脚踏式封口机电路图-Model
电动车维修必藏:控制器接线图、线路图和接线方法大全!
电动车维修必藏:控制器接线图、线路图和接线方法大全!电动车控制器是用来控制电动车电机的启动、运行、进退、速度、停止以及电动车的其它电子器件的核心控制器件,它就象是电动车的大脑,是电动车上重要的部件。
电动车就目前来看主要包括电动自行车、电摩、电动三轮车、电动三轮摩托车、电动四轮车等,控制器也因为不同的车型而有不同的性能和特点。
在相同的功率下, 管数越多, 性能越强劲, 发热量越低,但是如果单管的功率大的话所组合起来的9管控制器比单管的功率小的12管的好,这要看单个电子管的品质了。
下面是电动车控制器接线图和线路图,以及接线方法:电动车控制器接线图控制器线路图控制器接线方法:第一步:明确电源正负极,和电门锁线。
把万用表打直流档上,再把万用表的负极黑线接在电池的负极上,然后用万用表的正极红线一个一个量,有电压的是正极稍微比电源电压高点、无电压的是负极。
第二步:连接电源线和电门锁线。
控制器电源线粗红色的是正极,粗黑色的是负极。
接好后打开钥匙,再量量电源电压和电门锁线的电压是不是正常,然后在分别量转把线的电源电压5V左右红黑线,霍尔线的电源电压5V左右红黑线别忘了万用表打到直流档上。
第三步:电压正常对接白色学习线。
若反转拔开在对接一次,电机正转后拔开学习线。
接转把线,一般按颜色接就可能了,若还不可以有可能转把坏掉了,那么拔掉转把线,直接连接控制器转把线的红线和绿线。
电机正常转,证明转把有问题,换个转把。
第四步:电车上各个线什么意思的确定方法。
顺着电机找到电机3根相位线5根霍尔线,拆下转把找到3根转把线,拆掉刹把可以找到2根刹车线。
拆开电瓶可以看到“+”电源正极“-”电源负极。
总的来说按大件找,按大件安装,最容易理解最准确。
第五步:测试霍尔好坏的方法。
整车上带电检测,先把各线路及接插件都接好,把万用表拔到直流电压20V档位,先确认控制器有5V电源输出,再用黑表笔接在霍尔的地线,红表笔分别接三根信号线,在量的同时,用手轻轻转动电机,霍尔正常时,万用表会0V--5V的脉冲电压的数据显示,如果测某只霍尔时没有脉冲电压,则这只霍尔就坏了,这种情况也可以用指针式万用表检测,指针在0V--5V之间摆动,霍尔是好的;如果指针不摆动,霍尔是坏的用这种方法是最为可靠的方法,前提是带电操作。
自行车脚蹬内板级进模设计(含全套CAD图纸)

摘要机械制造业是工业生产的支柱,为工业生产提供提供重要装备,随着科学技术的发展,机械设计与制造水平的技术也不断提高,生产中多采用多种不同的加工过程和制造方法,冲压是一种先进的金属加工方法,它是建立在金属塑性变形的基础上,利用模具和冲压设备对板料金属进行加工,以获得所需要的零件形状和尺寸。
本文以冲压零件为基础,分析其制造方法,冲压加工工艺过程及进行冲压级进模设计。
关键词:设计加工方法零件模具目录中文摘要 (1)1.引言 (1)2. 课题所涉及的内容国内(外)研究现状综述 ..........................................1 2.1冲压模具市场现状 (1)2.2、冲压模具水平状况 (2)2.2.1模具CAD/CAE/CAM水平现状 (2)2.2.2模具设计与制造水平现状 (3)2.2.3模具专业化程度现状 (3)2.3 冲压模具的发展趋势 (4)2.3.1 模具CAD/CAM/CAE技术将全面推广应用 (4)2.3.2 提高冲压模具标准化和专业化生产水平 (4)2.3.3 发展高速加工和高精度加工 (5)2.3.4 发展模具扫描及数字化系统 (5)2.3.5 模具研磨抛光将自动化、智能化 (5)3.本课题有待解决的主要关键问题 (5)4 对课题要求及预期目标的可行性分析 (6)5 零件分析 (6)6 工艺分析 (7)7排样设计 (8)8 此次设计主要计算: (9)8.1 翻边的计算 (9)8.2冲压力的计算 (11)8.2.1冲裁力的计算 (11)8.2.2整形压力 (11)8.3 压力中心的计算 (11)9模具结构方案设计 (11)9.1模具结构设计和主要零、部件设计 (11)9.2模具总图 (14)9.3模具零件图 (14)10 课题小结 (35)参考文献 (35)1引言 模具工业是国民经济的基础行业,模具工业的发展水平标志着一个国家的工业水平及产品开发能力。
豪迈210封边机电路图
=001+A06/1BASIC MACHINE, MAIN SWITCH CP_001_0044_04 =001+A06/2BASIC MACHINE, MACHINE ILLUMINATION CP_001_0021_02 =001+A06/3BASIC MACHINE, SUPPLY TO UNITS CP_001_0022_04 =001+A06/4BASIC MACHINE, SUPPLY TO UNITS CP_001_0022_04 =001+A06/5BASIC MACHINE, USV CP_001_0029_08 =001+A06/6BASIC MACHINE, SUPPLY 24V CP_001_0341_02 =001+A06/7BASIC MACHINE, SUPPLY 24V CP_001_0341_02 =001+A06/8BASIC MACHINE, EMERGENCY STOP MODULE CP_001_2018_04 =001+A06/9BASIC MACHINE, EMERGENCY STOP CHAIN CP_001_2122_08 =001+A06/10BASIC MACHINE, BUS TERMINALS CP_001_2024_00 =001+A06/11BASIC MACHINE, PRESSURE MONITORING CP_001_2014_01 =001+A50/1BASIC MACHINE, IMPULSE GENERATOR CP_001_2291_00 =001+A06/12BASIC MACHINE, SUCTION ON CP_001_3002_02 =001+A06/13BASIC MACHINE, VOLTAGE MONITORING CP_001_0178_02 =004+A06/1FEED, FREQUENCE REGULATOR CP_004_0044_02 =010+A06/1HOOD LOCKING, COVER HOODS CP_010_2130_00 =010+A06/2HOOD LOCKING, COVER HOODS CP_010_2130_00 =017+A02/1INPUT UNIT, OPERATING ELEMENTS CP_017_2008_02 =017+A02/2INPUT UNIT, PC CP_017_2014_19 =017+A02/3INPUT UNIT, VENTILATOR CP_017_2016_01 =017+A06/1INPUT UNIT, REMOTE CONTROL CP_017_2202_00 =207+A06/1MACHINE INFEED, INFEED INTERLOCKING CP_207_2000_01 =903+A06/1DATA EXCHANGE MACHINE, BUS OVERVIEW CP_903_0153_00 =903+A06/2DATA EXCHANGE MACHINE, BUS OVERVIEW CP_903_0153_00 =903+A06/3DATA EXCHANGE MACHINE, BUS OVERVIEW CP_903_0153_00 =903+A06/4DATA EXCHANGE MACHINE, BUS OVERVIEW CP_903_0153_00 =111+A50/1SIZING MOTOR, BLOW-OFF CP_11X_3002_00 =111+A50/2SIZING MOTOR, SUPPLY 24V CP_11X_0074_01 =111+A50/3SIZING MOTOR, SUPPLY 400V CP_11X_0078_02 =111+A50/4SIZING MOTOR, APPLICATION CONTROLLER CP_11X_2210_00 =111+A50/5SIZING MOTOR, LIQUID APPLICATION CP_11X_2070_01 =111+A50/6SIZING MOTOR, HOOD MONITORING CP_11X_2212_00HOMAG NKL210 UCNKL210/5/A20=111+A50/8SIZING MOTOR, RADIAL FAN CP_11X_2066_00 =301+A50/1EDGE MAGAZINE, BUS TERMINALS CP_30X_0010_01 =301+A50/2EDGE MAGAZINE, DRIVE CP_30X_0038_00 =301+A50/3EDGE MAGAZINE, MAGAZINE DRIVE CP_30X_0174_01 =301+A50/4EDGE MAGAZINE, SNIPPING BLADE CP_30X_2070_01 =301+A50/5EDGE MAGAZINE, EDGE TRANSPORT CP_30X_2348_00 =301+A50/6EDGE MAGAZINE, EDGE TRANSPORT CP_30X_2348_00 =301+A69/1EDGE MAGAZINE, OPERATION CP_30X_2298_00 =301+A50/7EDGE MAGAZINE, SUPPLY 400V CP_30X_0216_00 =301+A50/8EDGE MAGAZINE, SUPPLY 24V CP_30X_0214_00 =301+A50/9EDGE MAGAZINE, CONTROL SYSTEM CP_30X_0218_00 =301+A50/10GLUING UNIT, GLUE ROLLER DRIVE CP_30X_0012_00 =301+A50/11GLUING UNIT, MELTING UNIT CP_30X_0058_01 =301+A50/12GLUING UNIT, MELTING UNIT CP_30X_2080_02 =301+A50/13GLUING UNIT, MELTING UNIT CP_30X_2080_02 =301+A50/14EDGE MAGAZINE, HEATING LAMP CONTROL CP_30X_0002_02 =301+A50/15EDGE MAGAZINE, CONTROL CP_30X_2010_01 =301+A50/16EDGE MAGAZINE, ROLL CHANGE CP_30X_2020_03 =131+A51/1SNIPPING, APPLICATION CONTROLLER CP_13X_2026_01 =131+A51/2SNIPPING, APPLICATION CONTROLLER CP_13X_2026_01 =131+A50/1SNIPPING, FREQUENCE REGULATOR CP_13X_0062_00 =131+A50/2SNIPPING, BUS TERMINALS CP_13X_2000_02 =131+A50/3SNIPPING, BUS TERMINALS CP_13X_2152_00 =131+A50/4SNIPPING, SUPPLY 400V CP_13X_0060_00 =131+A50/5SNIPPING, SUPPLY 24V CP_13X_0058_00 =131+A51/3SNIPPING, STRAIGHT LINE/CHAMFER CP_13X_2008_01 =141+A50/1TRIMMING, SUPPLY CP_14X_0010_02 =141+A50/2TRIMMING, FREQUENCE REGULATOR CP_14X_0072_00 =142+A50/1TRIMMING, SUPPLY CP_14X_0010_02 =142+A50/2TRIMMING, FREQUENCE REGULATOR CP_14X_0072_00 =112+A50/1SIZING MOTOR, SUPPLY CP_11X_0062_00HOMAG NKL210 UCNKL210/5/A20=112+A50/3SIZING MOTOR, APPLICATION CONTROLLER CP_11X_2002_02 =112+A50/4SIZING MOTOR, APPLICATION CONTROLLER CP_11X_2216_00 =112+A50/5SIZING MOTOR, BLOW-OFF CP_11X_3020_01 =241+A50/1SCRAPING UNIT, SUPPLY 400V CP_24X_0050_00 =241+A50/2SCRAPING UNIT, SUPPLY 24V CP_24X_0048_00 =241+A50/3SCRAPING UNIT, BLOW-OFF CP_24X_3004_02 =242+A50/1SCRAPING UNIT, BLOW-OFF CP_24X_3164_00 =242+A50/2SCRAPING UNIT, SUPPLY CP_24X_0008_02 =242+A50/3SCRAPING UNIT, 2 MOTORS CP_24X_0000_01 =242+A50/4SCRAPING UNIT, 2 MOTORS CP_24X_3000_00HOMAG NKL210 UCNKL210/5/A20。
多功能封口机的设计全套cad图纸】2013年机械毕业设计】

维修工必藏:控制器接线图、线路图和接线方法大全!

维修工必藏:控制器接线图、线路图和接线方法大全!电动车控制器是用来控制电动车电机的启动、运行、进退、速度、停止以及电动车的其它电子器件的核心控制器件,它就象是电动车的大脑,是电动车上重要的部件。
电动车就目前来看主要包括电动自行车、电摩、电动三轮车、电动三轮摩托车、电动四轮车等,控制器也因为不同的车型而有不同的性能和特点。
在相同的功率下, 管数越多, 性能越强劲, 发热量越低,但是如果单管的功率大的话所组合起来的9管控制器比单管的功率小的12管的好,这要看单个电子管的品质了。
下面是电动车控制器接线图和线路图,以及接线方法:电动车控制器接线图控制器线路图控制器接线方法:第一步:明确电源正负极,和电门锁线。
把万用表打直流档上,再把万用表的负极黑线接在电池的负极上,然后用万用表的正极红线一个一个量,有电压的是正极稍微比电源电压高点、无电压的是负极。
第二步:连接电源线和电门锁线。
控制器电源线粗红色的是正极,粗黑色的是负极。
接好后打开钥匙,再量量电源电压和电门锁线的电压是不是正常,然后在分别量转把线的电源电压5V左右红黑线,霍尔线的电源电压5V左右红黑线别忘了万用表打到直流档上。
第三步:电压正常对接白色学习线。
若反转拔开在对接一次,电机正转后拔开学习线。
接转把线,一般按颜色接就可能了,若还不可以有可能转把坏掉了,那么拔掉转把线,直接连接控制器转把线的红线和绿线。
电机正常转,证明转把有问题,换个转把。
第四步:电车上各个线什么意思的确定方法。
顺着电机找到电机3根相位线5根霍尔线,拆下转把找到3根转把线,拆掉刹把可以找到2根刹车线。
拆开电瓶可以看到“ ”电源正极“-”电源负极。
总的来说按大件找,按大件安装,最容易理解最准确。
第五步:测试霍尔好坏的方法。
整车上带电检测,先把各线路及接插件都接好,把万用表拔到直流电压20V档位,先确认控制器有5V电源输出,再用黑表笔接在霍尔的地线,红表笔分别接三根信号线,在量的同时,用手轻轻转动电机,霍尔正常时,万用表会0V--5V的脉冲电压的数据显示,如果测某只霍尔时没有脉冲电压,则这只霍尔就坏了,这种情况也可以用指针式万用表检测,指针在0V--5V之间摆动,霍尔是好的;如果指针不摆动,霍尔是坏的用这种方法是最为可靠的方法,前提是带电操作。
电动起闭机二次接线图

脚踏开关如何接线

脚踏开关如何接线脚踏开关是一类被广泛使用的开关,它是一种通过脚踏来控制电路通断的开关,在双手不能操控的电路中能够起到很好的控制电路的作用。
脚踏开关在各类医疗器械、焊接设备、印刷机械、纺织设备、冲压设备中应用广泛,帮助操控人员有效地提升了工作效率,同时也让电路操控过程变得更加安全。
那么怎么做才能让脚踏开关起到它应有的作用呢?什么是脚踏开关脚踏开关在在电子行业中的应用十分广泛,简单的脚踏开关其实就是内置一个行程开关,当脚踏给予信号的时候,开关执行。
但是在焊接领域脚踏开关的功能还担当控制输出电流大小的作用。
这种类型的脚踏开关还可以分为两类:一、机械式脚踏开关;二、感应式脚踏开关。
机械式脚踏开关是传统的齿轮齿条传动,感应式是通过电磁感应等原理。
脚踏开关如何接线脚踏开关内结构是由一组常开与常闭开关组成的。
它有三根线,一根控制线是常开,一根控制线是常闭,另一根是常开与常闭的公用线。
我们只用一根控制线是常开,另一根是常开与常闭的公用线。
要用交流接触器把脚踏开关中的常开二端串在交流接触器线圈控制回路中。
脚踏开关使用过程中的注意事项1.应该根据负载的性质和电流值的不同选择相应的脚踏开关,选购过程中要注意产品的额定负载。
2.搬运以及移动脚踏开关时要注意避免内部配线发生短路、断路等现象。
3.在有大量水、油、粉尘等场所使用脚踏开关时要做好对开关的防护工作。
4.重压和冲击极其容易造成脚踏开关的损坏,使用过程中要十分小心。
由于使用场所不同,现在市场上的脚踏开关也分为很多种。
例如在医疗器械上使用的一般是医用防水脚踏开关,或者USB医用防水脚踏开关。
工业器械对于脚踏开关的要求更为严格,所以经常使用的是更高级的防爆防水脚踏开关。
脚踏开关也还分单踏板和多踏板,具体型号根据自己的需求来选购即可。
毕业设计(论文)塑料瓶自动封口机设计(含全套cad图纸)
毕业设计(论文)说明书课题名称塑料瓶自动封口机学院机械工程学院专业机械工程及自动化班级学号姓名指导教师年月日摘要塑料瓶自动封口机是一台用于饮料或化工产品的塑料瓶自动封口设备,包括驱动装置,封口装置,封口膜退绕卷取装置以及切膜装置。
驱动装置采用伺服电动机进行驱动,伺服电动机通过联轴器与减速器进行连接,减速器通过带传动连接传动带,塑料瓶置于传送带上,通过伺服电动机控制塑料瓶在封口工位、切膜工位停止;封口装置采用气缸控制,热封口器采用采用电能进行加热,通过温控开关进行温度控制,通过热封口板与瓶口的压合进行热封。
封口膜退绕卷取装置包括封口膜退绕装置和封口膜卷取装置,封口膜退绕装置通过滚动轴承固定在机架上,封口膜卷取装置通过带传动与伺服电动机连接,通过伺服电动机控制封口膜有时序的转停进行退绕卷取动作,即在进行切膜、封口工序是停止转动,在该工序的间隔时间进行退绕卷操作,从而保证进行切膜、封口工序时热封口膜处于正确位置;切膜装置采用热切膜,有电能进行加热,温度控制器进行温度控制,将热封膜进行切割。
工作时,当塑料瓶进入工作空间后,塑料瓶在传送皮带摩擦力的作用下前进。
当塑料瓶输送到至封口工位时,伺服电动机将停止转动,塑料瓶停在封口工序位,封口装置进行完封口工序以后,伺服电动机将继续转动,将塑料瓶传动到切膜工序位置,伺服电动机停止转动,气缸控制切膜压板下压,进行切膜工序,切膜完成以后,伺服电动机控制传送带继续转动,将塑料瓶输送到下一工序,同时,封口膜退绕卷取装在伺服电动机控制下进行退绕转运动,退绕到指定位置以后,伺服电动机停止。
该塑料瓶自动封口机方案,封口平稳、经济、快速。
这次设计的塑料瓶自动封口机,可以应用于工厂流水线进行大规模的生产,提高工厂的生产效率。
关键词:封口机;切膜;热封口AbstractPlastic bottle automatic sealing machine is a plastic bottle for beverage or chemical products-automatic sealing equipment, which comprises a driving device, a sealing device, the sealing film-unwinding coiled device and cutting device. Driving device adopts the servo motor to drive, servomotor connected through the coupling and reducer, reducer through belt drive is connected with the transmission belt, plastic bottle is arranged on the conveyor belt, through the servo motor control plastic bottles in the sealing station, station stop cutting film; sealing device controlled by cylinder, heat seal uses electrical energy to heat. The temperature control, the temperature control switch, through the thermal sealing plate and the pressing heat sealed bottle. Sealing film-unwinding coiled device comprises a sealing film unwinding and rewinding device,device sealing film unwinding roller bearing is fixed on the frame through the sealing film coiling device through the transmission belt is connected with the servo motor, unwinding coiled of action through the servo motor control sealing film time to stop, in cutting film, sealing process is stopped,the unwinding roll of operation in the process of the time interval, so as to ensure the cutting film,sealing process of heat sealing film is in the correct position by hot film; film cutting device, electric-heating temperature controller to control the temperature, the thermal sealing film cutting.At work, when the plastic bottle into the working space, plastic bottles along the conveyor belt-under the action of friction force. When the plastic bottle conveying to the sealing station, servo motor will stop, stop in a plastic bottle sealing process, after the sealing device of end sealing process, the servo motor to rotate, the plastic bottle drive to membrane cutting position, servo motor stops rotating, the cylinder control film cutting plate under pressure, cutting film after the completion of the process, cutting film, servo motor control the conveyor belt conveyor continues to rotate, the plastic bottle to the next process, at the same time, the sealing film unwinding coiled in servo motor control for unwinding rotary motion, then off to the specified location, servo motor stop.Automatic sealing machine for sealing the plastic bottle . Automatic sealing machine for plastic bottle of this design, can be used for mass production in the factory assemblyline improving the production efficiency of the factory.Keywords: Sealing machine; cutting film; heat sealing目录摘要 (I)Abstract ....................................................................................................................... I I 目录 .. (1)第一章绪论 (2)1.1塑料瓶自动封口机课题背景 (2)1.2塑料瓶自动封口机的作用 (2)1.3封口机械的发展状况 (2)1.3.1 国外封口机械的发展状况 (3)1.3.2 国内封口机械的发展状况 (3)第二章总体方案的设计 (5)2.1毕业设计任务书及设计参数 (5)2.1.1 技术参数 (5)2.1.2 设计目的 (5)2.1.3 设计的内容 (5)2.1.4 设计任务 (5)2.1.5 基本要求 (5)2.2各装置方案的确定 (6)2.2.1 驱动装置方案 (6)2.2.2封口装置 (6)2.2.3封口膜退绕卷取装置 (6)2.2.3切膜装置 (7)第三章电机的选择 (8)3.1电动机的选取 (8)第四章工作能力分析计算 (12)4.1键的设计及强度校核 (12)4.2轴的设计及强度校核 (12)4.3轴承的选择及校核 (16)参考文献 (18)致谢 (19)第一章绪论1.1 塑料瓶自动封口机课题背景随着中国饮料、乳制品、化工产品等产品的需求迅速增长,对封口机也有着越来越高的要求,尤其是封口质量和封口效率。
脚踏开关原理

脚踏开关原理脚踏开关是一种常用的电子开关,通常用于控制电气设备的开关。
它的原理是通过人们用脚踩踏开关上的踏板,使开关动作,从而控制电路的通断。
脚踏开关的内部结构非常简单,主要由踏板、触点和弹簧组成。
当踏板被踩下时,触点会闭合,电流得以通路;当踏板被松开时,触点则会断开,电路断开。
这种设计使得脚踏开关非常易于操作,同时也具有很好的稳定性和耐用性。
脚踏开关的工作原理可以简单地归纳为两个过程:闭合和断开。
当人们用脚踩踏开关上的踏板时,踏板会受到压力而向下运动。
这个过程中,踏板上的弹簧会被压缩,而触点则会受到压力而闭合。
触点的闭合使得电流得以通路,电路中的设备得到电力供应,开始工作。
当人们松开脚踏开关的踏板时,踏板上的压力消失,踏板会恢复到原始位置。
这个过程中,踏板上的弹簧会恢复到原始状态,而触点则会因为弹簧的作用力而断开。
触点的断开使得电流中断,电路中的设备停止工作。
脚踏开关的原理非常简单,但它在实际应用中发挥着重要的作用。
它常用于各种电气设备,如灯具、电动工具、机器设备等的开关控制。
由于脚踏开关易于操作,而且可以用脚踩踏,因此在某些场合下,使用脚踏开关比使用手动开关更加方便和安全。
脚踏开关的原理也可以进一步扩展应用。
例如,可以通过连接多个脚踏开关来实现复杂的电路控制,实现多个设备的同时启动或停止。
此外,还可以通过添加中间设备,如继电器、触发器等,来实现更加复杂的控制逻辑。
脚踏开关作为一种常用的电子开关,通过人们用脚踩踏开关上的踏板来控制电路的通断。
它的原理简单而实用,易于操作,具有很好的稳定性和耐用性。
脚踏开关在各种电气设备中得到广泛应用,为人们的生活和工作带来了便利。
Visio-浇帽口机床1电气原理图200808

第04页/共7页
继电器转接板
+24V 7
OUT0
OUT1
OUT2
OUT3
OUT4
OUT5
OUT6
OUT7
OUT8
OUT9
OUT10
OUT11
OUT12
OUT13
OUT14 OUT15
COM+ COM-
外部 键盘 SB5 SB6
22
KA16
23
KA17 KA0 KA1 KA2 KA3 KA4 KA5 KA6 KA7 KA8 KA9 KA10 KA11 KA12 KA13 KA14 KA15
0V 8 NC电 源ON NC电源 OFF
+24V
沈阳玉田精机机床有限公司
循环启动灯 循环停止灯 油泵启动灯 油泵停止灯
浇帽口机床
报警灯 Ⅰ卡盘卡紧灯 Ⅱ卡盘卡紧灯
第05页/共7页
+24V
KA9
KA10
KA11
KA13
KA14
KA15
30
31
32
34
3536Biblioteka 0V沈阳玉田精机机床有限公司
1工台脚踏 2工台脚踏 2工台 1工台 1工台正 夹紧到位 反转到位 转到位1 1工台正 转到位2 1工台正 2工台 2工台正 转到位3 反转到位 转到位1 2工台正 转到位2 2工台正 转到位3 报警
浇帽口机床
加工选择 数据保护 油泵启动 油泵停止 循环启动 循环停止 选择1 选择2 选择3
第06页/共7页
COM+|COM-
继电器转接板
IN0
IN1
IN2
IN3
IN4
IN5
IN6
史上最全的电动车控制器接线图、线路图和接线方法
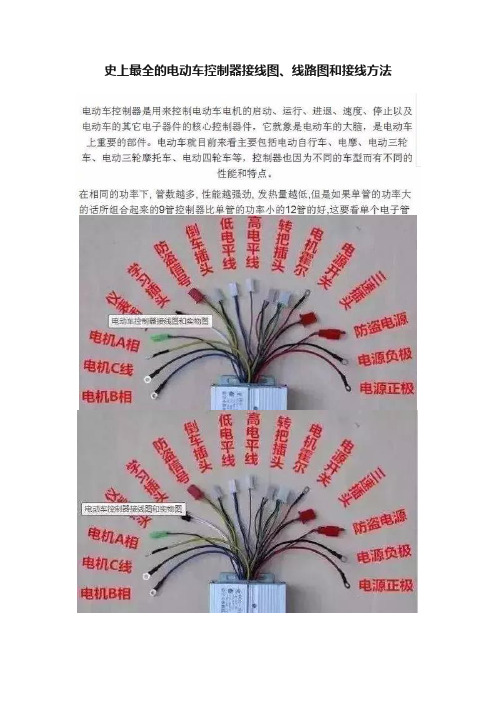
史上最全的电动车控制器接线图、线路图和接线方法您已浏览28分钟!恭喜获得1个阅读红包!广告展开剩余74%电动车控制器接线图控制器线路图控制器接线方法:第一步:明确电源正负极,和电门锁线。
把万用表打直流档上,再把万用表的负极黑线接在电池的负极上,然后用万用表的正极红线一个一个量,有电压的是正极稍微比电源电压高点、无电压的是负极。
第二步:连接电源线和电门锁线。
控制器电源线粗红色的是正极,粗黑色的是负极。
接好后打开钥匙,再量量电源电压和电门锁线的电压是不是正常,然后在分别量转把线的电源电压5V左右红黑线,霍尔线的电源电压5V左右红黑线别忘了万用表打到直流档上。
第三步:电压正常对接白色学习线。
若反转拔开在对接一次,电机正转后拔开学习线。
接转把线,一般按颜色接就可能了,若还不可以有可能转把坏掉了,那么拔掉转把线,直接连接控制器转把线的红线和绿线。
电机正常转,证明转把有问题,换个转把。
第四步:电车上各个线什么意思的确定方法。
顺着电机找到电机3根相位线5根霍尔线,拆下转把找到3根转把线,拆掉刹把可以找到2根刹车线。
拆开电瓶可以看到“+”电源正极“-”电源负极。
总的来说按大件找,按大件安装,最容易理解最准确。
第五步:测试霍尔好坏的方法。
整车上带电检测,先把各线路及接插件都接好,把万用表拔到直流电压20V档位,先确认控制器有5V电源输出,再用黑表笔接在霍尔的地线,红表笔分别接三根信号线,在量的同时,用手轻轻转动电机,霍尔正常时,万用表会0V--5V的脉冲电压的数据显示,如果测某只霍尔时没有脉冲电压,则这只霍尔就坏了,这种情况也可以用指针式万用表检测,指针在0V--5V之间摆动,霍尔是好的;如果指针不摆动,霍尔是坏的用这种方法是最为可靠的方法,前提是带电操作。
第六步:接仪表线和找出转把线。
拆开仪表会发现仪表有2根线,一根接在防盗接口上一根在控制器的仪表线上。
拆下转把会发现转把就3根线,对着颜色就可以找到了,或者用万用表测量。
脚踏式封口机操作规程

一、安全守则
1.操作本机前请确认你的着装是否符合公司规定。
2.请保持机器周围环境干爽,清洁。
3.请确认本机已按公司规定清洁,消毒。
4.排除故障请务必在停机状态下进行。
二、操作程序
1.开机操作
1.1初次使用时,请根据产品尺寸来托板高度。
1.2打开电源开关,通过操作面板上的时间旋钮调节到所需要的封缄时间。
封口质量的调整
1.3不同的包材需要确定不同的封缄时间(一般时间在1~8秒)。
1.4封口机封口胶带应经常清理污垢,以免影响封口质量。
1.5脚施加给踏板的压力和时间均会影响封口质量,应根据经验调整。
2.停机操作
关闭电源开关按公司的清洁消毒程序对本机进行清洁消毒。
编制/日期:审批/日期:
第 1 页共 1页。
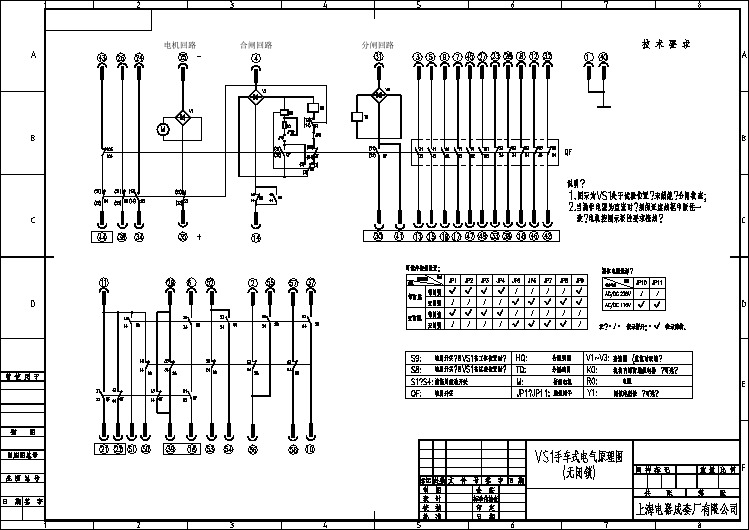
某vs1手车式电气原理平面设计工艺示意CAD图纸
脚踏式封口机操作流程_脚踏式封口机作用

脚踏式封口机操作流程_脚踏式封口机作用【导语】脚踏式封口机应用范围较广,涵盖诸多行业领域,所以为了适合各个行业对包装的需求,脚踏式封口机主要分为以下几种机型:单式脚踏式封口机、立式脚踏式封口机、拉伸膜式、连续式、外抽式、立柜式、给袋式、真空充氮式。
那么今天我们一起了解一下啊关于脚踏式封口机操作流程以及脚踏式封口机作用我们一起看一下吧#详情查看#【德川工贸:脚踏式封口机】【德川工贸:脚踏式封口机操作方法】(1)从滚筒上拉出下膜;(2)下膜在滚筒中加热成型,并成为包装袋;(3)手动或自动向包装袋中装填产品;(4)上膜覆盖在包装袋上;(5)模具中的空气被抽出,如果需要还可以充入惰性气体,通过加压、加热进行封口;(6)包装膜被纵向切开;(7)完成纵向切割,包装结束。
【德川工贸:脚踏式封口机操作流程】1、真空:真空室合盖,真空泵工作,真空室开始抽真空,包装袋内同时真空,真空表指针上升,达到额定真空度后真空泵停止工作,真空停。
在真空工作的同时,二位三通电磁阀IDT工作,热封气室真空,热压架保持原位。
2、热封:IDT断,外界大气通过其上部进气孔进入热封气室,利用真空室内同热封气室之间的压力差,热封气室充气膨胀,使其上热压架下移,压住袋口;同时热封变压器工作,开始封口;在此同时,时间继电器2SJ工作,数秒后动作,热封结束。
3、回气:二位二通电磁阀2DT通,大气进入真空室,真空表指针回到零,热压架依靠复位弹簧复位,真空室开盖。
4、循环:将上述真空室移至另一真空室,即进入下一个工作过程,左右两室交替工作,循环往复。
使用脚踏式封口机的优势:工业自动化是未来趋势,作为一个企业,不可避免的要向自动化这一方面去发展。
而一个企业要想在规定的时间内获得大的利益,就要确保自己的生产线不产生错误。
相比人工进行包装,用自动化机器操作,会大大减少错误的出现以及加快生产的速度。
实现自动控制的包装系统能够极大地提高生产效率和产品质量,显著消除包装工序及印刷贴标等造成的误差,有效减轻职工的劳动强度并降低能源和资源的消耗。