冲裁排样设计
冲裁排样设计

0.5
1
5
8
1~2
0.5
1
1
5
8
2~3
0.511源自5810冲裁排样设计
垫圈旳生产过程
剪板机 冲床
冲床 落料
1
排样:冲裁件在条料、带料或板料上旳布置措施。
不同旳排样方式不但影响材料利用率(直接影响零件成本), 而且还对工件质量、模具寿命等有直接影响。
2
圆形零件旳排样法:
虽然多排材料利用率很高,但模具尺寸大,构造要复杂旳多, 模具成本也就要高诸多。
3
垫圈落料旳单排排样
材料厚度t
>0.5~1 0.08 0.10 0.15
>1~2 0.10 0.15 0.20
9
表2.5.5 导料板与条料之间旳最小间隙Cmin
材料厚度t
无侧压装置
有侧压装置
条料宽度B
条料宽度B
100 100~200 200~300 100 100以上
下列
下列
~0.5
0.5
0.5
1
5
8
0.5~1
0.5
B——料宽;待计算; S——步距:条料每次送进旳距离。待计算; a,a1——搭边:排样时冲裁件之间及冲裁件与条料
侧边之间留下旳工艺废料。查表()
4
板料旳送料方式 无侧压装置旳送料方式 :
板料宽度B-Δ=(Dmax+2a+C)-Δ 式中Δ——条料宽度旳单向偏差,查。
C——导料板与条料之间旳间隙,查教材表2.5.5 。
5
板料旳送料方式 有侧压装置旳送料方式 :
板料宽度B-Δ=(Dmax+2a)-Δ 式中Δ——条料宽度旳单向偏差,查教材表2.5.4 。
冲裁件的排样
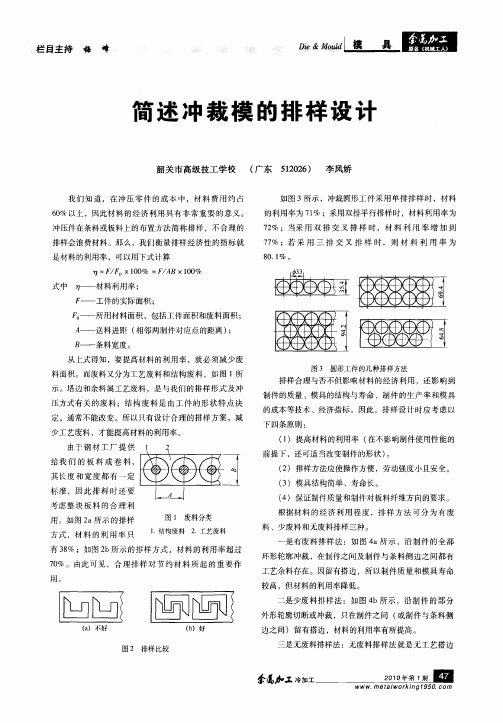
冲裁件的排样录入: 151zqh 来源: 日期: 2007-12-7,12:26材料的利用率在冲压零件的成本中,材料费用约占 60%以上,因此材料的经济利用具有非常重要的意义。
冲压件在条料或板料上的布置方法称为排样。
不合理的排样会浪费材料,衡量排样经济性的指标是材料的利用率。
可用下式计算:一个进距内的材料利用率:η=A/A0×100%=nA/hB×100% (2—20)式中η——材料利用率;F——工件的实际面积;A0——所用材料面积,包括工件面积与废料面积;h——送料进距 (相邻两个制件对应点的距离);B——条料宽度。
n----一个进距内冲件数目。
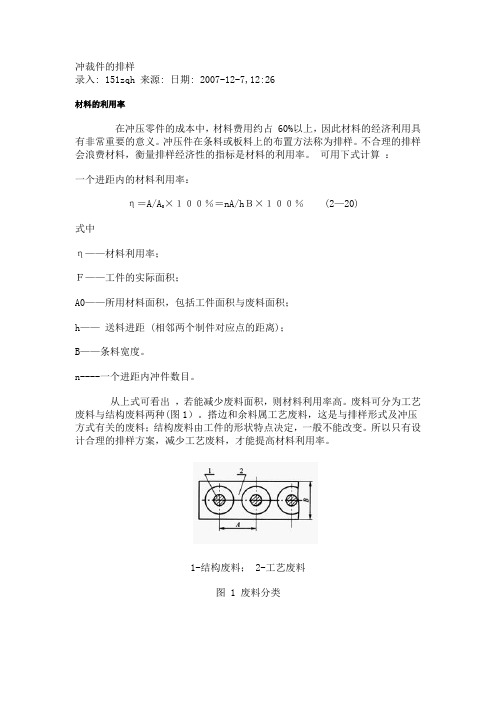
从上式可看出,若能减少废料面积,则材料利用率高。
废料可分为工艺废料与结构废料两种(图1)。
搭边和余料属工艺废料,这是与排样形式及冲压方式有关的废料;结构废料由工件的形状特点决定,一般不能改变。
所以只有设计合理的排样方案,减少工艺废料,才能提高材料利用率。
1-结构废料; 2-工艺废料图 1 废料分类排样合理与否不但影响材料的经济利用,还影响到制件的质量、模具的结构与寿命、制件的生产率和模具的成本等技术、经济指标。
因此,排样时应考虑如下原则:1.提高材料利用率 (不影响制件使用性能前提下,还可适当改变制件形状)。
2.排样方法使应操作方便,劳动强度小且安全。
3.模具结构简单、寿命高。
4.保证制件质量和制件对板料纤维方向的要求。
排样方法根据材料经济利用程度,排样方法可分为有废料、少废料和无废料排样三种,根据制件在条料上的布置形式,排样又可分为直排、斜排、对排、混合排、多排等多种形式。
图 2 排样1.有废料排样法:如图 2a)所示,沿制件的全部外形轮廓冲裁,在制件之间及制件与条料侧边之间,都有工艺余料 (称搭边)存在。
因留有搭边,所以制件质量和模具寿命较高,但材料利用率降低。
2.少废料排样法:如图 2b)所示。
沿制件的部分外形轮廓切断或冲裁,只在制件之间(或制件与条料侧边之间 )留有搭边,材料利用率有所提高。
冲裁排样
(b)无侧压装置
(c)侧刃定距
条料宽度的计算
图(a)所示为有侧压装置的模具,故应按下 式计算: 条料宽度:B0-△=(Dmax+2a) 0-△ 导料板间距:B0=B+Z= Dmax+ 2a+Z Dmax:为工件垂直于送进方向的最大距离, mm; a:为侧搭边值,mm;见书48页表2-17 ; Δ:为条料宽度单向(负向)公差,mm, Z:为条料与导料板之间的间隙,mm, 此种情况也适用于用导料销导料的冲裁模, 这时条料是由人工紧靠导料销的一侧送进。
硬材料搭边值可少一些,软材料、脆材料搭 边值应大一些。 ②冲裁件的形状与尺寸 形状复杂或尺寸大时,搭边值应大一些,反 之可少一些。 ③材料厚度 厚材料的搭边值应大一些。 ④送料及挡料方式 手工送料或有侧压装置时,搭边值少一些;用 侧刃定距比用挡料销定距的搭边值要少一些。 ⑤卸料方式 弹性卸料比刚性卸料的搭边值要少一些。 2、搭边值的确定 ①查表法、②经验法
2)无侧压装置时条料宽度与导料板宽度的确定 图(b)所示为无侧压装置的模具,应按下式计算:
条料宽度: B0-△=(Dmax+2a+Z) 0-△ 导料板间距离: B0=B+Z= Dmax+ 2a+2Z
3)采用侧刃定距时条料宽度与导料板宽度的确定 图(c)所示,采用侧刃定距时,按下式计算:
条料宽度: B0-△=(Dmax+2a+nb1) 0-△ 导料板间距离: Bˊ=B+Z= Dmax+ 2a+ nb1 +Z B1ˊ=B+Z= Dmax+ 2a+ y
②少废料排样:只在冲裁件之间或冲裁件与条料侧 边之间留有余料,沿冲裁件的部分外形轮廓进行冲裁或 切断,冲裁材料利用率较高,模具结构较简单。
③无废料排样:冲裁件与冲裁件之间以及冲裁件与 条料侧边之间没有工艺余料,制件直接由切断条料获得。
冲裁工艺与排样设计
2.冲裁件断面特征—四个特征区
(1)塌角(圆角)区
①板料弯曲、拉伸作 用形成; ②冲孔、落料工序中, 塌角区分别位于孔
断面的小端和工件
断面的大端;
③板料塑性越好,凸、
凹模间的间隙越大, 形成的塌角区越大。
(2)光亮带
①因剪切变形而形成,光
亮带垂直于板料平面;
②冲孔、落料工序中,
光亮带分别位于孔断 面的小端和工件断面
(5)材料利用率计算
S1
100%
S1
100%
S0 AB mm 2 式中: s1—一个进距内冲裁件实际面积,
s0—一个距内所需毛坯面积, 2 mm
A—送料进距,mm B—条料宽度,mm。
提高材料利用率的有力措施是: 选择合适的板料规格和合理的裁板法; 利用废料作小零件;
设计合理的排样方案,例如:
⑵ 改善操作性 排样应使操作方便、安全、劳动强度低。具体
地,应尽量减少条料翻动次数,利用率相近时应选
用条料宽度和进距小的排样方式。
⑶ 使模具结构简单合理,使用寿命高。
⑷ 保证冲裁件质量。 有废料排样
3.排样的类型
少废料排样
无废料排样 (1)有废料排样 冲裁件与冲裁件之间、
冲裁件与条料侧边之间均有
工艺废料,冲裁是沿冲裁件 的封闭轮廓进行的。
经验确定的低碳钢冲裁时常用最小搭边值/mm
⑵ 条料进距 模具每冲裁一次,条料在模具上前进的距离。 当单个进距内只冲裁一个零件时,送料进距的
大小等于条料上两个零件对应点之间的距离。
A D a1
式中:
A —送料进距,mm; D —平行于送料方向的冲裁件宽度,mm; a1—冲裁件之间的搭边值,mm。
冲裁件的排样
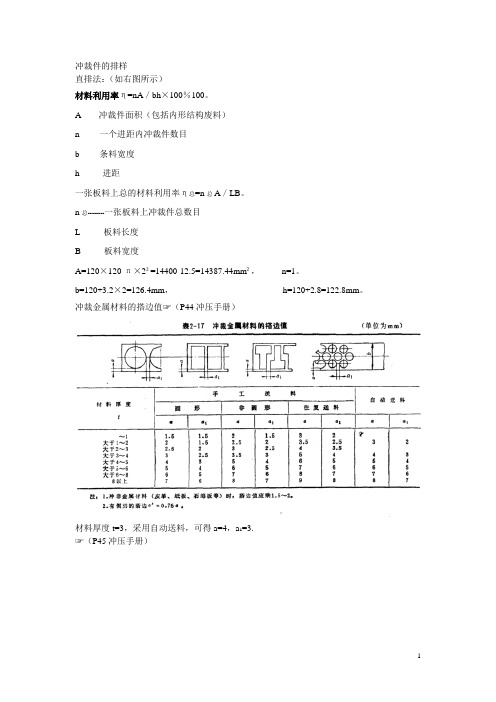
☞(P45冲压手册)
材料厚度t=3,矩形件边长>50mm,r=2,r<2t=6.故a1=2.8,a=3.2.
☞
所选方案为有侧压(如图2-13)☞P46
条料宽度100~150,厚度t=3,选择调料的宽度偏差Δ=-1.1。
材料厚度t=3,调料宽度>100,有侧压,故C1=8。
☞P47
b1=2.5,c1‘=0.20。
一张板料上总的材料利用率η总=n总A/LB。
n总--------一张板料上冲裁件总数目
L--------板料长度
B--------板料宽度
A=120×120-π×2²=14400-12.5=14387.44mm²,n=1。
b=120+3.2×2=126.4mm,h=120+2.8=122.8mm。
冲裁金属材料的搭边值☞(P44冲压手册)
a冲裁件面积包括内形结构废料n一个进距内冲裁件数目b条料宽度h进距一张板料上总的材料利用率总n总alb
冲裁件的排样
直排法:(如右图所示)
材料利用率η=nA/bh×100%100。
A------冲裁件面积(包括内形结构废料)
n-------一个进距内冲裁件数目
b-------条料宽度
h-------ห้องสมุดไป่ตู้进距
第三章(3.6)冲裁工件的排样
1)直排法:适用于外形为方、矩形制件。
2)斜排法:适用于椭圆形、T形、L形、S形制件。
3)直对排法:适用于梯形、三角形、半圆形、T 形、Ш形、Ц 形制件。
4)混合排法:适用于材料、厚度相同的两种以 上不同形状制件的套排。
5)多行排法:适用于大批量生产中尺寸不大 的圆形、六角形、方形、矩形等制件。
三、搭边
1、概念 搭边:指冲裁时制件与制件之间、制件与条料 边缘之间的工艺余料。 2)作用 (1)能够补偿条料的剪裁误差、送料步距误差 以及条料与导料板之间有间隙所造成的送料歪 斜误差的作用。 (2)使凸凹模刃口受力均匀,能起到保护模具 的作用。 (3)能保持条料具有一定的刚性,便于送料。
2、搭边数值 合理的搭边数值就是保证冲裁件质量、保证 模具较长寿命,保证自动送料时不被拉弯拉断条 件下允许的最小值。 搭边值见书P60、61,表3-10
D— 冲裁件垂直于送料方向
的最大尺寸;
a1 — 冲裁件与条料侧边的搭边值; Δ ——条料的宽度公差;
2)当导料板之间无侧压装置时
B=(D+2a1+2Δ +b0 )-Δ b0 — 条料与导料板之间间隙, 见表3-12 3)采用侧刃 B=(D+1.5a1+nF) –Δ n — 侧刃数; F — 侧刃裁切宽度; 3、材料利用率
第六节
一、排样原则
冲裁工件的排样
本节主要内容:掌握排样方法
1、排样:指冲裁件在板料、带料或条料上的布 置方式。与零件形状有关。 2、排样原则 1)提高材料利用率;(材料费用通常会占冲件 总成本的60%) 2)使工人操作安全,减轻工人的劳动强度;
3)使模具结构简单,模具寿命较高;
4)排样应保证冲裁件质量。对于弯曲件的落料, 在排样时还应考虑到材料的纤维方向。 工件图 板料规程: 1420mm×710mm
冲裁的排样方法

冲裁的排样方法一、冲裁件的排样(一)排样:排样指冲裁件在条料上或条料在板料上的布置形式。
排样的圆形是提高材料和用率。
1、材料利用率K=F0/F×100%= 冲裁件实际面积×100%其中: K=材料利用率。
F=板料面积。
F0=冲裁件面积设计废料:工件的各种内孔所产生的废料。
2、冲裁件的废料:工艺废料:由於工件之间及工件与条料侧边之间的边存在而产生的废料及料头料尾而产生的废料。
取决於冲压方法和排样方法。
设计废料:工件内孔而产生的废料3、排样方法:1)、有废料排样,即工件与工件之间,工件与条料边缘间都有塔边存在。
2)、少废料排样:即工件与工件间有搭边存在。
工件与条料边缘大废料搭边存在。
3)、无废料的排样:即工件与工件间,工件与条料边缘之间均无搭边存在。
具体的排样形式有:直排,斜排,对排,混合排样,多排冲裁搭边。
直排,斜排,对排,混合排,多排(二)搭边排保时工件与工件之间,工件与条料侧边之间留下的余料。
1、搭边的作用。
A. 起到补催定位差的作用。
B. 冲裁后使条料具有一定的程度,刚度便於道料。
2、搭边什的选取。
查表2-8四.条料的的宽度B。
B=(D+2a)-(mm)其中:D--工件在条料宽度方向上的基本尺寸。
a--工件与条料的侧边的搭边值。
--条料宽度偏差。
二、冲裁件的工艺性:(一)冲裁件的工艺性指:冲裁件对工艺的适应能力。
即冲裁件的结构形状,尺寸大小,工件精度等在冲裁的难易程度。
冲裁件形状尺寸要求:(1)冲裁件的形状简单,对称。
(2)外形内孔转角处避免过尖的锐角。
(3)冲孔的最小尺寸与材料,孔形料厚,是否采用护套有关。
(4)避免工件上有细长的是臂和狭长的是臂和狭长的槽,以防凸模折断。
(5)冲裁件的孔与孔间,孔至边缘间距离不宜过小。
(6)在弯曲件和拉深件上冲孔时,其孔边与工件直壁间应保持一定的距离。
(7)如用条料冲裁端部带圆弧工件时,其端部半径应大于条料宽度B的一半。
(二)冲裁件的尺寸精度:1、普通冲裁IT10-IT11级以下,粗糙度。
3-3 冲裁工艺计算

每条条料的长度为1420,可冲出工件数目为:(1420-2)÷42=33(件),余
34mm的料尾。
所以:钢板整体材料利用率为: NA 100% 14 331257 100% 57.6%
BS
1420 710
3、废料多少的排样方式
根据材料的利用情况,排样方式分为: 有废排样、少废排样、无废排样。
故条料宽度: B0 (D 2a)0
D ——制件尺寸 a ——条料搭边 △——裁板误差
导料板内不带侧压装置
B0 (D 2a e)0
导料板之间的距离为: A B e
冲压工艺与模具设计
冲压工艺与模具设计
条料宽度的单向极限偏差Δ
条料与导料板间隙e(单位:mm)
冲压工艺与模具设计
(2)侧刃定位时条料宽度 侧刃一般用于级进冲压,常与导正销配合使用。
B0 (L 2a'nb)0 (L 1.5a nb)0
a' 0.75a
冲压工艺与模具设计
10、排样图的绘制
一张完整的排样图应标注条料宽度尺寸、步距S、工件间搭边和侧搭边。 排样图通常画在总装配图右上角 。一般使用二维CAD或三维软件绘制。
单工序冲压排样图 复合冲压排样图
级进冲压排样图
冲压工艺与模具设计
有时可用下式简便估算冲裁力: F Lt b
冲压工艺与模具设计
例题2:冲制如图所示工件,已知材料为Q235,抗剪切强度为310MPa,板料厚度为
2mm。采用平刃口模具冲裁,试分别计算两种排样方式下所需的冲裁力。
解:1)有废料排样时,沿工件的整体轮廓进行冲裁。
L 40 20 2 (40 20) (35 20) 10 161.4mm
冲压工艺与模具设计
6、减少排样废料,提高材料利用率的方法
冲裁工艺分析及排样设计PPT课件
φ81 1
R1 R1
φ42
衬套零件图
7
φ1 04
衬套落料工序件
φ8 1 R1
衬套拉深工序件
15
φ29.3
衬套冲孔工序件
R1 φ4 2
衬套翻孔工序件
7
2
第2页/共77页
我们选取衬套零件的两个冲裁工序件的模具设计作为项目1,通过完成该项目来 学习冲裁工艺与模具设计知识。
任务1 冲裁工艺分析及排样设计
为了完成该任务,需用到的知识点有: 冲压与冲模的概念;冲压加工特点;冲裁的概念;落料与冲孔的区别;冲裁 断面特征及影响因素;冲裁件的工艺性;排样设计原则;排样分类;搭边及步 距的概念;排样图的内容;材料利用率的计算。
每个模具设计项目按实际工作顺序,分解成若干个任务,通过完成这些任务 来学习相关的知识点。
对于五个项目没有涉及的有必要了解的内容,采用知识拓展的形式列出。
1
第1页/共77页
15
如图所示的冲压件名称是衬套,材料为 Q235冷轧钢板,料厚1mm,年产量3万件, 由落料、拉深、冲孔、翻边四个工序冲压完 成。
图2-2 衬套冲孔工序件 前预冲孔 9
第9页/共77页
1.5 落料与冲孔的区别: ①加工目的不同
落料是为了获得一定尺寸和外形轮廓的工件。冲孔是为了得到工件的内孔。
外形加工属 于落料
内孔加工属 于冲孔
10
第10页/共77页
②模具刃口尺寸计算方法不同 落料件大小由凹模决定,因此选择凹模作基准,冲裁间隙放在凸模侧。
冲孔大小由凸模决定,选择凸模作基准,冲裁间隙放在凹模侧。
冲孔从凹模中漏下的是废料,落料从凹模中漏下的 是工件。
凸模
凹模
11
图2-1少`无废料冲裁件的排样
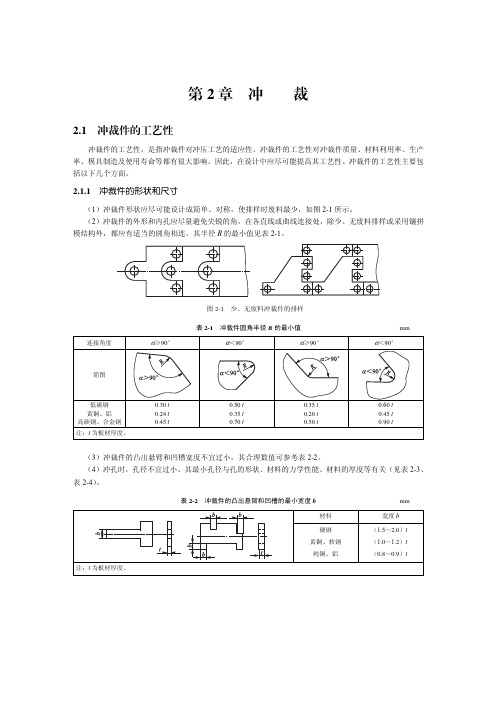
第2章 冲 裁2.1 冲裁件的工艺性冲裁件的工艺性,是指冲裁件对冲压工艺的适应性。
冲裁件的工艺性对冲裁件质量、材料利用率、生产率、模具制造及使用寿命等都有很大影响。
因此,在设计中应尽可能提高其工艺性。
冲裁件的工艺性主要包括以下几个方面。
2.1.1冲裁件的形状和尺寸(1)冲裁件形状应尽可能设计成简单、对称,使排样时废料最少,如图2-1所示。
(2)冲裁件的外形和内孔应尽量避免尖锐的角,在各直线或曲线连接处,除少、无废料排样或采用镶拼模结构外,都应有适当的圆角相连,其半径R的最小值见表2-1。
图2-1 少、无废料冲裁件的排样表2-1冲裁件圆角半径R的最小值 mm(3)冲裁件的凸出悬臂和凹槽宽度不宜过小,其合理数值可参考表2-2。
(4)冲孔时,孔径不宜过小。
其最小孔径与孔的形状、材料的力学性能、材料的厚度等有关(见表2-3、表2-4)。
表2-2冲裁件的凸出悬臂和凹槽的最小宽度b mm第2章 冲 裁 25表2-3 无导向凸槽冲孔的最小尺寸 mm表2-4 采用凸模护套冲孔的最小尺寸 mm材 料 圆形孔(d )方形孔(a )硬钢 软钢及黄铜 铝、锌0.5 t 0.35 t 0.3 t0.4 t 0.3 t 0.28 t注:t 为板材厚度。
(5)冲裁件的孔与孔之间,孔与边缘之间的距离不应过小,其许可值如图2-2所示。
当孔边缘与制件外形边缘不平行时应不小于t ,平行时应不小于1.5 t 。
图2-2 最小孔边距(6)端头圆弧尺寸的腰鼓形冲压件,如若采用两侧无废料排样,如图2-3所示,2bR =时,当条料出现正偏差就会使两端产生台阶,如图2-3(b )所示,因而最好取2b R +∆>,如图2-3(c )所示。
(7)在弯曲件或拉深件上冲孔时,其孔壁与工件直壁之间应保持一定的距离(如图2-4所示),若距离太小,冲孔时会使凸模受水平推力而折断。
2.1.2 冲裁件的精度、表面粗糙度和毛刺1. 冲裁件的精度冲裁件的精度一般可分为精密级与经济级两类。
冲裁排样设计

第五次课 冲裁工艺与冲裁模设计(三)
第六节 冲裁排样设计
三、搭边
搭边:
排样时冲裁件之间以及冲裁件与条料侧边之间留下的工艺废料。
搭边的作用:
一是补偿定位误差和剪板误差,确保冲出合格零件; 二是增加条料刚度,方便条料送进,提高劳动生产率; 搭边还可以避免冲裁时条料边缘的毛刺被拉人模具间隙,从而 提高模具寿命。
《冷冲压工艺与模具设计》
第五次课 冲裁工艺与冲裁模设计(三)
第六节 冲裁排样设计
一、材料的合理利用(续)
2.提高材料利用率的方法(续)
《冷冲压工艺与模具设计》
第五次课 冲裁工艺与冲裁模设计(三)
一、材料的合理利用(续)
2.提高材料利用率的方法(续)
减少工艺废料的有力措施是:
设计合理的排样方案; 选择合适的板料规格和合理的裁板法 (减少料头、料尾和边余料); 利用废料作小零件(如混合排样)等。
《冷冲压工艺与模具设计》
第五次课 冲裁工艺与冲裁模设计(三)
第六节 冲裁排样设计
五、排样图
在确定条料宽度之后,还要选择板料规格,并确定裁板 方法(纵向剪裁或横向剪裁)。值得注意的是,在选择板料规 格和确定裁板法时,还应综合考虑材料利用率、纤维方向 (对弯曲件)、操作方便和材料供应情况等。当条料长度确定 后,就可以绘出排样图。
作业布置:
P69:习题2-6排样。
《冷冲压工艺与模具设计》
第五次课 冲裁工艺与冲裁模设计(三)
零件形状不同材料利用情况的对比 《冷冲压工艺与模具设计》
第五次课 冲裁工艺与冲裁模设计(三)
《冷冲压工艺与模具设计》
第五次课 冲裁工艺与冲裁模设计(三)
《冷冲压工艺与模具设计》
简述冲裁模的排样设计
f 一
图 1 废料分类
1 .结构废 料 2 .工艺 废料
是有 废料排样 法 :如 图 4 所 示 ,沿 制件 的全 部 a
有 3 %;如图 2 所示 的排样方式 ,材料 的利用率超 过 8 b
7 % 。由此可 见 ,合理 排样 对 节约 材料 所 起 的重 要 作 0
用。
环形轮廓 冲裁 ,在制件之问及制件与条料侧 边之 间都有
少工艺废料 ,才能提高材料 的利用率。
由于钢 材 工 厂 提 供
( )提高材料的利用率 ( 1 在不影响制件使用性 能的
前提下 ,还 可适 当改变制件的形状 ) 。
给我 们 的板 料 或 卷 料 , 其长 度和 宽 度都 有 一定
标准 ,因此 排 料 时还 要 考虑 整块 板料 的 合理 利 用。如图 2 a所示 的排样 方式 ,材 料 的 利用 率 只
示零件 ,若零件 的外形无关紧要 ,只是 三孔位置有较高 要求时可改为图 5 b所示 形状 ,即用 无废料 排样 ,材料
图 6 修改冲裁件形状提高材料利用率
④ 、
f
}
[
r ,
因此 ,要提高材料利用 率 ,节省材料的途径 ,不仅 要解决冲裁件在条料上的合理布置问题 ,必要时应与产
- -
一 .. . . .
+- 寸 -
—
—
日 ——条料宽度 。
\l l l 八 八 八 一 \ /
从上式得 知,要提高材料的利用率 ,就 必须减少废 料面积。而废料又分为工艺废料和结构废 料 ,如图 1所
示 。塔边 和余料属工艺废料 ,是与我们的排样 形式及 冲
图 3 圆形工件的几种排样 方法
冲裁件的排样
对于形状复杂的工件,经常采用试排法
即用硬纸或塑料剪几个工件轮廓样板,在条料 上用各种方式排列布置,寻求最佳方案
上述讲述的三类排样方法,按工件的外形特征
又可分为 直排、斜排、直对排、斜对排、混合排、多行排 及裁搭边等多种形式。
各种排样形式的分类见表2.9
表2.9 排样形式分类
1.3 搭边
排样时,工件之间及工件与条料侧边之间的余料 叫搭边
冷冲模具设计
冲裁件的排样
冲裁件在板料、条料或带料上的布置方式,
称为冲裁件的排样法,简称排样。
1.1 材料的利用率
排样的目的
在于节约原材料,尽可能降低成本,利用率是衡 量排样经济性的指标。
一般以一个进距内的材料利用率η来表示,也可 以用一张板料的总利用率ηΣ来表示。 η=(nS/Bh)×100%;ηΣ=(NA/AL)×100%
有侧刃时条料的宽度,如图2.13所示
B=L+2a′+nb=L+1.5a+nb
式中:
B——条料宽度(mm); L——垂直于送料方向的冲裁件尺寸(mm); A——侧搭边的最小值,见表2.10; a′——a′=0.75a; n——侧刃数; b——侧刃裁切的宽度(mm),见表2.14。
表2.14 b值(mm)
③ 无废料排样 指工件与工件之间及工件与条料侧边之间均 无搭边的存在。模具刃口沿条料顺序切下, 直接获得工件,如图2.12(c)所示。
(a()a)
((bb))
((c)c)
图图22.1.212排样排方样法方对法比对比
少、无废料排样的缺点
工件质量较差,模具寿命不高
优点
具有简化模具结构、降低冲裁力和提高生产率等
图2.13 侧刃定位条料宽度
6-冲裁件之排样方法

制作﹕李葉明
常見沖件的合理排樣
¨R ¥ó §Î ¬ª
¤è §Î
±Æ¼Ë Ãþ «¬±è 来自ΤT ¨¤ §Î¶ê ¤Î
¥b ¤s
¶ê ¦r
¤Î §Î
¾ò ¶ê ¤Î ½L §Î
¤Q
¦r
§Î
¤B
¦r
§Î
¨¤
¤Ø §Î
½ª Ʊ
³æ ¦æ ª½ ±Æ
¦h ¦æ ª½ ±Æ
ױ Ʊ
¹ï ÀY ª½ ±Æ
制作﹕李葉明
E 條料邊緣與工件兩部分重合;預沖外形孔, 切缺輪廓與外形輪廓不重合.
制作﹕李葉明
F 條料邊緣與工件兩部分重合;預沖外形孔, 切缺輪廓位于外形輪廓上.
制作﹕李葉明
制作﹕李葉明
廢料
廢料分類 : 設計廢料--如工件內孔,取決於工件形狀 工藝廢料--料頭,料尾,搭邊,余料,取決於 沖壓方法和排樣方法.
制作﹕李葉明
搭邊 搭邊定義 :排樣時工件與工件之間及工件與條料側
邊之間留下的余料 搭邊作用 : 1.補償定位誤差
2.增強條料強度和剛度,便于送料 搭邊值的取決于 :
¤Ö ¼o ®Æ±Æ¼Ë µL ¼o ®Æ±Æ¼Ë 1.¸` ¬Ù ì §÷ ®Æ 2.£´ °ª ¥Í £² ²v 3.² ¤Æ¼Ò ¨ã µ² ºc 4.î´ »´ À£ ¤O ¾÷ t ²ü 1.±ø ®Æ©Î ¨÷ ®Æ¼e «× ¤½ ®t ª½ ±µ ¼v ÅT ¤u ¥ó ºë «× 2.¦b ±ø ®Æªº ¶× ¦X ÂI ¤W·| ¥X ²{ ¤ò ¨ë
排,多排.
制作﹕李葉明
三種排樣圖示
制作﹕李葉明
三種排樣優缺點對照
±Æ¼Ë ¤è ªk uÀ IÂ
冲裁件的排样

NA BL
100%
式中 N—一张板料上冲件总数 L—板材长度(mm)。
总的利用率ηΣ比一个进距内的材料利用 率η要低。
原因:条料和带料有料头和料尾的影响, 另外用板材剪成条料还有料边的影响。
冲裁过程中所产生的废料分为两种情况: 1结构废料 由于工件结构形状的需要,如工件 内孔的存在而产生的废料,称为结构废料
搭边的最小宽度大约取为毛坯的厚度。
影响搭边值大小的因素主要有:
1 材料的力学性能
塑性好的材料,搭边值要大一些,硬度高与强 度大的材料,搭边值可小一些。
2 材料的厚度
材料越厚,搭边值也越大。
3 工件的形状和尺寸
工件外形越复杂,圆角半径越小,搭边值越大。
4 送料及挡料方式
手工送料,有侧压板导向的搭边值可小一些。
2 条料宽度的确定
确定原则:最小条料宽度要保证冲裁时工件
周边有足够的搭边值,最大条料宽度要能在冲 裁时顺利地在导料板之间送进,并与导料板之 间有一定的间隙。
无侧压装置的导料板之间送料时,条料宽度计 算: B0 [D 2(a1 ) b0]0
式中B—条料标称宽度(mm); D—工件垂直于送料方向的最大尺寸(mm); a1—侧搭边(mm); △—条料宽度的公差(mm),查表; b0—条料与导料板间的间隙(mm),查表。
0.10~0.20 mm
进距:条料在模具上每次送进的距离。进距
的计算与排样方式有关。
每次冲一个零件的进距 A的计算公式为:
A=B+α
式中B—平行于送料方向工件的宽度; α—冲件之间的搭边值
2工艺废料 工件之间和工件与条料边缘之间存 在的搭边,定位需要切去的料边与定位孔,不 可避免的料头和料尾废料,称为工艺废料.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一:零件的工艺性分析二:冲压工艺方案的确定三:冲裁排样设计1:排样方案的确定2:搭边的选取四:计算冲裁件的面积五:一个进距的材料利用率六:冲裁力和压力中心的计算1 冲裁力2. 压力中心的计算七:刃口尺寸计算八:模具类型的选择九:卸料装置选择十:凸模. 凹模. 凸凹模设计1:凹模设计2:凸凹模的设计3:凸模的设计一:模架及组成零件的设计十二:压力机的选择十三:模具的组装图目录1113161718182021232324:零件的工艺性分析根据制件的材料、厚度、形状及尺寸,在进行冲裁工艺和模具设计时应注意以下几点:(1)冲裁件虽尺寸不大,形状简单,但要保证制件的尺寸公差,尤其是对空和槽的位置的确定。
板材的尺寸还是一个总要点。
(2)凸凹模的制造尺寸要按落料部分以落料凹模为基准计算,落料凸模按间隙值配制;冲孔部分以冲孔凸模为基准计算,冲孔凹模按间隙值配制。
既以落料凹模、冲孔凸模为基准,凸凹模按间隙值配制。
二:冲压工艺方案的确定该工件包括冲孔、落料两个基本工序,可以有以下三种方案: 方案一:先落料,后冲孔,采用单工序模生产;方案二:落料一冲孔复合冲压, 采用复合模生产;三种方案比较见表2.1方案一模具结构简单,但需要两道工序,两副模具,生产率较低,难 以满足该零件的年产量要求。
三种方案的比较表2.1 方案三:冲孔一落料连续冲裁,采用级进模生产。
方案二只需一套模具,冲压件的形位精度容易保证,且生产率也高。
尽管模具结构较方案一复杂,但由于零件的几何形状简单,模具制造并不困难。
方案三也只需要一副模具,生产率也高,但零件的冲压精度较差。
欲保证冲压件的形位精度,需要在模具上设置导正销导正,故模具制造安装较复合模复杂,且成本高。
通过对上述三种方案的分析比较,该件的冲压生产采用方案二为佳。
三:冲裁排样设计1:排样方案的确定排样是指冲裁零件在条料、带料或板料上布置的方法。
合理有效的排样有利于保证在最低的材料消耗和高生产率的条件下,得到符合设计技术要求的工件。
在冲压生产过程中,保证很低的废料百分率是现代冲压生产重要的技术指标之一。
合理利用材料是降低成本的有效措施,尤其在大批量生产中,冲压件的年产量达数十万件,甚至数百万件,材料合理利用的经济效益更为突出。
保证在最低的材料消耗和最高的劳动生产率的条件下得到符合技术要求的零件,同时要考虑方便生产操作、冲模结构简单、寿命长以及车间生产条件和原材料供应等情况,以选择较为合理的排样方案。
根据材料的合理利用情况,条料排样方法可以分为以下三种:一)有废料排样:冲件与冲件之间、冲件与条料之间都存在搭边废料,冲件尺寸完全由冲模来保证,因此精度高,模具寿命也高,但材料利用率低。
二)少废料排样:只在冲件与冲件之间或冲件与条料之间留有搭边值,因受剪裁条料质量和定位误差的影响,其冲件质量稍差,同时边缘毛刺被凹模带入间隙也影响模具寿命,但材料利用率高,冲模结构简单。
三)无废料排样:冲件与冲件之间或冲件与条料之间均无搭边,沿直线或曲线切断条料而获得冲件。
冲件的质量较差,模具寿命较短,但材料利用率高。
采用少、无废料的排样可以简化冲裁模结构,减小冲裁力,提高材料利用率。
但是,因条料本身的公差以及条料导向与定位所产生的误差影响,冲裁件公差等级低。
同时,由于模具单边受力,不但会加剧模具磨损,降低模具寿命,而且也直接影响冲裁件的断面质量。
综上分析,并考虑冲裁零件的形状、尺寸、材料,选取有废料排样。
2:搭边的选取排样时,工件及工件与条料侧边之间的余料叫搭边,搭边的作用是补偿定位误差和保持条料有一定的刚度,以保证冲压件质量和送料方便。
搭边太宽,浪费材料;搭边太窄会引起搭边断裂或翘曲,可能“啃刃”现象或冲裁时会被拉断,有时还会拉入模具间隙中、损坏模具刃口,从而影响模具寿命。
搭边值的大小与下列因素有关:①材料的力学性能。
硬材料可小些,软材料的搭边可要大些。
②工件的形状与尺寸。
尺寸大或有尖突的复杂的形状时,搭边要取得大值。
③材料厚度。
薄材料的搭边值应取的大一些。
④送料方式及挡料方式。
用手工送料、有侧压板导向的搭边值可以取小些。
表3.1搭边值表注:表中数值适用于低碳钢,对于其他材料,应将表中数值乘以下系数;中等硬度钢0.9,硬钢0.8查表得:最小搭边值a=1.5 X 0.9=1.35 mm为了取整数则a=1.5 mm1 =1.8 X 0.9=1.62 m为了取整数则a i =2 m条料宽度:B=60+2X 1.8 =64 m进距:S=40+ 1.5=41.5 mm四:计算冲裁件的面积A=40X 60 - 10 x( 60- 26) - 52〜1981.5 mm2五:一个进距的材料利用率n =( n A)/( BS)x 100%=( 1 x 1981.5)/( 64 x 41.6)x 100沧74.6%六:冲裁力和压力中心的计算1冲裁力冲裁力是冲裁过程中凸模对板料施加的压力,它是随凸模进入材料的深度而变化的。
通常说的冲裁力是指冲裁力的最大值,它是选用压力机和设计模具的重要依据之一。
冲裁周边长度 材料厚度材料抗拉强度(查表得 b =685MPat=1b= 685MPaF=272X 1X 685N=1.8632X 105L=10 t=1b=685MPa冲=101 685 = 2.1509 104(1)冲裁力:F=Lt b(4-1 )式中F冲裁力 L=60 X 2 + 40X 2+ 34X 2= 272(2)冲孔力: F 冲=Lt b(3)下模卸料力: F x = KxF为冲裁力(N)表卸料力、推件力及顶件力系数查表Kx=0.05Kx 为卸料系数则:F x = 1.8632 X 105 X 0.05 = 9316N总冲压力Fz总冲压力是各种冲压工艺的总和,根据不同的模具结构计算,由于本模具采用弹性卸料装置和上出料方式的冲裁模,则:总=F+ F 冲+ F x= 1.8632 105+2.1509 104+9316 N=2.171452 10 N30即选择冲床时的总冲裁力为:F ^= 2.171452 2.压力中心的计算模具的压力中心就是冲压力合力的作用点, 为了保证压力机和模具的 正常工作,应使模具的压力中心与压力机滑块的中心线相重合。
对于 级进模以及轮廓形状复杂或多凸模的冲裁模, 必须求出冲压力合力的 作用点即压力中心。
模具的压力中心应与模柄的轴线重合, 否则会影 响模具及压力机的精度和寿命。
40+120+68+30+10+31.4所以该零件的压力中心的坐标为(0, 30)105 N L 1 L2 L3L 4 L 5 L 6则: 40mm,Y 060 2 120mm,Y 2 1/2 60 30mm (60 26) 2 68mm,Y 3 26 1/2(60 26) 43mm40 10 30mm,Y 4 60mm 10mm,Y 5 26mm10 31.4mm,Y 6 12mm 丫丫Y oL 1 +L 2+L 3+L 4 +L 5+L 6 40 0+120 30+68 43+30 60+10 26+31.4 12Qi 圧力州1落料模尺寸 基本尺寸有60mn 和40mm七:刃口尺寸计算SS t Cl C2 C3cq GEc&414- 献最彙欝st id- 1射0.1 (I'015 0,035lO.OG f* — X_*■1-0.30L04S讪50.D1 0J3 X— *— *0.30.06|O.CE CU2CECH 0.01 a 03串k■().£110 0L O6 lo.0.:'40.06 a.0£50.01 0.[0 =L r0.S 0J3 0.16 讪kis 0血 0.10 0.0(5 训0,01^ 0.K3F■l130 0113 0.16 0.10 0.13 lots他 0.01 0L 0W.03|CL<&-1.2 0.24 讪 [o.L9 |o.l3 0.16叽個0,KDJHk 血吩D■1.5131 皿 b 息0.19 a.io [114 D 血O.ffi Cl DHL 时训卜l.S 询(138lysjluf «7渤机讯a. fl 0L 3S0,蛆0-30 0.54 PH |o C.lt ais 0J6 O.tfi3.5 CL ^9 0L55 0139 0出0.29 帆 0.1£ D.24 0,07 0.10 O L OK.0C L MS'"3.0 0.62 163 00.55 « 0.42 0J30,10 0.13 a 04 (106'lE 0.73 131 01SS 0.0.4S Q.51 0.270.12 O.IG OiDJ肓 讥163 0.?60.5B Q足0.131 ”写期腸凜關,sasfR%克示,单aw 稲刃「折。
1临蚊Tk'rsO'陥側h 籍P 谑,黑搦勵财傩拐阳(Jb>OTb 应 W10、氐【癖酬血 勰血癩,LylECgg), gL.-…’ 血、熾枚,漱1L 1粥t 脱、怖8庠麒魏厠囁啟 t 溯倾熱墉轧r' - ■ j■⑴匚厂 (3')逓祸:(4J 瞇彌t 睡r 就惟粧刖M 姒(Ti^OO^MOW/niJ_____________ .制紘fe 詢勧徵嘩0j弹幼離站砂F, M 退如翩,首瞇机旌埶 驅iT 歆夢讎 *零件尺寸符合 “入体原则”的标注0.17, Z max =0.20,则 Z max Z min 0.20 0.17 0.03mm. *查上表得Z min1落料模尺寸基本尺寸有60mn和40mm40mm 尺寸的 X=0.75 规则形状凸、凹模的制造偏差查上表得:60mm 凸凹模刃口制造公差T=0.020mm A =0.030mmT+ A =0.020mm+0.030mm=0.05mm Z max Z min 0.20 0.17 0.03mm.不满足T + A Z max Z min 这个分别制造的条件表2-3Q 瞒损察®直*11 a 邮+ H 堰 查上表得:60mr 尺寸的X=0.540mm 凸凹模刃口制造公差T =0.020mm, A =0.030mm ,T + A=0.020mm+0.030mm=0.05mm>Z max Z min 0.20 0.17 0.03mm.不满足T + A Z max Z min2)冲孔尺寸计算10 12 10查表得 Z min0.17, Z max =0.20 ,磨损系数都是0.5min确定刃口尺寸公差。
查表得凸凹模刃口制造公差为T =0.020mm, A =0.020mmT + A =0.020mm+0.020mm=0.04mm> Z max Z min 0.20 0.17 0.03mm.不满足T + A Z max Z min 这个分别制造的条件综上可知,凸凹模不适合分别制造的条件因为冲裁间隙及其范围很小,现有的加工手段不能满足凸凹模分别加工的条件,必须采用凸凹模配制的方法,对于冲裁凸凹模的配制及其制造公差的确定,要注意以下几个原则和要求1):基准件的选择。