钎焊中常用焊料成分及熔点对应表
银钎焊材料

银钎焊材料hl209,含银2%,等同于美标awsbcup-6、国标bcu91pag具有良好的流动性和填充能力,广泛用于空调、冰箱、机电等行业,铜及铜合金的钎焊。
熔点645-790摄氏度。
Hl205含银5%,相当于美国标准awsbcup-3、国家标准bcu88pag和l205。
具有一定的塑性,适用于不能保持紧密配合的铜及其合金接头的焊接。
熔点645-815℃。
Hl301银基电极ag10cu53zn余量;熔点820摄氏度。
用途:主要用于钢及钢合金、钢及硬质合金。
hl204,含银15%hag-15b,含银15%,等同于美标awsbcup-5国标bcu80agp及l204,具有接头塑性好,导电性提高,特别适用间隙不均场合。
可钎焊承受振动载荷的铜及其合金接头的钎焊。
熔点645-800摄氏度。
Hag-18bsn含有18%的银,是银、铜、锌和锡的合金。
它具有略高的熔化范围、良好的润湿性和填充性,并且价格低廉。
可焊接铜、铜合金、钢等材料。
熔点770-810°C。
含20%银的Hag-20bcd是银、铜、锌和镉的合金。
熔融范围适中,润湿性好,填充性好,价格低廉。
可焊接铜、铜合金、钢等大多数材料,熔点620-760℃。
Hl302含银25%,h相当于国家标准bag25cuzn和L302。
它是银、铜、锌和合金,具有良好的润湿性和填充性,但熔点略高。
它可以焊接铜、钢和其他材料。
熔点700-800摄氏度。
Hag-25bsn含有25%的银,相当于美国标准awsbag-37。
它是银、铜、锌和锡的合金。
熔点低于hag-25b,提高了润湿性和填充性。
可焊接铜、钢和其他材料。
熔点680-780°C。
含25%银的Hag-25bcd相当于美国标准awsbag-27和国家标准bag25cuzncd。
它是银、铜、锌和镉的合金。
其熔点比进一步降低,工艺性能进一步提高。
可钎焊铜合金、钢等材料,熔点605-720℃。
hag-30b,含银30%,等同于美标awsbag-20,国标bag30cuzn,是银、铜、锌合金,熔点稍高,接头有较好韧性,可钎焊铜、铜合金、钢等材料。
钎焊焊料规格和相关参数对照表

Cast rod, wire
铸条、丝
684-710
P7 Ag2
Cu Rem.
Brazing of copper and copper alloys.
钎焊铜及铜合金。
BCuP-6
Silver
base
银基
L302
Wire & rod
丝
745-775
Ag25 Cu40
Zn Rem.
Brazing of copper, copper alloys, steel and stainless steel etc.
Pb Rem.
Soldering of copper, copper alloys and galvanized iron plain sheet.
铜及铜合金、镀锌铁皮的钎焊。
18Sn
L602
Wire & rod
丝
183-256
Sn30 Sb2
Pb Rem.
Soldering of copper, brass, copper alloys and galvanized iron plain sheet.
丝
595-605
Ag40.Cu.Zn.Cd
Brazing of copper, copper alloys, steel and stainless steel etc.
钎焊铜及铜合金、钢及不锈钢等
L313
Wire & rod
丝
625-635
Ag50.Cu.Zn.Cd
Brazing of copper, copper alloys, steel and stainless steel etc.
钎焊铜及铜合金、钢及不锈钢等
钎 焊
气焊和电焊都是要将焊件材料加热到熔化状态,然后,将焊丝(条)熔化滴人熔池,待冷却后形成焊缝,将被焊接件焊牢。
钎焊则不同,只将焊件材料(母材)加热而不熔化,利用低熔点的钎料填充在焊件衔接处,使被焊材料焊接在一起。
用熔点低于427℃的有色金属合金为钎料的焊接称为软钎焊,如锡焊。
用熔点高于427℃的金属钎料进行钎焊称为硬钎焊,如铜焊。
汽车钣金修理中如散热器、汽油箱、装饰钣金、车身缺陷等修理都离不开钎焊。
钎焊必须借助于焊剂,否则无法焊接成功。
一、锡焊1.锡焊材料与工具(1)锡焊钎料锡焊钎料俗称焊锡(钎料),它是以锡和铅为主体的一种合金,呈白色,锡含量越高流动性越好,熔点低。
含铅量高者强度高、硬度大。
由于锡铅含量不一样,其熔点大致在180℃-280℃之间,可以焊接钢、铁、铜等机件及电工仪器、工具。
含铅量超过10%的焊锡,不能用于饮食器皿的焊接,因为含铅量大时易引起人身中毒。
常用焊锡牌号:牌号用途料600 用于无线电,电器开关等零件,易熔金属制品。
料601 用于钎焊铜及铜合金,镀锌铁皮,强度不高的零件。
料602 用于钎焊散热器,仪表,无线电元件等。
料603 用于钎焊散热器,仪表,无线电元件等。
料604 可钎焊大多数钢材及其他金属,特别是食品器皿等。
锡铅焊料的牌号不同,含锡含铅量也各不相同,用途也有区别,汽车钣金工焊工常用的锡铅焊料的含锡量在30%~40%之间,在选用时应加以鉴别,含锡越多,色亮越白;反之,色青白。
一般含锡较多的焊料,在弯曲时,可以听到清脆而细碎的声响。
(2)锡焊用钎剂(焊剂)①盐酸是氯化氢化合物。
浓盐酸在空气中产生刺鼻的烟雾,浓盐酸加水五分之二稀释,可以作为焊接镀锌铁板的焊剂。
②氯化锌溶液,也称为熟盐酸、热强水。
是锡焊常用的一种焊剂,其配制方法是:把盐酸装人玻璃瓶内(不能用金属器皿),加入锌块(汽车废旧的雨刮器,汽化器,也可以用镀锌铁板剪成小块),直至化学反应不冒泡为止。
焊接铜类零件时,氯化锌溶液再加入50%的清水后使用,焊接钢类零件也应加入30%的清水冲淡再用。
钎料的分类

钎料的分类钎料是一种用于连接金属或非金属材料的材料,广泛应用于焊接、钎焊和硬焊等工艺中。
根据其成分和用途的不同,钎料可以分为多个分类。
一、按成分分类1. 锡基钎料:以锡为主要成分的钎料,常用的有铅锡钎料和银锡钎料。
铅锡钎料具有低熔点、润湿性好的特点,适用于低温钎焊。
而银锡钎料具有高强度、高温性能好的特点,适用于高温环境下的钎焊。
2. 铜基钎料:以铜为主要成分的钎料,常用的有铜锡钎料和铜磷钎料。
铜锡钎料具有良好的润湿性和导热性能,适用于钢、铜、镍等材料的钎焊。
铜磷钎料则适用于钎焊铜合金和铜与钢、铸铁等材料的连接。
3. 镍基钎料:以镍为主要成分的钎料,常用的有镍银钎料和镍铜钎料。
镍银钎料具有高强度、高温性能好的特点,适用于高温环境下的钎焊。
镍铜钎料则适用于钎焊不锈钢和镍合金等材料。
4. 铝基钎料:以铝为主要成分的钎料,常用的有铝锌钎料和铝硅钎料。
铝锌钎料具有低熔点、润湿性好的特点,适用于低温钎焊。
铝硅钎料则适用于钎焊铝合金和铝与钢、铜等材料的连接。
二、按用途分类1. 通用钎料:适用于多种金属和非金属材料的连接,具有润湿性好、强度适中的特点,广泛应用于各个行业的钎焊工艺中。
2. 不锈钢钎料:专用于不锈钢材料的钎焊,具有良好的耐腐蚀性和高温性能,能够确保连接的牢固和密封性。
3. 铸铁钎料:专用于铸铁材料的钎焊,具有良好的润湿性和热膨胀性,能够确保连接的牢固和密封性。
4. 铝合金钎料:专用于铝合金材料的钎焊,具有良好的润湿性和热膨胀性,能够确保连接的牢固和密封性。
5. 铜合金钎料:专用于铜合金材料的钎焊,具有良好的润湿性和导热性能,能够确保连接的牢固和导电性能。
三、按形状分类1. 线状钎料:呈线状的钎料,适用于手工钎焊和自动化钎焊。
2. 板状钎料:呈板状的钎料,适用于大面积的钎焊连接。
3. 粉末钎料:呈粉末状的钎料,适用于特殊形状或难以钎焊的材料。
四、按熔点分类1. 低温钎料:熔点低于450℃的钎料,适用于对材料影响较小或对热敏感的连接。
常用钎焊熔剂的牌号及用途
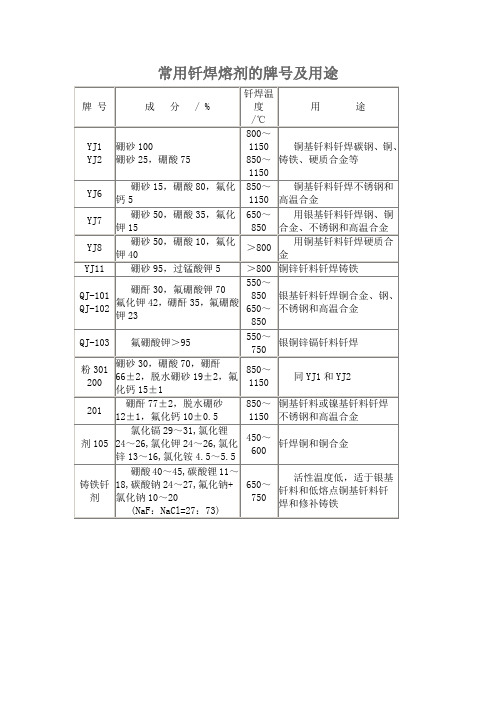
氟硼酸钾>95
550~750
银铜锌镉钎料钎焊
粉301
200
硼砂30,硼酸70,硼酐66±2,脱水硼砂19±2,氟化钙15±1
850~1150
同YJ1和YJ2
201
硼酐77±2,脱水硼砂12±1,氟化钙10±0.5
850~1150
铜基钎料或镍基钎料钎焊不锈钢和高温合金
剂105
氯化镉29~31,氯化锂24~26,氯化钾24~26,氯化锌13~16,氯化铵4.5~5.5
用银基钎料钎焊钢、铜合金、不锈钢和高温合金
YJ8
硼砂50,硼酸10,氟化钾40
>800
用铜基钎料钎焊硬质合金
YJ11
硼砂95,过锰酸钾5
>800
铜锌钎料钎焊铸铁
QJ-101
QJ-102
硼酐30,氟硼酸钾70
氟化钾42,硼酐35,氟硼酸钾23
550~850
650~850
银基钎料钎焊铜合金、钢、不锈钢和高温合金
常用钎焊熔剂的牌号及用途
牌 号
成 分 / %
钎焊温度
/℃
用 途
YJ1
Hale Waihona Puke YJ2硼砂100硼砂25,硼酸75
800~1150
850~1150
铜基钎料钎焊碳钢、铜、铸铁、硬质合金等
YJ6
硼砂15,硼酸80,氟化钙5
850~1150
铜基钎料钎焊不锈钢和高温合金
YJ7
硼砂50,硼酸35,氟化钾15
650~850
450~600
钎焊铜和铜合金
铸铁钎剂
硼酸40~45,碳酸锂11~18,碳酸钠24~27,氟化钠+氯化钠10~20
(NaF:NaCl=27:73)
常用银钎料对照表
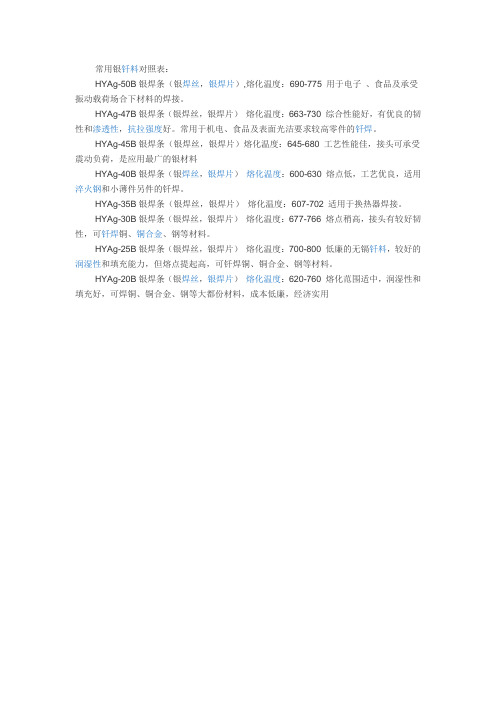
常用银钎料对照表:
HYAg-50B银焊条(银焊丝,银焊片),熔化温度:690-775 用于电子、食品及承受振动载荷场合下材料的焊接。
HYAg-47B银焊条(银焊丝,银焊片)熔化温度:663-730 综合性能好,有优良的韧性和渗透性,抗拉强度好。
常用于机电、食品及表面光洁要求较高零件的钎焊。
HYAg-45B银焊条(银焊丝,银焊片)熔化温度:645-680 工艺性能佳,接头可承受震动负荷,是应用最广的银材料
HYAg-40B银焊条(银焊丝,银焊片)熔化温度:600-630 熔点低,工艺优良,适用淬火钢和小薄件另件的钎焊。
HYAg-35B银焊条(银焊丝,银焊片)熔化温度:607-702 适用于换热器焊接。
HYAg-30B银焊条(银焊丝,银焊片)熔化温度:677-766 熔点稍高,接头有较好韧性,可钎焊铜、铜合金、钢等材料。
HYAg-25B银焊条(银焊丝,银焊片)熔化温度:700-800 低廉的无镉钎料,较好的润湿性和填充能力,但熔点提起高,可钎焊铜、铜合金、钢等材料。
HYAg-20B银焊条(银焊丝,银焊片)熔化温度:620-760 熔化范围适中,润湿性和填充好,可焊铜、铜合金、钢等大都份材料,成本低廉,经济实用。
火焰钎焊用的钎料和钎剂

火焰钎焊用的钎料和钎剂(一)对钎料的基本要求1.钎料的熔点应比母材的熔点低40~60℃,若接头在高温下工作时,钎料的熔点应高于工作温度。
2.钎料应具有良好的润湿性,并具有与母材相互扩散、熔解的能力,以利于填满接头间隙,获得牢固的钎焊接头。
3.钎料应满足钎焊接头的机械性能和物理、化学性能要求,如抗拉强度、导电性、耐腐蚀性和抗氧化性等。
4.钎料的热膨胀系数应与母材相近,以避免在钎缝中产生裂纹。
(二)火焰钎焊用钎料钎料是钎焊时用作形成钎缝的填充金属,按其熔点分为两类:其中熔点低于450℃的钎料为软钎料,熔点高于450℃的为硬钎料。
硬钎料一般用于工作温度和强度要求较高的焊件的钎焊,常用于气焊火焰钎焊,这一类硬钎料主要有银钎料。
铜锌钎料和铜磷钎料等。
1.银钎料:为银(Ag)、铜(Cu)和锌(Zn)的合金,并含有少量的镉(Cd)和镍(Ni)等。
银钎料较铜锌钎料和铜磷钎料熔点低,而且润湿性好、操作容易、强度高、导电性和耐腐蚀性优良,它可以钎焊铜及其合金、钢、不锈钢、耐热合金、硬质合金等。
火焰钎焊常用的银铜锌钎料有料302、料303和料304等。
火焰钎焊常用的银钎料的成分、性能和用途详见表1。
注:①钎焊紫铜时的数据。
②钎焊H62黄铜时的数据。
③钎焊碳钢时的数据。
④钎焊不锈钢时的数据。
2.铜锌钎料:这种钎料的机械性能和熔点与锌的含量有关,它具有较好的抗腐蚀性能,配合钎剂可钎焊铜、含锌量较少的黄铜、钢及铸铁等。
常用铜锌钎料的成分、性能和用途详见表2。
表2常用铜锌钎料的成分、性能和用途3.铜磷钎料:这种钎料具有良好的漫流性,适用于钎焊铜和黄铜。
但不能钎焊黑色金属,它不能润湿黑色金属表面,并且在钎缝靠基本金属(黑色金属)P),使钎缝变脆。
铜磷钎料的接头能很好的边界处,易生成脆性的磷化铁(Fe3地在拉伸状态下工作,并且有良好的导电性。
但钎缝塑性差,所以不能在处于弯曲、冲击状态下工作的钎焊接头中采用。
常用铜磷钎料的成分、性能和用途详见表3。
钎焊焊料规格和相关参数对照表

665-755
Ag30、Cu、Zn、Sn
Brazing of copper, copper alloys, steel and stainless steel etc、
钎焊铜及铜合金、钢及不锈钢等
L325
Wire & rod
丝
645-685
Ag45、Cu、Zn、Sn
Brazing of copper, copper alloys, steel and stainless steel etc、
涂药丝
660-725
Ag45 Cu30
Zn Rem、
L303 coated with flux, the same application as L303、
外涂钎剂的L303,用途与L303相同
BAg-5
L304
Foil
箔
690-775
Ag50 Cu34
Zn Rem、
Brazing of copper, copper alloys and steel etc、
钎焊铜及铜合金、钢等
BAg-6
L308
Wire & rod
丝
779-780
Ag72 Cu Rem、
Brazing of copper and nickel under vacuum or reducing protective atmosphere、
铜与镍的真空或还原保护气氛钎焊
BAg-8
L312
Wire & rod
钎焊硬质合金刀具
Copper
phosphorus
铜磷
L201
Cast rod, wire & rod, powder
硬质合金刀具的焊接

硬质合金刀具的焊接第一节硬质合金的钎焊特性硬质合金具有很高的硬度、耐磨性和红硬性。
硬质合金的钎焊是将硬质合金和钢体牢固地连接在一起的有效方法之一.这项钎焊工艺,已经广泛地应用在硬质合金刀具、模具、量具和采掘工具上。
由于各种牌号的硬质合金成分不同,其用途及钎焊的特性不同。
因此,我们必须进一步了解硬质合金的性能,用途及其钎焊的特性。
一、硬质合金的强度和钎焊裂纹的关系各种牌号的硬质合金,当它的强度越高,钎焊时产生裂纹的可能性就越小,反之,钎焊裂纹就比较容易产生。
但硬质合金的硬度和耐磨性往往与强度成反比,即高硬度、高耐磨性的合金,强度较差,而高强度的合金,其硬度和耐磨性较低.一般来说:精加工或超精加工所用牌号的硬质合金,在钎焊时更容易发生裂纹,如在钎焊YT15、YT30、YG3和YG3X等牌号硬质合金时,就要采取特殊措施来防止发生裂纹。
各种牌号硬质合金的可焊性能,如下表示:YG类:YG3X→YG3→YG6X→(YG6A)→YG6→YG8→YG11→YG15YT类:YT30→YW1→YT15(YW2)→YT14→YT5以上两式,从左至右表明硬度和耐磨性降低,而强度和韧性增加,钎焊裂纹发生的可能性则减少.二、硬质合金的线膨胀系数与钎焊裂纹的关系硬质合金与一般作为刀体材料所用的碳素钢在加热时膨胀系数差别很大,从1:2到1:3左右。
表1为硬质合金与钢材线膨胀系数对比。
钎焊过程中,在加热阶段,硬质合金和钢基体从B膨胀至B″,它比硬质合金多膨胀了B′B″。
在冷却过程中,则钢基体要比硬质合金多收缩B′B″。
由于焊缝已牢固地将硬质合金和钢体焊接在一起,不允许它们各自自由收缩,因而它们之间的收缩差B′B″除了依靠极薄的焊缝的塑性来抵消一小部分外,绝大部分以应力状态存在着(见图1b),这种应力在焊缝处成压应力,在硬质合金表面上成拉应力。
当这种拉应力大于硬质合金的抗拉强度时,就会在硬质合金表面产生裂纹(见图1c),这就是钎焊硬质合金时发生裂纹的最主要原因。
铜及铜合金钎焊

一般烙铁钎焊时,由于化合物层很 薄,对接头性能没有大的影响。
软钎料
——锡基钎料
用锡铅钎料钎焊时黄铜接头比用同 样钎料钎焊的铜接头强度要高些, 这是因为黄铜在液态钎料中的溶解 比铜要慢,所以生成的脆性金属间 化合物也较少所至。
为了进一步降低铜磷钎料的熔化温度, 可在铜磷合金中同时加入锡和镍。
ห้องสมุดไป่ตู้
硬钎料
——铜磷钎料
磷和铜磷银钎料只能用来钎焊铜和 铜合金,不能用来钎焊钢、镍合金 和含镍量大于10%的铜镍合金。
这种钎料在加热慢时大都有偏析作 用,应尽量采用快速加热的钎焊的 方法。
铜磷钎料的化学成分和性能
软钎料
——锡基钎料
软钎料
——镉基钎料
镉基钎料化学成分及性能
软钎料
——无铅钎料
钎焊铜管用无铅钎料
部分软钎料钎焊铜及黄铜接头的强度
硬钎剂
现有硬钎剂主要以硼砂、硼酸以及它们 的混合物为基体,在添加某些碱金属或 碱土金属的氟化物、氟硼酸盐等来获得 合适的活性温度和增强去氧化物能力。
硬钎剂
硼酸H3BO3加热时分解形成硼酐B2O3,反应 式如下: 2H3BO3→B2O3+3H2O↑
铜及铜合金钎焊技术
铝青铜
软钎焊时为了除去表面的氧化膜应采用加 盐酸的强腐蚀性钎剂,常用的钎料为锡铅 钎料。
硬钎焊时采用银钎料。 为了防止铝向银钎料扩散,钎焊加热时间
必须尽可能短。在铝青铜表面上镀铜或镀 镍也可以防止铝向钎料的扩散。
铜及铜合金钎焊技术
锌白铜
锌白铜的软钎焊与黄铜相似。硬钎焊时 用以下银钎料: BAg56CuZnSn, BAg50CuZnSnNi, BAg40CuZnNi, BAg56CuZnCd等。
钎焊材料及钎剂的分类

钎焊材料及钎剂的分类随着工业的不断前进发展,钎焊在各种行业当中都有所涉及,并且发挥的作用也有不断增强的趋势。
根据熔点不同,钎焊材料分为软钎料和硬钎料①软钎料:即熔点低于450℃的钎料,有锡铅基、铅基(T<150℃,一般用于钎焊铜及铜合金,耐热性好,但耐蚀性较差)、镉基(是软钎料中耐热性最好的一种,T=250℃)等合金。
软钎料主要用于焊接受力不大和工作温度较低的工件,如各种电器导线的连接及仪器、仪表元件的钎焊(主要用于电子线路的焊接)常用的软钎料有:锡铅钎料(应用最广、具有良好的工艺性和导电性,T<100℃)、镉银钎料、铅银钎料和锌银钎料等。
软钎焊:指使用软钎料进行的钎焊。
钎焊接头强度低(小于70Mpa)。
②硬钎料:即熔点高于450℃的钎料,有铝基、铜基、银基、镍基等合金。
硬钎料主要用于焊接受力较大、工作温度较高的工件,如:自行车架、硬质合金刀具、钻探钻头等(主要用于机械零、部件的焊接)常用的硬钎料有:铜基钎料、银基钎料(应用最广的一类硬钎料,具有良好的力学性能、导电导热性、耐蚀性。
广泛用于钎焊低碳钢、结构钢、不锈钢、铜以及铜合金等)、铝基钎料(主要用于钎焊铝及铝合金)和镍基钎料(主要用于航空航天部门)等。
硬钎焊:指使用硬钎料进行的钎焊。
钎焊接头强度较高(大于200Mpa)。
钎剂通常分为软钎剂、硬钎剂和铝、镁、钛用钎剂三大类。
图片来源⑴软钎剂按其成分可分为无机软钎剂(具有很高的化学活性,去除氧化物的能力很强。
能显著地促进液态钎料对母材的润湿。
组分为无机酸和无机盐。
一般的黑色金属和有色金属,包括不锈钢、耐热钢和镍铬合金等都可使用,但它残渣有腐蚀性,焊后必须清除干净)和有机软钎剂两类。
按其残渣对钎焊接头的腐蚀作用可分为腐蚀性、弱腐蚀性和无腐蚀性三类,其中无机软钎剂均系腐蚀性钎剂;有机软钎剂属于后两类。
常用的软钎剂有磷酸水溶液(只限于300℃以下使用,是钎焊含Cr不锈钢或锰青铜的适宜钎剂)、氯化锌水溶液和松香(只能用于300℃以下钎焊表面氧化不严重的金、银、铜等金属)等。
钎焊材料成分性能分析-铜基钎料(5)
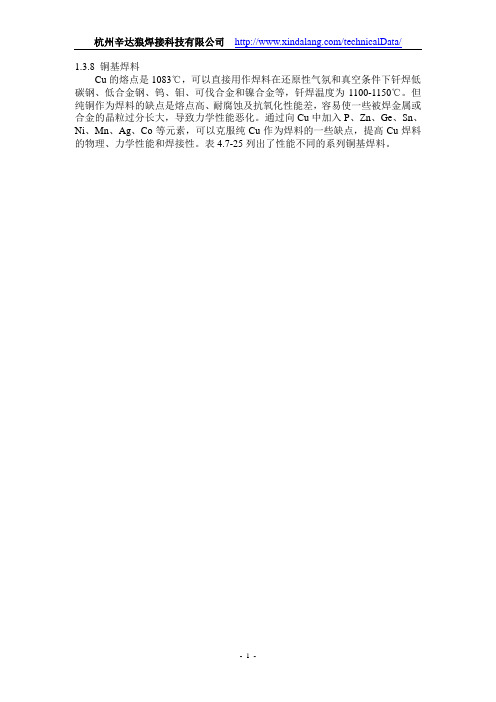
杭州辛达狼焊接科技有限公司/technicalData/1.3.8 铜基焊料Cu的熔点是1083℃,可以直接用作焊料在还原性气氛和真空条件下钎焊低碳钢、低合金钢、钨、钼、可伐合金和镍合金等,钎焊温度为1100-1150℃。
但纯铜作为焊料的缺点是熔点高、耐腐蚀及抗氧化性能差,容易使一些被焊金属或合金的晶粒过分长大,导致力学性能恶化。
通过向Cu中加入P、Zn、Ge、Sn、Ni、Mn、Ag、Co等元素,可以克服纯Cu作为焊料的一些缺点,提高Cu焊料的物理、力学性能和焊接性。
表4.7-25列出了性能不同的系列铜基焊料。
- 2 -表4.7-25 铜基焊料的成份及性能型号化学成分/wt%熔化温度 /℃ 钎焊温度 /℃ 抗拉强度/MPa特点及用途CuPZn Ag Sn Ge NiMn其它Cu 99.95 - - - - - - - - 1083 1100-1150 - 对钢的润湿性和填缝能力好,可直接在还原性气氛或真空下钎焊钨、钼、铁、镍及其合金。
Cu94P 93.7 6.3 - - - - - - - 720-800 810-900 441 属于空气自钎剂料,应用广泛。
P 能降低Cu 焊料的熔点。
进一步加入Ag 可改善焊料的塑性和机械加工性,提高强度和导电性,同时降低焊料熔点和提高润湿性,适合于各种碳钢的钎焊。
Cu93P 92.9 7.1 - ---- - -710-800810-900470Cu91PAg 91 7 - 2 - - - - - 645-790 750-810 - Cu89PAg 89 6 - 5 - - - - -645-815 820-860 519 Cu80PAg 80 5 - 15 - - - - -630-780 810-850 503 Cu70PAg 70 5 - 25 - - - - - 650-710 730-790 - Cu28PAg 28 1 - 71 - - - - - 750-795 810-870 - Cu86PSn 86 5.5 - - 7.5 - - - - 620-670 700-780 - Cu92PSn 92 5.5 - - 2.5 - - - -640-680 710-800 560 Cu82Pd 82 - - - - - - - Pd: 18 1080-1090 1100-1200 - 高温性能优良,对钢和镍合金焊接性好;钯的蒸汽压低,不易挥发,适用于气体保护钎焊和真空钎焊。
02钎焊用钎料
183~258 183~238 183~215 296~301
S-Sn60Pb39Sb1
59~61
余量
183~190
化学成分、力学性能及熔化温度与 HL600相同,是一种含松香弱活性 料芯的锡焊丝
用于钎焊铜,黄铜、镀锌或镀锡铁皮 等的常用钎料,可钎焊散热器、计 算机零件及发动机过滤器等
S-Sn50Fb49Sb1
钎料
brazing filler metal solder
什么是钎料?
钎料是钎焊时的填充材料,是在钎焊过程中加 入的一种金属或合金,它们的钎焊温度在液相 线温度以上,钎焊接头的质量主要取决于钎料。
上节课回顾
钎料的选择
• • • • 经济性能 使用性能 与母材的匹配 与钎焊方法的匹配
钎料成分推荐的最高使用温度
银基钎料的分类、型号及熔化温度
铝基钎料
主要以铝硅合金为基,还可加入铜、锌、锗等元素以满足工 艺性能的要求,用来钎焊铝和铝合金。
铝基钎料
铝基钎料适用于火焰钎焊、炉中钎焊、盐浴钎焊和真空钎焊等工艺方法。 铝基钎料的分类、型号、形状及熔化温度
锰基钎料
锰基钎料:以锰镍为基,还可加入铬、钴、铁、铜 等元素,以满足不同工艺的需要。锰基钎料的延性 好,对不锈钢、耐热钢具有良好的湿润能力,钎缝 有较高的室温和高温强度,中等的抗氧化性和耐腐 蚀性,对母材金属无明显的熔蚀作用。
镍基钎料
镍基钎料适用于炉中钎焊、感应钎焊和电阻钎焊等工艺方法。
表2.11 镍基钎料的分类、型号和钎焊参考温度
其他硬钎料
金基钎料:金基钎料内常加入铜、镍等元素。金基硬钎料与 母材金属的作用程度小,常用于薄件的钎焊。
钯基钎料:钯基钎料内常加入银、铜、锰、镍等元素。钯基 钎料具有润湿能力强、蒸气压低、延性好、强度高、对母材 金属溶蚀倾向小等特点,适用于不锈钢、镍基合金等材料的 钎焊,主要用于航空和宇航、电子工业等部门。
QMK-J59.026-2011 钎焊焊料技术条件(含AM1)

钎焊焊料技术条件版本:AM1美的集团家用空调事业本部发布钎焊焊料技术条件1范围本标准规定了铜基钎焊焊料(简称钎料)的分类、牌号、技术要求、试验方法及标志、包装、贮存和运输等;标准内容中除特殊说明外,钎焊焊料统一简称为钎料。
本标准适用于美的家用空调事业本部空调器制冷系统用钎料。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T5121.1 铜及铜合金化学分析方法第1部分:铜含量的测定GB6418 铜基钎料GB11363 钎焊接头强度试验方法GB11364 钎料润湿性试验方法QMK-J11.001逐批检查计数抽样程序及抽样表—进货检验QML-J11.006 产品中限制使用有害物质的技术标准QML-J11.014 限制使用多环芳烃PAHs 的技术标准QMK-J11.015 REACH法规要求技术标准3分类及牌号3.1按钎料化学成分分类a)铜磷钎料,牌号表示为BCu93P和BCu93P-R。
b)含银钎料,牌号表示为BCu91PAg、BCu92PAg-R和BCu88PAg、BCu89PAg。
c)银基钎料,牌号表示为HLAgCu40-35和HLAgCu30-35(TS-25Z)(主要用在钢和铜的连接)。
d)银基钎料,牌号表示TS-15T(适用于钢与钢之间的焊接)。
e)铜铝钎料,牌号表示DW-110(适用于铜与铝之间的焊接)。
3.2按钎料形状分类:焊条、焊环、焊丝。
4技术要求及试验方法4.1一般要求4.1.1钎料应符合本标准要求,并应按规定程序批准的图样和技术文件制造。
4.1.2每批钎料由同一品种、牌号、规格和供货状态的钎料组成。
4.1.4钎料应具有良好的钎焊工艺性。
在合适的钎焊工艺条件下,钎缝表面不应有未熔化的残留物。
钎焊材料汇总
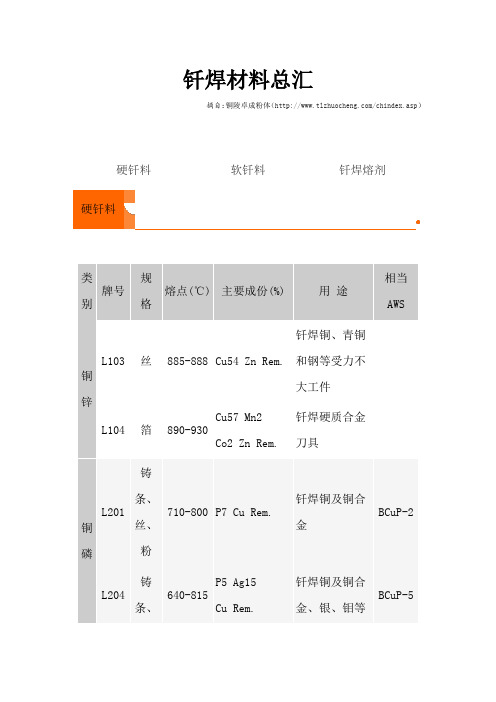
钎焊材料总汇摘自:铜陵卓成粉体(/chindex.asp)硬钎料软钎料钎焊熔剂硬钎料类别牌号规格熔点(℃) 主要成份(%) 用途相当AWS铜锌L103 丝885-888 Cu54 Zn Rem.钎焊铜、青铜和钢等受力不大工件L104 箔890-930Cu57 Mn2Co2 Zn Rem.钎焊硬质合金刀具铜磷L201铸条、丝、粉710-800 P7 Cu Rem.钎焊铜及铜合金BCuP-2 L204铸条、640-815P5 Ag15Cu Rem.钎焊铜及铜合金、银、钼等BCuP-5丝金属。
L205 铸条、丝、箔640-800P6 Ag5Cu Rem.钎焊铜及铜合金BCuP-3L207 铸条、丝640-770P7 Ag5Cu Rem.钎焊铜及铜合金BCuP-7L209 铸条、丝684-710P7 Ag2Cu Rem.钎焊铜及铜合金。
BCuP-6银基L302 丝745-775Ag25 Cu40Zn Rem.钎焊铜及铜合金、钢及不锈钢等L303 丝660-725Ag45 Cu30Zn Rem.钎焊铜及铜合金、钢及不锈钢等BAg-5 L303F涂药丝660-725Ag45 Cu30Zn Rem.外涂钎剂的L303,用途与L303相同BAg-5L304 箔 690-775Ag50 Cu34Zn Rem.钎焊铜及铜合金、钢等 BAg-6L308 丝 779-780 Ag72 Cu Rem. 铜和镍的真空或还原保护气氛钎焊 BAg-8L312 丝 595-605 Ag40.Cu.Zn.Cd 钎焊铜及铜合金、钢及不锈钢等L313 丝 625-635 Ag50.Cu.Zn.Cd 钎焊铜及铜合金、钢及不锈钢等 BAg-1aL321 丝 615-650 Ag56.Cu.Zn.Sn 钎焊铜及铜合金、钢及不锈钢等 BAg-7 L323 丝 665-755 Ag30.Cu.Zn.Sn 钎焊铜及铜合金、钢及不锈钢等L325 丝 645-685 Ag45.Cu.Zn.Sn 钎焊铜及铜合金、钢及不锈钢等BAg-36L326 丝 650-720 Ag38.Cu.Zn.Sn 钎焊铜及铜合金、钢及不锈钢等BAg-34铝基L400 铸条、丝577-582Si11.5 Al Rem. 铝及铝合金的钎焊BAlSi-4L401 铸条 525-535Si5 Cu28Al Rem.铝及铝合金的钎焊锡铅 L600 丝 183-185Sn60 Sb ≤0.8 Pb Rem. 易熔金属及热处理件的钎焊60SnL601 丝 183-227Sn18 Sb2Pb Rem.铜及铜合金、镀锌铁皮的钎焊。
钎焊焊料规格和相关参数对照表

Copper
phosphorus
铜磷
L201
Cast rod, wire & rod, powder
铸条、丝、粉
710-800
P7 Cu Rem.
Brazing of copper and copper alloys.
钎焊铜及铜合金
BCuP-2
L204
Cast rod, wire
铸条、丝
钎焊铜及铜合金、钢及不锈钢等
BAg-1a
L321
Wire & rod
丝
615-650
Brazing of copper, copper alloys, steel and stainless steel etc.
钎焊铜及铜合金、钢及不锈钢等
BAg-7
L323
Wire & rod
丝
665-755
Brazing of copper, copper alloys, steel and stainless steel etc.
钎焊焊料规格、熔点、成分表
Category
类别
Trade-mark
牌号
Specification
规格
Melting
Point
熔点(℃)
Chemical
composition
主要成份(%)
Application
用途
Equivalent
to AWS
相当AWS
Copper
zinc
铜锌
L103
Wire & rod
Cu Rem.
Brazing of copper and copper alloys.