模具加工计划进度跟踪表
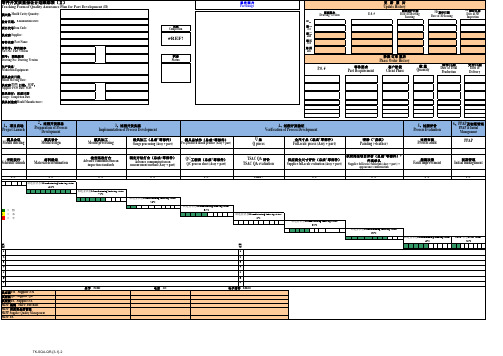
零件开发质量保证计划跟踪表
零件照片 Part Image
图纸版本 Drawing Version Int。 第一 1st 第二 2nd 第三 3rd 第四 4th E.0. #
更 新 履 历 Update History
图纸发行日期 Date of Drawing Issuring 3D 发行日期 Date of 3D Issuing 3D 检讨日期 Date of 3D Inspection
零件开发质量保证计划跟踪表(Ⅱ)
Tracking Form of Quality Assurance Plan for Part Development (II)
模穴数 Mould Cavity Quantity: 检讨日期:Examination Date: 项目代号Item Code: 供应商 Supplier: 零件名称 Part Name: 零件号:零件版本
Supplier full-scale evaluation (Assy + part)
供应商全项目评价(总成+零部件)+ 外观承认
Supplier full-item evaluation (Assy + part) + appearance confirmation
指摘改善 Fault improvement
#REF!
状态 Status
ห้องสมุดไป่ตู้
图号: 图纸版本
Drawing No.: Drawing Version
阶段 订单 履历 Phase Order History P.0. # 零件要求 Part Requirement 客户阶段 Client Phase 数量 Quantity 试作日期
注塑塑料模具制作计划与进度跟踪表(一)
每周制造信息反馈一览表 update schedule per week
说明
2020年8月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
2020年9月
26 27 28 29 30 31 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
14
定模芯中走丝
15
定模芯抛光
计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际
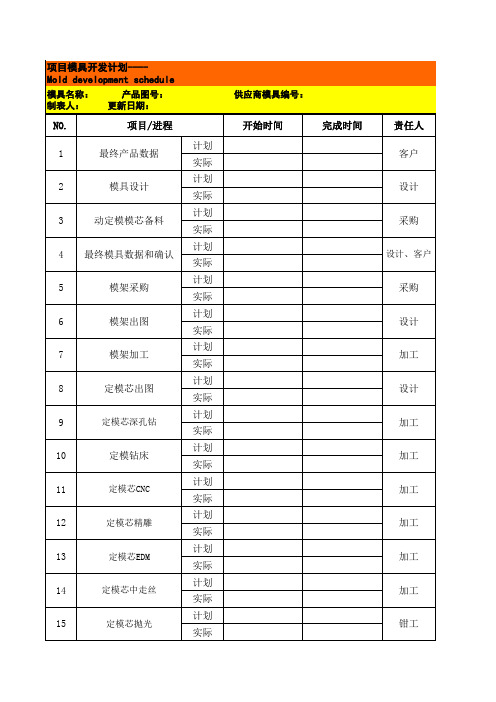
供应商模具编号:
开始时间
完成时间
责任人 客户 设计 采购
设计、客户 采购 设计 加工 设计 加工 加工 加工 加工 加工 加工 钳工
项目模具开发计划---Mold development schedule
模具名称:
产品图号:
制表人:
更新日期:
NO.
项目/进程
1
最终产品数据
2
模具设计
3
动定模模芯备料
4 最终模具数据和确认
5
模架采购
6
模架出图
7
模架加工
8
定模芯出图
9
定模芯深孔钻
10
பைடு நூலகம்
定模钻床
11
定模芯CNC
12
定模芯精雕
13
定模芯EDM
计划
16
动模芯出图
实际
17
动模芯深孔钻(水路, 顶针)
计划 实际
模具加工制作流程
模具加工基本流程一、新模加工的基本流程与要求:一、接受到工程给予的模具资料,根据模具的生产周期、生产时间制定模具制作日程表;附表“模具制作日程表”注明:模具生产周期为12天,各小组加工基本如下:设计:出3D 一天,出运水图纸6-8小时,出2D一天半,包含评审;订购模胚、材料、标准件要及时;编程:两天,前后模开粗、挂台铜公优先;铣床:半天,开模第2天17:30前完成;CNC开粗:开模第2天21:00前完成外发热处理;磨床:半天,第3天热处理回来;CNC光刀:一天,开模第4天完成;线割:一天,开模5天完成;EDM:三天;开模第9天完成;FIT模/省模:3天;TO模具评审会;各加工组要保质保量的按时完成,有延误进度和加工出错的要进行教导或检讨,延误半天的要进行罚款处理;二、各加工组按“模具部新模排期表”先后顺序加工,决不允许颠倒或胡乱安排加工,违返组长要进行检讨问责;附表“模具部新模排期表”模具工件时要分清安排加工的先后顺序;1.要按照试模先后顺序加工;2.改模要优先新模加工;3. 前后模、行位要优先其它散件加工,要多个加工部门要优先其它单个和少加工部门加工;4. 淬火的工件要优先不用淬火的工件加工;5. 外发工件要优先不用外发的工件加工;6. 遇到模具繁多,有的加工部门可能积压很多工件,有的部门机器待工件加工的现象,这时必须进行合理调整;7. 安排钢料与铜公的加工互相配合,不能脱节;8. PMC对各加工组的每日加工能力及时互相调配;三、各加工组要根据“新模生产进度状况表”实际情况,主动跟进合理安排好机台加工;附表“新模生产进度状况表”三、各加工组加工完要进行自检,并且要认真填写好“工件加工程序表”和“工件检查记录表”,然后把加工完的工件与填写好的“工件加工程序表”和“工件检查记录表”送到检测或下个加工组;送到下个加工部门,接受部门负责人在“工件转移登记表”签收;附表“工件加工程序表”附表“工件检查记录表”附表“工件转移登记表”四、编程在出新模铜公时,前后模开粗、挂台铜公优先;CNC按底壳、面壳、电池盖顺序安排加工, 后模挂台铜公、后模铜公优先加工;铜公加工PMC做好统计与跟进;附表“铜公加工状况表”五、“每日工作记录表”各组要准时上交到PMC处,PMC做好统计,为每月员工的“工作考核记录评比”的评比做依据;附表“每日工作记录表”附表“每月各加工组员工评比排名表”(六)、PMC制定工件的加工工艺与流程,做到节约成本、优化加工工艺;编程按指定加工工艺与流程出加工方案;有不一致的地方与PMC多作沟通解决,双方共同协商修正;注意:分析加工流程1.弄清图纸工件在模具中的作用,各尺寸的加工要求精度;2.结合各加工部门的机器性能状况、机器加工使用效率及成本比较;3.初步规格、形状、尺寸大小决定所需使用的机器设备;4.看图纸材料及淬火的硬度栏是否注明要求H/T;模具的前后模、较复杂大件的工件等一般需要CNC开粗后才淬火,其它零散件一般锣床加工后可H/T,但也有例外;要淬火加硬的材料主要STAVAX-S136,8407,S136, DF25.编排需要经过部门的加工先后顺序,一般情况下依次为M-CNC-H/T-G-CNC-W/C-EDM-QC,但并非所有工件都需经过全部加工部门,加工先后顺序也有例外;6.在制定加工工艺时,要与编程多作沟通,使之达成一致,对不一致的地方,双方共同协商修正;七、设计生产物料的采购,PMC对生产物料的采购与跟踪;1、设计负责生产物料的采购,根据仓库钢料和标准库存情况,及时填写申购单采购,;2、 PMC负责协助跟进采购的物料如模胚钢料、铜料、标准件、刀具报价、审批情况、具体到货日期,如不能按时完成要及时跟踪,需及时向上级反映;3、跟进按时到货情况,如未按时到货马上向采购反映跟踪并知会相关部门,对急件、延期到货可能造成生延误、重要物料,必须提前向采购查询供应商的供货情况,确保如期到达;4、跟踪物料采购质量,如有异常情况作出记录,向上级反映确定处理方案或采取补救措施,并知会采购及供应商;八、PMC对外发工件处理与及时跟踪因公司现有人员、设备无法完成或满足加工要求,生产周期的,如热处理、晒字、晒纹、烧焊、雕刻等需要外发加工;对其报价、图挡、交货期限、品质要进行严格跟踪;九、PMC对模具生产进度跟进及异常处理;1、设计图档干涉、图纸尺寸未标、工件遗漏、材料用错等现象;2、编程有没有遗漏工件的CNC加工程式、铜公单及火花机图纸;3、每日更新模具生产进度跟进表、钢料跟进表、铜公跟进表以便掌握每天的模具进度与安排好每日各部门的加工进度;核对模具实际生产进度是否与计划一致;4、改模、返工、重做工件要尽快安排加工并及时跟紧;5、监督、跟进生产现场的加工进度,完成工件的各部门交接、转移过程,是否存在异常;各部门交接、转移过程记录要真实,完善;6、监督、跟进生产现场的实际加工状况,是否存在安排不合理、待料、待机、待工件、待程式单、待电极、无机可上或无人加工、生产工艺技术上遇到困难、加工出现错误等异常情况,积极协助相关部门解决,在不影响最终完成时间下适当调整计划,并根据需要作记录及向上级反映;7、对EDM正在加工中的工件,要主动跟进电极的到达完成情况,多到EDM部门作了解,对因欠电极造成停机、补单、返工、EDM要求急的电极一定要跟进到底,尽量减少EDM加工进度受电极的影响;8、当一套模具加工完成接近尾声时,要及时、主动地对所有未加工完的工件、电极作全面跟踪、清理、安排,避免因为某个工件的延误或漏加工影响整套模具的完成;9、跟踪未如期到FIT的工件、模胚、标准件等; FIT是否已按时领取,是否有遗漏及错误,如有及时反映并追查原因采取措施;如果要延误模具期,要第一时间反映出来,并主动配合FIT解决;10、FIT已装配完毕的模具,PMC通知工程相关人员安排试模;二.修改模加工的基本流程与要求:改模量产前模具:一、模具工程以邮件的形式接收注塑部生产修改模信息,分析与判断修改模信息内容的正确性,沟通好完成时间;改模方案、交期必须与设计组长、FIT主管或FIT组长协商;通知模具拉到模具部摆模区;二,修改模以钳工为主导,模具工程、生管协助完成;三、设计出改模图纸将改模的位置、内容标示清楚,对重做、新做、装配工件要出2D图;涂红色减铁涂绿色加铁烧焊四、改模前改模后必须检查工件数据,检查出数据给钳工确认,确保改模的精确性;附表“模具工件检测报告”五、各加工组主要是CNC、省模、检测、EDM按PMC制定的“修改模进度追踪表”完成时间顺序加工,特别交代的要第一时间完成没有机台需拆其它模模下机的,也要马上执行,如CNC有再出现一板8个以上特急的铜公罚款50元处理;附表“修改模进度追踪表”附表重要项目“修改模进度追踪表”六、FIT装模前,必须对资料、改模前样榜一一核对有没有漏改、改错现象再装模,装模完要仔细检查检查模具有没有零件漏装、装反等,检查有没有其它可能出现的不确定隐患:如防锈、斜顶/顶针不退等;模具送出必须做好交接登记;七、跟模工程师、钳工对试模情况的跟进;同一问题多次没有搞定的,结构复杂的等模具跟模工程师,钳工、设计工程师必须看试模;修模量产模具:修模工件各加工组要第一时间完成,没有机台需拆其它模模下机的,也要马上执行,特别是CNC有出现一板8个以上修模的铜公罚款50元处理;。
模具开发流程图

流程 模具订单 开模计划 开模检讨会 工作内容 完成时间 订单评审 制定开模计划 订单接收后当天 开模技术检讨 订单接收后24小时内 模胚及重点零件订料 设计开始后第3天 重点零件图、线割图下发 设计开始后第6天 其他零件及标准件订料 设计开始后第5天 3D完成 设计开始后第6天 其他散件图纸下发 设计开始后第7天 模胚图纸下发 设计开始后第8天 根据3D图,排定加工工艺 3D完成后24小时内 检讨排定的加工工艺 工艺排定后24小时内 根据排定的加工工艺,调整机台负 检讨后4小时内 荷,如机台负荷不了,申请外发加工 根据机台负荷表,发布每日工单 每天早上8点 日控按工艺表跟踪、更新进度,统计 每日上午11:30、下午4:30 数据,反馈生产课长 试模前点检 模具出厂试模前提交 下试模单 每日上午10点、下午3点前下单 检讨试模时所产生的问题 试模完成后48小时内 相关表单 订单评审表 模具开模计划书 设计开发任务书 订料单、订料登记表 工程图纸发放登记表 订料单、订料登记表 传送单 工程图纸发放登记表 工程图纸发放登记表 加工工艺表 加工工艺表 机台负荷表、外协件监控报告 工单 延迟报告 试模前点检表 试模申请单 模具试(修)模履历表
模具设计
工艺制程 加工工艺检讨会 机台负荷排定 每日工单发布 日程控制 试模 试模检讨会
简述模具项目管理
三、模具项目成本管理:
不同模具企业成本管理水平差距较大,有的企业第二天就能掌握前一天每套模、每个人所发生的成本,而有的企业根本没有建立标准成本体系;有的企业制订了较完善的报价指导文件,有的模具企业则采用目标利润法,在材料费、加工费基础上计算一定比例的目标利润,几项合计便是模具合同价。而基于保密考虑,多数模具企业的项目工程师可能无法了解公司以往的模具成本数据,也可能很少参与模具报价,因此要求项目工程师做好模具成本预算并进行有效控制将十分困难。
表1XXX模具项目进度计划表
编制项目节点计划时需注意,各节点的合计计划时间应该少于整个项目周期,使整体的进度计划有适当的机动时间,以便发生异常情况时进行计划变更。
进度计划批准后,项目成员定期跟踪检查、并记录实际设计进度、采购进度和加工进度,重点跟踪长周期配件和关键物料的采购进度和加工进度,确认各个环节实际进度是否与进度计划要求相一致。
正由于模具项目范围因客户要求不同有很大差别,所以模具项目启动前,项目工程师首先要充分明确客户要求、了解所要交付的成果。然后根据需要交付的成果,对项目范围进行定义,确定项目工作范围,规划项目工作结构分解(WBS),图2所示是XXX模具项目工作结构分解。在然后通过任务分解把笼统的、没有操作性的客户要求分解成不同阶段的细小的、容易控制和执行的、包含各种明确要求的、具有操作性的工作任务。最后让相关人员清楚项目的工作范围、工作量、各项工作所需时间,清楚项目组所需人员数量,以及所需要的各种资源。项目启动时,项目工程师通过项目工作结构分解,让项目组成员迅速了解项目工作范围,并对项目工作范围进行确认,使他们明确各自的工作职责和内容,以便合理安排各自的工作。如项目范围发生变更,项目工程师应及时调整相应项目工作范围、项目成员的工作内容和职责,并及时通知相关人员落实和执行。
模具进度表跟踪表
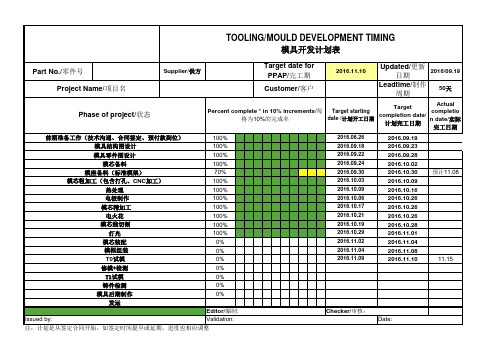
2016.09.19 2016.09.23 2016.09.28 2016.10.02 2016.10.30 2016.10.09 2016.10.16 2016.10.26 2016.10.26 2016.10.26 2016.10.28 2016.11.01 2016.11.04 2016.11.08 2016.1/状态
前期准备工作(技术沟通、合同签定、预付款到位) 模具结构图设计 模具零件图设计 模芯备料 模座备料(标准模架) 模芯粗加工(包含打孔、CNC加工) 热处理 电极制作 模芯精加工 电火花 模芯线切割 打光 模芯装配 模框组装 T0试模 修模+检测 T1试模 铸件检测 模具后期制作 发运
Actual Target Percent complete * in 10% increments/每 Target starting completio completion date/ date /计划开工日期 格为10%的完成率 n date/实际 计划完工日期 完工日期 100% 100% 100% 100% 70% 100% 100% 100% 100% 100% 100% 100% 0% 0% 0% 0% 0% 0% 0% Editor/编制:
2016.06.26 2016.09.18 2016.09.22 2016.09.24 2016.09.30 2016.10.03 2016.10.09 2016.10.06 2016.10.17 2016.10.21 2016.10.19 2016.10.29 2016.11.02 2016.11.04 2016.11.09
预计11.08
11.15
Checker/审核: Date:
Validation: Issued by: 注:计划是从签定合同开始,如签定时间提早或延期,进度也相应调整
产品实现策划管理程序(IATF16949)

修改记录1、目的为了确保产品实现策划工作的有效实施及产品实现过程得到有效控制,最终提供满足客户要求的产品,特制定此程序。
2、范围适用于本公司所有新产品先期制造过程的策划活动。
3、术语3.1 APQP----产品先期质量策划和控制计划3.2 MSA----测量系统分析3.3 PFMEA---过程潜在失效模式及后果分析3.4 PPAP----生产件批准3.5 SPC----统计过程控制3.6 FMEA过程风险评定准则:当严重度≥7或风险顺序数≥120时为高风险,必须采取相应的纠正和预防措施;当80≤风险顺序数﹤120时为中风险,可根据实际情况确定是否需采取相应的纠正和预防措施;当风险顺序数﹤80时为低风险,可不采取相应的纠正和预防措施; 当客户有特殊要求时,按客户要求执行.3.7 方法:指一组人为完成一项任务或活动而被咨询的活动。
多方认证的方法是试图把所有相关的知识和技能集中考虑的进行决策的过程。
3.8 特殊特性:指由顾客指定的产品和过程特性,包括显著影响政府法规和安全特性及显著影响顾客满意的产品和过程特性,和/或由公司通过产品和过程的了解选出的特性。
3.9 小组可行性承诺:指由项目组对所做的设计能以可接受的成本,按时并以足够的数量被制造、生产、试验、包装和装运的承诺。
3.10 产质量证计划:指产品质量计划的一部分,它是一种以预防为主的管理工具,涉及到产品设计、过程设计以及必要的应用软件设计。
3.11 关键特性:影响国家、行业法规要求或产品功能安全性、环境保护等,包括需要特殊生产、生产、发运的产品要求或参数。
3.12 重要特性:对顾客有重要影响的产品、过程和实验要求。
4、职责4.1 项目工程部:负责主导整个先期产品质量策划工作的开展.主要工作内容包括:组织APQP工作小组、明确小组成员工作职责、组织小组成员对客户信息进行分析评估、顾客图纸的转化、控制计划的编制,作业指导书的编制、工装夹具的设计与制作、APQP工作计划的制定与落实以及PPAP资料的收集与提交,最终与客户协商,确定PPAP文件,确定状态等;4.2 生产部:负责所有新产品制作信息的收集与传递以及新产品送样的跟踪;试生产阶段问题反馈、评定和纠正措施,移交后的量产和交付;4.3 采购部:负责所有物料的询价、供应商的选择、物料的采购及物料到位情况的跟踪;4.4 物流计划部: 参与量产移交,负责常用物流工具准备,负责编制新品制作计划和物料需求计划并对新品制作进度进行跟踪;4.5 质量部:负责产品实现过程所需检测设备和试验设备的申请、制作与落实,完成量产前产品的初始能力PPK分析及测量系统MSA分析,试生产品质跟踪,参与量产移交并协助项目工程师完成APQP工作计划中的相关工作内容;4.6 生产部:负责所有产品实现过程所需新增设备设施的验收、安装与调试工作,并按要求完成相应的设备安全操作规程和设备保养计划等;4.7 项目工程部:负责模具的设计、加工制造、组装、检验和调试等工作,协助项目部完成整个产品实现策划工作全过程;4.8 人力资源部:负责主导产品实现过程所需人员的招聘。
模具加工计划进度跟踪表

模具加工计划进度跟踪表1. 介绍模具加工计划进度跟踪表是用于跟踪和记录模具加工项目进展的工具。
通过该表,可以清晰地了解每个阶段的计划进度、实际进度以及任何延误或问题的原因。
本文将详细探讨模具加工计划进度跟踪表的内容、使用方法以及其在模具加工过程中的重要性。
2. 模具加工计划进度跟踪表的结构与内容2.1 表头信息模具加工计划进度跟踪表的表头应包含以下信息:•项目名称:标识所跟踪的模具加工项目的名称。
•项目编号:为该项目分配的唯一编号,方便跟踪和管理。
•负责人:负责管理和指导模具加工项目的人员。
•计划开始日期:模具加工项目计划的开始日期。
•计划完成日期:模具加工项目计划的完成日期。
2.2 项目阶段信息模具加工计划进度跟踪表的主体部分应包含各个项目阶段的信息。
每个阶段应以二级标题的形式呈现,包括阶段名称、计划开始日期、计划完成日期、实际开始日期、实际完成日期。
2.3 进度和延误信息在每个项目阶段的信息下,应列出与该阶段相关的进度和延误信息。
可以使用有序列表的格式列出,以清晰地划分不同的进度内容。
3. 模具加工计划进度跟踪表的使用方法3.1 填写表头信息在开始使用模具加工计划进度跟踪表之前,首先要填写表头信息,包括项目名称、项目编号、负责人以及计划的起止日期。
这些信息将作为整个表格的参考,方便后续的跟踪和管理。
3.2 制定项目阶段计划根据模具加工项目的实际情况,制定各个项目阶段的计划。
每个阶段的计划应包括计划开始日期和计划完成日期。
这些日期将作为衡量实际进度的依据。
3.3 记录实际进度和延误情况随着模具加工项目的进行,应及时记录实际的项目进度和任何延误情况。
通过与计划进度的对比,可以清楚地了解项目的进展情况以及是否存在任何延误或问题。
3.4 分析延误原因并采取措施在记录延误情况后,需要分析延误的原因,并针对性地采取措施。
延误的原因可能包括材料供应不足、人力资源不足、技术问题等。
通过分析原因并采取相应的措施,可以尽快解决问题,保证项目的顺利进行。
模具开发管理程序
Mould development management procedures模具开发管理程序1.目的:提高模具开发效率,降低开发成本,满足客户需求。
2.范围:适用于所有的模具、夹具、检具。
3.定义3.1工装:指模具.夹具.治具.检具等的统称3.2 模具:用来成型产品的工具。
3.3 DFM: 制造前设计分析4.权责:4.1 模具设计CAD:负责模具设计.DFM.ECN模具3D&2D图档管理及后期模具维修优化。
4.2 模具装配:负责模具组立.维修.保养及进度跟踪,参与前期评审开发异常分析解决及量产前的维护。
4.3 模具工程师TPE:负责委外模具开发,确保质量成本交期满足客户需求4.4 项目经理(工程师)PM:主导项目进度,产品先期策划.组织.协调作用,带领APQP小组顺利完成任务。
.4.5 质量工程师QE:负责产品质量分析,保管样品,衡量满足客户需求程度,提出质量要求,制定检验标准。
4.6 工艺工程师PE:负责评估策划试模所需的设备(如:机台、模温机、干燥机.等)试模定工艺,模具问题反馈分析。
4.7 模具加工:负责模具所有零件的机械加工(如:C.WEDM.EDM等),确保质量交期满足设计需求。
4.8 测量工程师QC:负责模具来料测量检验符合设计要求4.9 模具采购:负责模具半成品.成品.模架.热流道.标准件及其他工件采购议价。
4.10 模具抛光:负责模具零件.电极等抛光处理。
4.11 APQP小组:由项目负责人定义成员,团队应该包括更不局限于模具.工程.生产.质量.供应链.项目.商务等组成APQP小组。
5.流程:.6.内容:(无)7.相关文件7.1《顾客要求管理程序》7.2《采购管理程序》7.3《工程变更管理程序》7.4<模具零部件采购与委外作业规范>7.5<模具装配规范>7.6<模具抛光规范>7.7<样品承认书>8.相关表单8.1[顾客要求清单]8.2[新项目启动通知单]8.3[项目成本预算表]8.4[项目进度表]8.5[模具零件备品备件清单]8.6[请购单]8.7[修模记录表]8.8[工程变更申请和通知及填写说明]8.9[模具验收检查]8.10[模具维护保养和维修申请及记录表]8.11[模具保养点检表]8.12[模具验收检查表]8.13[模具状态检查评估表]8.1附件:无Document revision record:文件制/修订履历表:。
模具加工计划进度跟踪表

模具加工计划进度跟踪表模具加工计划进度跟踪表项目名称:模具加工计划负责人:张三起止时间:2021年6月1日至2021年9月30日序号 | 工作内容 | 负责人 | 开始时间 | 完成时间 | 备注----|--------|------|-------|-------|----1 | 制定项目计划和进度安排,确定目标和任务分解 | 张三 |2021/6/1 | 2021/6/5 |2 | 分析模具加工流程,制定详细的加工方案和技术要求 | 李四 | 2021/6/6 | 2021/6/20 |3 | 确定原材料采购计划,与供应商进行谈判并签订合同 | 王五 | 2021/6/21 | 2021/7/5 |4 | 进行原材料的检验和入库,并建立相应的记录档案 | 赵六 | 2021/7/6 | 2021/7/15 |5 | 制定加工流程控制方案,建立生产线并进行调试 | 李四、王五、赵六、钱七、孙八、周九 | 2021/7/16-8/31 |6 | 进行模具零部件的加工、装配和调试,确保质量符合要求| 钱七、孙八、周九 | 2021/8/1 | 2021/9/15 |7 | 进行模具整体测试和调试,确保模具性能稳定可靠 | 张三、李四、王五、赵六、钱七、孙八、周九 | 2021/9/16-9/30 |备注:1. 工作内容:详细描述每个阶段的工作内容;2. 负责人:列出每个阶段的负责人,确保工作分工明确;3. 开始时间和完成时间:标注每个阶段的开始时间和预计完成时间,以便及时检查进度;4. 备注:记录每个阶段的进展情况和问题解决情况。
注意事项:1. 每个阶段必须按照计划执行,如有延误需及时汇报并调整计划;2. 每个阶段需要进行质量检查,确保产品质量符合要求;3. 每个阶段需要建立相应的记录档案,以备后续查看。
参考资料:无。
APQP各阶段输出资料一览表

、项目归档
■ P3-9 试生产需求计划
工艺工程师
APQP小组 APQP小组 APQP小组
P3-10 PPK/MSA计划/PV计划
P3-10A PPK计划
◎
■
P3-10B P3-10C
MSA计划 PV实验计划
P3-10D 年度型式实验计划
P3-10A PPK计划
工艺工程师
P3-10B MSA计划
工艺工程师
APQP小组
P2-10 模具清单编制
◎ ■ P2-10 模具清单
结构设计师
APQP小组
P2-11 快速样件制造 P2-12 快速样件评审 P2-13 产品状态锁定
P2-14 模具设计、制造、跟踪
◎
■
P2-11A 快速样件技术要求 P2-11B 检验规范试制版
◎ ■ P2-12 样件评审记录 ◎ ■ P2-13 客户数据确认资料
P2-5A 《3D数据评审报告》 结构主设计师 P2-5B 《硬件原理图设计》 硬件设计师 P2-5C 《硬件原理图评审报告》硬件设计师 P2-5D 《3D图》结构主设计师 P2-5E PCB板设计输入文件 结构主设计师
APQP小组
P2-6A 《零部件明细表结构》结构/硬件主设计师 P2-6B 2D图纸 《PCB板图》结构设计师 P2-6C 《PCB板设计》硬件设计师 P2-6D 《元器件对照表》硬件设计师 P2-6E 《PCB板设计评审表》硬件设计师
P3-6A 作业指导书
◎ ◎ P3-6B 检验规范
P3-6C 包装检验规范
P3-6A 作业指导书 工艺工程师
P3-6B 检验规范
质量部
P3-6C 包装检验规范 质量部
APQP小组
模具加工计划进度跟踪表

EDM 12.18 实际
抛光 计划 钳工安排
滑块6件 C310-C316
精雕 计划 实际 12.2 计划 实际
钻床 12.4 计划 实际
装配 12.5 计划 实际
CNC 12.7
线切割 计划 实际 12.8 计划 实际
EDM 12.10 计划 实际
装配 12.13 实际
抛光 计划 钳工安排
此套模具项目特别交代,在12.20试模。请各单位严格控制时间节 点,如有问题马上上报科长。
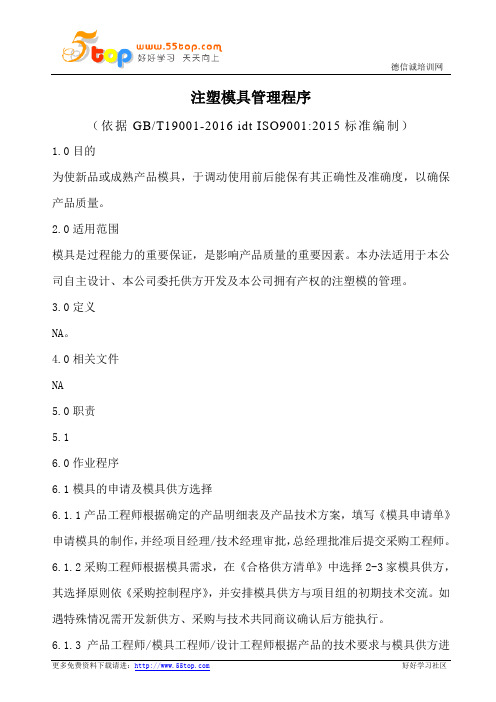
模具制造作业计划--模具关键件加工计划/进度跟踪表
表格编号/版次: 模具名称 模具编号 要求交模日期 首次试样日期 设计 计划编制 项目跟踪 记录编号:
模架
到厂日期 计划 实际 12.5
拆模检查 计划 实际 12.6 实际
抛光 计划 钳工安排
装配合模 计划 实际
12.20
T0 计划 实际
12.20
定模芯 A021.A022
加工科
生产科
质量科
工艺科
钳工组长
项目科
生产经理
总监
深孔钻/钻床 计划 实际 11.30 计划 实际
CNC 12.3
热处理 计划 实际 12.7 计划 实际
磨床 12.8 计划 实际
CNC 12.9
线切割 计划 实际 12.10
装配/合模 计划 实际 12.13 计划 实际
磨床 12.14 计划 实际
EDM 12.16 计划 实际
ቤተ መጻሕፍቲ ባይዱ
装配 12.17 计划 实际
精雕 12.18
动模芯 B021.B022
深孔钻/钻床 计划 实际 11.30 计划 实际
CNC 12.3
供应商审核记录跟踪表(SQE)
6.1 是否有所有检验、测量和测试设备的一览表?
6.检查 测量和 测试设
备
6.2
检定记录是否包括以下内容:以前检定的实际日期、地点、周期、下次 检定的日期、保养和维修细节、检定技术员、制造商名称、型号及出厂
6.3 所有量检具是否有合适的操作规程或作业指导书?
6.4 6.5
新量具和测试设备或经过修理的量具和测试设备是否都要经过检查和检 定 现? 场是否有足够的检测设备保证符合规格要求?
2.9 所有用于提供证据的检验记录是否规定保存期限?
3.合同 评审
3.2 是否有正式的合同评审管理程序?相关记录保存完整?
5.仓库管 理、标识 和可追溯
性
5.1 5.2 5.3 5.5
仓 原库 材是 料否 是整 否齐 可有 以序 回, 溯实 到物 材与质标证签明上或的收内货容人保?是持否一按致照?先进先出的原则发放 使 整用 个?制造过程中, 批标识是否得到保持以保证批的完整性和可追溯性? 是 否有仓库管理制度或相关文件指导操作? 成品是否按先进先出原则进出并实现可追溯性?
现场使用检测仪器的编号及检定状态标识(标识不可丢失,有效期明
4.测量仪 4.2 确);
器、器具
所有检测仪器,必须有作业指导文件,指导如何使用(包括自校);
管理
测试工装的编号及履历建立(货架标识,区分管理); 4.3 所有工装必须作业指导文件,指导如何使用(包括自校);
4.4 测试工装的检定&校准年度计划
1、客户产品图纸的确认(在开发初期,须对图纸上的每个尺寸及技术要 1.2 求进行确认,是否能够满足,尤其是生产稳定性的满足能力);
2、建立外来图纸的统计台账管理;
检验制度或规范的建立; 1、来料检验,所有元器件的零部件检验基准书的编制; 2、针对单个产品的过程检验基准书(生产过程的QC控制点) 2.1 3、针对单个产品的成品检验基准书(产品成品的检验标准,和凯宇的纳 入检验基准书同步) 外观件通用检验规范建立:例如焊点形状,元器件焊接位置,角度等等 (结合不良件对比)
注塑模具管理程序(含表格)
注塑模具管理程序(依据GB/T19001-2016 idt ISO9001:2015标准编制)1.0目的为使新品或成熟产品模具,于调动使用前后能保有其正确性及准确度,以确保产品质量。
2.0适用范围模具是过程能力的重要保证,是影响产品质量的重要因素。
本办法适用于本公司自主设计、本公司委托供方开发及本公司拥有产权的注塑模的管理。
3.0定义NA。
4.0相关文件NA5.0职责5.16.0作业程序6.1模具的申请及模具供方选择6.1.1产品工程师根据确定的产品明细表及产品技术方案,填写《模具申请单》申请模具的制作,并经项目经理/技术经理审批,总经理批准后提交采购工程师。
6.1.2采购工程师根据模具需求,在《合格供方清单》中选择2-3家模具供方,其选择原则依《采购控制程序》,并安排模具供方与项目组的初期技术交流。
如遇特殊情况需开发新供方、采购与技术共同商议确认后方能执行。
6.1.3产品工程师/模具工程师/设计工程师根据产品的技术要求与模具供方进行初期的技术交流。
包括但不限于:模架、A板、B板及镶块的尺寸、型腔、型芯、滑块材质及热处理要求、出模数、浇口类型、表面处理、冷却水型式、滑块滑道要求、顶出型式等。
产品工程师负责汇总输出《模具初步技术方案》。
6.1.4产品工程师根据汇总的《模具初步技术方案》,组织项目经理/模具工程师/采购工程师/品质工程师/工艺工程师/注塑工程师/设计工程师等对技术要求进行评审。
根据评审内容,修改《模具初步技术方案》。
并生效受控。
技术部发放至采购部等部门。
6.1.5采购工程师根据受控的《模具初步技术方案》发放至各备选模具供方。
进行报价阶段。
6.1.6采购工程师汇总模具报价,确定最终模具供方,报采购经理审批,总经理批准。
6.1.7采购工程师根据最终模具供方的确定,列入初始《供方清单》。
6.1.8模具开发技术协议和模具加工合同的签定6.1.8.1项目经理/产品工程师/模具工程师根据初始《供方清单》,与模具供方签定《模具开发技术协议》。
PPAP和APQP各阶段输出清单(附全套表单下载)

PPAP和APQP各阶段输出清单(附全套表单下载)做零部件的朋友都很清楚,需要给顾客提交⼀个叫PPAP的东西,我们做STA/SQE的朋友也都很熟悉,需要给每个零部件签署PSW这么⼀个玩意⼉,天啦,⼀般的⾏外⼈看的是⼀头雾⽔,好懵啊。
其实⼤家有所不知,PPAP可以称得上是零件的宝典,它包含了许多零件的秘密,你没有说明书,你就打不开这些秘密哦,今天闪亮君就给⼤家详解⼀下打开PPAP这个宝典的密钥。
⼀.PPAP的前世今⽣PPAP(Production Part Approval Process)中⽂全称为⽣产件批准程序,是IATF 16949的五⼤⼯具之⼀,AIAG的《PPAP⽣产件批准程序⼿册》是做⽣产件批准的国际通⽤指导⽂件,⽬前最新版为第四版,我们通常所说的PPAP我们通常认为有⼴义和狭义之分,⼴义的PPAP是指在新品开发,⽣产条件变更等完成之前进⾏重要APQP要素的审核并运⾏,简称PPAP运⾏审核;⽽狭义的PPAP就是我们最熟悉的PPAP⽂件包的提交了。
PSW (Part Submission Warrant)中⽂全称为零部件提交保证书,PSW是PPAP⽂件包的提交⽂件之⼀,同时也是APQP最终收尾,盖棺定论的重要⽂件,是供应商向顾客证明已经具备了能够向顾客提供持续满⾜顾客要求产品能⼒(哇喔,真的好拗⼝)的担保书,国际惯例认为PSW的签署完毕表明了顾客认可零部件可以批量供货。
⼆、 PPAP基本概念1. PPAP⽬的(1)⽤来确定供应商是否已经正确理解了顾客⼯程设计记录和规范的所有要求;(2)在执⾏所要求的⽣产节拍条件下的实际⽣产过程中,具有持续满⾜这些要求的能⼒。
2. PPAP应⽤对象适⽤于散装材料、⽣产材料、⽣产件或服务件组织的内部和外部现场。
对于散装材料,不要求PPAP,除⾮经授权的顾客代表规定。
3. PPAP适⽤范围关于什么情形下需提交PPAP恐怕是我们很多合作伙伴⾮常迷糊的事情,那闪亮君就和⼤家⼀起重温⼀下适⽤范围,加深印象吧。
任务跟进表
一般
11
10月9日 日常稽查 3863反射板漏压铆钉不良回复8D报告
检验
一般
12Βιβλιοθήκη 10月9日 日常稽查 品质系数评定落实
系统
严重
13
10月14日 日常稽查
在《包装通用技术规范》和《出货检验作业规 检验 范》中增加 出货外箱标签粘贴位置
一般
14
10月14日 日常稽查
10月9日华为双周例会不合格的8D报告优化进 展
制程
一般
36
11月7日 日常稽查 隔离条装配变更
制程
一般
37
11月14日 日常稽查
在组织构建、体系、流程建设不建全,弗兰德 系统 高层必须给出整改计划
严重
38
对于日常问题的管理缺乏有效的闭环跟踪;日 11月14日 日常稽查 、周、月稽查活动未落实开展(文件、稽查内 制程 容、稽查问题跟进) 员工着装不统一,新员工没有区分袖章,员工 11月14日 日常稽查 未穿工鞋作业,客户进入现场也没有要求穿鞋 制程 套 对于客户投诉问题关注度严重缺乏,主管、生 11月14日 日常稽查 产员工对当前产品历史客诉不清楚,对近期客 客诉 诉问题也不清楚 生产现场工装无编号,且未做日常点检、维护 记录,须对所有工装进行统一管理且进行日常 11月14日 日常稽查 制程 点检(其他厂商有出现因此问题造成的批量问 题) 2楼振子预装区,不良品区和良品区未隔离摆 放,容易混淆,导致不良品混入良品中;须对 制程、标 11月14日 日常稽查 所有现场进行排查同类问题及相似物料的区分 示 摆放管理 A线生产21510548(40704770)反射板,由于 反射板两边高低不等,放在平的支撑加上致反 11月14日 日常稽查 制程 射板倾斜,打螺丝容易造成变形,存在质量隐 患须改善 11月14日 日常稽查 C、D线不符合生产组件化条件,现场没有使用 制程 组件化工装、没有流水线,需要停线整改
APQP开发计划进度表

计和开发总策划-APQP进度表
文件编号: 输出文件
备注
QR8.3-34小组可行性承诺
QR8.3-35产品设计和开发输出评审 QR8.3-36 APQP产品设计阶段评审报 告
QR8.3-37产品/过程质量体系评审 QR8.3-38过程设计和开发输入评审
计和开发总策划-APQP进度表
文件编号: 输出文件
QR8.3-16样件控制计划
QR8.3-17新设备工装和试验设备检查表 QR8.3-18新设备工装检测设备开发计划 进度表 QR8.3-19产品安全防护表
计和开发总策划-APQP进度表
文件编号: 输出文件
备注
QR8.3-20产品材料用量规格表(BOM) QR8.3-21工程规范审查意见 QR8.3-22产品防错一览表 QR8.3-23可制造性和装配性设计 QR8.3-24模具配置申请表 QR8.3-25模具设计任务书 QR8.3-26模具制造报价单 QR8.3-27模具供方评定表 QR8.3-28模具加工合同 QR8.3-29模具跟踪评审验收记录 QR8.3-30正样样品检验、小结报告 QR8.3-31设计和开发验证记录 QR8.3-32设计和开发确认记录 QR8.3-33设计和开发更改记录
32 设计和开发确认
1
/技术
33 设计和开发更改
1
/技术
项目名 称:
序号
内容
34 小组可行性承诺 35 产品设计和开发输出 36 产品设计阶段评审 第三阶段:过程设计和开发 37 产品/过程质量体系评审 38 过程设计和开发输入评审
设计和开发总策划-APQP进度表
料号:
产品+过程设计
工期
完成 日期
完成 日期
1-2月
进度表中英文版

客户模具进度跟踪报表 Part Number:产品编号 Mold Completion Date: 模具完成日期 Material: 材料 Phone: 电话 Start Date % Complete 开始日期 完成量 Date Complete 完成日期
TOOL DESIGN PHASE (模具设计阶段)
CAVITY"A"PLATE (型腔“A”板)
Rough CNC(CNC粗加工) Finish CNC(CNC精加工) EDM(EDM) Polishing(抛光)
CORE"B"PLATE(型芯“B”板)
Rough CNC(CNC粗加工) Finish CNC(CNC精加工) EDM(EDM) Polishing(抛光)
Tool Design-Preliminary(模具设计前期) Order Mold Base-After Customer Approval Process(客户同意购订模胚) Order Core and Cavity Steel-After Customer Approval Process (客户同意购订型芯和型腔)
MOLD ASSEMBLY(模具装配)
Rough Fitting(粗飞模) Final Fitting(最终飞模)
MOLD SAMPLING(模具样办)
Plastic Resin Available(备用塑胶树脂) Sample Date(提交样板日期) Air Express Ship Date - From China # of pcs. (空运/船运日期-从中国#PCS
Tool Design-Finn! (模具设计最终完成)
Байду номын сангаас
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
深孔钻/钻床 计划 11.30 实际
CNC 计划 12.3 实际
热处理 计划 12.7 实际
磨床 计划 12.8 实际
CNC 计划 12.9 实际
线切割 计划 12.10 实际
装配/合模 计划 12.13 实际
磨床 计划 12.14 实际
EDM 计划 12.16 实际
装配 计划 12.17 实际
精雕 计划 12.18 实际
加工科
生产 科
质量科
工艺科
钳工组长
项目科
生产经理
总监
模具名称
模具编号
模具制造作业计划--模具关键件加工计划/进度跟踪表
要求交模日期
首次试样日期
设计
表格编 号/版
计划编制
项目跟踪
记录编 号:
模架
到厂日期 计划 12.5 实际
拆模检查 计划 12.6 实际
抛光
计划
钳工安 排
实际
装配合模 计划 12.20 实际
T0 计划 12.20 实际
定模芯 A021.A022
抛光
计划
钳工安 排
实际
滑块6件 C310-C316
精雕 计划 12.2 实际
钻床 计划 12.4 实际
装配 计划 12.5 实际
CNC 计划 12.7 实际
线切割 计划 12.8 实际
EDM 计划 12.10 实际
装配 计划 12.13 实际
抛光
计划
钳工安 排
实际
此套模具项目特别交代,在12.20试模。请各单位严格控制时间节 点,如有问题马上上报科长。
动模芯 B021.B022
深孔钻/钻床 计划 11.30 实际
CNC 计划 12.3ቤተ መጻሕፍቲ ባይዱ实际
热处理 计划 12.7 实际
磨床 计划 12.8 实际
CNC 计划 12.9 实际
线切割 计划 12.10 实际
EDM 计划 12.12 实际
装配/合模 计划 12.14 实际
磨床 计划 12.15 实际
EDM 计划 12.18 实际