五轴加工的RTCP技术
五轴数控系统rtcp及倾斜面加工功能的研究与实现

3.4 RTCP与后置处理 (32)3.5 本章小结 (35)第四章五轴倾斜面加工技术研究 (36)4.1 倾斜面加工控制方案设计 (36)4.2 倾斜面加工运动学基础 (37)4.2.1 正向运动学计算 (37)4.2.2 逆向运动学计算 (43)4.2.3 相关中间量的转换 (45)4.3 刀具轴方向控制 (47)4.4 倾斜面空间轨迹规划 (52)4.5 本章小结 (52)第五章五轴机床RTCP和倾斜面加工技术的实现与验证 (53)5.1 RTCP技术的实现与验证 (53)5.1.1 RTCP技术的实现 (53)5.1.2 RTCP技术的验证 (55)5.2 倾斜面加工技术的实现与验证 (58)5.2.1 倾斜面加工技术的实现 (58)5.2.2 倾斜面加工技术的验证 (59)5.3 本章小结 (62)第六章总结与展望 (63)参考文献 (65)附录A NC代码A-1 (69)发表论文和参加科研情况说明 (70)致谢 (71)图清单图2-1 双摆头五轴结构机床 (12)图2-2 双转台五轴结构机床 (13)图2-3 摆头与转台五轴结构机床 (13)图2-4 双摆头五轴机床摆头端结构参数 (15)图2-5 BA双摆头正交五轴机床 (16)图2-6 双转台五轴机床转台端结构参数 (18)图2-7 AC双转台正交五轴机床 (19)图2-8 摆头与转台五轴机床结构参数 (21)图2-9 BA摆头与转台五轴机床 (22)图3-1 转动形式不同而引起的误差 (24)图3-2 平动和转动引起的误差 (26)图3-3 RTCP功能 (27)图3-4 RTCP功能模型分析 (27)图3-5 工件坐标系与工作台坐标系作为编程坐标系 (28)图3-6 刀具中心点轨迹和控制点轨迹 (31)图3-7 RTCP模块与后置处理模块 (33)图4-1 倾斜面加工运动学框架 (37)图4-2 特性坐标系 (37)图4-3 Z-X-Z欧拉角定义特性坐标系 (38)图4-4 X-Y-Z RPY角定义特性坐标系 (39)图4-5 双向量定义特性坐标系 (40)图4-6 三点定义特性坐标系 (41)图4-7 投影角定义特性坐标系 (42)图4-8 输出角度判定策略 (50)图4-9 转动角度判定 (51)图4-10 计算角度及工作范围 (52)图5-1 CA双摆头正交偏置型五轴机械手 (55)图5-2 未开启RTCP功能时的动作 (57)图5-3 开启RTCP功能时的动作 (57)图5-4 二维平面图形刀路文件 (60)图5-5 二维刀位文件映射到三维 (60)图5-6 五轴倾斜面加工示教软件 (61)表清单表1-1 国内外数控厂商RTCP功能开发情况 (3)表1-2 国内外数控厂商倾斜面加工功能开发情况 (6)表2-1 五轴机床结构形式 (11)表3-1 工作台坐标系为编程坐标系时的非线性误差补偿量 (30)表3-2 工件坐标系为编程坐标系时的非线性误差补偿量 (32)表4-1 五轴机床刀具轴旋转计算基本角度 (48)字母注释表英文字母X, x, X ∆, d X , x p , x d X 轴方向坐标值 (mm) Y , y, Y ∆, d Y , y p , y d Y 轴方向坐标值 (mm) Z, z, Z ∆, d Z , z p , z dZ 轴方向坐标值 (mm) I, i 刀轴矢量在X 轴方向分量 (mm) J, j 刀轴矢量在Y 轴方向分量 (mm) K, k 刀轴矢量在Z 轴方向分量 (mm)A, a, a ∆ A 轴旋转角度值 (°) B, b, b ∆ B 轴旋转角度值 (°) C, c, c ∆C 轴旋转角度值 (°)A P 点P 在坐标系A 下的坐标值 (mm) BP点P 在坐标系B 下的坐标值 (mm) A BP坐标系B 的原点在坐标系A 下的坐标值 (mm) AB R坐标系B 相对于坐标系A 的变换矩阵 (3×3)()Rotx θ 绕X 轴旋转角度θ (3×3) ()Roty θ 绕Y 轴旋转角度θ (3×3) ()Rotz θ 绕Z 轴旋转角度θ (3×3) ()Rotu θ绕任意轴u 轴旋转角度θ (3×3) A B T坐标系B 相对于坐标系A 的变换矩阵 (4×4)1AB T −矩阵A B T 的逆(,,)Trans X Y Z 分别沿X 、Y 、Z 轴平移X 、Y 、Z (4×4)(,)Rot x θ 绕X 轴旋转角度θ (4×4) (,)Rot y θ 绕Y 轴旋转角度θ (4×4) (,)Rot z θ 绕Z 轴旋转角度θ (4×4) (,)Rot u θ绕任意轴u 轴旋转角度θ (4×4)w t T刀具坐标系相对于工件坐标系的变换矩阵 (4×4) m t T刀具坐标系相对于机床坐标系的变换矩阵 (4×4) mw T 工件坐标系相对于机床坐标系的变换矩阵 (4×4)w t P刀具中心点在工件坐标系下的位置 (mm) wt D刀具轴线矢量在工件坐标系下的姿态d C机床各轴运动指令 (mm) f θ绕第一旋转轴旋转角度θ (°) s θ 绕第二旋转轴旋转角度θ (°) R 刀具相对运动球空间半径 (mm)r 刀具半径 (mm) RCS 两旋转轴交点坐标系 WCS 刀具中心点坐标系 L, 'LRTCP 刀具轨迹 (mm) 0S , 0'S CAM 刀具轨迹 (mm) 1S , 1'S 第一旋转轴运动时刀具轨迹 (mm) 2S , 2'S 第二旋转轴运动时刀具轨迹 (mm) 3S , 3'S 机床实际合成运动时刀具轨迹 (mm)0n •, 1n •, 2n •刀轴矢量w f T特性坐标系相对于工件坐标系的变换矩阵f n第一旋转轴 s n 第二旋转轴 a θ A 轴旋转角度θ (°) b θ B 轴旋转角度θ (°) c θC 轴旋转角度θ (°) 1f θ, 2f θ 第1旋转轴计算基本角度 (°) 1s θ, 2s θ 第2旋转轴计算基本角度 (°) min θ 计算基本角度最小值 (°) max θ 计算基本角度最大值 (°)希腊字母α, β, γ欧拉角(4.2.1.1节); RPY 角(4.2.1.2节); 投影角(4.2.1.5节) (°)英文缩写RTCP Rotational Tool Center Point, Real-time Tool Center Point rotation TCPMTool Center Point ManagementTCPC Tool Center Point Control NURBS Non-Uniform Rational B-Splines TCP Tool Center PointRPY Roll Pitch Yawsθsinθcθcosθs sin aac cos aas sin bbc cos bbs sin ccc cos cc第一章绪论1.1课题研究背景及意义制造技术及其装备是国民经济和国防建设最基础的生产资料,而数控系统及其周边技术和产业,如CAD/CAM,DNC,FMS,CIMS,MES和MRP-Ⅱ等已成为先进制造工业装备的重要组成部分,其技术水平的高低直接决定了一个地区、一个国家乃至整个世界科技文明发展水平状况。
摇篮式五轴立式加工中心五轴RTCP精度手动调试方法
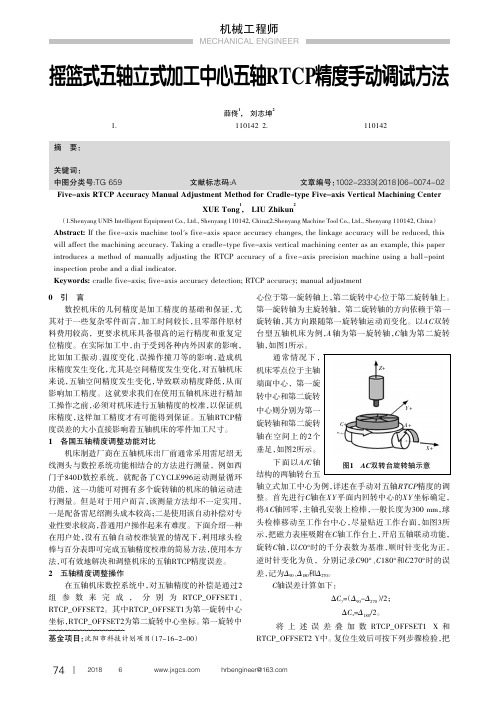
摇篮式五轴立式加工中心五轴RTCP精度手动调试方法薛佟1,刘志坤2(1.沈阳优尼斯智能装备有限公司,沈阳110142;2.沈阳机床股份有限公司,沈阳110142)摘要:对五轴机床来说,五轴空间精度发生变化,导致联动精度降低,从而影响加工精度。
文中以摇篮式五轴立式加工中心为例,介绍一种通过手动的方式,使用球头检棒和百分表对该机床的五轴精度的R T C P精度调整的方法。
关键词:摇篮式五轴;五轴精度检测;R T C P精度;手动调节中图分类号:TG659文献标志码:A文章编号:员园园圆原圆猿猿猿(圆园员8)06原园074原园2 Five-axis RTCP Accuracy Manual Adjustment Method for Cradle-type Five-axis Vertical Machining CenterXUE Tong1,LIU Zhikun2(1.Shenyang UNIS Intelligent Equipment Co.,Ltd.,Shenyang110142,China;2.Shenyang Machine Tool Co.,Ltd.,Shenyang110142,China)Abstract:If the five-axis machine tool's five-axis space accuracy changes,the linkage accuracy will be reduced,this will affect the machining accuracy.Taking a cradle-type five-axis vertical machining center as an example,this paper introduces a method of manually adjusting the RTCP accuracy of a five-axis precision machine using a ball-point inspection probe and a dial indicator.Keywords:cradle five-axis;five-axis accuracy detection;RTCP accuracy;manual adjustment0引言数控机床的几何精度是加工精度的基础和保证,尤其对于一些复杂零件而言,加工时间较长,且零部件原材料费用较高,更要求机床具备很高的运行精度和重复定位精度。
五轴机床旋转刀具中心编程RTCP

五轴机床旋转刀具中心编程RTCP(Rotation Tool Centre Point)五坐标机床及其加工编程,常用RTCP功能对机床的运动精度和数控编程进行简化,下面对RTCP (Rotation Tool Centre Point 旋转刀具中心)编程进行简要说明。
非RTCP模式编程:为了编程五坐标的曲面加工,必须知道刀具中心与旋转主轴头中心的距离:这个距离我们称为转轴中心(pivot)。
根据转轴中心和坐标转动值计算出X、Y、Z 的直线补偿,以保证刀具中心处于所期望的位置。
运行一个这样得出的程序必须要求机床的转轴中心长度正好等于在书写程序时所考虑的数值。
任何修改都要求重新书写程序。
RTCP模式编程:选件RTCP 的运行原理是当存在此选项时,控制系统会保持刀具中心始终在被编程的XYZ位置上。
为了保持住这个位置,转动坐标的每一个运动都会被XYZ 坐标的一个直线位移所补偿。
因此,对于其它传统的数控系统而言,一个或多个转动坐标的运动会引起刀具中心的位移;而对于FIDIA 数控系统(当RTCP 选件起作用时),是坐标旋转中心的位移,保持刀具中心始终处于同一个位置上。
在这种情况下,可以直接编程刀具中心的轨迹,而不需考虑转轴中心,这个转轴中心是独立于编程的,是在执行程序前由显示终端输入的,与程序无关。
通过计算机编程或通过PLP 选件被记录的三坐标程序,可以通过RTCP 逻辑,以五坐标方式被执行。
对于这种特殊的应用方法,必须要求使用球形刀具。
这些转动坐标的运动,可以通过JOG 方式或通过手轮来完成,所以在某些加工条件下,允许所使用的刀具,其长度值小于用于三坐标加工的刀具。
RTCP功能是用以补偿转动坐标导致的平动坐标的变化。
比如在不具备RTCP功能的时候,刀具摆动一个角度B,为了保证刀尖点位于给定的角度,摆刀中心的XYZ值需要进行补偿,这样得到的XYZ和刀尖点的实际位置是不一样的;如果具备RTCP功能的话,这个补偿由系统自动完成,在后置过程中不需要处理,G文件中的XYZ就是实际刀尖点的位置。
五轴数控机床的RTCP精度调整方法
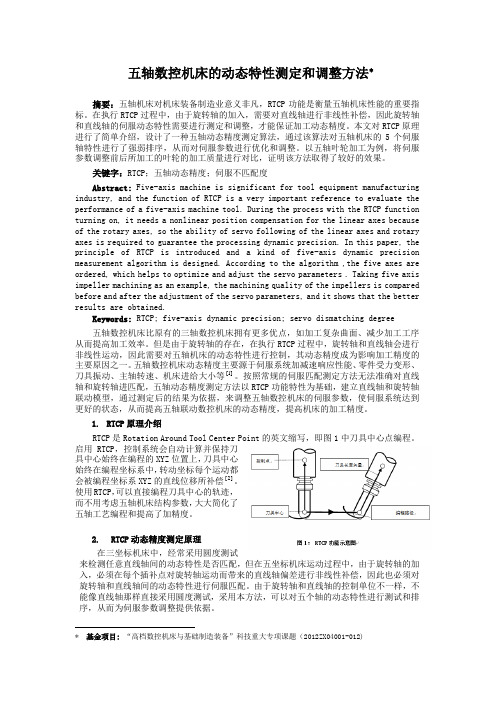
五轴数控机床的动态特性测定和调整方法 摘要:五轴机床对机床装备制造业意义非凡,RTCP功能是衡量五轴机床性能的重要指标。
在执行RTCP过程中,由于旋转轴的加入,需要对直线轴进行非线性补偿,因此旋转轴和直线轴的伺服动态特性需要进行测定和调整,才能保证加工动态精度。
本文对RTCP原理进行了简单介绍,设计了一种五轴动态精度测定算法,通过该算法对五轴机床的5个伺服轴特性进行了强弱排序,从而对伺服参数进行优化和调整。
以五轴叶轮加工为例,将伺服参数调整前后所加工的叶轮的加工质量进行对比,证明该方法取得了较好的效果。
关键字:RTCP;五轴动态精度;伺服不匹配度Abstract: Five-axis machine is significant for tool equipment manufacturing industry, and the function of RTCP is a very important reference to evaluate the performance of a five-axis machine tool. During the process with the RTCP function turning on, it needs a nonlinear position compensation for the linear axes because of the rotary axes, so the ability of servo following of the linear axes and rotary axes is required to guarantee the processing dynamic precision. In this paper, the principle of RTCP is introduced and a kind of five-axis dynamic precision measurement algorithm is designed. According to the algorithm ,the five axes are ordered, which helps to optimize and adjust the servo parameters . Taking five axis impeller machining as an example, the machining quality of the impellers is compared before and after the adjustment of the servo parameters, and it shows that the better results are obtained.Keywords: RTCP; five-axis dynamic precision; servo dismatching degree五轴数控机床比原有的三轴数控机床拥有更多优点,如加工复杂曲面、减少加工工序从而提高加工效率。
Siemens840D 5轴(rtcp)功能解释:TRAORI

Siemens840D 5轴(rtcp)功能解释:TRAORI Siemens840D 5轴(rtcp)功能解释:TRAORI5 轴转换万向切削头这里三个线性轴(X, Y, Z) 和两个定向轴(C, A) 用来确定刀具的定位角和工作点。
两个定向轴的其中之一是作为斜置轴设置的,在这里为A'(在很多情况下是45°)。
在这里所举的示例中,可以看到带有机床运动系统的CA 的万向组合刀盘的布置!机床制造商定向轴的轴顺序和刀具的运动方向取决于通过机床数据的机床类型来设置。
在该例中,A’位于与X 轴成φ 的角度下一般适用于下面的关系:A'在角度φ 下X轴B' 在角度φ 下Y-轴C' 在角度φ 下Z 轴可以通过机床数据在0° ~+89° 的范围内设计角度φ 。
带有可旋转的线性轴这种情况与运动的工件和运动的刀具的布置有关。
运动由三个线性轴(X, Y, Z) 和两个呈直角的旋转轴合成。
例如,通过一个有两个线性轴的滑板使第一个旋转轴运动,刀具平行于第三个线性轴。
第二个旋转轴使工件旋转。
第三个线性轴(转向轴)在十字滑板的平面上。
旋转轴的轴顺序和刀具的运动方向取决于通过机床数据的机床类型来设置。
适用于下面的关系:进给轴轴顺序:第 1 回转轴 A A B B C C第 2 回转轴 B C A C A B转向的线性轴Z Y Z X Y X关于刀具定向方向可配置轴顺序的进一步说明参见文献:/FB3/ 功能手册特殊功能;3 至 5 轴转换(F2),万向铣头一章中的“编程”。
6.2.2 三轴、四轴和五轴转换(TRAORI)功能用户可以设计两个或者三个移动的轴和一个回转的轴。
转换的条件:旋转运动轴正交于定向平面上。
刀具只在与回转轴垂直的平面上才可以定向。
转换支持带有运动刀具和运动工件的机床类型。
三轴和四轴转换的设计和编程与五轴转换类似。
文献:/FB3/ 功能手册特殊功能;3 至5 轴转换(F2)编程TRAORI(n)或者TRAORI(n,X,Y,Z,A,B)或者TRAFOOF参数TRAORI 激活第一个设定的方向转换TRAORI(n) 激活用n 设定的方向转换n 转换的编号(n = 1 或者2),TRAORI(1)与方向转换一相同X,Y,Z 刀具所指向的定向矢量分量A,B 旋转轴的可编程偏移TRAFOOF 取消转换刀具定向视刀具的所选定向方向而定,必须在NC 程序中对激活的工作平面(G17, G18, G19)进行调整,使得刀具长度补偿在刀具定向的方向中有效。
具有RTCP功能的五轴数控机床后置处理方法
◎曾超峰卢耀安刘志峰具有RTCP功能的五轴数控机床后置处理方法一、引言五轴数控加工技术是先进制造技术的重要组成部分和基础技术之一。
目前,五轴数控机床以其柔性好、减少装夹次数、可缩短刀具长度等优点在现代制造领域,尤其是复杂曲面类零件的高效加工中得到了广泛应用。
高质量的五轴加工程序和正确的后置处理是充分发挥五轴数控加工优越性的关键。
数控编程得到的刀位数据是以工件坐标系为参考坐标系,没有考虑具体的机床结构。
规划的刀位数据均以APT(Automati-callyProgrammedTool)语言形式保存在刀位数据源文件中,该文件包含了工件坐标系下刀具参考点位置(x,y,z坐标值)和单位刀轴矢量信息(i,j,k)。
刀位数据源文件必须经过后置处理转化成机床数控系统能够识别的指令才能上机床加工。
后置处理(Post Processing)的任务就是把CAM(Computer Aided Manufacturing)软件生成的刀位数据转换成适合机床结构和数控系统的加工程序。
后置处理在五轴数控加工中一直扮演着重要角色,它是连接CAM软件与数控机床的桥梁。
对三轴加工而言,后置处理更多关注如何生成数控系统能识别的指令代码,而对五轴加工来说,在兼顾指令代码格式的情况下,更重要的是进行坐标变换,获得机床各轴的位置值。
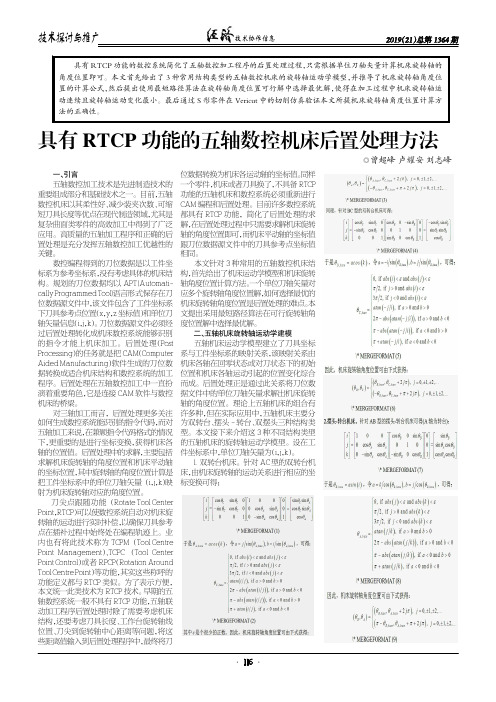
后置处理中的求解,主要包括求解机床旋转轴的角度位置和机床平动轴的坐标位置,其中旋转轴的角度位置计算是把工件坐标系中的单位刀轴矢量(i,j,k)映射为机床旋转轴对应的角度位置。
刀尖点跟随功能(Rotate Tool Center Point,RTCP)可以使数控系统自动对机床旋转轴的运动进行实时补偿,以确保刀具参考点在插补过程中始终处在编程轨迹上。
业内也有将此技术称为TCPM(Tool Centre Point Management)、TCPC(Tool Center Point Control)或者RPCP(Rotation Around ToolCentrePoint)等功能,其实这些称呼的功能定义都与RTCP类似。
五轴机床旋转刀具中心编程RTCP

五轴机床旋转刀具中心编程RTCP 五轴机床旋转刀具中心编程RTCP(Rotation Tool Centre Point)五坐标机床及其加工编程,常用RTCP功能对机床的运动精度和数控编程进行简化,下面对RTCP( Rotation Tool Centre Point 旋转刀具中心)编程进行简要说明。
非RTCP模式编程:为了编程五坐标的曲面加工,必须知道刀具中心与旋转主轴头中心的距离:这个距离我们称为转轴中心(pivot)。
根据转轴中心和坐标转动值计算出X、Y、Z 的直线补偿,以保证刀具中心处于所期望的位置。
运行一个这样得出的程序必须要求机床的转轴中心长度正好等于在书写程序时所考虑的数值。
任何修改都要求重新书写程序。
RTCP模式编程:选件RTCP 的运行原理是当存在此选项时,控制系统会保持刀具中心始终在被编程的XYZ位置上。
为了保持住这个位置,转动坐标的每一个运动都会被XYZ 坐标的一个直线位移所补偿。
因此,对于其它传统的数控系统而言,一个或多个转动坐标的运动会引起刀具中心的位移;而对于FIDIA 数控系统(当RTCP 选件起作用时),是坐标旋转中心的位移,保持刀具中心始终处于同一个位置上。
在这种情况下,可以直接编程刀具中心的轨迹,而不需考虑转轴中心,这个转轴中心是独立于编程的,是在执行程序前由显示终端输入的,与程序无关。
通过计算机编程或通过PLP 选件被记录的三坐标程序,可以通过RTCP 逻辑,以五坐标方式被执行。
对于这种特殊的应用方法,必须要求使用球形刀具。
这些转动坐标的运动,可以通过JOG 方式或通过手轮来完成,所以在某些加工条件下,允许所使用的刀具,其长度值小于用于三坐标加工的刀具。
RTCP功能是用以补偿转动坐标导致的平动坐标的变化。
比如在不具备RTCP功能的时候,刀具摆动一个角度B,为了保证刀尖点位于给定的角度,摆刀中心的XYZ值需要进行补偿,这样得到的XYZ和刀尖点的实际位置是不一样的;如果具备RTCP功能的话,这个补偿由系统自动完成,在后置过程中不需要处理,G文件中的XYZ就是实际刀尖点的位置。
五轴联动机床RTCP的控制与研究

五轴联动机床R T C P的控制与研究刘㊀传㊀孙雨锋(沈阳中捷航空航天机床有限公司,辽宁沈阳110020)摘㊀要:在机械加工领域,机床的重要性是毋庸置疑的,而在机床设备中,五轴联动机床是机床设备中,加工精度,加工范围最广的设备,本文研究分析五轴联动机床的R T C P算法,同时还分析机床结构参数测量算法,如何使用测量方法,研究测量应用机床,将机床的精度和误差得到提高和控制,提高产品的加工质量.关键词:R T C P算法;结构参数测量方案;测量应用1㊀R T C P算法五轴联动机床中R T C P功能是一种建模方法,是一种算法,可以对回转刀具中心点进行精确控制的技术,基本原理就是利用线性轴的运动补偿因旋转运动对机床刀具中心点造成的位移,五轴联动机床常见的有双摆头㊁双转台和混合台这几种,如图1.图1㊀常见五轴机床结构以上三种机床中,双摆头是最常见的五轴联动机床,通过对它进行举例说明R T C P的算法,模型如图2在双摆头机床的主轴运动中,主动轴与从动轴之间的轴线是相交的,在空间上不存在距离的,所以可以得出主轴既不正交也不相交.图2㊀R T C P控制模型通过上图的模型可以看出,V1和V2分别代表的是主动轴和从动轴,A表述的是主轴回转线,M2为主轴的初始位置,图2表述的是刀具㊁主动轴㊁从动轴的初始状态.2㊀结构参数测量方案五轴联动结构参数的测量主要是测量R T C P参数,目的是实行对刀具中心的监控,测量的方法是采用触发式测量探头和标准球头两种工具对设备进行测量,测量方案的流程为:(1)仪器安装,测量就需要仪器,仪器是关键,需要将测量参数设计完成,需要确定测量的类型,参数的设置中,需要将基本参数调试完成,包含一些旋转参数㊁高度㊁速度等,同时还需要将示教点参数设置完成,如图3,工作台的校准等.示教点的作用在测量系统中是非常重要的,是确定校准球与触发试侧头的相对位置,同时还是进行碰撞的基准点,所以在测量系统中的需要进行设置.(2)碰撞采集,在硬件和参数设置完成之后,需要进行数据实验,将测头探针与标准球进行碰撞,在碰撞过程中,需要记录每个坐标值,X㊁Y㊁Z三个方向的数值,同时每个示教点的碰撞需要保证探针和球4点碰撞.(3)R T C P参数计算,在完成碰撞之后,需要对示教点的坐标进行数据处理,得出主轴和从动轴之间的位置,最终需要转换为R T C P参数.图3㊀示教点3㊀测量应用在对机床的测量研究中,开发了测量软件,H N C-8是实现五轴联动机床自动测量的系统,该软件的主要操作界面如下:(1)机床坐标区,该界面的主要功能为显示机床坐标系和相对坐标系的界面;(2)参数设置,主要实现对测量类型㊁旋转轴㊁等参数的设置;(3)宏程序系统,主要是与测量宏程序相关;(4)R T C P参数,主要显示参数数值.H N C-8软件界面需要符合上述的要求,同时还需要实现如下的功能,保证测量的真实和有效,需要实现主轴示教点和从动示教点位置的显示功能,保证坐标系参数的获得,宏程序的使用功能,在测量中可以实时加载宏程序,在最终的测量系统完成之后,需要实现结果的导入和导出功能,导入时测量数据的导入,导出是R T C P数据的导出.在数据测量的过程中,如果实现R T C P数据的高精度,在测量的过程中,在千分表与标准球接触的一瞬间在启动R T C P功能,在运动过程中,需要先从从动轴开始进行单轴旋转,不同角度进行暂停测量,记录千分表的数值,通过这种方法可以实现高精度测量.4㊀结论五轴联动机床的R T C P主要是是简化程序和较小运动误差,通过R T C P的算法和测量技术可以监控机床加工中的参数和运动,得到良好的加工精度,机床的测量中,主要是通过多点和手动两个方面结合,在实际的测量中也会出现偏差,所以在设计和测量中,需要进行优化㊁排除环境的影响,同时还需要剔除一些测量数据偏差大的数据,通过R T C P技术提高机床的的智能化和高精度化.参考文献[1]范超毅.透过C I MT2007看五轴联动加工机床的发展与液压[J].2008,36(8):166G169.[2]林胜.五轴数控机床发展及应用航空精密制造技术[J].2005,41(4):1G6.[3]孔维堂,刘伟军,于东,等.五轴联动数控系统R T C P技术的研究与实现[J].小型微型计算机系统,2011,12.[4]邓梦.基于R T C P的五轴联动数控机床动态误差溯源方法研究[D].成都:电子科技大学,2014.锋绘2019年第5期187㊀。
基于开放式超精密数控系统的五轴rtcp算法及应用研究
基于开放式超精密数控系统的五轴rtcp算法及应用研究基于开放式超精密数控系统的五轴RTCP(实时坐标转换处理)算法是一种先进的数控技术,用于提高复杂曲面加工的精度和效率。
以下是关于该主题的研究内容概述:1. 研究背景:- 开放式数控系统具有灵活性和可扩展性,允许用户根据需要定制和优化控制策略。
- 五轴加工能够在多个方向上同时进行切削,提高了加工复杂形状的能力。
- RTCP算法是五轴加工中的关键技术,它能够实时计算刀具的位置和姿态,以适应工件的形状和切削条件。
2. 算法原理:- RTCP算法包括刀具中心点控制(TCPC)和刀具姿态控制(TPC),确保刀具沿预定路径精确移动。
- 算法需要考虑机床的运动学特性,如关节限制、奇异点避免等。
- 算法还需要处理非线性误差补偿、切削力变形补偿等问题,以提高加工精度。
3. 系统架构:- 开放式超精密数控系统通常采用模块化设计,包括硬件平台、操作系统、控制软件等。
- 系统应支持高速数据处理和通信,以满足实时计算的需求。
- 用户界面应便于操作者进行参数设置、程序编辑和状态监控。
4. 算法实现:- 利用高级编程语言(如C++)和数学库(如MATLAB)开发RTCP算法。
- 算法需要在实时操作系统(RTOS)环境下运行,以保证任务的实时性。
- 算法的性能需要通过仿真和实际加工测试进行验证。
5. 应用研究:- 研究不同材料和形状的工件对RTCP算法的影响,优化切削参数。
- 分析五轴加工中的误差来源,如机床热变形、刀具磨损等,并开发相应的补偿策略。
- 探索RTCP算法在微细加工、硬脆材料加工等领域的应用潜力。
6. 成果与展望:- 研究成果可以指导开放式超精密数控系统的设计和改进,提升五轴加工的性能。
- 未来工作可能包括算法的进一步优化、智能化控制策略的开发等。
基于开放式超精密数控系统的五轴RTCP算法及应用研究是一个跨学科的领域,涉及机械工程、计算机科学、控制理论等多个方面。
你真的足够了解五轴加工吗?什么是RTCP?

你真的⾜够了解五轴加⼯吗?什么是RTCP?近年来五轴联动数控加⼯中⼼在各领域得到了越来越⼴泛的应⽤。
在实际应⽤中,每当⼈们碰见异形复杂零件⾼效、⾼质量加⼯难题时,五轴联动技术⽆疑是解决这类问题的重要⼿段。
越来越多的⼚家倾向于寻找五轴设备来满⾜⾼效率、⾼质量的加⼯。
但是,你真的⾜够了解五轴加⼯吗?01五轴机床的机械结构形式想要真正的了解五轴加⼯,⾸先我们要读懂什么是五轴机床。
五轴机床(5 Axis Machining),顾名思义,是指在X、Y、Z,三根常见的直线轴上加上两根旋转轴。
A、B、C三轴中的两个旋转轴具有不同的运动⽅式,以满⾜各类产品的技术需求。
⽽在5轴加⼯中⼼的机械设计上,机床制造商始终坚持不懈地致⼒于开发出新的运动模式,以满⾜各种要求。
综合⽬前市场上各类五轴机床,虽然其机械结构形式多种多样,但是主要有以下⼏种形式:1. 两个转动坐标直接控制⼑具轴线的⽅向(双摆头形式)。
2. 两个坐标轴在⼑具顶端,但是旋转轴不与直线轴垂直(俯垂型摆头式)。
3. 两个转动坐标直接控制空间的旋转(双转台形式)。
4. 两个坐标轴在⼯作台上,但是旋转轴不与直线轴垂直(俯垂型⼯作台式)。
5. 两个转动坐标⼀个作⽤在⼑具上,⼀个作⽤在⼯件上(⼀摆⼀转形式)。
*术语:如果旋转轴不与直线轴相垂直,则被认为是⼀根“俯垂型”轴。
看过这些结构的五轴机床,我相信我们应该明⽩了五轴机床什么在运动,怎样运动。
可是,这么多样化的机床结构,在加⼯时究竟能展现出哪些特点呢?与传统的三轴机床相⽐,⼜有哪些优势呢?接下来就让我们来看看五轴机床有哪些发光点。
02五轴加⼯的众多优点说起五轴机床的特点,就要和传统的三轴设备来⽐较。
⽣产中三轴加⼯设备⽐较常见,有⽴式、卧式及龙门等⼏种形式。
常见的加⼯⽅法有⽴铣⼑端刃加⼯、侧刃加⼯。
球头⼑的仿形加⼯等等。
但⽆论哪种形式和⽅法都有着⼀个共同的特点,就是在加⼯过程中⼑轴⽅向始终保持不变,机床只能通过X、Y、Z三个线性轴的插补来实现⼑具在空间直⾓坐标系中的运动。
五轴RTCP及ROTO功能详解

53achine Tools AutomationM机床自动化(3)多轴加工的优势很明显,可以减少零件装夹次数,减少了定位误差,缩短辅助时间;可以加工三轴铣无法加工到的区域;可以用更短的刀具实现零件加工,提高刀具刚性;可避免球头刀刀尖切削,改善切削条件;可以利用铣刀的端刃和侧刃去切削工件,减少切削路径,提高加工效率;可以加工尖角(见图5)。
但是多轴加工的难度也是显而易见的。
(4)数控编程是利用C A M 软件,基于产品的三维模型生成刀具轨迹,然后对刀具轨迹进行后置处理生成数控机床使用的NC 代码。
其中多轴编程的刀具轨迹记录了数控加工时刀具中心的坐与工件的任意角度,从而改善切削条件。
多轴机床也可分为立式、卧式、龙门等形式,如按照回转轴的安放位置划分还可分为主轴头旋转,工作台旋转及混合旋转等形式(见图2),如图3、图4所示的转台式多轴机床和摆头式多轴机床。
五轴RTCP及ROTO功能详解沈阳菲迪亚数控机床有限公司 (辽宁 110142) 韩诗典多轴数控加工一直是数控加工的难点,无论是数控编程、后置处理还是机床设置都与三轴数控加工有着明显的区别。
本文介绍了RTCP 和ROTO 功能在多轴加工中的重要作用,可以对旋转轴转动对数控加工造成的坐标偏差进行补偿和机床形式的转换,极大简化了后处理和机床操作的难度,减少人为错误。
1. 多轴加工与三轴加工的区别(1)三轴加工设备比较常见,有立式、卧式及龙门几种形式。
常见的加工方法有立铣刀端刃加工、侧刃加工,球头刀的型面加工,以及一些钻攻循环等。
但无论哪种形式和方法都有着一个共同的特点,就是在加工过程中刀轴方向始终保持不变,机床通过X 、Y 、Z 三个线性轴的插补来实现刀具在空间直角坐标系中的运动,使得刀具的刀尖或刀心(球头刀具的球心)达到NC 程序中指定的坐标(见图1)。
(2)多轴加工设备相对比较复杂,它除提供沿X 、Y 、Z 方向的线性移动外,还提供绕X轴、Y 轴、Z 轴的转动,目的是在加工过程中除了可使刀具可以到达指定的坐标位置,还可以实现刀具图 1图 2图 5注意:①形状误差、拐角降速、机械振动、反向间隙加速补偿的调整。
五坐标加工中心RTCP精度检测与校正方法

设备管理与维修2019№2(下)五坐标加工中心RTCP 精度检测与校正方法林超青(昌河飞机工业公(集团)有限责任公司,江西景德镇333002)摘要:五坐标加工中心的RTCP 功能是五轴机床的一个重要标志和功能,是否具备RTCP 功能以及RTCP 精度好坏直接关系到五轴机床的正常使用及加工零件的精度。
因此了解和掌握五坐标加工中心RTCP 精度检测和校正方法具有很重要的意义。
关键词:RTCP 精度;螺距补偿;零点位置;RTCP 机械偏心中图分类号:TH17文献标识码:B DOI :10.16621/ki.issn1001-0599.2019.02D.241RTCP 运动原理及影响RTCP 精度的因素RTCP 是绕刀具中心点转动(Rotation Tool Center Point )的缩写。
如果没有RTCP 功能,一个坐标的转动将导致刀具中心受制于一个量,该量正比于转动角度和刀具中心与该坐标转动中心之间的距离(图1)。
图1中,C —P 1这一段以C 为中心绕X 坐标旋转了一个角度琢,这样C —P 1的末端从P 1移到了P 2。
当这种概念用于机床时(可以认为C 点是转动主轴头的中心,P 1是刀具的中心)可以看到,转动一个坐标的结果是刀具中心在XYZ 坐标系中产生位移。
如果有RTCP 功能,数控系统将使刀具中心始终保持在一个固定的XYZ 位置上(如编程指定的XYZ位置)。
为了保持这个位置,转动坐标的每一个运动都会被XYZ 的一个直线位移所补偿。
如果没有RTCP 功能,一个或多个转动坐标的运动会引起刀具中心的位移;如果具有RTCP 功能,则是坐标旋转中心的位移,而刀具中心始终保持在同一个位置。
图2是机床有RTCP 和没有RTCP 时的运动状态。
RTCP 精度是一个综合的空间精度,受到多种因素的影响,如机床的几何精度(如C 轴画圆精度等)、定位精度和重复定位精度、RTCP 的中心点长度、RTCP 机械偏心的补偿、回转坐标的绝对零点位置等。
数控机床RTCP精度补偿与分析
数控机床 RTCP精度补偿与分析摘要五轴联动数控机床是一个国家国防和工业的重要战略装备,在机械制造领域有着举足轻重的地位1。
数控机床的RTCP精度是机床五轴联动加工时重要的精度指标。
五轴联动技术是数控加工中难度最大并且应用最广的技术,它集计算机控制、高性能伺服驱动控制和精密加工技术于一体,应用于复杂曲面的高效、精密、自动化加工。
国际上一直把五轴联动技术作为衡量一个国家机械设备自动化技术水平的标志。
关键词:五轴数控机床,RTCP精度,精度补偿引言航空工业一直是一个国家工业技术的综合体现,航空器的研制最核心的两个部分一个是如何让飞机飞起来,另一个就是如何将飞机造出来。
前者是依靠空气动力学,后者是靠机械加工能力和材料学。
当前的零部件设计日益复杂,各种复杂曲面对于数控加工的加工能力不断提出新的要求。
拥有五轴联动技术的数控机床在加工复杂零件时,线性轴可以通过补偿刀具中心点因旋转产生的偏移,使得刀具时刻保持最佳的切削姿态2。
从而可以提高加工效率,节省加工时间。
1.RTCP精度补偿的重要性数控五轴机床的两个旋转轴中,自身旋转的同时影响到另一个旋转轴的为第一旋转轴,自身旋转的同时不影响另一个轴的为第二旋转轴3。
这几年我厂的个别数控机床随着多年的使用以及磨损,机床的各项精度开始受到影响。
有些机床的精度补偿参数与机床出厂时设置的参数已不再匹配,同时某些机床主轴为电主轴的机床,在更换完新主轴后,也需要重新进行RTCP精度的校正,所以五轴机床的RTCP精度补偿便尤为重要。
只有掌握了RTCP精度调整的方法,才能有效的对五轴机床的精度进行补偿,保证零件加工的质量和效率。
通过实践研究,针对该机床的特点,结合西门子840D数控系统,研究出一套可行的校对补偿方案,对该机床进行RTCP精度补偿。
2.数控加工厂机床现状2.1 数控机床的分类数控五轴机床按旋转轴的特点可以分为三类。
第一类是铣头旋转机床,两个旋转轴都在主轴侧。
第二类是铣头+工作台旋转,两个旋转轴,一个在主轴侧,另一个在工作台侧。
五轴加工的RTCP技术

五轴加工的RTCP技术五轴加工的RTCP技术【原创+整理】一点儿背景十数年前,一汽为模具加工招标五轴机床,据说当时去了不少国际大牌厂商,招标现场有外商提出他们的产品好,有RTCP功能,在坐的国内厂商和业内专家一时语塞,几乎无人知晓RTCP为何方神圣,最后还是国内最早从事数控研究的某高校知名教授现场指点迷津,才为国内业界挽回局面。
但一直到十几年之后的“十一五”数控重大专项出台前后,RTCP概念才开始得到国内数控业界和学界的广泛关注。
差不多两年,一业内企业在媒体上高调宣称其具有自主知识产权的高端数控系统具有RTCP和极高段数的前瞻功能,问及RTCP和前瞻的精髓是什么时,也就噤声不语了,不知是不愿说,还是没法说。
今年年底“十一五”数控重大专项的高端数控系统的五家中标企业:华中、广数、高精(蓝天)、航天、光洋都将进行项目验收,届时RTCP将不可避免地称为验收的焦点之一,八仙过海,各显神通,验收原则上不会不过,但实效如何,国产的RTCP能否稳健走向市场,并为用户创造价值,大家仍需拭目以待。
个人对RTCP的理解一台数控机床有五个联动轴并不能就此简单地称之为五轴机床,同样,一套数控系统能控五个轴,也不能就此声称为五轴数控系统,判断一台数控机床是不是五轴机床,一套数控系统是不是真正的五轴系统,首先必须看其是否具备RTCP功能,Fidia的RTCP是“Rotational Tool Center Point”的缩写,字面意思是“旋转刀具中心”,业内往往会稍加转义为“围绕刀具中心转”,也有一些人直译为“旋转刀具中心编程”,其实这只是RTCP的结果。
PA的RTCP则是“Real-time Tool Center Point rotation”前几个单词的缩写。
海德汉则将类似的所谓升级技术称为TCPM,即“Tool Centre Point Management”的缩写,刀具中心点管理。
还有的厂家则称类似技术为TCPC,即“Tool Center Point Control”的缩写,刀具中心点控制。
微小型立式五轴雕铣中心关键技术

(3)五轴加工后处理技术。后处理是CAM软件中对CAD模型进行的加工 操作后生成的刀位数据文件(CL),不能被机床控制器识别,必须进行后期处 理,来创建能够为机床识别的加工程序文件(NC)。
我们自主开发的微小型立式五轴雕铣中心,属于双转台五轴结构即X、Y、 Z三个直线轴和B、C两个回转轴。CAM软件生成的刀位文件的刀位坐标(X, Y ,Z)和刀轴矢量(I ,J ,K)是基于工件坐标系建立的。因此,后处理的主
设定值 2 3 0 0 2 3 1 2
说明 五轴机床类型:双旋转工作台
刀具方向:Z轴 刀具倾斜角度 刀具倾斜角度 第一旋转轴为“B”轴 第二旋转轴为“C”轴 第一旋转轴“B”轴为反向 第二旋转轴“C”轴为法向
新代系统RTCP参数设置界面如图2所示。
图2 RTCP参数设置界面
B轴和C轴轴心位置检测见表3。
Products & Technology 产品与技术
微小型立式五轴雕铣中心关键技术
沈阳机床股份有限公司 张 健 姜成伟
本文阐述了一种微小型立式五轴雕铣中心的设计开发关键技术,包括机床总体布局、主要技术参 数和特点、机床本体开发技术、RTCP检测技术和五轴加工后处理技术。微小型立式五轴雕铣中心的 研制成功,有效解决了珠宝首饰的高精、高效、高稳定性加工难题,同时该产品填补了国内空白。
参数号码 Pr3031 Pr3032 Pr3033 Pr3034 Pr3035 Pr3036
表3
设定值 实测值,没有可为0 实测值,没有可为0 实测值,没有可为0
实测值 实测值 实测值
说明 B轴相对C轴的X方向偏移量 B轴相对C轴的Y方向偏移量 B轴到C轴在Z轴正方向的偏移 B轴轴心的X轴机械坐标值 C轴轴心的Y轴机械坐标值 B轴轴心的Z轴机械坐标值
五轴联动数控系统中RTCP技术的研究

wa e eo d b tef, t l o t m f RTCP s i tg a e sd v lpe y is l wi ag r h o h i wa n e r td. T p rp o i e rmay su y o he pa e r v d s p i r t d n d v l p n o u lt e eo i g t p q aiy CNC s se wh c s e u p e t h u c in o y t m i h i q i p d wi t e f n to fRTCP. h
Ab t a t s r c :Th u c in o e f n t fRTCP h s b e ttd i h s p pe ,t e g n rl mah ma ia de fRTCP i e o a e n sa e n t i a r h e e a t e t lmo lo c s d — rv d.To a m tt e a g rt m fRT fB-C i e ua oa y wo k n a l ie i a h lo ih o CP o ax s d lr tr r i g tb e 5-ax s CNC c i i e ma h ne
图 1 双 回转工作 台五 轴数控机 床 z轴方 向偏 置示意 图
产生 的数控 程 序 针 对 性 太 强 , 件 安 装 位 置 改 变 ( 工 包 含 回转工作 台的五轴 数控 机 床 中 ) 刀 具长 度 ( 含 摆 、 包
广东省科技计划项 目(0 9 0 0 00 2 , 20 B 5 10 0 ) 广州市科技计划项 目( 07 1 D 1 1 20 Z 一 6 4 )
换 矩 阵分别 为
1
R =
什么叫真五轴?什么叫假五轴?与三轴有什么区别?

真五轴就是有RTCP功能。
能根据主轴的摆长及旋转台的机械坐标进行自动换算。
在编制程序时,只需要考虑工件的坐标,不需要考虑主轴的摆长及旋转台的位置。
是否是真五轴,不是看五个轴是否联动,假五轴也可五轴联动。
主轴要是有RTCP真五轴的算法。
就是做分度加工,有RTCP功能的真五轴只要设置一个坐标系,只需要一次对刀设坐标。
而假五轴则麻烦很多。
没有RCTP功能的情况
有RCTP功能的情况
拥有RTCP功能的数控系统,可以直接使用刀尖编程,无需考虑旋转轴中心距离。
应用RTCP模式后,编程5坐标加工就可以直接针对刀具刀尖而不是旋转主轴头的中心,因此编程就会变得简单、高效很多。
从图中我们可以看到,对于双转台假五轴,需要设置多次坐标,达到分度加工的目的。
但如果是摆头式五轴,则分度加工也不可能完成,因为摆头五轴,在向下加工的时候,不是单独的Z运动,是Z与X或Y一起运动。
此时的假五轴,编程将十分麻烦,调试更加困难,此时也不能使用三轴的G51偏移功能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
五轴加工的RTCP技术【原创+整理】一点儿背景十数年前,一汽为模具加工招标五轴机床,据说当时去了不少国际大牌厂商,招标现场有外商提出他们的产品好,有RTCP功能,在坐的国内厂商和业内专家一时语塞,几乎无人知晓RTCP为何方神圣,最后还是国内最早从事数控研究的某高校知名教授现场指点迷津,才为国内业界挽回局面。
但一直到十几年之后的“十一五”数控重大专项出台前后,RTCP概念才开始得到国内数控业界和学界的广泛关注。
差不多两年,一业内企业在媒体上高调宣称其具有自主知识产权的高端数控系统具有RTCP和极高段数的前瞻功能,问及RTCP和前瞻的精髓是什么时,也就噤声不语了,不知是不愿说,还是没法说。
今年年底“十一五”数控重大专项的高端数控系统的五家中标企业:华中、广数、高精(蓝天)、航天、光洋都将进行项目验收,届时RTCP将不可避免地称为验收的焦点之一,八仙过海,各显神通,验收原则上不会不过,但实效如何,国产的RTCP能否稳健走向市场,并为用户创造价值,大家仍需拭目以待。
个人对RTCP的理解一台数控机床有五个联动轴并不能就此简单地称之为五轴机床,同样,一套数控系统能控五个轴,也不能就此声称为五轴数控系统,判断一台数控机床是不是五轴机床,一套数控系统是不是真正的五轴系统,首先必须看其是否具备RTCP功能,Fidia的RTCP是“Rotational Tool Center Point”的缩写,字面意思是“旋转刀具中心”,业内往往会稍加转义为“围绕刀具中心转”,也有一些人直译为“旋转刀具中心编程”,其实这只是RTCP的结果。
PA的RTCP则是“Real-time Tool Center Point rotation”前几个单词的缩写。
海德汉则将类似的所谓升级技术称为TCPM,即“Tool Centre Point Management”的缩写,刀具中心点管理。
还有的厂家则称类似技术为TCPC,即“Tool Center Point Control”的缩写,刀具中心点控制。
从Fidia的RTCP的字面含义看,假设以手动方式定点执行RTCP功能,刀具中心点和刀具与工件表面的实际接触点将维持不变,此时刀具中心点落在刀具与工件表面实际接触点处的法线上,而刀柄将围绕刀具中心点旋转,对于球头刀而言,刀具中心点就是数控代码的目标轨迹点。
为了达到让刀柄在执行RTCP功能时能够单纯地围绕目标轨迹点(即刀具中心点)旋转的目的,就必须实时补偿由于刀柄转动所造成的刀具中心点各直线坐标的偏移,这样才能够在保持刀具中心点以及刀具和工件表面实际实际接触点不变的情况,改变刀柄与刀具和工件表面实际接触点处的法线之间的夹角,起到发挥球头刀的最佳切削效率,并有效避让干涉等作用。
因而RTCP似乎更多的是站在刀具中心点(即数控代码的目标轨迹点)上,处理旋转坐标的变化。
不具备RTCP的五轴机床和数控系统必须依靠CAM编程和后处理,事先规划好刀路,同样一个零件,机床换了,或者刀具换了,就必须重新进行CAM编程和后处理,因而只能被称作假五轴,国内很多五轴数控机床和系统都属于这类假五轴。
当然了,人家硬撑着把自己称作是五轴联动也无可厚非,但此(假)五轴并非彼(真)五轴!Fidia C20数控系统宣传样本关于RTCP的描述(以下文字面由本人参照英文样本翻译,不够贴切之处请不吝指正)RTCP功能可以直接在机床上针对双摆铣头和双转台管理刀具的空间长度补偿。
这样一来,五轴刀路的编程就可以不必在数控代码生成之前就考虑该如何在刀路中体现数控机床的刀具或者工作台的轴心及其偏差。
RTCP具有一下特点:1.针对刀具的实际切削点执行进给控制;2.针对五个轴的前瞻控制;3.可处理垂直、倾斜和存在偏心的铣头;4.“虚拟主轴”:将某个轴定向到刀具轴线上执行钻削和回退操作;5.针对五轴的坐标旋转和(或)坐标变换;6.参考坐标系(G194)的旋转:应用于加工程序以及那些来自JOG或手轮的运动;RTCP功能也可以用于三轴加工程序:在保持刀具与工件的实际接触点不变的前提下,以手动方式改变铣头或工作台的姿态角。
RTCP和HMSRTCP功能和HMS铣头标定系统相结合是五轴铣削领域独一无二的成果技术,非常有助于提高刀尖运动精度。
HMS(节选)HMS铣头量测系统用于量测和校验双摆铣头和双转台的连续运动和定位数据,配备有连接到数控系统的三只传感器和专门的测量管理软件。
软件实时处理输入数据,并功能校验和修正几何误差、位置精度,以及铣头和转台的RTCP参数。
HMS是一款高精度量仪,可替代采用标准刻度盘的传统校验方法。
其优点包括:1.极大地降低校验时间(仅半个小时而不是一整天)2.量测铣头和转台的全部位置(而不仅仅是正交位置)3.量测RTCP参数4.自动在数控系统中插入修正值摘自“金属加工世界”《五坐标高速铣削加工与编程的关键技术》文中“四、五坐标高速铣削后处理程序开发”之“1.五轴机床旋转刀具中心编程RTCP(Rotation Tool Centre Point)”一小节内容如下:五坐标机床及其加工编程,常用RTCP功能对机床的运动精度和数控编程进行简化,下面对RTCP(Rotation Tool Centre Point 旋转刀具中心)编程进行简要说明。
非RTCP模式编程:为了编程五坐标的曲面加工,必须知道刀具中心与旋转主轴头中心的距离:这个距离我们称为转轴中心(pivot)。
根据转轴中心和坐标转动值计算出X、Y、Z 的直线补偿,以保证刀具中心处于所期望的位置。
运行一个这样得出的程序必须要求机床的转轴中心长度正好等于在书写程序时所考虑的数值。
任何修改都要求重新书写程序。
对于FIDIA C20数控系统G96 激活RTCP,G97 禁止RTCPRTCP模式编程:选件RTCP 的运行原理是当存在此选项时,控制系统会保持刀具中心始终在被编程的XYZ位置上。
为了保持住这个位置,转动坐标的每一个运动都会被XYZ 坐标的一个直线位移所补偿。
因此,对于其它传统的数控系统而言,一个或多个转动坐标的运动会引起刀具中心的位移;而对于FIDIA 数控系统(当RTCP 选件起作用时),是坐标旋转中心的位移,保持刀具中心始终处于同一个位置上。
在这种情况下,可以直接编程刀具中心的轨迹,而不需考虑转轴中心,这个转轴中心是独立于编程的,是在执行程序前由显示终端输入的,与程序无关。
通过计算机编程或通过PLP 选件被记录的三坐标程序,可以通过RTCP 逻辑,以五坐标方式被执行。
对于这种特殊的应用方法,必须要求使用球形刀具。
这些转动坐标的运动,可以通过JOG 方式或通过手轮来完成,所以在某些加工条件下,允许所使用的刀具,其长度值小于用于三坐标加工的刀具。
国外关于RTCP的实际应用价值的两则讨论和观点以下文字由本人亲自翻译(不够贴切之处请不吝指正):【1】很多数控系统具备一种叫做“刀具中心管理”的实用功能,该功能可以被称作RTCP, TCPC或者TCPM,具体称呼往往因数控系统的制造商而异,无论是哪个牌子的数控系统,该功能都会起到一些大致相同的作用,“刀具中心管理”最关键的功能就是允许数控系统在五轴加工模式下按照装夹偏差在线调整数控代码的执行,因而可以把同一个后处理代码应用于整批零件。
好处是操作工不必把工件精确地和转台的轴心线对齐,工件安装后用探头进行测量,将轴心偏差存入数控系统的指定寄存器并在加工过程中随数控代码一起应用。
该功能可以降低铣床因工件装卡造成的空闲时间,使机床有更多的时间用于金属切削。
与购置第二套托盘和工作台,在加工第一个托盘上的工件时,同期装卡后续工件的方法相比,该方法更为经济。
更有甚者,“刀具中心管理”功能还允许降低同一系列零件的装夹精度,既不必精确实现与机床的定位关系,也不必精确实现与同批次的其它零件的相对定位关系。
这样一来,我们不仅能够减少装夹工件的劳动量和机床空闲时间,而且该控制功能还可以降低夹具成本和准备时间,甚至可以免除工件的安装定位面。
【2】一般说来RTCP和TCPM就是一回事。
不过这类功能的实际效果并不只是在手册上说说,而是已经集成在数控制造商提供的软件和固件系统当中,不过制造商显然不会明确地告诉你他们该如何实现“刀具中心点控制”算法。
“刀具中心点控制”这一技术概念中至少应包含以下几个不同的功能:1.在数控系统内执行的多坐标运动学变换。
这样做的好处之一是CAM软件的后置处理无需执行这一数学运算,另一个好处是旋转轴的中心偏差可以记录在机床数控系统的寄存器列表中,该功能最大的好处是一个数控加工程序可以在工厂中不同的机床上使用,尽管这些机床的轴心偏差各不相同。
要是在过去(其实并不久远),想在不同的机床上加工同一个零件,你就必须在CAM的后置处理中使用不同的轴心偏差,生成不同的数控代码,尽管这些机床出自同一个制造商而且拥有相同的动态特性。
与此同时,进给速度也是由数控系统的内部算法直接控制刀具实际加工点的轨迹运行速度,这一做法与过去用CAM软件以“时间反算”模式计算每个程序块所需的运行时间(即进给率)的方法截然不同。
2.“刀具中心管理”一般都包含夹具偏心处理功能。
机床配备的探头可以在线测量零件的装夹位置,位置偏差则累加到前面提及的轴心偏差上。
由此带来的又一好处是同一系列的零件可以装夹到同一台机床上,由探头测量定位情况,以同一套数控代码加工所有零件。
最终用户不必为了把零件中心定位到可接受的细小误差容限之内而花费额外的时间去“敲打”调整零件。
【后记】读过这两段讨论才明白,原来RTCP不仅仅是为技术而技术的噱头,这一点与国内对RTCP的技术本身的热衷和炒作大相径庭。
只有实用的、能够切实为用户带来便利、并为用户创造超越于技术的价值的技术才是好技术。
比如“前瞻”技术,俗称“超前读”,5~6年前还是国内数控厂商热潮的概念,如今已经炒不起来了,因为有不少厂家早已籍前瞻技术实实在在的在为用户创造价值了,还炒什么炒,赶紧做才是赚钱的出路。
国内RTCP却仍处在玩概念、谈性能、讲功能的初级阶段,离实用尚远,但这并不妨碍RTCP技术是一项实用价值颇巨的好技术的论断。
希望国内数控系统和机床厂商能够早日认识到这一点,把RTCP 做实、做透、在产品上做开来,为用户创造更多超越于RTCP技术本身的实实在在的价值。
说俗了,就是能帮用户通过RTCP技术赚到更多的钱,只有客户能赚到钱,厂商才有钱可赚,国内高端数控产品才有出路、有机会、有钱赚。
否则国内高端数控永远只能是传说、永远只是拿来给政府和股市说事儿的噱头。
[最佳回复] 2010-09-19 09:49:08 0楼波恩原帖中几段翻译内容所对应原文如下:【Fidia C10-C20】RTCPApplied to bi-rotary heads and roto-tilting tables, the RTCP function manages tool length compensation in space, directly from the machine tool.A 5-axis tool path can therefore be programmed without having to consider the pivot that will be inserted in the NC tool table before the program is executed.RTCP characteristics:■controlled feed at the tool tip■look ahead on 5 axes■management of orthogonal, angular and eccentric heads■“virtual quill”: manages an axis oriented in the tool direction for executing drilling and release movements■rotation and/or translation on 5 axes■rotation of the reference system (G194): applied to programmed movements and to those executed by jog or by means of the handwheelThe RTCP function can also be used for 3-axis programs: by orientating the head or table manually, the tool tip is maintained in contact with the part.RTCP and HMSCombining the RTCP function with the HMS head calibration system is a winning and unique formula in 5-axis milling technology, with clear benefits for accuracy of movement at the tool tip.HMSThe HMS system is a device designed for measuring and checking continuous and indexed bi-rotary heads and roto-tilting tables. Equipped with 3 sensors connected to the CNC, the HMS system is managed by a specific measurement software. By processing incoming data in real time, the software is able to check and correct geometric error, positioning accuracy and the RTCP parameters for the heads and tables.HMS is a high-precision instrument and provides an alternative to the traditional checking method using dial gauges. It has many advantages:■ a drastic reduction in checking time (half an hour rather than an entire day)■measurement of all head and/or table positions (not just orthogonal positions)■measurement of RTCP parameters■automatic insertion of correction values in the CNC.【1】/articles/010704.htmlMost CNC controls have a utility function called tool center point management. Depending on the control manufacturer, this function may be named RTCP, TCPC or TCPM. The utility performs many functions with similar behavior no matter the controller. The key function performed by tool center point management systems is to allow the CNC control to accept fixture offsets and adjust NC data—on the fly—while working in five-axis mode; thereby, allowing one set of post-processed data to work for an entire batch of parts.The benefit is that an operator need not align a workpiece precisely to the rotary table centerline. A part can be mounted and probed, and the offsets from center can be loaded into the control registers and processed with the NC data during operation. This function can reduce idle time on a milling machine while mounting a part and have the machine tool focus on chip removal. This is a more economical approach than purchasing a secondary pallet and table to allow part mounting while the part on the first pallet is being machined.Taken one step further, the tool center point management allows a series of parts to be mounted without being precisely located on the machine or without being precisely mounted relative to the remainder of the production lot. So not only can we reduce the labor for mounting parts and the machine idle time, this control function can reduce the cost and preparation time for mounting fixtures and otherwise non-critical mounting surfaces on the workpiece.【2】/forums/showthread.php?t=82998Generically speaking they are the same. But the actual performance of these functions is not in a manual, but inside the software/firmware of the control manufacturers. And they don‘t seem to tell you exactly how they accomplish the mathematics for tool center point control.There are a few different functions that may be included in the "tool center point" technology concepts.1. Kinematic transformations (multi-axis) are performed inside the CNC control. A benefit of this is that the CAM software postprocessor need not perform this math. The second benefit is that pivot offsets are held within the machine control register tables. The big benefit of this function is that one NC program can be applied to different machines in your shop that may have different pivot offsets. In the old days (not so long ago), you would have to include the pivot offsets in the CAM postprocessor, and then need different NC code to run the same part on machineA and machineB (same maker and kinematics).Together with this, feedrate is controlled at the tool tip using math inside the control. This latter point is in contrast to historical "inverse time" modes where the CAM software had to calculate a time (feedrate) for each block.2. Tool center point management often includes fixture offsets. A part is placed on the machine tool. The local is determined by on-board probes. The position offsets are added to the above-mentioned pivot offsets.The benefit again is that serial parts can be put on the same machine, located by probe, and one set of NC instructions can cut all parts. The end-user need not spend extra hours "tapping" in a part so that it is located on center within an acceptably small tolerance.。