钢芯铝绞线标准参数资料
钢芯铝绞线技术参数

钢芯铝绞线技术参数一、用途:本产品适用于架空电力线路。
二、产品标准:1、本产品执行与国际电工委员会 IEG207-1966 及 IEC209-1966 的规定相一致的 GB1179-83 标准。
2、产品应符合标准中的计算拉断力。
3、产品应符合GB1179中规定的节距、绞向等工艺要求。
4、产品应符合标准中规定的交货长度,但经需方同意,允许以任何长度的绞线交货。
5、产品表面应圆整光洁,无划伤、无油污,不得有蛇形状、暴露内层沾模和其他缺陷。
6、产品应排列整齐,经防潮、防水包装后附加合格证。
综合说明:该产品为裸线品种,主要用于高压输配电线路,对于长距离、大跨度的跨江、河、山区等敷设环境宜采用加强型钢芯铝绞线。
当前我国大部分长距离超高压、高压输、配电线路中,多采用此种产品。
型号及名称:型号名称LJ 铝绞线LGJ 钢芯铝绞线LGJF 防腐钢芯铝绞线铝绞线及钢芯铝绞线的弹性系数和线膨胀系数:铝绞线的弹性系数和膨胀系数单线根数最终弹性系数(实际值)线膨胀系数(1/0C)N/mm2 kgf/mm27 59000 6000 23.0×10-619 56000 5700 23.0×10-637 56000 5700 23.0×10-661 54000 5500 23.0×10-6注:1、弹性系数值的精确度为±300N/mm2(±300kgf/mm2)。
2、弹性系数适用于受力在15%~50%计算拉断力的铝绞线。
钢芯铝绞线的弹性系数和线膨胀系数(包括:不同结构的铝钢截面比)结构铝钢截面比最终弹性系数(实际值)线膨胀系数(计算值)(1/0C)铝钢(N/mm2) (kgf/mm2)6 1 6.00 79000 8100 19.1×10-67 7 5.06 76000 7700 18.5×10-612 7 1.71 105000 10700 15.3×10-618 1 18.00 66000 6700 21.2×10-624 7 7.71 73000 7400 19.6×10-626 7 6.13 76000 7700 18.9×10-630 7 4.29 80000 8200 17.8×10-630 19 4.37 78000 8000 18.0×10-642 7 19.44 61000 6200 21.4×10-645 7 14.46 63000 6400 20.9×10-648 7 11.34 65000 6600 20.5×10-654 7 7.71 69000 7000 19.3×10-654 19 7.90 67000 6800 19.4×10-6注:1、弹性系数值的精确度为±3000N/mm2(±300kgf/mm2).2、弹性系数适用于受力在15%~50%计算拉断力的钢芯铝绞线。
钢芯铝绞线参数范文
钢芯铝绞线参数范文
钢芯铝绞线(ACSR)是一种用于输电和配电的导线,具有高强度、轻巧、耐腐蚀和低功率损耗的特点。
它由铝绞线和一条钢芯组成,钢芯提供
了线路的强度和稳定性,而铝绞线则提供了导电能力。
以下是钢芯铝绞线
的主要参数:
1.导线类型:
2.钢丝芯:
钢芯通常采用由一根或多根钢丝构成,以提供导线的强度和稳定性。
钢丝的直径和数量将根据导线的额定截面积和设计要求进行选择。
3.铝绞线:
铝绞线由多股细铝线组成,这些细铝线通过绞合在一起形成一个整体。
铝绞线的横截面积将根据导线的额定电流传输能力和输电距离进行选择。
4.截面积:
5.额定电流:
额定电流是导线能够安全传输的最大电流。
它将取决于导线的截面积、材料特性和环境条件,以确保导线在正常工作条件下不过载。
6.耐高温:
7.耐腐蚀:
8.输电距离:
9.功率损耗:
总结起来,钢芯铝绞线的参数包括导线型号、钢芯和铝绞线的材质、截面积、额定电流、耐高温和耐腐蚀性能、输电距离以及功率损耗。
这些参数将根据不同的应用需求和环境条件来选择,以确保线路的安全和稳定运行。
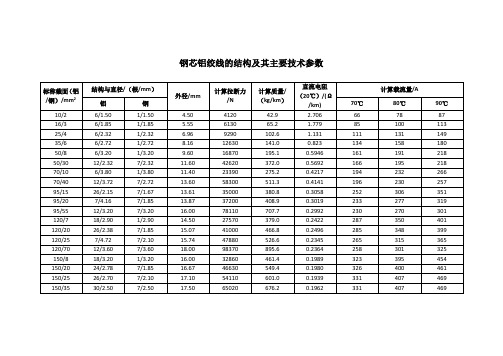
钢芯铝绞线的结构及其主要技术参数
6130
65.2
1.779
85
100
113
25/4
6/2.32
1/2.32
6.96
9290
102.6
1.131
111
131
149
35/6
6/2.72
1/2.72
8.16
12630141.00 Nhomakorabea823134
158
180
50/8
6/3.20
1/3.20
9.60
16870
195.1
0.5946
161
18.00
98370
895.6
0.2364
258
301
325
150/8
18/3.20
1/3.20
16.00
32860
461.4
0.1989
323
395
454
150/20
24/2.78
7/1.85
16.67
46630
549.4
0.1980
326
400
461
150/25
26/2.70
7/2.10
17.10
26/2.15
7/1.67
13.61
35000
380.8
0.3058
252
306
351
95/20
7/4.16
7/1.85
13.87
37200
408.9
0.3019
233
277
319
95/55
12/3.20
7/3.20
16.00
78110
707.7
LGJ钢芯铝绞线(GB1179-83)

24/3.60
26/3.42
30/3.20
钢芯
\
7/2.22
7/2.50
7/2.98
7/2.40
7/2.66
7/3.20
计算外径
D
mm
19.98
20.38
20.86
21.60
21.66
22.40
直流电阻不大于
R
Ω/km
0.1380
0.1363
0.1381
0.1181
0.1209
0.1198
0.07232
0.07236
0.07087
质 量
W
kg/km
1286
1295
1349
1511
1611
1860
最终弹性模量
E
N/mm2
60801
62762
64724
68646
75511
78453
线膨胀系数
α
1/℃
21.4×10-6
20.9×10-6
20.5×10-6
19.3×10-6
18.9×10-6
计算截面
铝股
mm2
68.05
69.73
94.39
95.14
96.51
118.89
钢芯
mm2
11.34
40.67
15.33
18.82
56.30
6.61
综合
mm2
79.39
110.40
109.72
113.96
152.81
125.50
股数×每股直径
铝股
\
6/3.80
[资料]常用钢芯铝绞线参数大全(国网南网国标gbt1179-2008)
![[资料]常用钢芯铝绞线参数大全(国网南网国标gbt1179-2008)](https://img.taocdn.com/s3/m/dab428c79f3143323968011ca300a6c30c22f1a7.png)
[资料]常用钢芯铝绞线参数大全(国网南网国标gbt1179-2008)[资料]常用钢芯铝绞线参数大全(国网、南网、国标GBT1179-2008)从节能考虑,国家电网公司与南方电网公司都采取采用节能导线,但许多原线路运行仍然采用的是钢芯铝绞线。
许多朋友仍然在咨询钢芯铝绞线的参数问题,今天小编根据国标及各家企标整理供大家参考。
01 钢芯铝绞线概况钢芯铝绞线,英文名称:aluminium conductor steel reinforced,ACSR,是指单层或多层铝股线绞合在镀锌钢芯线外的加强型导线。
钢芯铝绞线内部是钢“芯”,外部是用铝线通过绞合方式缠绕在钢芯周围;钢芯主要起增加强度的作用,铝绞线主要起传送电能的作用,如下图所示。
▲ 钢芯铝绞线钢芯铝绞线具有结构简单、架设与维护方便、线路造价低、传输容量大、又利于跨越江河和山谷等特殊地理条件的敷设、具有良好的导电性能和足够的机械强度、抗拉强度大、塔杆距离可放大等特点。
因此广泛应用于各种电压等级的架空输配电线路中。
02 钢芯铝绞线型号经过几十年的应用,国内的钢芯铝绞的型号随执行的标准变化所有差异,我们主要执行过的标准有GB1179-74、GB1179-83、GB 1179-1999与现行的GB 1179-2008。
现在针对不同标准的表示方法分别介绍如下:GB 1179-74标准中的表示方法:代号-铝绞线标称截面标准编号如:LGJ-400 GB 1179-74常用的型号及意义:LGJ--钢芯铝绞线LGJQ--轻型钢芯铝绞线LGJJ-加强型钢芯铝绞线型号中400表示钢芯铝绞线标称截面为400mm2。
GB 1179-83标准中的表示方法:代号-铝绞线标称截面/钢绞线标称截面标准编号如:LGJ-400/35 GB 1179-83型号中表示的意义:LGJ--钢芯铝绞线LGJF-防腐性钢芯铝绞线型号中400表示钢芯铝绞线中的铝绞线的标称截面为400mm2;35表示钢芯铝绞线中的钢绞线的标称截面为35mm2。
钢芯铝绞线参数
20℃直流电阻(Ω/km)
0.1980
0.1939
0.1962
0.1572
0.1542
0.1592
0.1564
计算拉断力(N)
46630
54110
65020
40880
59420
64320
80190
最终弹性系数(N/mm2)
73000
76000
80000
66000
73000
76000
80000
铝
26/2.15
7/4.16
12/3.20
18/2.90
26/2.38
7/4.72
12/3.60
18/3.20
钢
7/1.67
7/1.85
7/3.20
1/2.90
7/1.85
7/2.10
7/3.60
1/3.20
计算截面积
mm2
铝
94.39
95.14
96.51
118.89
115.67
122.48
122.15
69.7
95.8
132.5
140.6
187.0
193.3
钢
13.7
20.9
32.9
45.2
62.6
231.4
88.2
318
总计
42.9
65.2
102.6
141.0
195.1
372.0
275.2
511.3
20℃直流电阻(Ω/km)
2.706
1.779
1.131
0.8280
0.5946
0.5692
钢芯铝绞线主要技术参数

钢芯铝绞线主要技术参数1. 导线规格:钢芯铝绞线的导线规格包括导线直径、钢芯直径、铝绞线直径等。
常用的导线规格有16mm²、25mm²、35mm²、50mm²等。
根据实际需要,导线的规格可根据需要进行定制。
2. 钢芯规格:钢芯是钢芯铝绞线的载荷支撑部分,钢芯的规格决定了钢芯铝绞线的强度。
常用的钢芯规格有1×3.0mm、1×3.5mm、1×4.0mm等。
钢芯规格越大,钢芯铝绞线的强度越大。
3. 铝绞线规格:铝绞线是钢芯铝绞线的导电部分,铝绞线的规格决定了钢芯铝绞线的导电能力。
常用的铝绞线规格有7×1.50mm、7×1.75mm、7×2.00mm等。
铝绞线规格越大,钢芯铝绞线的导电能力越强。
4.电阻:钢芯铝绞线的电阻是衡量其导电能力的一个重要指标,它受到导线材料和导线规格的影响。
或者以特定温度为基准来测量电阻。
一般情况下,导线的电阻越小,则其传输电能的效率越高。
5.强度:钢芯铝绞线的强度是指其在正常工作条件下能够承受的最大拉力。
强度的计算与导线的材料、结构和工艺有关。
一般来说,钢芯铝绞线的强度越大,其承受外力的能力越强,使用寿命也相应更长。
6.耐腐蚀性:钢芯铝绞线需具备较好的耐腐蚀性能,以保证其在恶劣环境下仍然能够正常工作。
一般来说,钢芯铝绞线会经过防腐处理,如热镀锌等,以提高其耐腐蚀性能。
7.传输能力:钢芯铝绞线的传输能力主要取决于其导电材料和截面积。
一般来说,钢芯铝绞线的导电能力较好,适用于中低压输电线路,能够满足一般低压输电的要求。
8.耐疲劳性:钢芯铝绞线需要具备较好的耐疲劳性能,以保证其在长期运行中不易断裂或受损。
钢芯铝绞线通常通过适当的工艺和优质的材料来提高其耐疲劳性能。
总之,钢芯铝绞线的主要技术参数包括导线规格、钢芯规格、铝绞线规格、电阻、强度、耐腐蚀性、传输能力和耐疲劳性等。
这些参数决定了钢芯铝绞线的使用范围和适用条件,使其成为一种可靠、高效的输电导线。
钢芯铝绞线的尺寸规格一览表

钢芯铝绞线的尺寸规格一览表
钢芯铝绞线是一种常用于电力输配电系统中的导线,由铝绞线外套上钢芯而成。
其具有低电阻、轻质、高强度等优点,因此被广泛应用于各类电力工程中。
为了帮助您更好地了解钢芯铝绞线的尺寸规格,本文提供了详细的一览表。
1. 执行标准
根据不同国家和地区的标准,钢芯铝绞线的尺寸规格可能略有差异。
以下是常用的执行标准:
- GB/T 1179-2008《交联聚乙烯绝缘电缆及附件》
- IEC :1997《铝及铝合金导体绞线电缆》
- ASTM B415-2010《生产铝(铝合金)导体的非绝缘铁芯电缆用导体规范》
2. 尺寸规格表
下表列出了常见的钢芯铝绞线的尺寸规格及其相关参数:
3. 使用注意事项
钢芯铝绞线的尺寸规格在不同的工程和应用场景中有不同的要求,因此在使用过程中需要注意以下事项:
- 请严格按照工程设计和相关标准要求选择适当的钢芯铝绞线尺寸规格。
- 在施工、安装和使用过程中,要遵守钢芯铝绞线的技术要求及使用规程。
- 钢芯铝绞线在电力输配电领域应用较广,但也可以用于其他领域,如电气化铁路、风力发电等。
4. 结论
钢芯铝绞线作为电力输配电系统中的重要导线,其尺寸规格的选择对工程安全和性能具有重要影响。
本文提供了常见钢芯铝绞线的尺寸规格一览表,以供参考。
在使用过程中,请根据实际需要选择合适的尺寸规格,并遵守相关的使用规范和技术要求,以确保工程的安全和可靠性。
以上就是钢芯铝绞线的尺寸规格一览表,希望对您有所帮助。
钢芯铝绞线参数

导电率60%IACS钢芯耐热铝合金导线、母线及特高强度钢芯耐热铝合金导线Thermo-resistance Aluminum Alloy Conductor Steel Reinforced with Conductivity 60%, Bus & Thermo- resistance Aluminum Alloy Conductor Steel Reinforced with Extra High Strength一、标准本产品按企业标准Q/SX113-2002生产。
StandardThese products meet the enterprise standard requirement of Q/SX113-2002.二、名称、型号及适用范围三、导线结构示意图Structure Drawing四、规格及主要技术参数Main Technical Specifications钢芯耐热铝合金导线Thermo-resistance Aluminum Alloy Conductor Steel Reinforced特高强度钢芯耐热铝合金导线五、导线的使用特性1、NRLH10GJ钢芯耐热铝合金导线长期工作温度150℃。
2、适用架空导线的特高强度钢芯耐热铝合金导线采用进口高强度钢芯,可使导线在150℃时的应力全部集中在钢芯上,使得导线线芯不破坏,导线孤垂不会因温度升高而加大。
3、与同截面的普通钢芯铝绞线相比,耐热铝合金导线150℃时的载流量比普通钢芯铝绞线载流量提高50%以上。
4、由于耐热合金导线具有较好的载流特性,故在旧线路和特殊地区的换线中,可采用同等规模、截面的耐热合金导线,在不改变铁塔等的情况下,实现增容一倍的效果,使得导线具有较大的经济性和适用性。
5、在特殊高寒地区,可用此导线作为熔冰导线,确保电力畅通。
Using properties1 The continuous operating temperature of type NRLH10GJ is 150℃.2 The high tensile strength steel core used for overhead power line is imported from abroad. When the total stress is concentrated inside the steel core at 150℃, the arc of the conductor will be protected in good order.3 The current capacity of Heat Resistance Aluminum Alloy Conductor is about 50% higher than that of ACSR in the same sectional area.4 For its good current capacity, Heat Resistance Aluminum Alloy Conductor is widely used for reform the old line and in some special areas. The current capacity will be doubled.5 In some extra cold areas, the conductor is used of melting ice power line.附表:耐热铝合金圆线性能参数。
钢芯铝绞线参数
76000
105000
66000
线膨胀系数(1/℃)
18.9×10-6
18.5×10-6
18.3×10-6
21.2×10-6
18.9×10-6
18.3×10-6
18.3×10-6
21.2×10-6
圆铝线绞后抗拉强度不小于(N/mm2)
172
152
157
160
168
151
154
156
镀锌(锌铝合金镀层)钢绞线绞后
抗拉强度不小于(N/mm2)
1244
1244
1244
1244
1244
1244
1244
1244
钢丝镀层重量不小于(g/m2)
198
214
244
244
214
214
259
244
最外层绞向
右
右
右
右
右
右
右
交货长度不小于(m)
2000
2000
2000
2000
2000
2000
2000
2000
适用标准
GB1179-83
GB1179-83
钢芯铝绞线技术参数表二
型号
参数
钢芯铝绞
LGJ-95/15
钢芯铝绞线
LGJ-95/20
钢芯铝绞线
LGJ-95/55
钢芯铝绞线
LGJ-120钢芯铝绞线
LGJ-120/25
钢芯铝绞线
LGJ-120/70
钢芯铝绞线
LGJ-150/8
结构
根数/直径(n/mm)
5.55
9.60
2.90
最全钢芯铝绞线技术参数表(图表相关)

最全钢芯铝绞线技术参数表1 标准技术参数 (2)1.1 JL/G1A-50/30-12/7 标准技术参数 (2)1.2 JL/G1A-70/40-12/7标准技术参数 (4)1.3 JL/G1A-95/55-12/7 标准技术参数 (6)1.4 JL/G1A-120/20-26/7标准技术参数 (8)1.5 JL/G1A-120/25-7/7标准技术参数 (10)1.6 JL/G1A-150/20-24/7标准技术参数 (12)1.7 JL/G1A-150/35-30/7标准技术参数 (15)1.8 JL/G1A-185/30-26/7标准技术参数 (17)1.9 JL/G1A-185/45-30/7标准技术参数 (19)1.10 JL/G1A-240/30-24/7标准技术参数 (21)1.11 JL/G1A-240/40-26/7标准技术参数 (23)1.12 JL/G1A-300/25-48/7标准技术参数 (26)1.13 JL/G1A-300/40-24/7标准技术参数 (28)1.14 JL/G1A-300/50-26/7标准技术参数 (30)1.15 JL/G1A-400/35-48/7标准技术参数 (32)1.16 JL/G1A-400/50-54/7标准技术参数 (34)1.17 JL/G1A-400/65-26/7标准技术参数 (37)1.18 JL/G1A-500/45-48/7标准技术参数 (39)1.19 JL/G1A-500/65-54/7标准技术参数 (41)1.20 JL/G1A-630/45-45/7标准技术参数 (43)1.21 JL/G1A-630/55-48/7标准技术参数 (45)1.22 JL/G2A-720/50-45/7标准技术参数 (48)1.23 JL/G2A-720/90-54/19标准技术参数 (50)1.24 JL/G1A-800/55-45/7标准技术参数 (52)1.25 JL/G3A-900/40-72/7标准技术参数 (54)1.26 JL/G2A-900/75-84/7 标准技术参数 (56)1.27 JL/G3A-1000/45-72/7标准技术参数 (59)2 项目需求部分 (61)2.1货物需求及供货范围一览表 (61)2.2图纸资料提交单位 (62)2.3工程概况 (62)2.4使用条件 (62)2.5项目单位技术差异 (63)3 投标人响应部分 (63)cknr0 1cknr0 21 标准技术参数投标人应仔细阅读货物需求及供货范围一览表,并认真逐项填写所招标规格的钢芯铝绞线技术参数响应表中“投标人保证值”,不能以“响应”两字代替,不允许改动标准参数值。
[资料]常用钢芯铝绞线参数大全(国网南网国标gbt 1179-2008)
![[资料]常用钢芯铝绞线参数大全(国网南网国标gbt 1179-2008)](https://img.taocdn.com/s3/m/246625117cd184254b353595.png)
[资料]常用钢芯铝绞线参数大全(国网、南网、国标GBT1179-2008)从节能考虑,国家电网公司与南方电网公司都采取采用节能导线,但许多原线路运行仍然采用的是钢芯铝绞线。
许多朋友仍然在咨询钢芯铝绞线的参数问题,今天小编根据国标及各家企标整理供大家参考。
01 钢芯铝绞线概况钢芯铝绞线,英文名称:aluminium conductor steel reinforced,ACSR,是指单层或多层铝股线绞合在镀锌钢芯线外的加强型导线。
钢芯铝绞线内部是钢“芯”,外部是用铝线通过绞合方式缠绕在钢芯周围;钢芯主要起增加强度的作用,铝绞线主要起传送电能的作用,如下图所示。
▲ 钢芯铝绞线钢芯铝绞线具有结构简单、架设与维护方便、线路造价低、传输容量大、又利于跨越江河和山谷等特殊地理条件的敷设、具有良好的导电性能和足够的机械强度、抗拉强度大、塔杆距离可放大等特点。
因此广泛应用于各种电压等级的架空输配电线路中。
02 钢芯铝绞线型号经过几十年的应用,国内的钢芯铝绞的型号随执行的标准变化所有差异,我们主要执行过的标准有GB1179-74、GB1179-83、GB 1179-1999与现行的GB 1179-2008。
现在针对不同标准的表示方法分别介绍如下:GB 1179-74标准中的表示方法:代号-铝绞线标称截面标准编号如:LGJ-400 GB 1179-74常用的型号及意义:LGJ--钢芯铝绞线LGJQ--轻型钢芯铝绞线LGJJ-加强型钢芯铝绞线型号中400表示钢芯铝绞线标称截面为400mm2。
GB 1179-83标准中的表示方法:代号-铝绞线标称截面/钢绞线标称截面标准编号如:LGJ-400/35 GB 1179-83型号中表示的意义:LGJ--钢芯铝绞线LGJF-防腐性钢芯铝绞线型号中400表示钢芯铝绞线中的铝绞线的标称截面为400mm2;35表示钢芯铝绞线中的钢绞线的标称截面为35mm2。
钢芯铝绞线的老型号具体参数可以参见《钢芯铝绞线老规程(GB1179-74)主要技术参》及《钢芯铝绞线老规程(GB1179-83)主要技术参》。
最全钢芯铝绞线技术全参数表

最全钢芯铝绞线技术参数表1 标准技术参数 (2)1.1 JL/G1A-50/30-12/7 标准技术参数 (2)1.2 JL/G1A-70/40-12/7标准技术参数 (4)1.3 JL/G1A-95/55-12/7 标准技术参数 (6)1.4 JL/G1A-120/20-26/7标准技术参数 (8)1.5 JL/G1A-120/25-7/7标准技术参数 (10)1.6 JL/G1A-150/20-24/7标准技术参数 (12)1.7 JL/G1A-150/35-30/7标准技术参数 (14)1.8 JL/G1A-185/30-26/7标准技术参数 (16)1.9 JL/G1A-185/45-30/7标准技术参数 (18)1.10 JL/G1A-240/30-24/7标准技术参数 (21)1.11 JL/G1A-240/40-26/7标准技术参数 (23)1.12 JL/G1A-300/25-48/7标准技术参数 (25)1.13 JL/G1A-300/40-24/7标准技术参数 (27)1.14 JL/G1A-300/50-26/7标准技术参数 (29)1.15 JL/G1A-400/35-48/7标准技术参数 (31)1.16 JL/G1A-400/50-54/7标准技术参数 (33)1.17 JL/G1A-400/65-26/7标准技术参数 (35)1.18 JL/G1A-500/45-48/7标准技术参数 (37)1.19 JL/G1A-500/65-54/7标准技术参数 (40)1.20 JL/G1A-630/45-45/7标准技术参数 (42)1.21 JL/G1A-630/55-48/7标准技术参数 (44)1.22 JL/G2A-720/50-45/7标准技术参数 (46)1.23 JL/G2A-720/90-54/19标准技术参数 (48)1.24 JL/G1A-800/55-45/7标准技术参数 (50)1.25 JL/G3A-900/40-72/7标准技术参数 (52)1.26 JL/G2A-900/75-84/7 标准技术参数 (55)1.27 JL/G3A-1000/45-72/7标准技术参数 (57)2 项目需求部分 (59)2.1 货物需求及供货范围一览表 (59)2.2 图纸资料提交单位 (60)2.3 工程概况 (60)2.4 使用条件 (60)2.5 项目单位技术差异 (61)3 投标人响应部分 (61)1 标准技术参数投标人应仔细阅读货物需求及供货范围一览表,并认真逐项填写所招标规格的钢芯铝绞线技术参数响应表中“投标人保证值”,不能以“响应”两字代替,不允许改动标准参数值。
最全钢芯铝绞线技术全参数表

实用文档标准文案最全钢芯铝绞线技术参数表1 标准技术参数 (2)1.1 JL/G1A-50/30-12/7 标准技术参数 (2)1.2 JL/G1A-70/40-12/7标准技术参数 (4)1.3 JL/G1A-95/55-12/7 标准技术参数 (6)1.4 JL/G1A-120/20-26/7标准技术参数 (8)1.5 JL/G1A-120/25-7/7标准技术参数 (10)1.6 JL/G1A-150/20-24/7标准技术参数 (12)1.7 JL/G1A-150/35-30/7标准技术参数 (14)1.8 JL/G1A-185/30-26/7标准技术参数 (16)1.9 JL/G1A-185/45-30/7标准技术参数 (18)1.10 JL/G1A-240/30-24/7标准技术参数 (21)1.11 JL/G1A-240/40-26/7标准技术参数 (23)1.12 JL/G1A-300/25-48/7标准技术参数 (25)1.13 JL/G1A-300/40-24/7标准技术参数 (27)1.14 JL/G1A-300/50-26/7标准技术参数 (29)1.15 JL/G1A-400/35-48/7标准技术参数 (31)1.16 JL/G1A-400/50-54/7标准技术参数 (33)1.17 JL/G1A-400/65-26/7标准技术参数 (35)1.18 JL/G1A-500/45-48/7标准技术参数 (37)1.19 JL/G1A-500/65-54/7标准技术参数 (40)1.20 JL/G1A-630/45-45/7标准技术参数 (42)1.21 JL/G1A-630/55-48/7标准技术参数 (44)1.22 JL/G2A-720/50-45/7标准技术参数 (46)1.23 JL/G2A-720/90-54/19标准技术参数 (48)1.24 JL/G1A-800/55-45/7标准技术参数 (50)1.25 JL/G3A-900/40-72/7标准技术参数 (52)1.26 JL/G2A-900/75-84/7 标准技术参数 (55)1.27 JL/G3A-1000/45-72/7标准技术参数 (57)2 项目需求部分 (59)2.1货物需求及供货范围一览表 (59)2.2图纸资料提交单位 (60)2.3工程概况 (60)2.4使用条件 (60)2.5项目单位技术差异 (61)3 投标人响应部分 (61)实用文档1 标准技术参数投标人应仔细阅读货物需求及供货范围一览表,并认真逐项填写所招标规格的钢芯铝绞线技术参数响应表中“投标人保证值”,不能以“响应”两字代替,不允许改动标准参数值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
技术部分
1.总则
1.1.1 我公司提供的产品满足招标文件提出的技术要求。
1.1.2 设备参数,使用时间见下表:
1.1.3 产品业绩见附表
1.1.4 我公司满足国家经贸委关于发布全国城乡电网建设与改造所需主要设备产品及生产企业推荐目录通知中对产品和厂家的要求,产品型号使用证书、质量体系认证证书及计量合格证书见附表
1.1.5 稀土铝导线鉴定证书见附表
1.1.6 产品型式试验报告见附表
1.1.7 差异表见附表
2. 遵循标准
3.主要技术要求
3.1 环境条件
导线使用的工作环境满足下表的要求
3.2技术参数表,见下表:
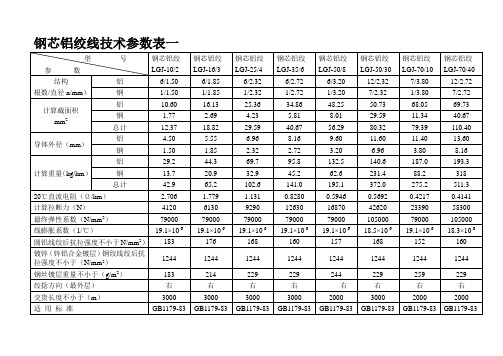
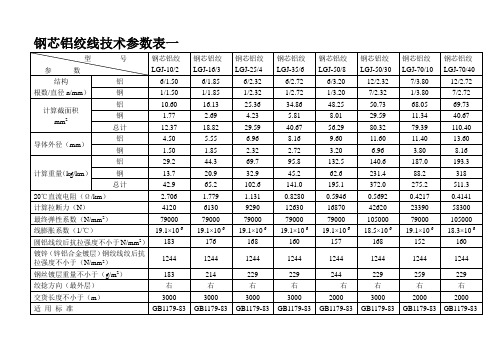
铝绞线技术参数表一
铝绞线技术参数表二
3.3 导体
铝导体材料为Aοο铝。
产地和品牌见下表
差异表
镀锌钢丝符合GB/T3428-1997的规定,厂家选用中水广海钢丝绳厂、巩义恒星金属制品有限公司生产的镀锌钢丝和钢绞线。
原材料进厂严格检验把关,不合格的材料不准投入使用。
3.4加工工艺
3.4.1 通过调整连铸连轧工艺中的铝液微量元素(稀土)的成份以及控制生产工艺条件,保证铝杆的强度和电阻率。
在此工艺过程中,严格控制铝水的精练温度和时间,扒渣和搅拌,保证铝杆化学成份的均匀性和稳定性。
3.4.2具有滑动式连续高速拉丝机,和非滑动式拉丝机,精确的配模,保证铝单线直径和抗拉强度的稳定性。
3.4.3具有带有预扭装置的高速500型和630型框式绞线机,均匀、紧密的绞制工艺技术。
具有断线保护装置,保证产品的质量。
生产的铝绞线、钢芯铝绞线外形圆整、均匀。
通过调整预扭装置导轮的位置,消除应力,确保导线的紧密度,保证导线切割后无明显的回扭或散股现象。
3.4.4采用喉箍锁紧导线的端头,保证导线的紧密程度,在正常放线时,不会出现任何“灯笼现象”。
3.4.4采用接头性能优良的冷压焊接技术,保证接头处的强度不低于铝线母体强度的90%.
3.5清洁
拉丝时,采用多道次的钻石拉模,保证表面的光洁度,避免铝单线表面粘附有过多的拉丝油和粉尘,并将框绞机的出线嘴、导轮、牵引等采用柔软、耐磨的材料,保证在生产过程中不损伤导线表面,确保导线表面清洁、光亮,不得有过量的拉丝油和金属粉尘,也不得有明显的划伤、压痕和与良好的商品不相知称的任何缺陷。
3.6 焊接
绞制过程中,单根或多根镀锌钢丝不允许有任何接头。
铝单线在成品模后不允许接头。
在绞制过程中,铝单线的接头数不应超过规定值,生产500KV 导线时,最外层不允许有接头。
在同一根单线上或整根导线中,任何两个接头间的距离不小于15米。
接头采用冷压焊焊接,保证接头的质量。
3.7 绞合
钢芯铝绞线以冷拉铝线和镀锌钢丝组成,以镀锌钢丝为中心,均匀、紧密地绞合。
每层绞线相反,最外层绞线的方向为右向。
绞成后的钢芯自然排列,钢芯切断后,钢芯易于复位,铝线同样要求如此。
同一批导线的绞合系数必须相同。
绞合的节径比符合标准的规定,任一绞层的节径比应分别不大于相邻内层的节径比。
6根层钢绞线节径比为:18-24
12根层钢绞线节径比为:16-20
内层铝绞线节径比为:14-16
次外层钢绞线节径比为:12-14
外层钢绞线节径比为:10-12
3.8 标准长度及重量
导线的标准长度必须符合GB1179标准的要求的交货长度,长度允许偏差为-0—+1.5%,质量允许偏差为-0—+2%。
4.试验
4.1 导线在制造、处理、试验、检验过程中,买方有权监造和见证。
4.2在出厂和抽样前1周,我公司应预先以文字通知买方,买方在3天内以文字答复。
4.3试验项目
(1)外观检查
(2)结构检查:绞线外径、单位长度质量、各层节径比、名层绞向、铝和钢的单丝直径
(3)圆铝线的性能测试:包括绞前绞后的抗拉强度、电阻率、伸长率、卷绕等试验
(4)镀锌钢线性能测试:包括绞前绞后的抗拉强度、电阻率、伸长率、卷绕、扭转试验等。
(5)绞线性能测试:直流电阻、综合拉断力、弹性模量
4.4 我公司在发货前负责对产品质量、规格、性能进行准确和全面的检验,并出具产品质量合格证书、出厂试验报告和买方所要求的试验项目数据和资料。
4.5 当货物运到合同指定交货地点后,买方及委托的质检部门应根据装货清单,检查收到的货物的数量、包装情况及运输和装卸中是否引起损坏或丢失;或买方认为有必要还需进行抽样检验,我公司有权参加检验。
根据检验结果,如果货物数量和质量不满足合同要求,我公司应根据买方的要求对货物免费进行修正或更换,并承担所有批次的抽样试验费用。
4.6 现场抽样的主要试验项目:
1.导线拉力强度及电阻试验;
2.外观检查;
3.常规机电性能试验;
4.其它项目试验。
如第一次抽样试验不合格,则第二次加倍抽样进行试验。
再不合格,则此批交货导线作退货处理。
注:一组导线拉力强度及电阻试验,一个规格需提供试件20m。
一组常规机电性能试验,一个规格需提供试件30m,其它项目另定。
4.7 常规机电性能见型式试验报告
4.8 抽样试验标准及方法
铝线股按照GB3955-83标准的要求进行
镀锌钢线按照GB/T3429-1997标准的要求进行
成品导线按照GB1179-83、GB1179-99标准进行
外观检查、尺寸检查、机械性能试验方法按照JB1071-77规定进行
4.9 其它项目试验见试验报告
5.包装及运输
5.1 产品的包装应符合GB4005.1和GB4005.2关于防潮、防震、防锈等的要求。
5.2导线应使用铁木结构线盘,防止在运输、贮存和架线过程中受损。
5.3线盘的结构能容纳标准长度的导线,最大重量不超过4吨。
5.4每盘导线只能为一根完整的导线。
线盘的最外层导线与外框表面最小间距为50毫米。
5.5线筒外层先采用一层塑料薄膜包装,然后用竹席覆盖在表面。
5.6导线的内外端头用尼龙绳绑紧后,再用马蹄钉钉牢在线盘的侧板上,保
证不松动。
导线均匀、紧密地排列在线盘上,每层的第一圈和最后一圈紧密地贴在线盘边上。
5.7线盘的表面喷上以下标志:
5.7.1 型号及规格
5.7.2长度
5.7.3毛重和净重
5.7.4线盘编号
5.7.5检验编号
5.7.6到货地点
5.7.7合同号、收货单位及联系人
5.7.8表示滚动方向的箭头
5.7.9制造厂名
5.7.10生产日期
5.7.11合格证一份
5.8 运输
采用汽车运输的方式,我厂防止在运输过程中损伤。
6. 供货范围见附表
7. 主要材料(部件)的供货合格证等技术资料见附表。