台达PLC编程设计实例.
台达plc编程手册.
4.1 通讯口.......................................................................................................................... 4-2 4.2 ASCII 模式通讯协议.................................................................................................... 4-3
1.5.1 创建一个 PLC 梯形图程序 .........................................................................1-6 1.5.2 LD / LDI (常开或者常闭节点的载入) ...........................................................1-7 1.5.3 LDP / LDF (上升沿或者下降沿指令的载入) ................................................1-7 1.5.4 AND / ANI (常开节点或常闭节点的串接) ....................................................1-7 1.5.5 ANDP / ANDF (上升沿或下降沿节点的串接) ..............................................1-7 1.5.6 OR / ORI (常开节点或常闭节点的并接) ......................................................1-8 1.5.7 ORP / ORF (上升沿或下降沿节点的并接) ..................................................1-8 1.5.8 ANB (区块串接) ..........................................................................................1-8 1.5.9 ORB (区块串接) ..........................................................................................1-8 1.5.10 MPS / MRD / MPP (Branch instructions 分支指令) ....................................1-9 1.5.11 STL (步进梯形程序) ..................................................................................1-10 1.5.12 RET (返回) ................................................................................................1-10 1.6 梯形图和指令的转换................................................................................................... 1-11 1.7 梯形图的化简 .............................................................................................................1-15 1.8 常用基本程序设计范例 ...............................................................................................1-18
台达PLC中PID例子
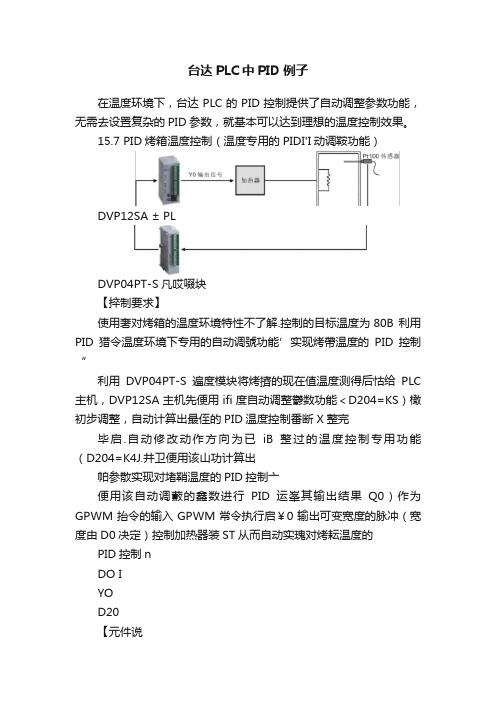
台达PLC中PID例子在温度环境下,台达PLC的PID控制提供了自动调整参数功能,无需去设置复杂的PID参数,就基本可以达到理想的温度控制效果。
15.7 PID烤箱温度控制(温度专用的PIDI'I动调鞍功能)DVP12SA ± PLDVP04PT-S凡哎啜块【捽制要求】使用奢对烤箱的温度环境特性不了解.控制的目标温度为80B 利用PID猎令温度环境下专用的自动调號功能’实现烤帶温度的PID控制“利用DVP04PT-S遍度模块将烤擠的现在值温度测得后怙给PLC 主机,DVP12SA主机先便用ifi度自动调整鬱数功能<D204=KS)橄初步调整,自动计算出最侄的PID温度控制番断 X整完毕启.自动修改动作方向为已iB整过的温度控制专用功能(D204=K4J.井卫便用该山功计算出帕参散实现对堵鞘温度的PID控制亠便用该自动调藪的鑫数进行PID运峯其输出结果Q0)作为GPWM抬令的输入GPWM常令执行启¥0输出可变宽度的脉冲(宽度由D0决定)控制加热器装ST从而自动实瑰对烤耘温度的PID控制nDO IYOD20【元件说明】PLC软元件控制说明M0PID动作方向选择M1PID指令运算启动Y0可碉雙脉冲宽度的脉冲输出DO PID运算输岀结果D1O n口标溫度值D11温度现在值D20 n GPWM指令的运算周期D200PID取样时间参数【控制程序】【程序说射】值(SV)色今现在值(PV}吕3今參数{通常襦自己进行谓植和没参数的定义请参考本例堀后的PIDSfta)D今输出值(MV)(D ?好指定加争电保捋的数据寄存器)PID指令便用的拎制环境很菲.周此诸适十地选収动作方向.木例中温度白动调整功能吴适用于温愷控制环境,切勿便用崔遠度.用力等拎制环境中.以免造成不当的现象产生.绘来说?山丁控制环境不也PID的控制豔数(除温度控制环境下捉供门动谓螯功能外)需靠经验和测试来阔林,一般的PID指令參数调费方法:肯先将K,及K Q值设为0*按打龙后分別i殳设呂心为出10. 20及<h别记录其及即製I阍启得知忌为40 i | ■其反应会有过冲现氯闵此不选用:而心勿20 '■!.其PV反应曲线接近刖值且不会育过冲现舉.但是由丁怕动过如因此输出值仙料间債会JB九所以周虑暂不选用;接着Kp为W时.英PV反应曲线接近SWft并且是比较平消接近,IS此町虑使用此值*毘后心为5时,其反应过慢.凶此也暂不考也使用v选定K P为10后,先调整Ki值由小到大(如1、2、4至8九以不超过心值为总则:决后再调整陥由小到大(如6DX 0 0& 0?1及0Q?以不超过心的40*为掾服垠后时间附注豪本方法仅供參母? I对此使用者还需依实际控制系统状况*自打调热适合的控制簿艱温度控制环境F台达PLC^J PHD垢令提供了自动调捷功能”可不用调整PID裁数就能达到埋想的温度芒制效杲.木例中温度『I功调整的过程¥初步调整,自动计尊帰H PID温鬼拧制参数.存在D20AD219,其淑度响丘曲线如下,1.! ?■..? J - !.Hlfl若便用苦罢數设置超⑴汕阴将以庄右极限为其肚置值,但动作方向(DIR)若超出范隔*则预设为4取样时间T魚的最大差值为? C1次扫描周期+1ms) “ <1次打描周期)?如果谋疋值对输出造成影响的话?请将扫描周期WW定,或使用干时间屮斷了程序内亠PID的测定值tPV) T PID执彳亍运算动作前必烦是■个薔定值.如果耍抓取DVP-04AD / DVP-04XA/ DVP-04PT / DVP-04TC 模块的输扎偵作PID 运算时“ 请注点这些BS块的A/D转换时问。
台达plc编程手册.
4.1 通讯口.......................................................................................................................... 4-2 4.2 ASCII 模式通讯协议.................................................................................................... 4-3
4.2.1 ADR (通讯地址).......................................................................................... 4-3 4.2.2 命令码及数据 ............................................................................................. 4-4 4.2.3 LRC 校验 (校验和)..................................................................................... 4-5 4.3 RTU 模式通讯协议...................................................................................................... 4-7 4.3.1 地址 (通讯地址) ......................................................................................... 4-7 4.3.2 命令码及数据 ............................................................................................. 4-7 4.3.3 CRC 校验 (校验和) .................................................................................... 4-9 4.4 PLC 装置地址 .............................................................................................................4-11 4.5 功能码........................................................................................................................ 4-13 4.5.1 功能码: 01, 读接点状态 (不可读输入接点状态)....................................... 4-13 4.5.2 功能码: 02, 读接点状态 (可读输入接点状态) .......................................... 4-14 4.5.3 功能码: 03, 读出寄存器内容值 ................................................................ 4-15 4.5.4 功能码: 05, 强制单独节点状态 ................................................................ 4-16 4.5.5 功能码: 06, 预设单独寄存器的值............................................................. 4-17 4.5.6 功能码: 15, 强制多个接点........................................................................ 4-17 4.5.7 功能码: 16, 预设多个寄存器的值............................................................. 4-19
台达PLC使用案例101例[1]
![台达PLC使用案例101例[1]](https://img.taocdn.com/s3/m/27fdd4513c1ec5da50e270fa.png)
1.18 STL 步进方式手自动控制 ...............................................................1-24
1.7 上电时参数的自动初始化 ................................................................1-7
1.8 传统自保持回路与 SET/RST 应用 ...................................................1-8
3.12 洗手间自动冲水控制程序 ..............................................................3-19
3.13 一般定时器实现累计型功能...........................................................3-21
2.3 产品出入库数量监控 (32 位上下数计数器) ......................................2-3
2.4 3 个计数器构成的 24 小时时钟.........................................................2-4
6.2 ZCP 水塔水位高度警示控制 .............................................................6-3
6.3 BMOV 多笔历史资料备份 ................................................................6-4
台达PLC编程技术及应用案例

目录分析
目录分析
随着工业自动化水平的不断提高,可编程逻辑控制器(PLC)在工业生产中发挥着越来越重要的 作用。台达PLC作为一种广泛使用的PLC品牌,其编程技术及应用案例对于工业自动化从业者具有 重要的参考价值。本书将对《台达PLC编程技术及应用案例》这本书的目录进行深入分析,以便 读者更好地理解和掌握相关内容。 《台达PLC编程技术及应用案例》这本书的目录结构清晰明了,共分为四大部分:基础篇、提高 篇、案例篇和附录篇。每个部分都包含若干章节,共计二十一章。目录采用分页和章节标题的形 式,方便读者快速查找和定位所需内容。 第一章到第四章为基础篇,主要介绍了台达PLC的硬件组成、软件安装及使用、编程语言及指令 系统等基础知识。这些章节的内容是学好台达PLC编程技术的关键,为后续章节的学习打下了坚 实的基础。
精彩摘录
然而,本书也存在一些不足之处,例如在一些技术细节方面可能有所欠缺,或者部分案例的实现 方法可能不够优化。针对这些不足,建议读者在阅读本书时,结合实际应用场景进行理解,并通 过实践来掌握相关技术。为了更好地学习和应用PLC编程技术,读者还可以结合网络资源、视频 教程等途径进行学习。
阅读感受
内容摘要
通过阅读这本书,读者可以全面了解台达PLC编程技术在自动化控制领域中的应用前景,同时掌 握相关技术和方法。本书适用于自动化控制领域的工程师和技术人员,对于从事工业自动化行业 的读者来说是一本非常有价值的参考书籍。
精彩摘录
精彩摘录
随着工业自动化水平的不断提高,可编程逻辑控制器(PLC)在工业控制领域中发挥着越来越重 要的作用。众多PLC品牌中,台达PLC以其高品质和广泛的应用范围而受到用户的青睐。为了帮助 读者更好地理解和应用台达PLC编程技术,本书将摘录《台达PLC编程技术及应用案例》一书中的 精彩内容,进行分析评价,并揭示台达PLC在工业控制领域的应用前景。 《台达PLC编程技术及应用案例》是一本全面介绍台达PLC编程技术及应用的实用指南。本书具有 以下几个特点: 编程语言简单易懂,易于学习:本书采用通俗易懂的语言,逐步引导读者了解和掌握台达PLC的 编程技术,使初学者能够快速上手。 案例丰富,可以涵盖各种控制领域:本书通过众多典型案例,详细介绍了台达PLC在各个控制领 域中的应用,包括顺序控制、过程控制、运动控制等。
台达plcmov指令使用方法实例

台达plcmov指令使用方法实例台达PLC在工业控制领域应用广泛,其MOVR指令是运动控制指令中的重要组成部分,用于实现伺服电机的定位控制。
本文将结合实例,详细介绍台达PLC中MOVR指令的使用方法。
**台达PLC MOVR指令使用方法实例**一、MOVR指令简介台达PLC的MOVR(Move Relative)指令是相对移动指令,主要用于控制伺服电机的相对移动。
通过设置指令参数,可以实现位置、速度和加速度的控制。
二、MOVR指令格式MOVR指令的基本格式如下:```MOVR [轴号], [目标位置], [速度], [加速度];```其中,轴号代表控制的伺服轴,目标位置、速度和加速度分别设定相对移动的目标值。
三、实例说明假设我们有一个应用场景,需要控制轴号为1的伺服电机从当前位置移动到相对位置1000步,速度为100步/秒,加速度为20步/秒。
1.首先,在PLC程序中找到适当的程序段,插入MOVR指令。
2.设置指令参数:- 轴号:1- 目标位置:1000- 速度:100- 加速度:203.完整的MOVR指令如下:```MOVR 1, 1000, 100, 20;```四、注意事项1.使用MOVR指令前,请确保已正确配置伺服驱动器和电机参数。
2.目标位置、速度和加速度的设置需要根据实际应用场景和电机性能进行调整。
3.使用MOVR指令时,请注意安全,避免发生碰撞或其他意外情况。
五、总结通过以上实例,我们可以了解到台达PLC中MOVR指令的使用方法。
在实际应用中,掌握MOVR指令有助于实现精确的运动控制,提高自动化设备的性能。
请根据实际需求,合理设置指令参数,确保设备安全、稳定运行。
注意:本文仅供学习和参考,实际操作请遵循台达PLC的相关规定和指导。
台达_plc_课件-第8章_PLCde_综合应用实例

这个程序比较复杂,我们将分步对图8.6进行解释。 1.程序的启动与排空 当按下启动按钮后,X0闭合了1个扫描脉冲时间,提供了1个启动信号,之后就处于 断开状态。启动信号发出后,内部继电器M0线圈通电,触点M0闭合,此处是个自 锁回路。接下来,闭合的触点M0,使Y2线圈通电,出口阀打开进行排空,计时器 T0开始计时。 30s后,T0动作,首先是常开触点T0闭合,而后程序完成1个扫描周期,进入下1周期,重 头开始扫面,使常闭触点T0打开,线圈Y2断电,出口阀关闭。 2.主程序的运行 当T0计时30s后,主程序开始运行。 首先,程序进入1个逻辑转换。逻辑转换是利用内部继电器表达多个元器件之间的逻 辑关系,梯形图程序中经常用到的。在此,当T0计时30s后,常开触点T0虽然闭合 ,但由于Y2的常闭触点的存在,M1此时还不能通电,因为线圈Y2通电时,Y2的常 闭触点是打开的。程序要在T0计时到达30s后的下1扫描周期,将线圈Y2前的常闭 触点T0打开,使线圈Y2断电,而后线圈M1前的常闭触点Y2闭合,此时线圈M1通电
打包完成后,打印生产日期;传感器B用于检测包装箱,统计产量,下线。
此处只描述了生产线上几个简单的动作,实际上产线要比这复杂的多,考虑的要求 和过程也不是如此简单,想完成整条生产线的控制,需要长期的学习并积累一定 的工作经验。
第8章 PLC的综合应用实例
8.2 产品批量包装与产量统计
8.2.2 确定控制方案
第8章 PLC的综合应用实例
8.3 液体自动混合系统的控制
8.3.1 分析控制要求和过程
本例主要是给出PLC中定时器的使用方法。图8.5是两种液体自动混合装置示意图。 混合槽左边有2个液面传感器,分别表示高低液位,液体掩没传感器时,传感器的 控制触点接通,否则断开。A阀控制A种液体的流入,B阀控制B种液体的流入。混 合搅拌均匀后的液体通过出口阀流出。M为搅拌电动机。假设2种液体可连续供给 ,混合液可由出口连续排出。此时控制要求和过程如下: 当混合槽启动时,A、B阀关闭,出口阀打开30s将容器放空后关闭。排空后,出口阀 关闭, A阀打开,A种液体流入混合槽中,当液面 达到“低液位”时,A阀关闭,B阀打开,B种液体流入 混合槽中,当液面达到“高液位”时,B阀门关闭,电 动机开始转动,进行搅拌,2min后停止,出口阀打开, 放出搅拌均匀的液体。经过30s后,容器放空,混合液 体阀门关闭,又开始下一周期的操作。 此外需要有停止和急停按钮。停止按钮可在某次混 合液体排空后,使程序停止。急停按钮能使控制程序直 接停止。
台达PLC编程设计实例

调试过程
在模拟环境中进行测试,确保程序逻辑 正确无误,然后在实际设备上进行调试 ,确保电机能够按照要求进行启停。
实例二:温度控制系统
通过台达PLC编程实现
总
对温度的控制,实现温结度的精确调节。 Nhomakorabea词
使用台达PLC编程软件,
设 计
2. 熟悉台达PLC在工业控制中的应用 场景;
3. 培养读者分析和解决实际问题的能 力;
4. 为读者在实际工作中应用台达PLC 技术提供参考和借鉴。
02 台达PLC基础知识
台达PLC简介
定义
台达PLC,全称为台达可编程逻辑控制器,是一种工业自动化 控制设备,用于执行顺序控制、逻辑运算、计数、定时等操作, 并通过数字或模拟输入/输出控制各种类型的机械或生产过程。
应用领域
广泛应用于电力、石油、化工、钢铁、有色金属、采矿、环 保、建材、造纸、汽车制造、包装、食品加工等工业领域。
台达PLC编程语言
1 2
指令表编程语言
使用类似于助记符的形式编写程序,如LD (Load)、AND(AND)、OUT(Output) 等。
顺序功能图编程语言
使用图形化方式描述控制系统的流程和功能,易 于理解和维护。
故障或安全事故。
易用性和可维护性
程序应具备良好的用户界面和易于维 护的特点,方便操作人员使用和工程
师维护。
兼容性和可扩展性
在编写程序时应考虑未来可能的硬件 升级或扩展,保证程序的兼容性和可 扩展性。
数据安全和隐私保护
在程序中应采取必要的数据加密和隐 私保护措施,确保数据的安全性和隐 私不被侵犯。
05 结论
台达PLC编程设计实验手册

目录基本实验一基本逻辑指令实验1.1 走廊灯两地控制【控制要求】❖楼上楼下都可以控制走廊灯的亮或灭。
PLC软元件控制说明X0 楼下开关X1 楼上开关Y0 走廊灯【参考程序】--空白处请补充完整X0X1Y0END X11.2 走廊灯三地控制【控制要求】❖走廊东西侧以及中间开关都可以控制走廊灯的亮或灭。
PLC软元件控制说明X0 走廊东侧开关X1 走廊中间开关X2 走廊西侧开关Y0 走廊灯【参考程序】--空白处请补充完整X0X1X0X0X0Y0 X2X1X2END X1X2X2MEMO基本实验二 微分、锁存器指令实验2.1 按钮操作作响提示【控制要求】❖ 有按钮操作时,无论时间长短,蜂鸣器发出1秒钟声响。
PLC 软开关 控制说明X0按钮 Y0信号灯及蜂鸣器 【参考程序】--空白处请补充完整X0M0Y0Y0ENDT0M0PLSTMRT0K102.2 开关操作作响提示【控制要求】❖ 有开关操作时,无论通断瞬间,蜂鸣器发出1秒钟声响。
PLC 软开关 控制说明X0按钮 Y0信号灯及蜂鸣器 【参考程序】--空白处请补充完整X0Y0M1Y0M0T0P L S M 0E N DP L FT M RT0K10MEMO基本实验三计时器指令实验3.1 通电延时控制【控制要求】❖开关拨到ON状态时,2秒钟过后,指示灯才亮,拨到Off状态时,指示灯立即熄灭。
PLC软元件控制说明X0 指示灯开关,当拔到ON,X0状态为ONT0 计时2秒定时器,时基为100ms的定时器Y0 输出指示灯【参考程序】--空白处请补充完整X0TMR K20 T0Y0END3.2 断电延时控制【控制要求】❖ 开关拨到ON 状态时,灯立即被点亮,拨到Off 状态时,2秒钟过后,指示灯才熄灭。
PLC 软元件 控制说明X0指示灯开关,当拔到Off ,X0状态为Off T0计时2秒定时器,时基为100ms 的定时器 Y0输出指示灯【参考程序】--空白处请补充完整X0X0Y0ENDT0TMRT0K203.3 通电断电延时控制【控制要求】❖开关有OFF~ON动作时,5秒钟后指示灯才被点亮,开关由ON~OFF动作时,3秒钟后指示灯才熄灭。
台达PLC编程设计实例共34页文档PPT文档共36页

11、用道德的示范来造就一个人,显然比用法律来约束他更有价值。—— 希腊
12、法律是无私的,对谁都一视同仁。在每件事上,她都不徇私情。—— 托马斯
13、公正的法律限制不了好的自,因为好人不会去做法律不允许的事 情。——弗劳德
14、法律是为了保护无辜而制定的。——爱略特 15、像房子一样,法律和法律都是相互依存的。——伯克
31、只有永远躺在泥坑里的人,才不会再掉进坑里。——黑格尔 32、希望的灯一旦熄灭,生活刹那间变成了一片黑暗。——普列姆昌德 33、希望是人生的乳母。——科策布 34、形成天才的决定因素应该是勤奋。——郭沫若 35、学到很多东西的诀窍,就是一下子不要学很多。——洛克
三菱PLC台达伺服实例
三菱PLC台达伺服实例
编辑整理:
尊敬的读者朋友们:
这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(三菱PLC台达伺服实例)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为三菱PLC台达伺服实例的全部内容。
三菱PLC台达伺服A2实例PLC梯形图,简单的测试用,本人已测试过
接线说明:
45、47、49COM-接PLC电源0V
11COM+、35I_S接PLC电源24V
9DI1—接PLC的Y5
41PULSE接Y0
37SIGN接Y4
伺服驱动器设置:
参数设置值说明
P0-02 2 伺服面板显示脉冲指令脉冲计数P1—00 2外部脉冲输入形式设置为脉冲+方向
P1-01 0位置控制模式(命令由外部端子输入)
P2—10 101当DI1=ON时,伺服启动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
【控制要求】
电梯三层,可以自动控制运行。
显示界面应包括楼层显示,电梯运行指示,当前时间显示。 输入端口应包括楼层输入,开/关门操作,报警按钮。
可以增加语音提示。
实例四
4
三层电梯自动控制系统
【系统设计思路】
电梯自动控制在算是一个稍微复杂的系统,要判断本层是
第几层,还有按键有信号时判断目标层与本层之间的关系,
实例三
3
铁塔之光彩灯控制系统 【例程界面】
实例三
3
铁塔之光彩灯控制系统
【控制要求】
彩灯控制提供多种选择模式,提供选择按钮,选择模式后
当触发键按下则开始闪烁。 再次按下触发键则停止。
按下开关到Off 状态后,所有彩灯熄灭。
彩灯闪烁模式自行设计。
实例三
3
铁塔之光彩灯控制系统
【系统设计思路】
S 10
S0 S 20
S1 1
S 12
S 13
S 21
S 22
S 23
并行分支的步进流程图
实例二
2
电镀生产线自动控制系统 【例程界面】
实例二
2
电镀生产线自动控制系统 【控制要求】
电镀生产线采用PLC 来控制生产过程的自动进行,完成线 路板的电镀,行车架上装有可升降吊钩,吊钩上装有夹具, 该夹具执行夹取、释放工件的动作。行车和吊钩各由一台电 动机控制,配置控制盘进行控制。生产线有电镀槽、回收液 槽、清水槽三槽位,分别完成工件电镀、电镀液回收,工件 清洗等工作。 工艺流程:从取工件处夹取未加工工件→工件放入电镀槽 电镀280 分钟→放入回收液槽浸泡30 分钟→放入清水槽清洗 30 秒钟→将工件放入传送带。系统应该有原点回归功能。
从而控制电机运转方向,到达目标层后,开门关门动作时 间控制。
电梯在运行中是靠安装在电梯系统中的行程开关以及其他
光电传感器判断电梯位置和到达目标层的位置,简单的控 制策略就是,采集-判断-输出。
电梯控制流程图如下图所示。
实例四
4
电 梯 控 制 流 程 图
实例五
5
液体混合自动控制系统 【例程界面】
S10
注入
搅拌
S20
放液
S30
系统编程采用步进点,分为三个S步进对其编程。
实例六
6
水塔水位警示控制系统 【例程界面】
实例六
6
水塔水位警示控制系统
【控制要求】
大型公用水塔利用模拟式液位高度测量仪(0~10V 电压输
出)测量水位高度,进行水位的控制。 水位处于正常高度时,水位正常不进行给水动作,当模拟 式液位高度测量仪输出电压小于2V时进行给水动作,大于9V 时停止给水。
实例二
2
电镀生产线自动控制系统 【系统设计思路】
系统同样采用步进原理,首先是启动电源开关,然后对系 统进行原点回归一次,然后循环执行电镀工作。 回归原点则是无论在什么位置都回到左极限处等待开始, 在自动运行键下后吊钩则开始往下运动,当碰到下限位开 关后则停止往下,转而抓取工件向上运动,到达上限位开 关后水平往右行驶,电镀槽以及回收液槽,清水槽工作流 程也都是如此。 系统在工作过程中,电源优先级别最高,关闭电源后,原 点回归和自动运行均无效。
实例五
5
液体混合自动控制系统
【控制要求】
液体混合自动控制是开始同时注入A,B两种液体,到达上
浮标后停止送液。 接下来开始对A,B液体进行搅拌,搅拌均匀后,打开阀门
放出混合后的液体。
液体释放到达下浮标后停止放液,A,B管阀门开又开始注 入工作。
实例五
5
液体混合自动控制系统 【系统设计思路】
本系统的工作流程非常清晰,如下图:
黄灯亮时车和人不能再通过马路,黄灯亮5 秒的目的是让 正在十字路口通行的人和车有时间到达对面马路。
实例一
1
十字路口交通灯控制系统 东西方向交通灯状态变化规律
南北方向交通灯状态变化规律
实例一
1
十字路口交通灯控制系统
【系统设计思路】
本例是应用并行分支的步进流程来设计,分为东西和南北 方向两个流程,两个流程同时进行。
6
7 8
实例一
1
十字路口交通灯控制系统 【例程界面】
实例一
1
十字路口交通灯控制系统 【控制要求】
设东西方向车流量较小,红灯亮时间为60 秒,而南北方向
车流量较大,红灯亮时间为30 秒。
东西方向的红灯时间就是南北方向的“绿灯时间+绿灯闪 烁时间+黄灯时间”,反之,南北方向红灯时间就是东西方
向的“绿灯时间+绿灯闪烁时间+黄灯时间”。
本系统相对比较简单,设计中用按钮进行模式切换,并且
有触发键控制其开启或停止,重点在模式的设计和程序的
编写。 模式可以是流水灯,也可以是循环左移右移以及隔一秒奇
数号灯亮,一秒钟后偶数号灯亮,这样以此闪烁,可以考
虑用到CML指令和ROL等指令。
实例四
4
三层电梯自动控制系统 【例程界面】
实例四
4
三层电梯自动控制系统
台达PLC编程设计实例
WJSC Aug.24 2010
目录
1
实例一:十字路口交通灯控制系统
实例二:电镀生产线自动控制系统 实例三:铁塔之光彩灯控制系统
2
3 4 5
实例四:三层电梯自动控制系统
实例五:液体混合自动控制系统 实例六:水塔水位警示控制系统 实例七:KTV包厢呼叫控制系统 实例八:PLC扩展模块识别系统
实例二
2
电镀生产线自动控制系统
左极限
回 归 原 点 后 抓 取 工 件 流 程 示 意 图
往右运动循环一圈 后又回到左极限
到达左极限后 开始往下运动
往右运动
电源 开
到达上极限后 则往右运动
上极限 抓取
下极限
到达下极限 后抓取工件
到 达 右 极 限 后 释 放 的 操 作 原 理 相 同
抓取工件 向上运动
实例二
2
电镀生产线自动控制系统
电镀槽极 限
电 镀 槽 电 镀 操 作 流 程 示 意 图
往右运动进行下一 个流程操作
到达电镀槽极限后 开始往下运动
往右运动
电源 开
到达上极限后 则往右运动
上极限 电镀
下极限
到达下极限 后开始电镀
回 收 液 槽 和 清 水 槽 流 程 原 理 相 同
电镀时间到向 上运动
东西方向流程处于红灯状态时,南北方向流程应相应的处
在绿灯,绿灯闪烁,黄灯流程。 东西方向流程结束后(红灯熄灭),南北方向流程也应
结束(黄灯熄灭),返回初始步进点S0。
步进点从一个流程转移到另一个流程时,前一个流程的 状态(包括步进点和Y 输出点)相应被复位。
实例一
1
十字路口交通灯控制系统 【系统设计思路】
实例六
6
水塔水位警示控制系统 【系统设计思路】
系统是一个根据条件控制水管给水和不给水动作系统。 系统中的传感器信号是来自模拟模拟式液位高度测量仪信