埃斯顿PAC15电子凸轮控制器操作手册
埃斯顿机器人ER系列机器人操作手册
安全注意事项使用前(安装、运转、保养、检修),请务必熟读并全部掌握本说明书和其他附属资料,在熟知全部设备知识、安全知识及注意事项后再开始使用。
本说明书中的安全注意事项分为“危险”、“注意”、“强制”、“禁止”四类分别记载。
误操作时有危险,可能发生死亡或重伤事故。
误操作时有危险,可能发生中等程度伤害、轻伤事故或物件损坏。
必须遵守的事项禁止的事项即使是属于“注意”类的事项,也会因情况不同而产生严重后果,故任何一条“注意”事项都极为重要,请务必严格遵守。
虽然不符合“注意”或“危险”的内容,但为了确保安全和有效的操作,用户也必须遵守的事项,将会在相关处加以叙述。
●操作机器人前,按下机器人电控柜前门及示教器上的急停键,并确认伺服电源被切断。
伺服紧急情况下,若不能及时制动机器人,则可能引发人身伤害或设备损坏事故。
急停键●解除急停后再接通伺服电源时,要解除造成急停的事故后再接通伺服电源。
由于误操作造成的机器人动作,可能引发人身伤害事故。
急停状态解除●机器人在正常运行过程中拍下急停属于非法操作,会明显减少电机及减速机的使用寿命,只有在紧急情况下如操作人员遇到潜在的危险等情况下可拍下急停按钮。
●在机器人动作范围内示教时,请遵守以下事项:- 保持从正面观看机器人。
- 遵守操作步骤。
- 考虑机器人突然向自己所处方位运动时的应变方案。
- 确保设置躲避场所,以防万一。
■由于误操作造成的机器人动作,可能引发人身伤害事故。
●进行以下作业时,请确认机器人的动作范围内没人,并且操作者处于安全位置操作:- 机器人电控柜接通电源时。
- 用示教器操作机器人时。
- 试运行时。
- 自动再现时。
不慎进入机器人动作范围内或与机器人发生接触,都有可能引发人身伤害事故。
另外,发生异常时,请立即按下急停键。
急停键位于电控柜前门及示教器的右侧。
本书常用词汇定义“ESTUN ROBOTICS”是埃斯顿工业机器人的商品名。
ESTUN ROBOTICS 由机器人本体“机器人”、机器人电控柜“电控柜”、“示教器”和“供电电缆”构成。
NTC-80、110、160 吨高精密冲床技术资料
技术方案NTC-80、110、160 吨高精密冲床南通锻压设备股份有限公司2013年7月1 综述本高精密冲床是我公司根据市场需求和发展方向,集合国外先进的设计工而成,具有精持好,机床钢性强的特点,适用于冲孔、落料、浅拉伸等加工。
附机器照片:地址:江苏省如皋经济开发区柴湾工业园区ADD:Chaiwan Industrial Zone,Rugao City,Jangsu Province,P.R.China地址:江苏省如皋经济开发区柴湾工业园区ADD:Chaiwan Industrial Zone,Rugao City,Jangsu Province,P.R.China主要结构及技术性能情况1.1机身采用高质Q235A钢板焊接结构,熱时效消除内应力处理,钢性好,机身加工是采用进口机床(捷克落地镗床)一次装夹加工完成,主要传动轴承采用合金铜,经液氮速冻后再组入机身,让它在一定时间内膨胀到二者合一后,进行精加工。
所以精度完全保证在0.03mm之内。
底脚配置减震垫,具有高强的减震效果。
1.2曲轴纵放,结构紧凑,外形美观;材质为42CrMo锻打而成、后经专业检测仪器对材料进行探视,确保材质及密度达标,完成强度检验后,再经过调质、高频处理、精密研磨加工而成,完全精度保证在0.01mm之内。
1.3滑块采用高质原材料铸造结构,具有极高的吸震效果。
经回火消除内应力处理。
采用六面体矩形导轨,导轨材质均采用合金铜,耐磨性高、稳定性好、精度高。
装模高度调节装置:封闭式高度电动调节,滑块装模高度的显示精度为0.1mm。
内置传动涡轮,确保在调节模高时的平稳度和精度。
滑块内采用日本昭和液压过载保护装置:气液式超过额定吨位约10%产生过载反应,滑块自动停止,确保机身等主要部件不受任何损坏。
采用气动平衡缸来平衡滑块及上模的重量,稳定性强、精度保持性好;1.4采用意大利进口气动组合式摩擦离合器——制动器,为低惯量干式离合器、制动器、双阀故障检测。
光洋电子凸轮简易操作说明书

光洋电子凸轮简易操作说明书1一面板功能说明:14 程序组:程序组编号的指定/待殊功能的解除。
15 功能:特殊功能编号的指定。
16 原点:原点补偿角度的选择。
17 输出→:输出编号按递增顺序指定。
18输出:输出编号按递减顺序指定。
19方式:选定哪种方式被选定的方式指示灯亮。
20执行:方式的确定;清除的执行。
21消除:输出设定的消除选择;原点补偿的消除选择;解除消除选择;解除输出设定的读出状态。
22背面DIP开关:SW1 角度增加方向选择,CW从编码器的轴侧看顺时钟方向回转角度增加;CCW则反时钟方向回转角度增加。
SW2 编码器分辨率的选择,360使用回转360度的编码器;720 使用720度的编码器。
SW3 凸轮输出/RUN输出的选择;凸轮把所有输出作为凸轮输出使用的情况,RUN 把特定的输出作为输出使用。
二、基本操作:1切换动作方式:用方式键选择方式。
从当前方式开始顺序选取择设定→学习→调整→运转→设定→;按执行键切换到选定方式。
2 按程序组键指定程序组号。
(在兴世机上通常用)3指定输出号:按→输出或←输出键指定输出。
每按一次键,输出显示的灯亮位置发生变化。
4读出输出设定:指定程序组号和输出号后,按读出↑或读出↓输出区设定情况,ON/OFF角度交替读出5消去输出设定:先把要消去的输出设定读出,然后按消去实行键就可以削去该输出设定。
6消去指定输出号内的全部设定:先指定程序组号和输出号,然后按消去→输出实行或消去←输出实行键即可。
7写入输出设定:先指定程序组号和输出号,按+ 或—键设定需要的角度,按写入键输入。
请先按开的角度后按关的角度的顺序设定。
8设定原点补偿:先指定程序组号,转动编码器到机械原点的位置停止,按原点键选择原点的角度,按写入键原点成为0度。
9消去原点补偿:先指定程序组号,按消去原点实行键即可消去原点补偿,显示编码器的输出角度。
10切换特殊功能:按FUN 键特殊功能顺序变换。
→0→1→2→3→4→5→6→7→8→9→A→按BANK 键(程序组),解除特殊功能。
埃斯顿EC-350P 500P机器人专用焊机说明书

EC-350P/500P 机器人专用焊机使用说明书山东埃斯顿电气有限公司中国●济南2017.03感谢您选用埃斯顿机器人专用焊机。
为了您的安全、健康并正确使用该产品,请您在使用前,详细地阅读使用说明书。
谢谢您的合作!目录1.用途及特点 (1)2.安全注意事项 (2)3.电磁兼容注意事项 (4)4.焊机安装 (6)5.焊接电源 (8)6.送丝机构................................................................. 错误!未定义书签。
7.焊枪 (20)8.水冷机 (22)9.设备保养 (24)10.常见故障及原因 (27)11.技术资料 (32)1.用途及特点EC-350P/500P系列机器人专用焊机具有脉冲、恒压、焊条、氩弧四种焊接方式。
可实现碳钢及不锈钢、铝及其合金、铜及其合金等有色金属的焊接。
本产品采用全数字的控制方式,适应性极强,能与市面上几乎所有的弧焊机器人通过数字/模拟接口完成通讯。
性能特点如下:配套机器人种类丰富,能与FANUC、KUKA、ABB、安川、新时达、埃斯顿、新松、COMAU柯马、IGM等系列机器人完成配套。
数字接口控制种类丰富,能直接调用客户存储的焊接参数。
焊接飞溅极小,焊缝成形美观。
优化的引弧、收弧、去球功能。
全数字化控制系统,实现焊接过程的精确控制、弧长稳定。
强大的数字报错功能,每种故障都有错误代码进行显示。
系统内置焊接专家数据库,自动智能化参数组合。
操作界面友好,一元化调节方式,易于掌握。
软开关逆变技术,整机可靠性高、节能省电。
该焊接电源的制造符合标准GB15579.1-2013《弧焊设备第1部分:焊接电源》。
2.安全注意事项一般安全注意事项●请务必遵守本说明书规定的注意事项,否则可能发生事故。
●输入电源的设计施工、安装场地的选择、高压气体的使用等,请按照相关标准和规定进行。
●无关人员请勿进入焊接作业场所内。
ILC 150 ETH

2.2.2 ILC 150 ETH, ILC 155 ETH, ILC 170 ETH 2TX, 和 ILC 190 ETH 2TX ................................................................................. 2-3
用户手册 UM ZH ILC 1XX
Order No.: 5768765
ILC 130 ETH,ILC 150 ETH, ILC 155 ETH, ILC 170 ETH 2TX, 和 ILC 190 ETH 2TX Inline 可编程控制器的安装和操作
用户手册
安装与操作 ILC 130 ETH,ILC 150 ETH, ILC 155 ETH, ILC 170 ETH 2TX, 和 ILC 190 ETH 2TX Inline 可编程控制器
2.2.4 带 ILC 170 ETH 2TX 或 ILC 190 ETH 2TX 的应用系统冗余 .............. 2-6
2.3 使用 Inline 可编程逻辑控制器的注意事项 (ILC 150 ETH/ILC 155 ETH)用于潜 在爆炸区域 ................................................................................................................... 2-7
一般来说,技术文档仅适用于菲尼克斯电气有限公司当前标准条款和条件内容,特别是担 保责任部分。
埃斯顿
键 QK QL
16 16 22 22 4 4 4 4
D1004650 B06A001
W
5 5 6 6
T
5 5 6 6
U
3 3 3.5 3.5
153(193) 123(163) 173(213) 143(183) 191(234) 156(199) 211(254) 176(219)
(注)括号内的数值表示的是带制动器电机的尺寸。
1
2
EDB系列交流伺服随机手册
EDB系列交流伺服随机手册
第一章
1.1 伺服驱动器
安装与尺寸
4) 安装标准 请务必遵守下图所示的控制柜内的安装标准,该标准适用于将多个伺服驱动器并 排安装在控制柜内的场合(以下简称"并排安装时")。
EDB系列伺服驱动器是基座安装型伺服驱动器。如果安装方法错误,则可能会发 生故障,所以请根据下述的注意事项进行正确安装。 1) 保管条件 在伺服驱动器不使用时,请在 [-20~+85℃] 的温度范围内进行保管。 2) 安装场所 关于安装场所的注意事项如下。 设置条件 安装在控制柜里时 靠近热源安装时 靠近振动源安装时 安装在有腐蚀性气 体的场所时 其他 安装注意事项 安装在控制柜里时,对控制柜的大小、伺服驱动器的配置以及冷却 的方法进行设计,以使伺服驱动器的周边部分温度在55℃以下。 为保持伺服驱动器周围温度在55℃以下,请控制热源的辐射及对 流,防止温度上升。 为避免振动传至伺服驱动器,请在伺服驱动器的安装面下安装防 振器具。 安装在有腐蚀性气体的场所时,请设法防止腐蚀性气体的侵入。 虽然不会即时产生影响,但是会导致电子部件以及与接触器相关 部件的故障。 请不要安装在高温、潮湿、多粉尘、多铁粉的场所。
55 79 79 79 4 3.2 3.2 3.2 12 18 18 18 130 180 180 180 145 110 9 200 114.3 13.5 200 114.3 13.5 200 114.3 13.5
凸轮控制器——精选推荐
操作指令凸轮控制器-COMPAX-M/S 标准文献的补充-软件版本V3.61 11/981 内容1 内容.................................... .................. .. (2)2 概述........................................... .. (4)3 一般描述 (5)4 设置..................................................................... .......................... . (7)4.1 操作模式..................................................................... ............... . (7)4.2 单位 .... .................................................................. .. (7)4.2.1 距离单位 (7)4.2.2 单位“增量” (7)4.2.3 单位"度" (8)4.3 驱动器类型滚轮驱动 (8)4.4 软件结束极限 (8)4.5 主参考系统 (9)4.5.1 P98: 每编码器转对应的主轴距离 (9)4.5.2 P143: 编码器脉冲 (9)4.5.3 数值范围约束 (9)5 编码器接口 (9)6 用HEDA的过程耦合(选件 A1) (10)7 块结构 (15)8 曲线定义 (16)8.1 曲线类型 (16)8.2 曲线参数 (17)8.2.1 除S0 = ST外的特例 (18)8.3 用凸轮编辑器的曲线图例......... (18)9 曲线命令 (19)10 启动同步 (23)10.1 对曲线的主位置参考.......................................... . (23)11 飞轮的同步...................... .................. .. (24)11.1 曲线/耦合开始........ . (24)11.1.1 耦合模式 (25)11.2 曲线/解耦的结束............................... .. (27)11.2.1 解耦模式 (27)12 解耦的附加操作模式..................... .................. ............ .. .. (29)12.0.1由停止急停中断引起的曲线中断..................... . (29)13 辅助功能....................... .......... .. (31)13.1 数字输出 (31)13.1.1 由P38屏蔽数字辅助功能 ............................ .. (31)13.1.2 用P37复位数字辅助功能............................................... (31)13.2 模拟量输出 (32)14 标记同步........................... .......... .. (33)14.1 P32: 标记传感器的距离 (33)14.2 标记设置点(MM /SM): (33)14.3 标记窗口(Mf ): (34)14.4 使能校正(Mk1), 复员校正(Mk2): .................. (34)14.5 状态........................... ........... . (34)14.6 带校正限制的标记同步 ......................... (35)14.6.1主从关联.............................. .. . (36)15 利用连接"曲线"的动态曲线传递.................................... .. (41)15.1 要求............. .. (41)15.2 实现"曲线连接"的功能 (41)15.3 条件15.3.1 主位置测量P31 ...................................... .. (43)15.3.2 标记同步............................ .. (43)15.3.3 曲线............. (44)15.3.4 操作模式 (44)16 内部时间基数 (45)17 P35的触发变换 (46)18 P35的加速调整 (46)19 特殊的输入和输出 (47)19.1 输入功能 (47)19.2 输出功能 (51)20 特殊的状态分配............ .. (52)21 通过S13和S14优化指示器.............. .. (53)22 特殊的错误信息 (53)23 凸轮控制器参数 (54)24 附加1: 比例曲线的自由偏移操作 (57)25 附加2: 考虑凸轮内存的接口描述...................... .. (59)26 索引.... ..................... ....... ......................... ......... (63)这本手册应用于以下设备COMPAX名称0260M : 本手册是COMPAX用户指南的补充预备知识应用凸轮控制器的所有操作都假定在用户已经理解了由COMPAX用户手册给出的标准功能出厂状态对于曲线1COMPAX包含一个剃度为1的直线其余的曲线参数为0软件V3.61版的新功能用于动态曲线切换的曲线连接功能注意如果程序没有执行输出阶段在基本条件下就被禁止2 概述凸轮控制器与COMPAX标准设备相比有以下不同的特点比选项绝对值传感器选件绝对值传感器正如在标准设备中那样专门用于在上电后确定实际位置可能的操作模式与标准设备相同但增加了复位模式可应用的驱动器类型同标准设备一样但增加了滚轮进给驱动器类型机械参考系统同标准设备一样但增加了增量和角度单位附加的命令SETC n: 选择曲线SETM x: 选择主启动点SETS: 调整曲线启动点POSR CAM: 移动至曲线点LOOP m: 凸轮操作激活锁定命令标记相关的定位GOSUB EXT OUTPUT O0SPEED SYNC; GOTO EXT; 由I15快速启动.新功能根据特定的运动轮廓定位在线标记同步修改的I/0功能I12:使能输出级I13: ="0": 解耦 ="1": 耦合I14: 标记输入I15: ="0": 复员辅助功能 ; ="1": 使能辅助功能I16: 使能主位置计数O13/O14: 依据OUTPUT命令使之不可用O14: 标记错误O15: 最大可接受的跟随警告O16: 同步操作修改的参数P30: 选择主输入P31: I16的操作模式P32: 标记传感器的距离P33: 标记同步的操作模式P34: 耦合模式P35: 主轴的比例因子P36: 从轴的比例因子P37: 数字辅助功能的复位值P38: 屏蔽数字辅助功能P39: 内部时间基数的加速时间P79: 最大可接受的跟随警告P80: 附加的驱动器类型滚轮进给P90: 附加的增量和角度单位P93: 附加的操作模式复位模式P98: 每个主编码器转对应的距离P144: 主输入通道的操作模式P210: 激活并行设置操作修改的状态S2: 在凸轮操作中: 最后一个LOOP 命令的变量;否则: 设置点S41: 主旋转速度min -1S42: 主轴增量位置S43: 激活曲线的个数S44: 主轴位置占主周期的千分比S45: 内部从轴在曲线上的设置点占从轴周期的千分比S46: 主轴旋转速度的符号S47: 单元插补器输出的从轴设置点S48: LOOP-m命令的循环计数(从m 到0的减1计数).S49: POSR的物理目标位置S50: 内部标记参考占相应周期的千分比S51: 标记值占相应周期的千分比S52: 标记校正占相应周期的千分比杂项E17:当选择了不存在的曲线时的错误信息3 一般描述随着进技术过程的合理化和自动化增长现有机床设备的制造需要现代的和柔性的驱动器概念通过引入数字式可通信的控制器设备使得控制任务的集中向前迈进了重要的一步用可编程伺服驱动器替代越来越多的机械结构已成为可能特别的机械凸轮至今还被应用在许多工程领域除了能完成复杂的运动轨迹外机械凸轮还能保证高精度和主从式驱动之间的刚性耦合然而机械凸轮中存在许多不足例如修订预定义轮廓需要很长时间而且这些轮廓有很大的局限性利用电子凸轮控制器COMPAX XX70上述时间的损失可以很大地减小特别当在许多块之间切换地时候构造地总量成本和维修费用可以通过驱动器功能地集中而得到极大地减小在COMPAX 中可以在一个单元模块上实现所有地控制功能它提供了一种柔性的和节约成本的复杂运动轮廓和同步化过程的解决方案从一个运动轮廓到另一个运动轮廓的切换可以在数秒内通过一个特殊指令予以实现机械耦合的大的驱动系统可以分解成许多小的独立的驱动单元每一个驱动单元的动静态特性可以独立调节和优化用COMPAX XX70机械凸轮和凸轮控制器可以用电子方式来模拟不连续的材料进给飞剪和类似的分解驱动器功率的驱动器应用成为了可能利用一定的运动轮廓集成的伺服驱动器对主轴编码器的脉冲增量进行计数并控制一个同步电机或感应伺服电机控制单元和功率输出的结合使得一个设备可以提供多种用途和优势快速简单的启动快速稳定的控制厂外交货价格由于前馈测量消除了峰值扭矩和高精度跟随的需要对于三个控制环只有两个解耦的优化参数刚性和阻尼从设置点的生成到功率输出的全数字化接线量很少因而极大地降低了产生故障地敏感性控制功能主轴位置计数依靠主导轴主轴地角度跟随轴从轴将按照用户定义地运动轮廓移动主位置由编码器信号指示它按主轴周期循环运动每一个周期相应于次凸轮地旋转利用这些位置有多达2500个设置点地序列生成在这些点之间COMPAX 以线性模式进行插补从这些位置设置点中形成了与下属控制器级联地从轴控制地前馈信号这些速度和加速度前馈极大地见笑了从轴地跟随误差主轴位置计数可以通过控制输入信号来使能或禁止凸轮控制器每一个设置点可以附加一个数字和模拟量辅助功能利用使能屏蔽在一个有效时间段内最大3ms 可以有多达8个数字量输出此外可以输出2个+/-10V 地模拟量信号设置和辅助功能存储在COMPAX 的一个零功耗静态存储区以防止丢失内存的写操作通过标准RS-232接口RS485接口或InterBus 总线完成电子凸轮的内存可以同时存储许多条曲线飞轮的同步对于复杂制造系统一个基本地功能是单驱动飞轮地同步由一个外部控制信号激发当系统处于耦合状态时从轴以一个定义地移动轨迹与曲线保持同步速度没有任何的不连续当解耦以后从轴脱离同步运动并且停止在一个定义的点上耦合和解耦可以以不同的方式完成带一个静态主导轴在最简单的例子中从轴在加电后就由一个参考驱动器初始化在外部启动后COMPAX 选择理想的曲线并且准备跟随主轴通常主轴也在这时开始运动从轴根据指定的曲线轮廓立即运动带一个活动的主导轴在外部耦合信号发出的同时启动从轴运动以便在同步点Ms (见下图) 达到曲线控制信号必须及时给出以便轴可以开始它的耦合运动而没有跟随误差建议通过选择操作模式等待耦合定位获得一个定义的耦合轮廓这样从轴只在主轴已经到达耦合点M E 后启动当禁止耦合控制信号时解耦以一个模拟量方式实现根据定义的轮廓从轴在解耦点(M A )通过刹车来减速它运动到达刹车位置M B 然后停止在静止点S前馈一个避免跟随误差的基本方法是为整个级连结构计算前馈误差对来自曲线的位置设置点进行差分然后切换到从属的控制环作为旋转速度加速度和电压前馈信号同步操作跟随报警在飞轮同步后从轴将沿着设置的曲线同步移动这可以通过给定的输出信号同步操作来指示实际值和设定曲线之间可能的偏差超过最大可接受值时跟随报警将由一个数字输出信号监测给出因此生产速度可以优化也就是说可以采用驱动器的最大能力除了同步操作COMPAX 也可以象一个位置控制一样操作凸轮操作因而可以包含在许多过程程序中标记同步在包装和打印工业中经常需要从轴到打印标签的一个同步以补偿材料的滑动如果主轴位置也就是由从轴记录的从轴位置用介于产品和标记传感器间的滑动予以校正则误差可以被补偿直到下一个标记出现为止凸轮编辑器在存储一条曲线到COMPAX 之前必须设计出一个包含设置点和相应的辅助功能的表格曲线的直线段化由一个PC 程序实现这一程序允许设置点辅助功能和耦合位置的数字输入凸轮编辑以及进一步的辅助程序展现在一个窗口界面中允许用户快速用COMPAX 开始它的工作在设置COMPAX 之前驱动应先被禁止请查看标准设备的操作手册在标准操作指令中提到的设置已做了如下的扩展4.1操作模式除了普通模式P93=”1”以外连续模式P93=”2”和速度控制模式P93=”4”,凸轮控制器增加了操作模式复位模式P93=”3”.操作模式P93P93=”3”: 复位模式这一操作模式仅适用于开始曲线曲线起点≠曲线终点见第16页推荐请对曲线操作采用这一操作模式复位模式仅在凸轮运行操作期间有效在曲线末尾实际位置复位为曲线的起点即从轴实际位置在开始曲线中并不增加在整个凸轮工作期间指示的从轴实际位置在曲线起点和曲线终点之间移动随着二阶曲线的移动相对零点的绝对参考点不再存在这仅仅指的是非封闭曲线从曲线的移动中这一操作模式对应于标准操作应用对于周期性移动的非封闭曲线复位模式确保范围极限软件端点极限P11P12不会被超出复位操作模式是一个默认的设置4.2 单位4.2.1 距离单位单位毫米P90=”1”和英寸P90=”2”由单位增量和度来予以补充距离的单位P90P90=”0”:增量见下说明P90=”3”:度在驱动器类型通用驱动器中P83必须以毫度形式1/1000度给出4.2.2增量单位利用测量单位增量保证没有零点漂移和计算误差的同步工作成为可能这一测量单位仅在用驱动器类型通用驱动器时有效别的驱动器类型的精度不能提高用测量单位增量当配置通用驱动器时电机每转的距离(P83)以增量形式定义这一值也指定了分辨率对于精度P83必须指定为2n 的一个数其中P83=2n, n=4,5,6,…16.相对应于电机旋转一周16…65536增量的分辨率例如在电机每转32个增量单位P83=32时COMPAX 实现了一个定位过程在POSR 64中相对应于电机旋转2转P83影响分辨率也影响最大移动距离最大移动距离限制在4,000,000单位这相对于在最大分辨率65536个增量/每电机转时的61转最大移动距离可以通过减小P83来增大下列值可参考使用P83电机每转的最大移动量P83电机每转的最大移动量162500002048195332125000409697664625008192488128312501638424425615625327681225127812655366110243906在连续方式下这一限制应用到了单命令或曲线中在普通模式下和复位模式中这一限制应用到了整个移动区域4.2.3 单位度角度单位P90=”3”应用于旋转运动1转360o .在通用驱动器中P83必须以毫度1/1000度的形式给出4.3 驱动器类型滚筒进给在电子凸轮的控制中可以用驱动器类型滚筒进给这种类型配置如下P80P80=”32”:滚筒进给选择驱动器类型滚筒进给设置P82P83P84P85P88滚筒进给P82进给滚筒的瞬态惯量两个进给滚筒的惯量范围07000kgcm 2P83进给滚筒的周长范围303000mm P84齿轮的瞬态惯量齿轮的瞬态惯量与电机轴的耦合范围0200kgcm 2P85齿数比范围1(1:1)..100(100:1) ≡电机齿轮限制P83/P85≤300mm P88平移运动的质量最大平移质量在后面的接触点之间范围0500kg对于电机类型加减速轮廓和方向的设置请参阅COMPAX 标准文献4.4 软件终点极限监测用COMPAX 70在凸轮工作过程中趋向极限的运动可以被检测参数P11和P12用于设置极限P11=正向极限P12=反向极限功能从轴跟随主轴当到达极限时从轴将停止凸轮工作将中断编码器输入的计数脉冲被禁止错误报告”E25位置非法”将给出误差报告的退出退出后COMPAX 70是准备用于内部定位然后编码器输入仍被禁止编码器输入的使能主轴位置测量必须再次打开见23页在编码器输入使能后从轴也运动超过了软件极限极限监测只有在从轴移动返回到允许的区域内时才能起作用关闭软件极限监测请将极限放在预设定值上 P11=+4 000 000 P12=-4 000 000极限值允许的区域是 P11: 1...4 000 000 P12: -1...-4 000 000注意当上电后极限位置监测在普通模式下激活时普通操作仅在到达了机床基准点时初始化这种情况也应用于激活机床基准点运动的时间间隔直到机床基准点到达为止建议对于无终点的轴用P93=”3”在这种情况下因复位功能使基准未能达到因而软件终点极限监测无效4.5 主参考系统4.5.1 P98: 当编码器旋转一转时主轴移动的距离P98使用主轴周期相同的单位输入范围0…4 000 000;缺省值360VC 有效当主轴由COMPAX 驱动时P98的确定假设主轴运动由一个在COMPAX 中的编码器仿真或安装在主电机上的编码器来感知主轴从轴P80=2 (主轴)P83: 主轴梯度P85:齿轮P80=4/8齿条齿轮/同步带P82:齿数P83:齿据P85:齿数比P80=16 (通用驱动器)P83:电机每转的移动距离P80=32 (滚轮进给)P83: 进给滚轮的周长P85:齿数比4.5.2 P143: 编码器脉冲主轴编码器每转的脉冲数4.5.3 值的范围限制注意检查尺寸M T , P143, P98, S T , P83的值的范围当P93=0 增量或者当P93=1(mm)或3度5 编码器接口编码器接口用于主轴位置利用编码器输入通道1主轴运动被输入下面的参数需要调整P143: 联到主轴上的编码器脉冲P98: 当编码器旋转一周时的主轴距离以主轴单位形式给出由凸轮编辑器定义P144:=”4”: 利用编码器通道1的同步操作6应用HEDA(选件A1)的过程耦合应用HEDA SSI 接口许多轴可以同步到 2.5us 单独控制器时间片的精确同步主轴操作模式1发送两个同步字到从轴以使能它们的同步从轴操作模式2控制它们自己的同步从轴到主轴没有反馈主轴仅传递给轴地址1因此所有的从轴必须设为地址1P250=1轴地址1因此所有的从轴必须设为地址1P250=1主轴和从轴之间的异步通讯是不可行的变量支持 COMPAX XX00M / S 从轴转变到快速开始或作为主轴COMPAX XX60M / S 主轴或从轴(除 P212=3 或 P212=4的情况)COMPAX XX70M / S 仅当P31=9时主轴或从轴物理限制 最多16个加入到操作方式主轴/从轴电缆的最大长度50m 硬件要求 设备必须适合于选件A1(AIM5/02)或A3(AIM5/03)最后从轴必须适合于总线I/O终端接头HEDA参数参数号意义自…有效缺省值P243P245*P246*P247P248P249P250HEDA操作模式输出量O1-O8分配给HEDA总线传送过程中最大平均误差传送过程最大误差同步监控设备地址主从操作1VP 立即立即VP VP VP VP000515100*对于操作模式HEDA主轴与HEDA从轴对COMPAX主轴的被动轴P245=P246=0.操作模式序号P243P250操作模式描述0n.r.=0独立单轴模式无耦合无同步0=1-9通过HEDA的成为IPM的从轴耦合操作通过HEDA 非循环通讯可能1位01P243=1=1COMPAX作为主轴主轴发送同步字7个字到地址12位11P243=2=1被动从轴到COMPAX主轴从轴在地址1P250=1接收但不反馈n.r=不相关传送变量 主轴每ms送地址1个数据块构成如下仅有标准设置HEDA控制字包括位8快速开始位8在主轴从I15快速启动中自动产生过程值由参数P184选择并依据于COMPAX XX00,COMPAX XX60,COMPAX XX70族在以下间主轴的可变输出量输出量主轴编码器位置COMPAX XX70主通道周期持续时间P184=40内部时间基数/在P35前的编码率COMPAX XX70P184=42 P35前比例变换的主轴位置P184=43分解器增量位置设置点65536增量/转数P184=44分解器增量实际位置值65536增量/转速P184=45不同的分解器位置P184=46 * 量不受P35影响从轴的可变输入量从轴用P188与传输的数据相耦合输入量从轴编码器耦合P184在主轴上40输入信号用来作为编码器信号P188=40内部时间基数/在P35*前的编码率COMPAX XX70输入信号用来作为主轴速率应用几个轴耦合到一个主轴信号如一个内部时间基数P188=42P35*前比例变化的主轴位置COMPAX XX70输入信号作为主轴位置应用几个轴耦合到一个主轴信号如一个内部时间基数P188=43分输入量被解释为编码器信号但不是编码器信号P184在主轴上≠40. 需要更详细的细节见下面说明P188=140 *量受P35的影响允许的联合及需要的参数设置主轴输出量P184=从轴输入量: P188=可应用的从设备系列匹配过程量的主轴和从轴设置P98对所有设备相同40CPX60,CPX 7040(cpx 00 cpx60, cpx 70)43CPX 70P143s=P143 1M42(cpx 70)42CPX 70P143s=P143M43(cpx 70)140*43CPX60,CPX 70CPX 70P143s=P143M44(cpx 00 cpx60, cpx 70)140*43CPX60,CPX 70CPX 70P143s=214=1638445(cpx 00 cpx60, cpx 70)140*43CPX60,CPX 70CPX 70P143s=214=1638446(cpx 00 cpx60, cpx 70)42CPX 70P143s=P143M当传送编码器位置P184=40编码器位置以高字传送为了支持从轴周期测量周期以低字传送联合应用是可行的例如主轴P184=44(位置设置点)从轴与编码器耦合从轴必须用P188=140来形成.这种情况仅有高字被测量1 P143S: 从轴的参数P143P143M: 主轴的参数P143应用示例第一设备主轴从轴几个轴耦合到一个编码器信号由HEDA 分配COMPAX XX60COMPAXXX70(P31=1)编码器输入P184=40(编码器位置周期)P188=40P98 和P143必须必须在主轴和从轴中有相同的值COMPAXXX60COMPAXXX70(P31=9)P184=40(编码器输入;可用周期持续时间)通过HEDA总线替代编码器模拟量COMPAX XX00COMPAX XX60COMPAX XX70P184=44(位置设置点)或P184=45(位置实际点)P188=42COMPAXXX60COMPAXXX70P188=140设置P143=16384(P143总是显示1/4的增量作为编码器输入的4倍频)多凸轮用共同时间基数的耦合和单独主轴或从轴相关的标记同步(见上述)COMPAX XX70P184=42(时间基数)P188=42COMPAXXX70P188=42P143S=P143M 多凸轮用共同时间基数的耦合和通过位置值传送的轴间绝对自由漂移见上述COMPAX XX70P184=43(比例调整主轴位置)P188=43COMPAXXX70P188=43P143S=P143M 错误处理跟踪传输中HEDA 错误仅仅位置信号可以完全存储在传输速率时传送错误可导致轴间位置移动位置值因此应该被使用错误信息HEDA传送错误或同步错误是E76E77与E78见用户手册中错误显示E76: 同步由E76中断因此校准被完成以该种方式校准过程位置值位置不会发生跳跃 E77/E78: 用E77/E78从轴为了保持参考系统尽力达到新的不受干扰的过程位置值发送VC中断同步仅在不加电的情况下激活”VC”当与用户终端BDF2一起工作时VC在菜单参数编辑退出后发送传送中错误过程位置值/位置P184=40/43/44/45:线性插补使用老值速度/频率P184=42/46: 老的数值保留过程值的同步对于主轴当P188>0发生时在相关的过程值中一个2ms的固定延迟实现以便主轴等待所有的轴接收到过程值这样确保所有的轴包括主轴同时处理新的设置点注意注意离开快速启动没有更进一步的I/As被传送在总线上仅允许一个主轴注P184=44和P184=45时位置值从位置设置点或实际值独立于当前位置操作模式普通连续复位而形成并且以24位的格式就绪好像在计数器通道中一样这就避免了在开始时刻连续模式中或到达曲线终端在复位模式中迅速的变化仅仅这些值的低24位被传送这些值由分解器值和256电机旋转最大值构成COMPAX XX70 由于在与精确的增量主轴位置使能预设在I16=0->或外部复位脉冲关联的计数器通道中的操作为HEDA操作形成了一个新的的操作模式P31=9在这一模式中I16仅用于静态使能主轴位置且不复位计数器通道当一个编码器连接实现时主轴P184=40:从轴P188=40或140这一操作模式P31=9必须用主轴和从轴一起工作主从耦合的电缆SSK15/..主: X15 从X14从从耦合的电缆 SSK14/..X14/PC X15电缆是双绞线两边必须有屏蔽电缆仅当所有从轴在P243=2模式下操作时被用到否则从轴返回到同一地址这样长期以来可能破坏选件A1驱动器终端插头最后的设备用一个终端插头: BUS2/01安装X15 BUS2/017 块结构以下的块结构包括几个凸轮功能左边显示主轴位置如何形成中间示意凸轮内存在右边你可以看到设置如何生成耦合与解耦仅作为一个块显示同时也显示了凸轮控制器与它的辅助功能数字量及模拟输出量1 O14仅能在P33=”0”下作为辅助功能使用O13与O14不能通过OUTPUT 命令方式使用在设置点内存位置值间COMPAX XX70立刻通过线性插补算法计算值使能主轴位置编码器信号A,B,N 5V 信号主轴因子主轴位置前馈加减速轮廓凸轮内存内部时基位置设置点凸轮控制器耦合/解耦功能数字位置速度与当前控制从轴因子实际位置2个模拟输出10V8个数字输出24V O7…O14使能辅助功能复位值辅助功能屏蔽辅助功能8.1 曲线类型有两种主要的曲线类型封闭曲线从轴的开始与结束位置是相同的即从轴总是在相同的位置区域内运动开式曲线从轴的开始与结束位置不相同从轴沿着一定的方向运动到达曲线的端点时从轴的实际位置将被调整到曲线的开始位置从轴位置主轴角度从轴位置主轴角度封闭曲线开式曲线极坐标描述的曲线下面描述的曲线参数不是COMPAX 参数它们是特殊曲线且以每一曲线的开始存储他们被设置使用凸轮编辑器见下章或直接使用由RS232(见59页)总线获得的适当的ASCII 字符串主轴周期MT主轴周期是主轴在曲线上移动的距离即一个新的周期再生后的距离距离由主轴的物理单元来确定曲线移动到程序设定的数量之后该曲线的轮廓或者被重复或者凸轮操作被中断从轴周期(S T )从轴循环是由从轴的物理单元所指示的最大行程距离从轴循环总是相对最大曲线值耦合位置M E:P34=”1”,在耦合过程开始前见24页主轴必须达到耦合位置M EP34=”0”耦合位置M E 是无关紧要的M E 的取值范围M E 0或M E ≥主轴位置1ms 内的最大变化耦合位置在值之间不可被识别同步位置M s :耦合过程被完成如主轴到达同步位置M s 从轴同步于曲线解耦位置M A :P34=”1”, 在解耦过程开始之前见24页主轴必须到达解耦位置M A .P34=”0”,解耦位置M A 是不重要的制动位置M B 解耦后从轴停在主轴位置静止位置从轴S 0:这个从轴位置将通过从轴在解耦之后到达值域±S T .示例下图是一个耦合参数的例子关于耦合与解耦的更详细的描述可以看相应的章节根据需求有时需要从正常操作中拉回从轴这个功能可通过静止位置S0来执行耦合解耦主轴循环从轴循环8.2.1 例外S 0=S T在静止位置S 0等于从轴周期时有一个例外应用情况如下S 0=S T 时解耦从0开始耦合这种情况导致从轴连续向前运动在飞剪的实际应用中从轴是必不可少的在其它所有的情况即0 ≤ S 0 < S T耦合过程如下8.3 用凸轮编辑器进行曲线表达凸轮内存的2500个地址可通过一条或几条曲线编程每条曲线的设置点可能给定辅助功能8个数字量或2个模拟量曲线的表达运用HAUSER 凸轮编辑器表达曲线这是一个窗口程序它对窗口应用提供了所有的好处曲线也能使用凸轮编辑器装载到COMPAX凸轮编辑器的使用说明将有单独的指令手册来说明其他关于凸轮内存的说明可以参考第59页耦合解耦参考点。
pac300控制装置用户手册南京埃斯顿自动化

—目 录—
第 1 章 产品简介 .........................................................................................................................................................- 3 1.1 产品概述............................................................................................................................................................- 3 -
阻取 220Ω/2W,电容取 0.1μF/3KV。吸收装置建议安装在靠近接触器线圈或阀线圈一侧。 请使用专配的电缆。 控制器的连接电缆线的长度尽量短,不要和强电平行走线,如有困难分别用金属软管穿线,并将金属
软管分开接大地。 电柜布局应尽量使控制器及模块远离交流接触器和变频器。
本文档申明如下: 本手册版权为 ESTUN 公司所有,未经 ESTUN 公司同意,不得随意增加或删除部分或全部内容,不
2.2 端口描述..........................................................................................................................................................- 10 -
埃斯顿EDC伺服系列用户手册

产品的确认及规格型号 ..................................................................................................................... - 8 -
1.1 产品到货时的确认 ....................................................................................................................- 8 1.1.1 伺服电机..........................................................................................Байду номын сангаас................................. - 8 1.1.2 伺服驱动器........................................................................................................................ - 9 1.2.1 伺服电机.......................................................................................................................... - 10 1.2.2 伺服驱动器.......................................................................................................................- 11 -
SIGMA PC-15使用说明书

SIGMA PC-15使用说明书配置:◎ PC15心跳手表◎连接胸带◎心跳传输器◎使用橡皮圈连接自行车手把配置使用及安装方法:◎传输器与胸带连接◎胸带可以依个人情况调整。
请将胸带调整至紧密而舒适,但不至于影响呼吸。
◎男性将传输器穿戴在胸肌底部。
SIGMA SPORT的标志位于前方,且不要颠倒。
◎女性将传输器穿戴在胸部的底部。
SIGMA SPORT的标志位于前方,且不要颠倒。
◎用水或唾液湿润传送带内两侧的螺纹导电橡胶垫。
◎固定于自行车车把手上。
英文译为中文SET 译为设定目录LANGUAGE 译为语言选择设定HR ZONES 译为心跳区间设定CLOCK 译为时间设定DATE 译为日期设定ALARM 译为闹铃设定BEEP 译为按键声间设定MY NAME 译为命名功能设定TIME 译为时间功能目录CLOCK 译为时间显示HEALTH-Z 译为健康模式显示FITNESS-Z 译为健身模式显示POWER-Z 译为专业模式显示STOPWATCH 译为计时码表功能TOTALTIME 译为总运动时程计算功能ALARM 译为闹铃功能HEART 译为心跳功能目录TRAINTME 译为训练时间显示AVERAGE 译为平均心跳值显示MAXIMUM 译为最高心跳值显示KCAL 译为卡路里消耗计算功能TOTALKCAL 译为卡路里消耗总值计算功能LAP COUNTER 译为动动时程计数功能COUNTER 译为动动时程计数器MEMORY 译为记忆功能MANAGER 译为训练管理功能NO?SIGNAL 译为训练管理功能1、在您开始使用前,您需要“唤醒PC15心跳手表”其方法为按住任一按键3秒钟。
2、您的PC15心跳手表在训练前後皆可当一般手表使用。
其手表萤幕显示日期与时间,以及[PC15]字样。
1、设定功能:在开始训练功能前,请输入您个人资料于设定功能中包括:时间日期以及闹铃等功能也属于设定功能中。
2、设定功能原理:根据上述规则资料。
埃斯顿PAC15电子凸轮控制器操作手册
目录1.说明 (1)2.规格说明 (3)3.操作模式与说明 (4)3.1操作面板 (4)3.2基本模式的切换 (5)3.3状态显示 (5)3.3.1 数码管状态显示 (5)3.3.2 液晶屏状态显示 (6)4.凸轮参数设置(密码:1111) (7)4.1登录操作 (7)4.2设置凸轮(1~16)参数 (7)4.3设置裁断与计数参数 (8)4.3.1 设置方法 (8)4.3.2 裁断参数说明 (8)4.3.3 计数输出参数说明 (9)5.程序存储与调用操作(密码:1122) (10)5.1登录操作 (10)5.2程序备份操作 (10)5.3程序载入操作 (10)5.4程序删除操作 (10)6.监控模式 (11)6.1通用 (11)6.2吨位 (12)6.3外部报警 (12)7 调速模式下的操作 (13)7.1设定转向和控制电机起停 (13)7.2设定转速 (13)8 参数模式下的操作(密码:8888或8899) (14)8.1登录操作 (14)8.2设置机床参数 (14)8.3设置外部接口参数 (16)8.4设置吨位监视参数 (18)9. 计数参数 (19)10. 参数的通讯地址与示例 (20)10.1各参数地址及属性 (20)10.2通讯示例 (23)10.2.1 读凸轮1的开启角度 (23)10.2.2 设置裁断1的比率 (23)10.2.3 读报警状态指令 (23)10.2.4 设置下死点指令 (24)11.调试 (25)11.1使用前的准备和检查 (25)11.2设置旋变方向 (25)11.3设置下死点 (25)11.5设置第2角度 (25)11.6设置第2角度滤波时间 (25)11.7调试建议 (26)12.报警处理 (27)12.1报警时序 (27)13.系统接线与端口定义 (28)13.1接线图 (28)13.2输入端口定义 (29)13.3输出端口定义 (30)13.4旋转变压器、模拟量、通讯端口接口 (31)1.说明本控制器是一种具有较强功能的电子凸轮控制器,在具备跑马灯功能的基础上,能通过LCD屏完成与用户信息的交互,并显示多种报警信息。
凸轮及同步控制指导说明

目录凸轮及同步控制指导说明 (3)1 凸轮简介 (3)1.1 凸轮基本原理 (3)1.2 了解机械参数 (4)2 三种基本模式 (6)2.1 旋切/飞剪 (6)2.1.1 试运行 (9)2.1.2 显示 (14)2.1.3 配置功能 (15)2.2 追剪 (31)2.2.1 试运行 (32)2.2.2 显示 (37)2.2.3 配置功能 (38)2.3 通用凸轮 (50)2.3.1 界面介绍 (50)2.3.2 试运行 (53)2.3.3 配置功能 (55)3 故障处理 (58)4 常见问题 (59)5 功能码 (60)龙门同步控制说明 (69)1 基本原理 (69)2 系统配线图 (69)3 参数的设定 (71)4 对位回零方式 (73)5 后台监控通道 (75)6 步骤 (75)凸轮及同步控制指导说明1凸轮简介本说明书介绍了如何正确使用汇川电子凸轮专用伺服驱动器。
在使用(安装、运行、维护、检查等)前,请务必认真阅读本说明书。
另外,请在理解产品的特性后再使用该产品。
本产品的主要特点有:(1)伺服驱动器与运动控制器结合为一体化控制器。
(2)使用高精度电子凸轮生成运动轨迹,速度、加速度曲线都平滑变化,使电机的速度指令、转矩指令没有阶跃变化,可以大幅度减小机械缓冲。
(3)支持自由曲线规划、同步旋切、自动追剪、等电子凸轮功能。
(4)可跟踪标点位置(色标、孔位及凸点等)实时调节进行剪切。
可用于印刷纸、包装袋等需要补偿印刷/位置偏差的剪切。
(5)支持相位调整功能。
可用于医用卫生纸等没有色标但需要补偿位置偏差的剪切。
(6)支持Modbus、与PLC,HMI等通讯,实时修改凸轮数据、方便灵活使用。
(7)剪切长度范围可达到65535.000mm,设定可精确至um单位。
(8)可包含人性化的订单自动切换功能。
(9)自由曲线规划功能,大容量EEPROM可使设置的点数多达272个。
(10)人性化的图形规划界面、自由上传、下载的功能使用户在使用时更加形象、具体、方便。
埃斯顿CANopen使用手册
CAN open使用手册ProNet伺服驱动器ESTUN修订记录日期修订版本描述作者2009/4/25 1.00 初稿完成移振华2009/9/22 1.00 增加第8章移振华—— 目录 ——1、概述 (5)1.1 CAN 主要相关文档 (5)1.2 本手册使用的术语和缩语 (5)1.3 CANopen概述 (6)2、接线和连接 (7)3、CANopen通讯 (8)3.1 CAN标识符分配表 (9)3.2 服务数据对象SDO (10)3.3 过程数据对象PDO (12)3.3.1 PDO参数 (14)3.4 SYNC报文 (20)3.5 Emergency报文 (21)3.6 HEARTBEAT报文 (23)3.7网络管理(NMT) (24)4、单位换算单元(Factor Group) (26)4.1 单位换算相关参数 (27)4.1.1 position factor (27)4.1.2 velocity factor (29)4.1.3 acceleration factor (30)5、位置控制功能 (31)5.1 位置控制相关参数 (33)6、设备控制 (35)6.1 控制状态机 (35)6.2 设备控制相关参数 (36)6.2.1 controlword (37)6.2.2 statusword (38)6.2.3 shutdown_option_code (39)6.2.4 disable_operation_option_code (40)6.2.5 quick_stop_option_code (40)6.2.6 halt_option_code (41)6.2.7 fault_reaction_option_code (41)7、控制模式 (42)7.1 控制模式相关参数 (42)7.1.1 modes_of_operation (42)7.1.2 modes_of_operation_display (43)7.2 回零模式(HOMING MODE) (44)7.2.1 回零模式的控制字 (44)7.2.2 回零模式的状态字 (44)7.2.3 回零模式相关参数 (45)7.2.4 回零方法 (47)7.3 速度控制模式(PROFILE VELOCITY MODE) (49)7.3.1速度模式的控制字 (49)7.3.2 速度模式的状态字 (49)7.3.3 速度控制模式相关参数 (49)7.4 位置控制模式(PROFILE POSITION MODE) (53)7.4.1 位置模式的控制字 (53)7.4.2 位置模式的状态字 (53)7.4.3 位置控制相关参数 (54)7.4.4 功能描述 (56)8、CAN通讯相关参数 (58)附录对象字典表 (59)1、概述1.1 CAN 主要相关文档Document Name Source 3014.01: CiAVDSCiACANopen Communication Profilefor Industrial Systems - based on CALCiA DSP 402 V 2.0: CiACANopen Device Profile1.2 本手册使用的术语和缩语CAN控制器局域网CiA在自动化国际用户和制造商协会中的 CAN。
SIMOTION 凸轮工具操作手册
Siemens Aktiengesellschaft
Disclaimer of Liability We have reviewed the contents of this publication to ensure consistency with the hardware and software described. Since variance cannot be precluded entirely, we cannot guarantee full consistency. However, the information in this publication is reviewed regularly and any necessary corrections are included in subsequent editions.
CamTool
Configuration Manual, 12.2004, 6AUeface
SIMOTION documentation An overview of the SIMOTION documentation is provided in a separate list of references. The list of references is supplied on the "SIMOTION SCOUT" CD and is included in each print copy order of the documentation package. The list of references can be obtained separately under the following MLFB number: Order no.: 6AU1900-1AA32-0BA0 Edition 12.2004 SIMOTION documentation consists of 10 documentation packages containing approximately 50 SIMOTION documents and documents on other products (e.g., SINAMICS). The following documentation packages are available for SIMOTION V3.2: • SIMOTION Engineering System • SIMOTION System and Function Descriptions • SIMOTION Diagnostics • SIMOTION Programming • SIMOTION Programming - Reference Lists • SIMOTION C230 • SIMOTION P350 • SIMOTION D4xx (incl. SINAMICS S120) • SIMOTION Supplementary Documentation • SIMOTION Function Library
通用超大负载系列本体使用说明书

通用超大负载系列本体使用说明书ESTUN机器人通用超大负载系列本体使用说明书M-0102CN-07感谢您使用埃斯顿机器人产品。
在使用机器人之前,务必仔细阅读机器人安全使用须知,并在理解该内容的基础上使用机器人。
本公司致力于不断提升产品品质,本手册中与产品有关的规格和信息如有改动,恕不另行通知。
本手册中所有陈述、信息和建议均已经过慎重处理,但不保证完全正确。
本公司对于因使用本手册而造成的直接或间接损失不负任何责任。
用户必须对其应用任何产品负全部责任,须谨慎使用本手册及产品。
本手册所有内容的解释权属南京埃斯顿机器人工程有限公司。
本手册未对任何一方授权许可,不得以任何方式复制和拷贝其中的全部或部分内容。
版权所有:南京埃斯顿机器人工程有限公司产品服务热线:400-025-3336地址:南京市江宁经济开发区吉印大道1888号邮编:211102电话:************公司主页:电子邮箱:***************安全使用须知本章说明为安全使用机器人而需要遵守的内容。
在使用机器人之前,务必熟读并理解本章中所述内容。
使用埃斯顿机器人的公司、个人应该熟读所在地区、国家的标准和法律,并且安装适当的安全设施保护机器人的使用人员。
使用前(安装、运转、保养、检修),请务必熟读并全部掌握本说明书和其他附属资料,在熟知全部设备知识、安全知识及注意事项后再开始使用。
但是使用人员即使完全按照手册中给出的所有安全信息进行,埃斯顿公司也无法保证使用人员不会受到任何伤害。
使用人员的定义使用人员的定义如下所示。
•操作人员进行机器人的电源ON/OFF操作。
从操作面板启动机器人程序。
•程序人员进行机器人的操作。
在安全区域内进行机器人的示教等。
•维修人员进行机器人的操作。
在安全区域内进行机器人的示教等。
进行机器人的维护(修理、调整、更换)作业。
操作人员不能在安全区域内进行作业。
程序人员和维修人员可以在安全区域内进行作业。
在进行机器人的操作、编程、维护时,操作人员、程序人员、维修人员必须注意安全,至少应穿戴以下物品进行作业。
光洋电子凸轮简易操作说明书
光洋电子凸轮简易操作说明书1一面板功能说明:14 程序组:程序组编号的指定/待殊功能的解除。
15 功能:特殊功能编号的指定。
16 原点:原点补偿角度的选择。
17 输出→:输出编号按递增顺序指定。
18输出:输出编号按递减顺序指定。
19方式:选定哪种方式被选定的方式指示灯亮。
20执行:方式的确定;清除的执行。
21消除:输出设定的消除选择;原点补偿的消除选择;解除消除选择;解除输出设定的读出状态。
22背面DIP开关:SW1 角度增加方向选择,CW从编码器的轴侧看顺时钟方向回转角度增加;CCW则反时钟方向回转角度增加。
SW2 编码器分辨率的选择,360使用回转360度的编码器;720 使用720度的编码器。
SW3 凸轮输出/RUN输出的选择;凸轮把所有输出作为凸轮输出使用的情况,RUN 把特定的输出作为输出使用。
二、基本操作:1切换动作方式:用方式键选择方式。
从当前方式开始顺序选取择设定→学习→调整→运转→设定→;按执行键切换到选定方式。
2 按程序组键指定程序组号。
(在兴世机上通常用)3指定输出号:按→输出或←输出键指定输出。
每按一次键,输出显示的灯亮位置发生变化。
4读出输出设定:指定程序组号和输出号后,按读出↑或读出↓输出区设定情况,ON/OFF角度交替读出5消去输出设定:先把要消去的输出设定读出,然后按消去实行键就可以削去该输出设定。
6消去指定输出号内的全部设定:先指定程序组号和输出号,然后按消去→输出实行或消去←输出实行键即可。
7写入输出设定:先指定程序组号和输出号,按+ 或—键设定需要的角度,按写入键输入。
请先按开的角度后按关的角度的顺序设定。
8设定原点补偿:先指定程序组号,转动编码器到机械原点的位置停止,按原点键选择原点的角度,按写入键原点成为0度。
9消去原点补偿:先指定程序组号,按消去原点实行键即可消去原点补偿,显示编码器的输出角度。
10切换特殊功能:按FUN 键特殊功能顺序变换。
→0→1→2→3→4→5→6→7→8→9→A→按BANK 键(程序组),解除特殊功能。
埃斯顿机器人调试作业指导书V3
埃斯顿机器人调试作业指导书1、 目的为了保证成品机器人的质量,特制定本标准。
2、适用范围该规范适用于所有产品机器人调试流程。
3、引用标准GB/T 5226.1-2002 机械安全机械电气设各第1部分:通用技术条件4、调试步骤4.1首先核对电柜序列号、型号与与机器人本体是否相符。
4.2确认机器人控制柜检验合格。
参考《埃斯顿机器人成品电柜检验流程》。
(注:电柜通过《埃斯顿机器人成品电柜检验流程》方可出库入库)4.3核对电柜校线报告清单,确认校线通过方可上电。
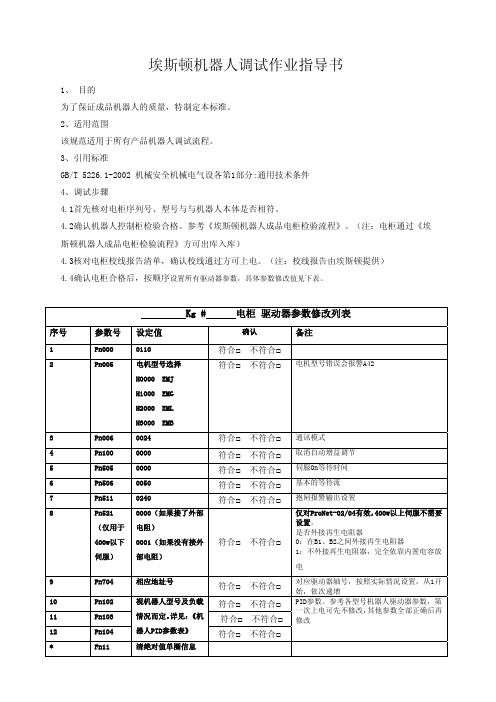
(注:校线报告由埃斯顿提供)4.4确认电柜合格后,按顺序设置所有驱动器参数,具体参数修改值见下表。
Kg # 电柜 驱动器参数修改列表序号 参数号 设定值 确认 备注1 Pn000 0110 符合□ 不符合□2 Pn005 电机型号选择H0000 EMJH1000 EMGH2000 EMLH3000 EMB符合□ 不符合□电机型号错误会报警A423 Pn006 0024 符合□ 不符合□ 通讯模式4 Pn100 0000 符合□ 不符合□取消自动增益调节5 Pn505 0000 符合□ 不符合□伺服On等待时间6 Pn506 0050 符合□ 不符合□基本的等待流7 Pn511 0240 符合□ 不符合□抱闸报警输出设置8 Pn521(仅用于400w以下伺服) 0000(如果接了外部电阻)0001 (如果没有接外部电阻)符合□ 不符合□仅对ProNet-02/04有效,400w以上伺服不需要设置。
是否外接再生电阻器0:在B1、B2之间外接再生电阻器1:不外接再生电阻器,完全依靠内置电容放电9 Pn704 相应地址号符合□ 不符合□对应驱动器轴号,按照实际情况设置,从1开始,依次递增10 Pn102 视机器人型号及负载情况而定。
详见:《机器人PID参数表》 符合□ 不符合□PID参数。
参考各型号机器人驱动器参数,第一次上电可先不修改,其他参数全部正确后再修改11 Pn103 符合□ 不符合□12 Pn104 符合□ 不符合□* Fn11 清绝对值单圈信息* Fn10 清绝对值多圈信息校对人: 时间:4.5.CF卡的安装和拆卸。
PAC10电子凸轮控制器用户手册(最新)

附录 3:故障表.............................................................................................................. 23
6.报警处理 ................................................................................................................... 16
附录 1:硬件诊断 .......................................................................................................... 21
电路设计注意 1. 建议使用 DC24V/1A 电源为系统供电,输入输出供电和系统供电分开。 2. 控制器的接地不能和电机、变压器的接地在一点接地,应分开接地。 3. 特别需要注意的是,必须保证控制器和机床都同样良好接地。 4. 为避免控制器受干扰,请在重负载及电感性负载端接滤波器。交流接触器和交流电磁阀要加阻
附录 4:参数表.............................................................................................................. 24
凸轮及同步控制指导说明
目录凸轮及同步控制指导说明 (3)1 凸轮简介 (3)1.1 凸轮基本原理 (3)1.2 了解机械参数 (4)2 三种基本模式 (6)2.1 旋切/飞剪 (6)2.1.1 试运行 (9)2.1.2 显示 (14)2.1.3 配置功能 (15)2.2 追剪 (31)2.2.1 试运行 (32)2.2.2 显示 (37)2.2.3 配置功能 (38)2.3 通用凸轮 (50)2.3.1 界面介绍 (50)2.3.2 试运行 (53)2.3.3 配置功能 (55)3 故障处理 (58)4 常见问题 (59)5 功能码 (60)龙门同步控制说明 (69)1 基本原理 (69)2 系统配线图 (69)3 参数的设定 (71)4 对位回零方式 (73)5 后台监控通道 (75)6 步骤 (75)凸轮及同步控制指导说明1凸轮简介本说明书介绍了如何正确使用汇川电子凸轮专用伺服驱动器。
在使用(安装、运行、维护、检查等)前,请务必认真阅读本说明书。
另外,请在理解产品的特性后再使用该产品。
本产品的主要特点有:(1)伺服驱动器与运动控制器结合为一体化控制器。
(2)使用高精度电子凸轮生成运动轨迹,速度、加速度曲线都平滑变化,使电机的速度指令、转矩指令没有阶跃变化,可以大幅度减小机械缓冲。
(3)支持自由曲线规划、同步旋切、自动追剪、等电子凸轮功能。
(4)可跟踪标点位置(色标、孔位及凸点等)实时调节进行剪切。
可用于印刷纸、包装袋等需要补偿印刷/位置偏差的剪切。
(5)支持相位调整功能。
可用于医用卫生纸等没有色标但需要补偿位置偏差的剪切。
(6)支持Modbus、与PLC,HMI等通讯,实时修改凸轮数据、方便灵活使用。
(7)剪切长度范围可达到65535.000mm,设定可精确至um单位。
(8)可包含人性化的订单自动切换功能。
(9)自由曲线规划功能,大容量EEPROM可使设置的点数多达272个。
(10)人性化的图形规划界面、自由上传、下载的功能使用户在使用时更加形象、具体、方便。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录1.说明 (1)2.规格说明 (3)3.操作模式与说明 (4)3.1操作面板 (4)3.2基本模式的切换 (5)3.3状态显示 (5)3.3.1 数码管状态显示 (5)3.3.2 液晶屏状态显示 (6)4.凸轮参数设置(密码:1111) (7)4.1登录操作 (7)4.2设置凸轮(1~16)参数 (7)4.3设置裁断与计数参数 (8)4.3.1 设置方法 (8)4.3.2 裁断参数说明 (8)4.3.3 计数输出参数说明 (9)5.程序存储与调用操作(密码:1122) (10)5.1登录操作 (10)5.2程序备份操作 (10)5.3程序载入操作 (10)5.4程序删除操作 (10)6.监控模式 (11)6.1通用 (11)6.2吨位 (12)6.3外部报警 (12)7 调速模式下的操作 (13)7.1设定转向和控制电机起停 (13)7.2设定转速 (13)8 参数模式下的操作(密码:8888或8899) (14)8.1登录操作 (14)8.2设置机床参数 (14)8.3设置外部接口参数 (16)8.4设置吨位监视参数 (18)9. 计数参数 (19)10. 参数的通讯地址与示例 (20)10.1各参数地址及属性 (20)10.2通讯示例 (23)10.2.1 读凸轮1的开启角度 (23)10.2.2 设置裁断1的比率 (23)10.2.3 读报警状态指令 (23)10.2.4 设置下死点指令 (24)11.调试 (25)11.1使用前的准备和检查 (25)11.2设置旋变方向 (25)11.3设置下死点 (25)11.5设置第2角度 (25)11.6设置第2角度滤波时间 (25)11.7调试建议 (26)12.报警处理 (27)12.1报警时序 (27)13.系统接线与端口定义 (28)13.1接线图 (28)13.2输入端口定义 (29)13.3输出端口定义 (30)13.4旋转变压器、模拟量、通讯端口接口 (31)1.说明本控制器是一种具有较强功能的电子凸轮控制器,在具备跑马灯功能的基础上,能通过LCD屏完成与用户信息的交互,并显示多种报警信息。
通常,本控制器与可编程逻辑控制器(PLC)配合工作,用于机械压力机的电气控制。
本控制器具有较多的IO点,能通过RS485控制变频器调速,还能接收吨位仪的模拟量输入信号,对机床吨位作实时监控,其主要功能如下:1.反馈元件实时诊断本控制器自动对反馈元件进行实时检测,能够及时发现断线等故障并立即停止机床的运行,保证人员和机床的安全;同时,还可以通过外接开关检测反馈元件的安装情况,及时发现连接装置打滑故障并立即停机。
2.电子凸轮/裁断功能最大可以配置16组电子凸轮/4组裁断。
3.外部报警监测功能本控制器具有8个外部报警输入通道,用户可自定义外部报警信息和输入信号类型。
在增强模式下,可以检测脉冲、间隔脉冲、区间、间隔区间等信号。
4.自动上死点补偿本控制器根据上次停机的角度偏差自动对当前停机角度进行修正,确保停机后曲轴能够停止在上死点范围内;也可以设置为固定角度开始停机。
5.加工计数功能本控制器以每个冲程为单位进行加工计数,通过6位数进行加工计数的显示和设置(自动停机),数值最大999999。
6.硬件自诊断本控制器在上电之初自动检测硬件和参数,发现异常立即报警,终止进一步操作;也可以通过操作界面手动进行上述操作。
7.密码锁定本控制器为不同安全等级的参数设定了密码保护,防止意外修改加工参数造成事故。
8.显示曲轴位置和冲程次数本控制器通常显示曲轴位置,机床运转时如冲程次数大于10RPM,则显示当前冲程次数。
9.制动角度报警本控制器自动检测曲轴停止时转过的角度,如果超出设定的范围,显示制动异常。
10.制动时间报警本控制器自动检测曲轴停止所用的时间,如果超出设定的数值,显示制动异常。
11.冲程次数超限报警本控制器自动测算当前冲程次数,一旦发现冲程次数超过最大设定值或低于最低设定值,立即停止机床的运行并报警。
12.RS485通讯本控制器内置RS485通讯接口,可以通过通讯的方式控制变频器,达到调速的功能。
本控制器支持的变频器型号有DELTA和ABB550。
13.吨位监视功能本控制器可实时监控PTM吨位仪的模拟量输出信号,转化成相应的吨位,根据用户设定的吨位参数,可实现通道报警、偏载报警、质量报警;同时,吨位报警的输出与系统其它报警输出分开,能提供给用户灵活的控制方法。
14. 多组程序的整体保存和载入功能15. 机床参数的整体保存和载入功能16. RS232通讯功能本控制器内置RS232通讯接口,可以通过通讯的方式与PLC等控制设备进行交互,更改机床参数和设定凸轮角度,拓展应用领域。
17.自动进角功能可根据机床转速的变化自动调整凸轮输出的提前量。
2.规格说明项目规格特性供电电源DC24V ± 10%,2A电磁兼容符合GB/T17626,GB/T18268标准冲击振动符合JB/T8832-2001标准温度符合GB/T2423.3-93标准工作温度0 ~ 40℃存储温度-20 ~ 70℃湿度30 ~ 85 %RH角度显示0 ~ 359°角度设定0 ~ 359°行程数小于2000 SPM角度传感器旋转变压器角度分辨率1度指示灯24个曲轴位置指示灯,3个外部状态指示灯显示角度/速度(4位数码管) /LCD显示按键10个微动开关键凸轮输出0 ~ 359°/最大16组裁断输出0 ~ 359°/最大4组输入16通道(光耦隔离)DC24V ± 10%,最大输入电流20mA 输出18通道(光耦隔离)DC24V ± 10%,最大输出电流50mA3.操作模式与说明3.1 操作面板共24个角度指示灯,等间隔分布。
当机床转速到150SPM后,角度指示灯开始假跑,不是反映曲轴真实位置。
通过面板上的按键可进行参数和生产计数的设定,面板上的数码管(LED)可以显示角度与行程。
按键图标按键名称按键功能增键确认模式下,作为光标键使用。
编辑模式下,作为位值的增加键。
确认键确认模式下,短按进入编辑模式。
编辑模式下,短按是位移功能。
编辑模式下,长按进入确认模式。
调速键 进入变频器参数设置页面。
计数键进入预置计数和工件计数设置与查看页面,按F 键可切换至裁断计数监控界面。
密码:11113.3 状态显示3.3.1 数码管状态显示PAC15开机时,数码管部份显示曲轴的当前角度/位置。
运行过程中当SPM ≤ 10,显示当前曲轴角度/位置:当SPM > 10,显示SPM:当系统有报警时,显示报警提示符,并闪烁:3.3.2 液晶屏状态显示PAC15开机和运行时,若使能吨位仪,液晶屏部份显示当前工件计数值和机床总吨位监控状态。
不使能吨位仪功能时,液晶屏部份只显示当前工件计数值。
4.凸轮参数设置(密码:1111)4.1 登录操作步骤界面操作说明1按在编辑模式下,按在编辑模式下,按在编辑模式下,短按1已计数/Sn4 当前比例内计数0~9999 0 配合开始/Sn5 同步计数时裁断1开始输出的计数值0~9999 0 配合关闭/Sn6 同步计数时裁断1关闭输出的计数值0~9999 0凸轮11/裁断1 使能凸轮与裁断功能转换开关0~1 0 开/关凸轮或裁断开启与关闭输出的角度0~359 0注意:a)凸轮(11~14)与裁断(1~4)复用输出口;b)4个裁断参数与修改方法完全一样;c)同步计数时,必须设置凸轮/裁断选择为1、Sn1为1、Sn5和Sn6不为0d)同步计数时,Sn5和Sn6相等且不为0时,裁断1在单圈的开启角度开始输出,关闭角度关闭输出;e)裁断1输出次数可在计数模式中监控。
当修改裁断参数Sn3时,对应的输出次数自动清零;f)修改Sn2时,Sn4、Sn5、Sn6自动清零;参数解释:a)Sn1参数说明:为0时,裁断1独立计数;为1时,裁断1配合其它裁断计数;b)Sn2参数说明:当凸轮/裁断选择为裁断功能时,设置Sn2表示多少次冲压后输出裁断信号一次;c)Sn3参数说明:预置裁断次数,若裁断计数开关打开(为1),到达预置计数后输出计数到达信号1秒;当Sn3为0时,裁断次数一直累加到最大值,不输出计数到达信号;d)Sn4参数说明:当前比例内计数,实时显示当前比例内的冲压次数,也可以通过修改Sn4改变计数起始值;e)Sn5参数说明:同步计数时裁断1开始输出的计数值,当冲压次数到达Sn5设置的数值,而且角度到达开启角度后,裁断1开始输出;f)Sn6参数说明:同步计数时裁断1关闭输出的计数值,当冲压次数到达Sn6设置的数值,而且角度到达关闭角度后,裁断1关闭输出;g)凸轮/裁断选择:为0时,输出口为凸轮输出;为1时输出口为裁断输出;4.3.3 计数输出参数说明名称参数名功能说明设定范围默认值凸轮15/裁断计数到使能裁断计数到输出使能:1,使能;0,不使能0~1 0 开/关凸轮15开启与关闭输出角度0~359 0凸轮16/总计数到使能工件计数到输出使能:1,使能;0,不使能0~1 0 开/关凸轮16开启与关闭输出角度0~359 05.程序存储与调用操作(密码:1122)程序参数包含:凸轮参数、外部接口参数、吨位监视参数(上/下限、偏差设定、偏差报警使能)。
5.1 登录操作按凸轮键,输入密码1122,登录操作与进入凸轮参数页面操作相同。
5.2 程序备份操作短按5.3 程序载入操作同程序的备份操作。
5.4 程序删除操作同程序的备份操作。
6.监控模式见3.2图示。
包含通用、吨位和外部报警监控。
6.1 通用通用监控中包含IO监控、制动时间、制动角度、允许制动角和软件版本信息等。
表1 输入输出监控表输入内容说明1 X1 第二角度2 X2 运行3 X3 顶点补偿4 X4 计数使能/清零5 X5 报警复位6 X6 外部电源指示7 X7 外部报警指示8 X8 外部运行指示9 X9 DM110 X10 DM211 X11 DM312 X12 DM413 X13 DM514 X14 DM615 X15 DM716 X16 DM8输出内容说明1 CA1 凸轮12 CA2 凸轮23 CA3 凸轮34 CA4 凸轮45 CA5 凸轮56 CA6 凸轮67 CA7 凸轮78 CA8 凸轮89 CA9 凸轮910 CA10 凸轮10/吨位报警输出11 CA11 凸轮11/裁断112 CA12 凸轮12/裁断213 CA13 凸轮13/裁断314 CA14 凸轮14/裁断415 CA15 凸轮15/裁断计数到16 CA16 凸轮16/总计数到17 Y1 顶点定位118 Y2 顶点定位219 Y3 系统准备好注:Y3与的状态在系统监控页面中没有作显示。