(完整)PPAP全套表格,推荐文档
APQP全套表格
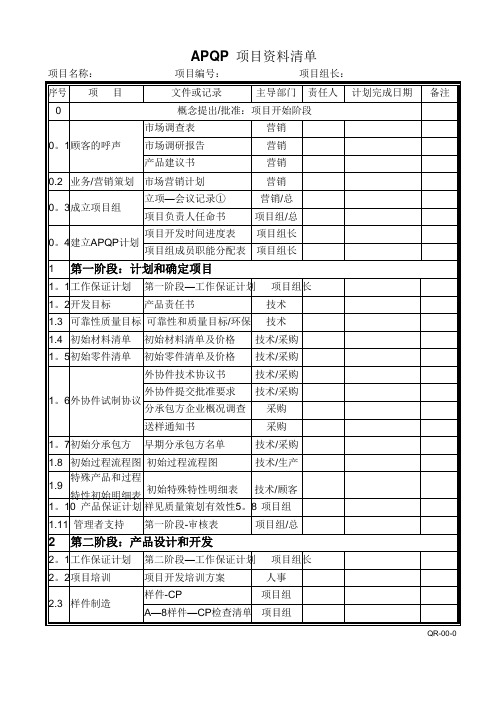
APQP 项目资料清单项目名称:项目编号:项目组长:QR-00-03.5 包装标准:顾/供产品包装标准/规格营销/技术QR—00-04.3 工时测算工作时间测算表技术QR—00—0市场调查表-营销功能QR—01-01市场调研报告-营销功能APQP 产品建议书顾客名称:03市场营销计划-营销功能计划周期:01APQP 会议记录QR-03-01APQP 项目负责人任命书QR-03-02APQP 项目开发时间进度制订(项目组长):审核(管理者代表):批准(总经理):QR—04-01APQP 项目小组成员职责分配表QR-04—02APQP工作保证计划(项目责任矩阵表)第一阶段:计划和项目确定日期:年月日APQP 产品责任书项目编号:APQP可靠性和质量目标及标准分析、环保要求日期:年月日APQP初始材料清单及价格表QR—1-04APQP初始零件清单及价格表QR—1-05APQP 外协件提交批准要求供方名称:表单流程:需方→供方确认(影印留底)→需放代表→归入项目档案。
QR-1-06—01供方概况登记表-供方评价和选择02送样通知书-供方评价和选择编号:03 送样通知书-供方评价和选择编号:03早期供方名单-供方评价和选择APQP 初始过程流程图日期:年月日项目编号:工序名称:APQP 初始特殊特性清APQP 初始材料清单APQP 初始量具和试验设备清单QR—1-11APQP 初始设备、工装清单APQP计划和项目确定—第一阶段审核表QR—1-13APQP 工作保证计划(项目责任矩阵表)第二阶段:产品设计和开发日期:年月日APQP 项目开发培训方案产品名称:项目编号:0203AAPQP -A-8样件—控制计划检查清单顾客或厂内零件号项目编号APQP 顾客样品评审确认书评审日期:编号:顾公司工程部确认章部长(签名):日期:QR-2—02APQP —A-2设计信息检查清单(新产品开发可行性评估表)QR-2-03APQP 设备需求表(主要设备盘点清单)APQP 工装需求表(工装盘点清单)05APQP 新增设备、工装和模具配置计划日期:APQP 设备安装验收移交单APQP工装夹治具验收单APQP 量具试验装备要求(主要量仪盘点清单)APQP 新增量具、试验装备配置计划日期:APQP -A-3新设备、工装和试验装置检查清单第 1 页,共 1 页QR-2—10APQP新产品成本预估表修订日期:编制:审核:批准: QR—2-11-01APQP 新产品成本预算报告产品名称:产品件号:APAP 项目可行性分析报告客户名称:APQP 小组可行性承诺顾客:日期:零件编号:零件名称:可行性的考虑产品质量策划小组并不打算在进行可行性评价时面面俱到,但已考虑了以下问题。
(完整)PPAP全套表格,推荐文档

Motiontec品管部:注:1、本表格由供应商或二级供应商认真填写,要求附工艺流程图,并加盖公章后将原件提交给Motiontec品管部;2、本表格作为最终批准的输入之一;3、表格(工序栏)不够可续表;4、关键工序在项目“第x序”前打√,并在工序能力一栏中填写Cpk或Ppk数值,如Cpk=1.33或Ppk=1.67。
注:1、本表由二级供应商认真填写,并加盖二级供应商和供应商公章后将原件提交给Motiontec品管部;2、本表是最终批准的重要输入之一,如有变动应及时通知Motiontec品管部。
3、当二级供应商变化时,应及时通过Motiontec品管部,以确定是否进行生产件批准。
编号:Motiontec/R.706.13Motiontec采购部:Motiontec采购部:1.必要时,供应商应附详细的自审报告;2.在完成各过程的内部批准并确认满足批量生产、供货要求时才可提交本表; 3.SQE 尽量携带本表去供应商现场确认; 4.在不适用的选项的 ”。
编号:Motiontec/R.706.20Motiontec采购部:生产件批准状况通知PRODUCTION PART APPROVAL STATUS NOTICENO:致:先生/女士(职务)供应商名称:地址:供适用范围(产品型号)APPLICATION(VEHICLES)零件号PART NUMBER零件名称PART NAME更改等级/更改日期CHENGE LEVEL/DATED更改号CHENGE NUMBER原用零件号ORIGINAL PART NUMBERPPAP 编号MOTIONTEC PPAP NUMBER生产件批准状况如下:Production part approval status is as follow批准状态有效截止日期/数量CLASS THROUGH DATE/QUANTITY备注:Motiontec品管工程师Motiontec SQE采购工程师MANAGER编号:Motiontec/R.706.24Motiontec2、版面不够,可附页;3、任何产品变更、物流/运输方式变化导致包装改变时,应向Motiontec品管部门确认是否进行重新认可。
PPAP全套表格

编号:Motiontec/R.706.01编号:Motiontec/R.706.02编号:Motiontec/R.706.03编号:Motiontec/R.706.04编号:Motiontec/R.706.05编号:Motiontec/R.706.06编号:Motiontec/R.706.07Motiontec品管部:注:1、本表格由供应商或二级供应商认真填写,要求附工艺流程图,并加盖公章后将原件提交给Motiontec品管部;2、本表格作为最终批准的输入之一;3、表格(工序栏)不够可续表;4、关键工序在项目“第x序”前打√,并在工序能力一栏中填写Cpk或Ppk数值,如Cpk=1.33或Ppk=1.67。
编号:Motiontec/R.706.08编号:编号:Motiontec/R.706.09编号:Motiontec/R.706.10Motiontec品管部:注:1、本表由二级供应商认真填写,并加盖二级供应商和供应商公章后将原件提交给Motiontec品管部;2、本表是最终批准的重要输入之一,如有变动应及时通知Motiontec品管部。
3、当二级供应商变化时,应及时通过Motiontec品管部,以确定是否进行生产件批准。
编号:Motiontec/R.706.11编号:Motiontec/R.706.12编号:Motiontec/R.706.13编号:Motiontec/R.706.13编号:Motiontec/R.706.14编号:Motiontec/R.706.15编号:Motiontec/R.706.16编号:Motiontec/R.706.17Motiontec采购部:编号:Motiontec/R.706.18Motiontec采购部:编号:Motiontec/R.706.19编号:Motiontec/R.706.19注:1.必要时,供应商应附详细的自审报告;2.在完成各过程的内部批准并确认满足批量生产、供货要求时才可提交本表;3.SQE尽量携带本表去供应商现场确认;4.在不适用的选项的中划“× ”。
PPAP全套表格资料模板(内含21个工作表及填写指引)
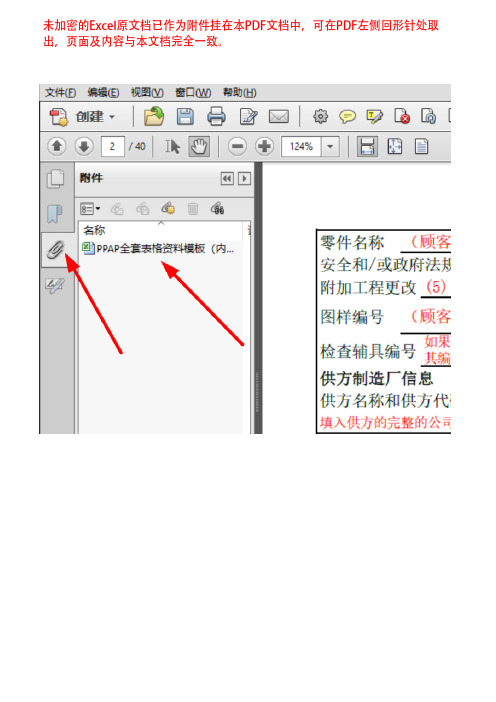
未加密的Excel原文档已作为附件挂在本PDF文档中,可在PDF左侧回形针处取出,页面及内容与本文档完全一致。
是否尺寸材料/功能是否是提交原因首次提交改为其它选用的结构或材料工程更改分供方或材料来源更改工装转移、更换、整修或添加零件加工过程更改偏差校正在其它地方生产零件工装停止使用期超过一年其它----请说明要求的提交等级(选择一项)等级1----只向顾客提交保证书(若指定为外观项目,还应提交外观件批准报告)。
等级2----向顾客提交保证书及产品样品以及有限的支持数据。
等级3----向顾客提出保证书及产品以及全部的支持数据。
等级4----保证书以及顾客规定的其它要求。
等级5----保留在供方制造场所,供评审时使用的保证书及产品样品以及全部的支持数据。
提交结果尺寸测量 材料和性能试验外观准则是否(如果选择“否”,应解释)(顾客)工程签发的最终零件名称(13)(16)(17)批 准放 弃批 准拒 收1、零件名称:(顾客)工程签发的最终零件名称。
2、零件号:(顾客)工程签发的最终零件编号。
3、安全和/或政府法规:若零件图纸上注明为安全/法规项,则选择“是”,否则为“否”。
4、工程更改等级和批准日期:说明更改的等级和提交日期。
5、附加工程更改:列出所有在图样上没有纳入的,但已在该零件上体现的,并已批准的工 程更改。
6、图样编号:(顾客)工程对图样的编号。
7、采购订单编号:填入采购订单的编号。
8、重量:填入用千克表示的零件实际重量,精确到小数点后四位。
(取10件的平均值)9、检查辅具编号:如果检查辅具用于尺寸检验,应填入其编号。
10、工程更改等级和日期:说明更改的等级和批准日期11、供方名称和供方代码:填入供方的完整的公司名称和顾客指定的供方代码。
12、供方地址/邮编:填入供方的详细地址和邮编。
13、提交类型:在提交的类型前的方框中打“√”,如 。
14、顾客名称/部门:填入顾客的完整的公司名称和分部或工作组。
APQP标准全套表单
11. 潜在失效模式与后果分析的开发和评审,包括采取降低潜在风险的措施;
12. 控制计划的开发和评审。
二、设计人员需具备的适用设计技能:
A)、几何尺寸和公差(GD&T); G)、有限元分析(FEA);
B)、质量功能展开(QFD); H)、实体造型;
C)、制造设计DFM/装配设计(DFA); I)、仿真技术;
十三、结论:
备
注
核
准
审
查
制 表
第 页共 页 PPP-2-01A0-4
XX海杰丰塑胶XX
产 品 成 本 核 算 报 价 表
报价部门: 报价编号: 报价单位:人民币(元) 报价日期: 年 月 日
产品名称
规格/型号
产品编号
图纸编号
产品数量
顾客名称
联系
传 真
固定成本
投资成本(包括硬件/软件)
设备消耗
与折旧成本
46
制定测量系统分析计划(MSA)(★)
测量系统分析计划
核 准
审 查
制 表
第 3 页,共 5 页 PPP-2-04A0-3
XX海杰丰塑胶XX
新 产 品 项 目 APQP 开 发 计 划 (续上页)
制定部门: 制定日期: 年 月 日
产品名称
产品编号
规格/型号
顾客名称
序
号
工 作 内 容 / 项 目
负 责
1.“”表示预计完成日期,“”表示实际完成日期。
2.在该计划表的工作内容/项目栏中有“★”符号标识的项目,为新产品设计和开发过程中的关键路径。
核 准
审 查
制 表
第 5 页,共 5 页 PPP-2-04A0-5
(word完整版)全套PPAP模板及使用说明,推荐文档
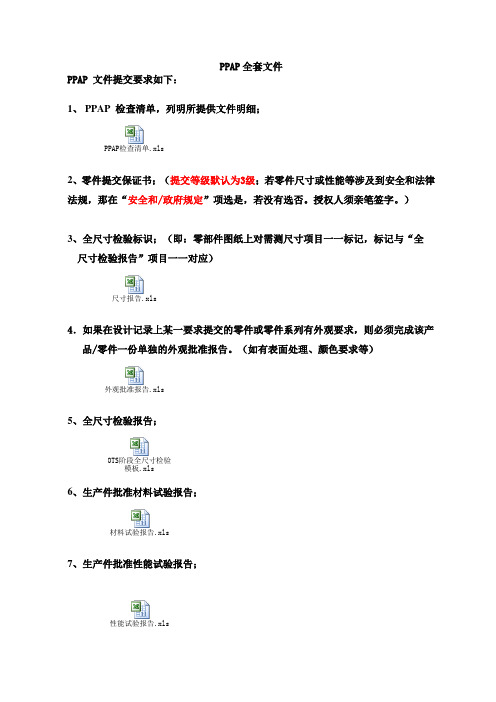
PPAP全套文件PPAP 文件提交要求如下:1、PPAP 检查清单,列明所提供文件明细;PPAP检查清单.xls2、零件提交保证书;(提交等级默认为3级;若零件尺寸或性能等涉及到安全和法律法规,那在“安全和/政府规定”项选是,若没有选否。
授权人须亲笔签字。
)3、全尺寸检验标识;(即:零部件图纸上对需测尺寸项目一一标记,标记与“全尺寸检验报告”项目一一对应)尺寸报告.xls4.如果在设计记录上某一要求提交的零件或零件系列有外观要求,则必须完成该产品/零件一份单独的外观批准报告。
(如有表面处理、颜色要求等)外观批准报告.xls5、全尺寸检验报告;OTS阶段全尺寸检验模板.xls6、生产件批准材料试验报告;材料试验报告.xls7、生产件批准性能试验报告;性能试验报告.xls8、产品和过程特殊特性清单;(供方特性必须包含但不限于顾客要求的产品特性,在备注栏标识出关键与重要特性。
)关键特性:对产品安全性、法律法规有影响。
标识为:“▽”。
重要特性:对产品性能有影响。
标识为:“◇”产品和过程特殊特性清单.xls9、过程流程图(无模板,采用贵方格式)流程图中明确“关重特性标识”, “产品、过程关重特性”对应的工序必为“关重工序”。
过 程 流 程图(修改后).doc10、FMEAS(包括DFMEA、PFMEA)所分析的“项目/功能”必须包含“产品、过程特殊特性”中所有内容。
(请将关键▽与重要特性◇在级别栏标注出来)要求:①作为关重特性,其失效模式对应的严重度(S 值)必然较高;②RPN(风险优先系数)≧120 的失效原因应必须解决;③60≦RPN<120 应尽可能解决, 不能解决的必须加严控制④RPN<60 可以不加控制⑤严重度为9、10 的失效模式,须特别予以重点关注,并确认现行的控制措施是充分有效的。
⑥改善措施完成后,FMEAS 小组应再次分析该潜在失效的S、O、D 值并重新计算RPN 值。
当RPN 值仍能够满足上述原则时,方可确定改善措施有效。
PPAP全套表单模板(日系)

PPAP全套表单模板(日系)Excel原件可在本文档左侧回形针处取出PPAP全套表格清单注:以上表格名称均已建立了链接。
检查基准书 I n s p e c t I o n S t a n d a r d s 年 月 日( YY,MM,DD)修改履历交付捆包形态申请书供应商名称 Supplier Name年YY 月MM 日DDDelivery Packing Pattern Application(发布路径) (Release Path) 供应商 → SKPP 采购部 → 制造 → 物流 →品质管理→供应商Supplier → Purchasing of SKPP (Shanghai) → Manufacturing → Logistics → Quality Control → SupplierS3-35零件提交保证书Parts Submission Warranty (PSW) Word标准原件S3-35零件提交保证初期流动管理计划Initial Flow Management Plan1.对象制品 Object Product2.初期流动管理目的 Purpose of Initial Flow Management对新的产品确保按照质量要求进行,使品质和生产工程尽早安定3.生产场所 Production Site 4.目标 Targets5.期间 Duration6.初期流动管理项目 Initial Flow Management Items序号No.图纸上项目编号Item No.on Drawing特殊特性标识Identification of Special Characteristics 基准Standards 12347.初期流动管理的解除 Discharge of Initial Folw Management 供应商意见 Opinions of Supplier:意见 Opinions of Takata (Shanghai):Observation to quality requirements shall be ensured with respect to new products so that the quality and production process can become stable as soon as possible.实施项目Items Implemented检验工具Test Equipment 初期管理检验频率Frequency for Initial Management Test通常管理检验频率Frequency for GeneralManagement Test实施部门ImplementationDept.作成日 Date of Formulation : 年YY 月MM 日DD 供应商名称 Supplier Name :制品名 Product Name品番 Specification图号 Drawing No.。
(完整)PPAP表格汇总,推荐文档

工程规范更改评审单表格代号:ZL/TS/D01—05新产品设计开发建议书表格代号:ZL/TS/D06—01多方论证小组成员表表格代号:ZL/TS/D06—02 产品名称:产品代号;注:项目小组组长及联络人在备注栏内注明.产品质量先期策划进度计划表编制日期:年月日设计输入清单表格代号:ZL/TS/D06—06编制:审批:产品设计输入评审报告表格代号:ZL/TS/D06—07设计验证报告表格代号:ZL/TS/D06—08小组可行性承诺表格代号:ZL/TS/D06—09设计确认报告表格代号:ZL/TS/D06—10过程流程图表格代号:ZL/TS/D06—111、项目:根据过程所属的系统、子系统或零部件进行分类,包括名称和编号。
2、产品:产品名称以及型号3、核心小组:过程流程评估小组名称、部门和电话4、过程责任:供货商、部门和责任小组。
5、关键日期:过程流程完成日期。
6、过程编号:用于追溯过程流程的内部编号。
7、编制人:过程流程编制人的姓名、电话及所属公司。
8、日期:原始过程流程编制日期、修改号和日期。
9、作业编号/简要说明:作业编号如工序号;简要说明是对每到工序的内容进行说明 10、变差来源:对特性产生影响的变差来源。
11、过程流程:叙述过程的简图12、产品特性:列入过程步骤发生影响的特性13、过程特性:需要控制的过程参数和其它过程特性,以最大限度地缩小产品特性的变差。
移动 贮存 检验 加工特殊特性表表格代号:ZL/TS/D06—12表格代号:ZL/TS/D06—13系统潜在失效模式及后果分析 FMEA编号子系统(设计FMEA)共页,第页部件设计责任编制人车型年/车辆类型关键日期 FMEA日期(编制)(修订)核心小组表格代号:ZL/TS/D06—13潜在失效模式及后果分析 FMEA编号:(过程FMEA)第页,共页项目过程责任编制人车型年/车辆类型关键日期 FMEA日期(编制)(修订)核心小组控制计划测量系统分析计划表格代号:ZL/TS/D06—15初始过程能力研究计划表格代号:ZL/TS/D06—16零件提交保证书表格代号:ZL/TS/D09—01生产件批准——尺寸结果表格代号:ZL/TS/D09--02生产件批准——材料试验结果表格代号:ZL/TS/D09--03生产件批准——功能性能试验结果表格代号:ZL/TS/D09--04外观批准报告。
APQPPPAP全套表格

APQPPPAP全套表格Supplier Name:SUPPLIERPart Number(s):NUMBERRUN @ RATE REVIEW CONTENTThe Run @ Rate will verify that the results of the supplier's actual manufacturing process meet customer requirements for on-going quality, as stated in PPAP, and quoted tooling capacity. Also, it will verify that the supplier's actual process is to plan, as documented in PPAP, GP-12 and the other documentation listed below.During the Run @ Rate, the following will be reviewed: documentation; the manufacturing process and results; part quality requirements and results; sub-supplier requirements and Run @ Rate results and packaging.A.DocumentationAt the time of the Run @ Rate, the following documentation should be available for review:Available Y/N 1.PPAP package including: 1. a) process flow diagrama.b) process control plan, with reaction planb.c) DFMEA/PFMEAc.d) Master part(s)d.2.GP-12 (Pre-launch Control) plan 2. 3.Tool capacity information 3. 4.Operator/inspection instructions 4. 5.Prototype/pilot concerns (PR/R's) 5. 6.Sub-contractor control/capacity data 6. 7.Sub-contractor material schedules and transportation 7.8.Packaging/labeling plan 8. 9.Acceleration plan9.Note: All documentation must be complete and correct.B.MANUFACTURING PROCESS - ACTUAL TO PLAN1.Is the product being manufactured at the production site using the production tooling, gaging, process, materials, operators, environment, and process settings?Yes No2.Does the actual process flow agree with the process flow diagram, as documented in PPAP? (Review the facility plan and layout. Walk the process with the flow diagram.)YesNo3.Are operator instructions/visual controls available and adhere to at each work station?YesNo5.When required, are production boundary samples available at the required work stations? Are the boundary samples approved by GM?YesNo6.Are maintenance plans in place? Are repair and maintenance parts available? Is there planned downtime for preventive maintenance?YesNoNote: All of the preceding requirements must be met to pass the Run @ Rate.Comments:Comments:Comments:Comments:Comments:Comments:Supplier Name:SUPPLIERPart Number(s):NUMBERC.MANUFACTURING CAPACITY RESULTSThe following will be verified while the process is running.1.Can net output from each operation support quoted capacity?YesNoOperation Quoted Capacity Rate2.During the Run @ Rate, did the tooling meet the quoted up time requirements (net vs. gross quoted output)? Make note of any unexpected downtime and corrective action plans required.YesNo3.Can all line changeovers, if any, be performed within the quoted tolling capacity requirements?YesNo5.Is the acceleration plan sufficient to meet requirements?Yes NoNote: All of the preceding requirements must be met to pass the Run @ Rate.D.PART QUALITY PLAN TO ACTUAL1.Are all Production checking fixtures complete, with acceptable measurement system studies (i.e, gage R and R) performed, and operator instructions/visual aids available?Yes No2.Are all in process gaging and controls complete, functional and in place?YesNo3.Do the process control plans (normal and GP-12) agree with the actual process? Do production part checks and statistical monitoring take place as outlined on the process control plan?YesNoComments:Comments:Comments:Comments:Comments:Comments:Comments:Supplier Name:SUPPLIERPart Number(s):NUMBERD.PART QUALITY PLAN TO ACTUAL - CONTINUED4.Are potential failure modes, as identified in the PFMEA, addressed through error-proofing or the control plan?YesNo5.Note: All of the preceding requirements must be met to pass the Run @ Rate.E.PART QUALITY RESULTS:Note: The total number of parts produces, the pieces rejected and the pieces reworked must be documented on the summary sheet1.Do the parts produced off the production tooling during the Run @ Rate meet GM's requirements for on-going quality, as stated in PPAP?YesNo2.Is the manufacturing process in control?YesNo3.Does the manufacturing process demonstrate the required capability?YesNo4.Is the process control plan sufficient to effectively meet the design record requirements, i.e., control points, frequency of checks, etc.?YesNo5.Nonconformancesa) Were nonconformances yielded by the process identified by the normal PPAP control plan?Yes No If identified by the GP-12 Process Control Plan or an activity outsidedocumented plans, corrective action is required.b) Did the PFMEA identify the potential failure modes?Yes No If not, the PFMEA needs to be updated and corrective action put in place.c) Do all the observed rework and repairs effectively correct the nonconformance(s)?Yes Nod) Are there any open concerns from prototype or pilot (PR/R)?YesNoNote: All of the preceding requirements must be met to pass the Run @ Rate.Comments:Comments:Comments:Comments:Comments:Supplier Name:SUPPLIERPart Number(s):NUMBERF.SUBCONTRACTOR REQUIREMENTS1.Were subcontractors' abilities to meet the customer's quality and capacity requirements confirmed by the supplier prior to the Run @ Rate being conducted at the supplier's facility? Was verification of the subcontractors' manufacturing processes accomplished through a Run @ Rate or similar process conducted by the supplier?YesNo2.Are controls in place to isolate incoming material until it has been approved?YesNoNote: All of the preceding requirements must be met to pass the Run @ Rate.G.PACKAGING AND HANDLING1.During the review of in process and final shipment packaging for preservation of part quality and ease of use by supplier's operators loading and unloading parts, were any problems identified?YesNo2.Does the supplier's method for in process and final shipping packaging and handling effectively eliminate the potential for process errors or mixed stock?YesNoCOMMENTS:Completed by:Phone:Date:Comments:Comments:Part Description NAMESupplier SUPPLIERMfg. LocationSupplier Quoted Production Rate/Hr/Day Customer GM BuyerPhone # Planned Usage: Daily Weekly SQE Phone #Planned Run DatePlanned Hours To RunPlanned Shifts Planned DowntimeReason for Planned Downtime:RESULTSActual Hours From ToActual Shifts DateActual Downtime Hours(planned & unplanned) Explain:Total Produced- Total Rejected= Net Comments/Open Issues:Supplier Run At Rate Recommendation:PASS OPEN Rerun Date Comments: Supplier Signature Title Phone DatePASS OPEN Re-Run Datum Authorized Customer Supplier Quality Signature Title Date。
APQP全套表单

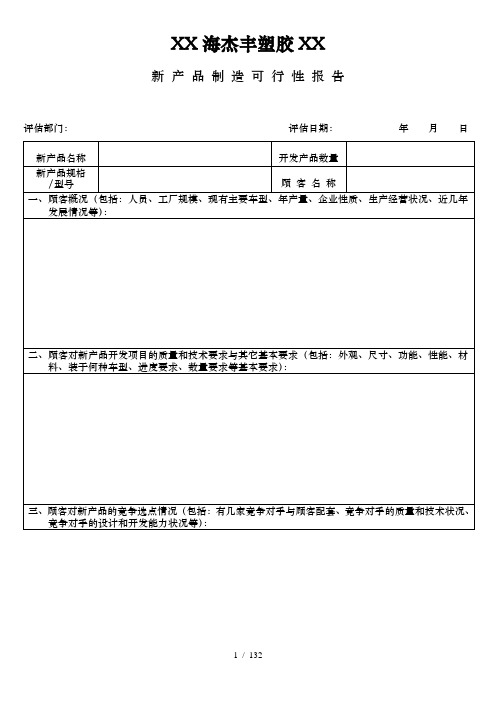
开发产品数量
新产品
规格/型号
顾 客 名 称
四、顾客对新产品定点及认可程序:
五、市场预测(包括:新车型开发进度、何时装车试验、产量计划等):
六、顾客有关部门/人员的联系电话和地址情况(包括:设计和开发部门、质量管理部门、采购部门、
工程技术部门等主要负责人的联系电话和地址):
核 准
审 查
制 表
报价
价格
议定
价格
报价
价格
议定
价格
报价
价格
议定
价格
报价
价格
议定
价格
报价
价格
议定
价格
工装/模具
新作
套 元
工装/模具
修改
套 元
夹治具
制作
套 元
夹治具
修改
套 元
检具
制作
套 元
检具
修改
套 元
报价总价格
议定总价格
备 注
核 准
审 查
制 表
PP-704-2-02A0
XXX 有 限 公 司
合同/订单评审表
部门:日期:年月日
10. 特殊特性的开发和最终确定;
11. 潜在失效模式及后果分析的开发和评审,包括采取降低潜在风险的措施;
12. 控制计划的开发和评审。
二、设计人员需具备的适用设计技能:
A)、几何尺寸和公差(GD&T);G)、有限元分析(FEA);
B)、质量功能展开(QFD);H)、实体造型;
C)、制造设计DFM/装配设计(DFA);I)、仿真技术;
合同/订单名称
合同/订单编号
客户名称
产品名称
规格/型号
APQP全套表格
APQP项目资料清单项目名称:项目编号:项目组长:序号项目文件或记录主导部门责任人计划完成日期备注市场调查表-营销功能调查项日期(请贵公司配合营1 填表部门销员填写,谢谢--------填表人1. 贵公司有无需增加供应商?□有□否2. 贵公司所需的原料产品购自□国内:□华东□华南□华中□华北□东北□西北□其它□国外:□英国□日本□德国□台湾□美国□巴西□其它4. 贵公司去年之全球总营业额为:□ $ □¥□ 500 万以下□ 501-1000 万口1001-20卩卩万□ 20PP-3000 万□ 3000 万以上5. 过去曾听说过本公司产品吗?□没有□有▲使用者是否满意□是□否▲使用者是否有提出改进之处,如:□颜色□外表粗糙□阻燃性□耐久性□吸声性□安全性6. 是否有在寻求新的原料供应商?□电子□五金□机械□______________________ .□否□是▲何种原料及产品□板材□管材□内饰件□.□橡胶□塑料□包装□.7. 若贵公司在寻求新的原料供应商▲已有家被列入考虑范围▲产品的需求量为每年 ______ 套(pcs),平均月供货量为希望最早在年月开始供货。
8. 目前所使用其它公司产品的评价:营销员签名/日期:套(pcs).很满意扌两意、外观 ______________________________________颜色 ______________________________________耐久性吸声性—阻燃性目前所使用其它公司产品的价格是否满意―?—□是可否告知价格________________ RMB□否希望调整价格为_________ R MB对目前所使用其它公司产品的售后服务是否满意□满意可否简述原因:______________________________ □不满意可否简述原因:_______________________ 您对产品的意见和建议:顾客签名/日期:不满意很不满意QR-01-01评价项目启动市场调研报告营销功能市场调研报告附件:主机厂车型调研人项目描述产品功能项目编号项目名称编制日期成交得失剖析适销症结所在重要特性特殊要求功能定位手段定位时间定位丿告策应支持□企业宣传□同行竞争_________□—拓展市场□信函传播□广告灯箱□电子媒体□产品开发前□产品开发中□产品开发后产品质量产品开发制造能力经营策略初步结论竞争对手情况分析市场分析概述数据综合比较论结□启动项目□关闭项目□暂时停止□同意□ 不同意项目组长签名日期总经理签名日期QR-01-02APQP产品建议--------- —顾客名称:产品名称:企业本部顾客接口联系人员=联系电话业务洽谈人物资采购部产品工程部附件:洽谈日期质量保证部提供产品功能要求功能项目功能项目说明顾客产品装终检验项目装配特滙_______ 质量保证方行目____配要求装配特性说明供质量证明顾客服务标准□现场服务□定期拜访□技术支持□产品说明书□—安装辅导—□—早期报警_□提供配件□首批送样日期顾客代表签字日期□火车□货车□—空运□船运□质保书□均值极差图□ 全尺寸报告□性能报告□材质报告产品包装要求交货运输方式—运输路线:业务代表签字日期运输里程PPAP提交日期KM业务经理签字日期QR-01-03计划周期:计戈U提—要市场营销计划-营销功能市市场形势产品情况营销现状竞争形势分销情况宏观环境商业价值分析标市场营销策略i术行动方案捕......... 算制编制: 审核: 批准:QR-02-01APQP会议记项目编号: 项目负责人: .希望各部门能通力协作,支持项目负责人的工作,共同完成新产品的开发工作! 管理者代表签名/日期由 / FROM : 致 / TO : 传 /COPP : 日期/ DATA : 营销部[ 总经理[ 项目负责人[20PP.01.00------------------ 项目启动 卜技术部[ 卜管理者代表[ ------- ] ] ——]根据总经理室决定于 日起启动 项目总经理 签名/日期。
PPAP生产件批准(全套模版适合参考)

7 经批准的外观报告
PE □缺漏,□符合,□不符 □符合,□不符合
8 量检具及检查辅具清单
QE □缺漏,□符合,□不符 □符合,□不符合
9 零件的尺寸测量报告
QE □缺漏,□符合,□不符 □符合,□不符合
10 标准样品
QE □缺漏,□符合,□不符 □符合,□不符合
11 材料测试结果报告
PE □缺漏,□符合,□不符 □符合,□不符合
PE □缺漏,□符合,□不符 □符合,□不符合
17 特殊特性清单
PE □缺漏,□符合,□不符 □符合,□不符合
18 包装方案批准书
物流 □缺漏,□符合,□不符 □符合,□不符合
19 产能验证分析报告(确认供货能力)
SQE □缺漏,□符合,□不符 □符合,□不符合
20 生产件批准零件提交保证书
SQE □缺漏,□符合,□不符 □符合,□不符合
12 产品性能试验报告
PE □缺漏,□符合,□不符 □符合,□不符合
13 具有资格的实验室文件
PE □缺漏,□符合,□不符 □符合,□不符合
14 初试过程能力研究报告
SQE □缺漏,□符合,□不符 □符合,□不符合
15 测量系统分析报告
SQE □缺漏,□符合,□不符 □符合,□不符合
16 材料分供方清单
生产件批准(PPAP)资料清单
零部件名称及物料代码: 供方名称: 联系人:
序号
资料项目
1 产品工程批准的设计记录(图纸或其它资料) 2 产品工程批准的工程更改文件(如果有)
提交等级/提交时间:3级/
联系电话:
资料审 核部门
审核结果
缺漏、不符合重 新提交审核结果
PE □缺漏,□符合,□不符 □符合,□不符合
PPAP表格范例

供应商填写
8
工装模具一览表
BG.05.402-08
M
模
模具
CS-0AA-00001-M
供应商填写
9
检验设备一览表
BG.05.402-09
J
检
检验
CS-0AA-00001-J
供应商填写
10
二级供应商登记表
BG.05.402-10
D
登
登记
CS-0AA-00001-D
二级供应商填写
CS-0AA-00001- FF
供应商/汽研院填写
27
尺寸认可报告
BG.05.402-27
C1
尺
尺寸
CS-0AA-00001-C1
汽研院填写
28
材料认可报告
BG.05.402-28
L1
材
材料
CS-0AA-00001-L1
汽研院填写
29
性能认可报告
BG.05.402-29
XN
能
性能
CS-0AA-00001-XN
BG.05.402-15
CS-0AA-00001
汽研院填写
16
生产线装车(机)试验单
BG.05.402-16
质保部填写
17
生产件最终批准报告
BG.05.402-17
CS-0AA-00001
相关部门会签
18
生产能力
BG.05.402-18
NL
能力
CS-0AA-00001-NL
供应商填写
19
二级供应商情况及运输情况
23
PPAP文件核查清单
BG.05.402-23
PPAP全套资料(含30个文档)
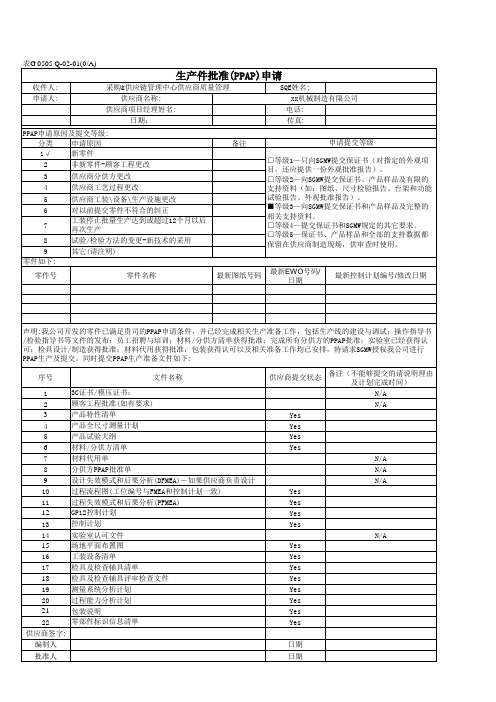
生产件批准(PPAP)申请
收件人: 申请人:
采购&供应链管理中心供应商质量管理 供应商名称:
SQE姓名: xx机械制造有限公司
供应商项目经理姓名: 日期:
电话: 传真:
PPAP申请原因及提交等级:
分类 申请原因
1√
新零件
2
非新零件-顾客工程更改
3
供应商分供方更改
序号
文件名称
1
3C证书/模压证书:
2
顾客工程批准(如有要求)
3
产品特性清单
4
产品全尺寸测量计划
5
产品试验大纲
6
材料/分供方清单
7
材料代用单
8
分供方PPAP批准单
9
设计失效模式和后果分析(DFMEA)-如果供应商负责设计
10
过程流程图(工位编号与FMEA和控制计划一致)
11
过程失效模式和后果分析(PFMEA)
最新图纸号码
最新EWO号码/ 日期
最新控制计划编号/修改日期
声明:我公司开发的零件已满足贵司的PPAP申请条件,并已经完成相关生产准备工作,包括生产线的建设与调试;操作指导书 /检验指导书等文件的发布;员工招聘与培训;材料/分供方清单获得批准;完成所有分供方的PPAP批准;实验室已经获得认 可;检具设计/制造获得批准;材料代用获得批准;包装获得认可以及相关准备工作均已安排,特请求SGMW授权我公司进行 PPAP生产及提交。同时提交PPAP生产准备文件如下:
12
GP12控制计划
13
控制计划
14
实验室认可文件
15
场地平面布置图
16
工装设备清单
PPAP全套表格

PPAP全套表格编号:Motiontec/R.706.01 PPAP文件汇总表供应商名称Supplier 零件名称Part Name供应商代码Supplie r Code零件号Part Number序号REF .NO 报告名称ReportName报告编号Report Number合格O K不合格NotOK备注Remark一供应商资料二Motiontec公司资料1 尺寸认可报告2 材料认可报告3 性能认可报告4 生产件最终批准报告5 工装样件入库单备注(Remark):编制Authorize:日期Date:审核Check:日期Date:批准Approval:日期Date:编号:Motiontec/R.706.02 零件提交保证书报告编号:零件名称:零件号:安全和/或法规项□是□否工程图样更改等级:更改日期:附加工程更改:更改日期:图样号:采购订单号:重量(kg):检查用辅助工具号:工具更改等级:批准日期:供应商资料供应商名称:供应商代码:地址:邮编:公司名称:Motiontec 汽车科技有限公司提交资料□尺寸□材料□性能□外观以上提交资料对应的零件适用于注:该部件是否含有任何限制的或需要报告的物质。
□是□否零部件是否标注了相应的产品标识。
□是□否提交原因□首次提交□改为其它选用的结构或材料□工程更改□二级供应商或材料来源更改□工装:转移、更换、整修或添加□零件加工过程更改□偏差校正□在其它地方生产零件□工装停止使用期超过一年□其它。
完整版)全套PPAP模板及使用说明

完整版)全套PPAP模板及使用说明PPAP文件提交要求如下:1、需提交PPAP检查清单,详细列明所提供文件的明细。
可使用PPAP检查清单.xls。
2、需提交零件提交保证书。
若涉及到安全和法律法规,需在“安全和XXX规定”项选是,否则选否。
授权人必须亲笔签字。
提交等级默认为3级。
3、需提交全尺寸检验标识。
即,在零部件图纸上对需测尺寸项目一一标记,并与“全尺寸检验报告”项目一一对应。
可使用尺寸报告.xls。
4、如果在设计记录上某一要求提交的零件或零件系列有外观要求,则必须完成该产品/零件一份单独的外观批准报告。
如有表面处理、颜色要求等。
可使用外观批准报告.xls。
5、需提交全尺寸检验报告。
可使用OTS阶段全尺寸检验模板.xls。
6、需提交生产件批准材料试验报告。
可使用材料试验报告.xls。
7、需提交生产件批准性能试验报告。
可使用性能试验报告.xls。
8、需提交产品和过程特殊特性清单。
供方特性必须包含但不限于顾客要求的产品特性,在备注栏标识出关键与重要特性。
关键特性对产品安全性、法律法规有影响,标识为“▽”;重要特性对产品性能有影响,标识为“◇”。
可使用产品和过程特殊特性清单.xls。
9、需提交过程流程图。
流程图中需明确“关重特性标识”和“产品、过程关重特性”对应的工序必为“关重工序”。
需采用贵方格式。
可使用修改后的过程流程图.doc。
10、需提交FMEAS(包括DFMEA、PFMEA)。
所分析的“项目/功能”必须包含“产品、过程特殊特性”中所有内容。
请将关键▽与重要特性◇在级别栏标注出来。
要求:①作为关重特性,其失效模式对应的严重度(S值)必然较高;②RPN (风险优先系数)≧120的失效原因应必须解决;③60≦RPN<120应尽可能解决,不能解决的必须加严控制;④RPN<60可以不加控制;⑤严重度为9、10的失效模式,须特别予以重点关注,并确认现行的控制措施是充分有效的;⑥改善措施完成后,FMEAS小组应再次分析该潜在失效的S、O、D值并重新计算RPN值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Motiontec品管部:注:1、本表格由供应商或二级供应商认真填写,要求附工艺流程图,并加盖公章后将原件提交给Motiontec品管部;
2、本表格作为最终批准的输入之一;
3、表格(工序栏)不够可续表;
4、关键工序在项目“第x序”前打√,并在工序能力一栏中填写Cpk或Ppk数值,如Cpk=1.33或Ppk=1.67。
注:
1、本表由二级供应商认真填写,并加盖二级供应商和供应商公章后将原件提交给Motiontec品管部;
2、本表是最终批准的重要输入之一,如有变动应及时通知Motiontec品管部。
3、当二级供应商变化时,应及时通过Motiontec品管部,以确定是否进行生产件批准。
编号:Motiontec/R.706.13
Motiontec采购部:
Motiontec采购部:
1.必要时,供应商应附详细的自审报告;
2.在完成各过程的内部批准并确认满足批量生产、供货要求时才可提交本表; 3.SQE 尽量携带本表去供应商现场确认; 4.在不适用的选项的 ”。
编号:Motiontec/R.706.20
Motiontec采购部:
生产件批准状况通知PRODUCTION PART APPROVAL STATUS NOTICE
NO:
致:
先生/女士
(职务)
供应商名称:
地址:
供适用范围(产品型号)APPLICATION(VEHICLES)
零件号PART NUMBER
零件名称PART NAME
更改等级/更改日期CHENGE LEVEL/DATED
更改号CHENGE NUMBER
原用零件号ORIGINAL PART NUMBER
PPAP 编号MOTIONTEC PPAP NUMBER
生产件批准状况如下:
Production part approval status is as follow
批准状态有效截止日期/数量
CLASS THROUGH DATE/QUANTITY
备注:
Motiontec品管工程师
Motiontec SQE
采购工程师
MANAGER
编号:Motiontec/R.706.24
Motiontec
2、版面不够,可附页;
3、任何产品变更、物流/运输方式变化导致包装改变时,应向Motiontec品管部门确认是否进行重新认可。