1um为准挂镀 120元/平方分米滚镀(小件)根据大小,客户要求0.5-1元/pcs镀银以厚度为3um为准挂镀 40元/平方分米滚镀 70元/kg 或者根据大小厚度数量0.5元-1元/pcs镀镍镀铜镀锌镀黑锌提问者: zzvip - 助理二级最佳答案你这个问题比较复杂,不好简单概括,电镀的计算通常是用表面积大小计算的,镀层厚度它有个定值,不会浮动太大,最主要的就是原材料金属的价格,它和电镀的价格有着很重要的联系。
一般电镀面积和价格之间有个系数,这个系数每个工厂都不一样,比如我们这算镀镍,1dm3铁板双面镀镍所产生的费用约为0.358元。
其中包含了药水,天然气,自动线电费,废水处理等所有电镀产生的费用。
你还需加上人工费用,东西越大,价格越高。
3回答者: YOYOAHYS - 举人五级 2009-4-28 16:09我来评论>>提问者对于答案的评价:谢谢相关内容电镀单价的计算方法?怎样计算电镀产品的单价及品质的鉴别和电镀的几种镀法电镀加工收费是怎样计算的?电镀价格是如何计算的?还有机加工的价格是如何计算的?那位哥们知道平板玻璃的加工和单价计算流程?其他回答共 5 条电镀价格是很多不同的。
一般能筐镀的不要挂镀,滚镀质量一般不好,但是价钱最便宜镀金、银、镍、铜、锌、锡等镀种价格都不同,我虽然经常电镀,但是单价倒是不记得。
电镀加工价格表【精选文档】
电镀加工价格表1钛合金染黑1.1基本价1。
1.1第二尺寸小于第一尺寸三分之一的板棒类长形工件1.1。
2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件1。
1.3第三尺寸大于、等于第一尺寸三分之一的体型工件及其它件1.2价格调整1。
2。
1铸件加20%1.2。
2局部保护加50%1。
2.3有光学指标要求的加50%1.2.4有发射率要求的加100%2因钢染黑(同钛合金)3镁合金染黑3。
1基本价3。
1。
1第二尺寸小于第一尺寸三分之一的板棒类长形工件3.1.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件3。
1。
3第三尺寸大于、等于第一尺寸三分之一的体型工件3。
2价格调整3。
2。
1铸件加50%3。
2。
2有光学指标的加50%3.2。
3局部保护加100%3.2。
4有发射率要求的加100%4铝合金氧化处理4。
1普通阳极氧化4。
1.1第二尺寸小于第一尺寸三分之一的板棒类长形工件4。
1.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件4。
1。
3第三尺寸大于、等于第一尺寸三分之一的体型工件4.2价格调整4.2。
1有外观状态要求的在4。
1基础上加100%4。
2。
2有尺寸精度要求的在4。
2.1基础上加100%4。
2.3有三防要求的加4。
2。
2基础上加100%4.2.4铸件加50%4.2.5局部保护加100%4.2。
6有吸收率要求的加100%4。
2。
7有发射率要求的加100%4。
3导电氧化4.3.1第二尺寸小于第一尺寸三分之一的板棒类长形工件4。
3.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件4.3.3第三尺寸大于、等于第一尺寸三分之一的体型工件4.4价格调整4.4.1有外观状态要求的在4.3基础上加100%4.4.2有尺寸精度要求的在4.4。
1基础上加100%4.4.3有三防要求的加4.4。
2基础上加100%4.4.4铸件加50%4。
4.5局部保护加100%4。
4.6有电导率要求的加100%4.5硬质氧化4.5.1第二尺寸小于第一尺寸三分之一的板棒类长形工件4。
电镀加工价格
电镀加工单价一、吊镀价格(仅供参考):序号镀种镀层厚度(μm)计量单位单价:元1 锌8-15 dm2 0.652 镍8-15 dm2 1.803 光亮镍8-15 dm2 2.104 铜锌合金6-8 dm2 1.205 铜锡合金6-8 dm2 1.206 金0.1-0.5 dm2 50.007 银6-8 dm2 5.008 铜10-20 dm2 1.209 锡8-10 dm2 2.10二、原材、型材镀锌价格: 1.5—2.5元/Kg三、滚镀价格:序号镀种镀层厚度(μm)计量单位单价:元1 锌6-10 dm2 2.502 镍6-10 dm2 10.503 铜6-10 dm2 5.50注:滚镀锌件以面积计价时,单件10dm2以下的价格5元,10dm2以上的,每增加1dm2加价0.25元,例:20dm2价格为7.5元。
滚镀镍件以面积计价时,单价10dm2以下的价格12.5元,10dm2以上的,每增1μm 加1dm2加价0.6元,例:20dm2价格18.5元。
四、装饰镀铬价格:序号镀种镀层厚度(μm)计量单位单价:元1 光亮铜镍铬10-20 dm2 2.502 铜镍铬10-20 dm2 2.503 铜镍仿金10-20 dm2 2.554 塑料电镀8-15 dm2 2.55五、镀硬铬价格:镀层厚度(μm)元/10μm.dm210丝 2.510—100(每丝) 2.0大于100(每丝)0.85六、发兰、磷化、酸洗价格::种类基体元/Kg 元/dm2发兰Fe 2.0 0.25磷化Fe 2.0 0.25酸洗Fe 0.70 0.25酸洗Cu 2.5 0.35 酸洗钝化不锈钢—— 0.4七、研磨、抛光、光亮价格:(元/dm2)种类研磨抛光光亮一般复杂一般复杂一般复杂黑色金属0.4 0.6 0.3 0.4 0.3 0.4 有色金属0.4 0.6 0.3 0.4 0.3 0.4 合金不锈钢0.5 0.7 0.4 0.6 ———— 硬铬件0.7 0.8 0.7 0.8 —— ——八、铝阳极氧化:种类元/dm2草酸氧化 6.5铬酸氧化 3.0硫酸氧化0.5九、化学镀镍:5元/dm2十、热喷锌: 1.5元/dm2。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机床的对外加工价格电
镀计费标准
集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)
各种机床的对外加工工时价格
其实各种工种的工时价格并没有固定的,会根据工件的难易,设备的大小,性能的不同而不同,当然关键的有看你的量是多少了,不过一般来说它都有一个基本价,在基本价之间浮动。
电镀费计价标准(大件按面积,小件按重量)
铝阳极氧化
行业一般算法是这样地:供参考:如:球墨铸铁铸件:QT12(原料)3500元/吨
再加上1400元(其中包括所有费用了)
总计:5900元(成本价)
再加利润:300元
合计:6200元。
如果需要加工:每吨加2百
如果需要精加工:每吨加4百
如果铸件重量在30kg以下10kg以上,再加1500元
如果铸件重量在10kg以下,再加2500元。
如果用树脂砂铸造,再加3000元。
激光切割加工费按计算倍数关系。
有很多公司在计算费用时候,而是按切割线长度来报价的,碳钢板一般每米是板厚的1.5倍,也就是说4MM的的碳钢板每米的切割费=4*1.5=6元/米.下面是详细的计算方法:
切割一米的价格=要切割材料的板厚×1.5 (不含材料费的价格,客户带料加工)(举个例:比较6毫米的低碳钢板的激光切割一米的价格为: 5(板厚)×1.5=7.5 元/米
8毫米的低碳钢激光切割一米的价格为:8(板厚)×1.5=12元/米
10毫米的低碳钢激光切割一米的价格为:10(板厚)×1.5=15元/米
根据这个公式可以得出不同厚度的切割一米的价格)
不锈钢的价格与普通的不同,不锈钢每米的价格一般是板厚的2.5倍,铝板每米的价格一般是板厚的4倍.同时如果板材中间要割孔的,要收穿孔费,穿孔费根据板厚的不同一般在0.4-2元不等.当然具体价格跟加工量的大小、零件的形状(比较全是小孔就不能完全按米数算)、是否含运费、是否是带材料加工等都有很大关系。
第二种计算方法:
激光切割加工按小时结算且地区有差异.
一般每小时在200元左右,
车床切断刀宽度选择公式(0.5-0.6)*工件直径
加工费用
序号设备名称型号加工范围
(元/时)1车床C616Φ320×750~100011
2车床C6140Φ400×1000~200013
3车床J1-MAZAKΦ460×1000~200015
4车床C6150Φ460×1000~200015
5车床C630Φ630×1000~200021
6车床C650Φ800×1500~500030
7立式车床C5116AΦ160028
8摇臂钻床Z3050Φ50~Φ6316
9摇臂钻床Z3080Φ8020
10立式钻床Z5140AΦ32~Φ4012
11卧式镗床T681000×100026
12卧式镗床T6111000×100030
13立式镗床T4163630×110056
14卧式镗床T6111A1200×120036
15万能外园磨床M1420Φ125~220×350~100015
16万能外园磨床M1432A M9025×500~100019。