铝及铝合金折弯性能检验标准
铝合金材料检验试验规范标准

8.4.1 一般要求
试验使用圆形、方形、矩形或多边形模截面的试样。样坯的切取位置和方向应按照相关产品标准的要求。
8.4.2 试样的宽度
试样宽度应按照应相关标准产品要求
8.4.3 试样的厚度
试样厚度应按照应相关标准产品要求
8.4.4试样的长度
试样厚度应按照应相关试验装置(设备)要求的长度。
0.1 修内容
生效日期
1
全 部
A0
初次发行
2012-07-01
1、 目的:
为了保证铝合金(铝型材)材料的来料质量和满足制程中各项工艺技术要求,特制定本规范。
2、范围:
2.1本规范规定了铝合金(铝型材)材料的技术要求、检验方法、试验方法,检验标准。
2.2本规范适用于本公司外购的所有的铝合金型材材料。
T6:固溶处理后施以人工时效处理,目的在提高材料的强度及尺寸稳定性,适用于冷加工。
7.1.4 工艺性能:
表8 6063工艺性能
工
艺
性
能
密度
2.69
热加工温度
490~510℃
融化温度
655℃
切削加工性%
50
有良好的强度,热态下塑性良好,冷态下,切削加工性好,易焊接,耐蚀性好。良好的抗腐蚀性、韧性,易于抛光、上色膜,阳极氧化效果优良。
2、在抛光完工后,以目力测试检验产品表面,表面的沙孔或杂质点等缺陷影响到外观装饰性的,这样的不良产品按退货处理。
6、 检验方法
6.1 铝合金型材的随机抽样检验按相关抽样规定。
6.2 铝合金型材的外形截面尺寸用游标卡尺测量;长度尺寸用卷尺测量;圆弧面用R规测量。
6.3 铝合金型材的不圆度用游标卡尺对称测量管外径三处,以最大值和最小值之差表示。
铝板检验标准及方法
铝板检验标准及方法
铝板的检验标准主要包括以下方面:
1. 外观质量检验:主要是通过肉眼观察铝板的表面是否有划痕、凹陷、氧化、颜色不一致等缺陷。
2. 尺寸和形状检验:包括对铝板的长度、宽度、厚度、平直度、角度等进行测量和检验。
3. 物理性能检验:主要是对铝板的机械性能(如拉伸强度、屈服强度、延伸率等)和物理性能(如密度、热导率等)进行测量和检验。
4. 化学成分检验:通过对铝板的化学成分进行分析,以确定其合金成分是否符合标准要求。
5. 表面处理性能检验:主要是对经过表面处理的铝板进行评估,包括耐蚀性、耐磨性、耐热性等。
铝板的检验方法主要包括以下几种:
1. 肉眼检验:通过直接观察铝板的表面和外观,检查其表面是否平整、光滑,有无划痕、凹陷等缺陷。
2. 尺寸和形状测量:通过使用尺子、卡尺、角度测量工具等对铝板的尺寸和形状进行测量,以确定其是否符合标准要求。
3. 拉伸试验:将铝板样品置于拉伸试验机上,逐渐增加载荷,测量拉伸过程中的应变和应力,以确定铝板的拉伸强度、屈服强度和延伸率等机械性能指标。
4. 化学成分分析:通过使用光谱仪、质谱仪等仪器对铝板样品的化学成分进行分析,以确定其合金成分是否符合标准要求。
5. 表面处理性能测试:使用化学试剂、盐雾腐蚀试验机等工具对经过表面处理的铝板进行评估,以确定其耐腐蚀性能、耐磨性、耐热性等。
需要注意的是,具体的检验标准和方法可能会根据铝板的应用领域和国家/地区的标准要求而有所不同。
因此,在进行铝板检验时,应根据具体情况选择适用的标准和方法。
铝及铝合金质量检验标准定稿
I
Q/9S 103—2004
前言
本标准是根据国防科工委预研课题搅拌摩擦焊工艺技术研究项目的要求和搅拌摩擦焊技术特点及 质量控制要求制定的。
目前(2004年6月),国内尚无铝合金搅拌摩擦焊质量检验的统一标准。本标准的颁布,将为中国 搅拌摩擦焊中心及与其合作的相关院校、厂所在铝及铝合金搅拌摩擦焊质量控制方面提供依据。
铝及铝合金搅拌摩擦焊质量检验标准给出了上述系列铝合金产品搅拌摩擦焊接头质量技术要求,包 括:焊缝表面质量、内部质量、焊接接头力学性能、焊接缺陷的修补、质量检验规则和方法以及资料性 附录零件焊接质量检验记录表等内容。
本标准由北京航空制造工程研究所中国搅拌摩擦焊中心提出。 本标准由北京航空制造工程研究所批准。 本标准由北京航空制造工程研究所标准化技术委员会归口。 本标准起草单位:北京航空制造工程研究所中国搅拌摩擦焊中心。 本标准主要起草人:栾国红、马翔生、孙成彬、柴鹏、季亚娟。
焊接塌陷
当δ≤10 当δ>10
≤0.2 ≤1.0
≤1.0 或 0.1δ ≤1.5
≤1.5 或 0.15δ ≤2.0
备注:1.δ为焊件厚度 2.两个数取其较小值
铝及铝合金折弯性能检验标准

产品折弯性能检验标准
9 1.适用范围
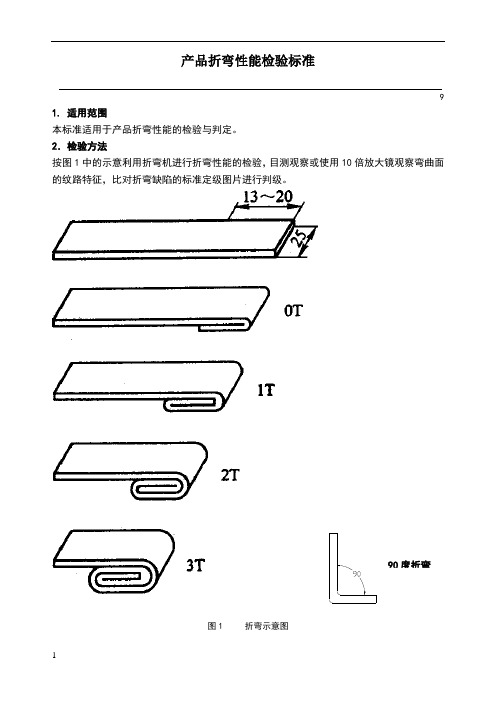
本标准适用于产品折弯性能的检验与判定。
2.检验方法
按图1中的示意利用折弯机进行折弯性能的检验,目测观察或使用10倍放大镜观察弯曲面的纹路特征,比对折弯缺陷的标准定级图片进行判级。
90度折弯
图1 折弯示意图
3.折弯性能分级标准
级别折弯标准图片说明
1级无裂纹
特征:无裂纹,弯曲面光洁
2级
变形纹
特征:弯曲面为铝板变形产生的皱纹,光泽不明显
3级
细裂纹
特征:弯曲面光泽明显,裂口宽度裸视不明显,用10倍放大镜观察明显,裂口间断、细小。
4级
裂纹
特征:弯曲面光泽明显,裂口宽度裸视明显,裂口连续延伸或弯曲面裂口密
集。
5级
严重裂纹特征:弯曲面裂口宽度严重
4折弯判定标准
4.1根据标准图片,折弯3级判定为合格,4~5级判定不合格。
4.2标准图片中选择的是典型照片,在实际判定中,出现在两级之间的情况,可以描述为“2级偏重或3级偏轻”。
5其他
5.1 检验频次
正常情况下,每一个轧制大卷抽检一次,折弯曲面沿轧制方向(纵向)。
5.2 记录
检验结果记录在质检《折弯性能记录表》上,折弯样品保存3个月,折弯样品必须拍摄照片存档,存档时间为1年。
铝合金材料检验试验规范标准
轴线保持在垂直于弯曲轴的平面内。
8.3 试验设备8.3.1一般要求弯曲试验应在配备下列弯曲装置之一的试验机或压力机上完成:a)配有两支辊和一个弯曲压头的支辊式弯曲装置,见图1b)配有一个V型器具和一个弯曲压头的V型模具式弯曲装置,见图2c)虎钳式弯曲装置,见图3图1图2 图38.3.2支辊式弯曲装置8.3.2.1 支辊长度和弯曲压头的宽度应大于试样宽度或直径(见图1).弯曲压头的直径由产品标准规定。
支辊和弯曲压头应具有足够的硬度。
8.3.2.2除非中有规定,支辊间距离L应按照式(1)确定:L=(D+3a)±a/2 (1)8.5.3试样弯曲至规定弯曲角度的试验,应将试样放于两支辊(见图1)或V形模具(见图2)上,试样轴线应与弯曲压头轴线垂直,弯曲压头在两支座之间的中点处对试样连续施加力使其弯曲,直至达到规定的弯曲角度。
可以采用图3所示的方法进行弯曲试验。
试样一端固定,绕弯曲压头进行弯曲,直至达到规定的弯曲角度。
弯曲试验时,应当缓慢地施加弯曲力,以使材料能够自由地进行塑性变形。
弯曲时,试验速率应为(1±0.2)mm/s.当使用上述方法如不能直接达到规定的弯曲角度,可将试样置于两平行压板之间(见图4),连续施加力压其两端使进一步弯曲,直至达到规定的弯曲角度。
图4 FF8.6. 试验结果的评定:L 试样长度mm9.3原理垂直于金属管纵轴线方向对规定长度的试样或金属管端部施加力进行压扁,直至在力的作用下两压板之间的距离达到相关产品标准所规定的值(见图5a和图5b)。
如为闭合压扁,试样内表面接触的宽度应至少为标准试样压扁后其内宽度b的1/2(见图5c)图59.4试验设备9.4.1试验机(可采用是冲床或钳工虎钳台)应能将试样压扁至规定的两平行压板之间的距离。
压板应具有足够的刚度。
压板的宽度应超过压扁后试样宽度,即至少为1.6D。
压板的长度应不小于试样的长度。
9.5 试样9.5.1 试样长度应不小于10mm,但不超过100mm。
铝合金材料检验试验规范标准
铝合金材料检验试验规范标准8.2 原理:弯曲试验以圆形,方形、矩形或多边形横截面试样在弯曲装置上经受弯曲塑性变形、不改变加力方向,直至达到规定的弯曲角度。
弯曲试验时,试样两端的轴线保持在垂直于弯曲轴的平面内。
8.3 试验设备8.3.1一般要求弯曲试验应在配备下列弯曲装置之一的试验机或压力机上完成:a)配有两支辊和一个弯曲压头的支辊式弯曲装置,见图1b)配有一个V型器具和一个弯曲压头的V型模具式弯曲装置,见图2c)虎钳式弯曲装置,见图3图1图2 图38.3.2支辊式弯曲装置8.3.2.1 支辊长度和弯曲压头的宽度应大于试样宽度或直径(见图1).弯曲压头的直径由产品标准规定。
支辊和弯曲压头应具有足够的硬度。
8.3.2.2除非中有规定,支辊间距离L应按照式(1)确定:L=(D+3a)± a/2 (1)注:此距离在试验期间应保持不变。
8.3.3 V型模具式弯曲装置模具的V形槽其角度应为(180°-a)(见图2),弯曲角度a应在相关产品零件图中规定。
模具的支承棱边应倒圆,其倒圆半径应为(1~10)倍试样厚度。
模具和弯曲压头宽度应大于试样宽度或直径并具有足够的硬度。
8.3.4 虎钳式弯曲装置装置由虎钳及有足够硬度的弯曲压头组成(见图3),可以配置加力杠杆。
弯曲压头直径应按照产品标准要求,弯曲压头宽度应大于试样宽度或直径。
8.4. 试样8.4.1 一般要求试验使用圆形、方形、矩形或多边形模截面的试样。
样坯的切取位置和方向应按照相关产品标准的要求。
8.4.2 试样的宽度试样宽度应按照应相关标准产品要求8.4.3 试样的厚度试样厚度应按照应相关标准产品要求8.4.4试样的长度试样厚度应按照应相关试验装置(设备)要求的长度。
8.5 试验程序特别提示:试验过程应采取足够的安全措施和防护措施。
8.5.1试验一般在10℃~35℃的室温范围内进行8.5.2按照相关产品的规定,试样在给定的条件和力的作用下弯曲至规定的弯曲角度(见图1、图2和图3)8.5.3试样弯曲至规定弯曲角度的试验,应将试样放于两支辊(见图1)或V形模具(见图2)上,试样轴线应与弯曲压头轴线垂直,弯曲压头在两支座之间的中点处对试样连续施加力使其弯曲,直至达到规定的弯曲角度。
铝合金材料检验试验规范
类别铝合金材料检验试验规范制定日期2012-05-23技术文件页次Page 9 of 15a)弯曲试验应在配备下列弯曲装置之一的试验机或压力机上完成:b)配有两支辊和一个弯曲压头的支辊式弯曲装置, 见图1c)配有一个V型器具和一个弯曲压头的V型模具式弯曲装置, 见图2虎钳式弯曲装置, 见图3图1图2 图38.3.2支辊式弯曲装置8.3.2.1 支辊长度和弯曲压头的宽度应大于试样宽度或直径(见图1).弯曲压头的直径由产品标准规定。
支辊和弯曲压头应具有足够的硬度。
8.3.2.2除非中有规定, 支辊间距离L应按照式(1)确定:L=(D+3a)± a/2 (1)注: 此距离在试验期间应保持不变。
8.3.3 V型模具式弯曲装置模具的V形槽其角度应为(180°-a)(见图2), 弯曲角度a应在相关产品零件图中规定。
模具的支承棱边应倒圆, 其倒圆半径应为(1~10)倍试样厚度。
模具和弯曲压头宽度应大于试样宽度或直径并具有足够的硬度。
8.3.4 虎钳式弯曲装置装置由虎钳及有足够硬度的弯曲压头组成(见图3), 可以配置加力杠杆。
弯曲压头直径应按照产品标准要求, 弯曲压头宽度应大于试样宽度或直径。
8.4.试样类别铝合金材料检验试验规范制定日期2012-05-23技术文件页次Page 11 of 15F8.6.试验结果的评定:8.6.1应按照相关产品标准的要求评定弯曲试验结果。
如未规定具体要求, 弯曲试验后不使用放大镜观察, 试样弯曲外表面无可见裂纹应评定为合格。
8.6.2 以相关产品标准要求规定的弯曲角度作为最小值;若规定弯曲压头直径, 以规定的弯曲压头直径作为最大值。
8.7 试验报告a)试验报告至少应包括以下内容:b)本标准编号;c)试样标识(材料牌号, 取样方向)d)试样的形状和尺寸e)试样条件(弯曲压头直径, 弯曲角度)f)与标准的偏差g)试验结果评定9.铝型材管材压扁试验(GB246-2007)9.1 范围规定了测定圆形横截面金属管塑性变形能力的压扁试验方法, 包括显示其缺陷。
铝材检验标准

铝材检验标准 The document was finally revised on 2021广东唐氏集团铝型材检验标准第一章总则第一条为了规范公司铝型材检验标准,控制型材生产工艺以及成品出厂质量,规避市场风险,提升品牌形象,特制定本章。
第二条本标准规定了铝型材的技术标准、外观质量、检验方法。
本标准适用于建筑铝型材。
第三条本标准以GB5237-2008为基准拟定。
第四条公司旗下“永兴”、“亚阳”、“兴铝”三个品牌均以此标准为检验标准。
第五条涉及到商标方面的各项要求,应完全符合《商标法》、《广告法》、《反不正当竞争法》、《知识产权保护法》等法律、法规要求。
第二章基材第六条本部分规定了未经表面处理的铝合金建筑型材的要求、试验方法、检验规则、标识及合同(或订货单)内容。
第七条本部分适用于表面未经处理的建筑用铝合金热挤压型材(以下简称型材)。
第八条术语定义基材是指表面未经处理铝合金建筑型材。
装饰面是指型材经加工、制作并安装在建筑物上后,处于开启和关闭状态时,仍可看的见的表面。
外接圆是指能够将型材的横截面完全包围的最小的圆。
第九条基材(坯料)相关技术指标及外观要求,见下表:一) 长度要求定尺时,应在合同中注明,公称长度≤6m 时,允许偏差为﹢15mm;长度>6m时,允许偏差由双方协商决定。
(二) 以倍尺交货的型材,其总长度允许偏差为+20mm,需要加锯口余量时,应在合同中注明。
(三) 端头斜切度不应超过2°。
第十条力学性能取样部位的公称壁厚<时,不测定断后伸长率。
室温力学性能要求如下第十一条试验方法(一) 化学成分分析可采用化学分析法和仪器分析法等方法进行,化学成分仲裁分析按照GB/T 20975规定的方法进行。
(二) 力学性能拉伸试验按照GB/T 228-2002规定的方法进行,断后伸长率按照GB/T 228-2002中的条仲裁;维氏硬度试验按GB/T 规定的方法进行;韦氏硬度试验按YS/T 420规定的方法进行。
铝合金材料检验试验规范标准

8.3 试验设备弯曲试验应在配备以下弯曲装置之一的试验机或压力机上完成:a)配有两支辊和一个弯曲压头的支辊式弯曲装置,见图1b)配有一个V型器具和一个弯曲压头的V型模具式弯曲装置,见图2c)虎钳式弯曲装置,见图3图1图2 图38.3.2.1 支辊长度和弯曲压头的宽度应大于试样宽度或直径〔见图1〕.弯曲压头的直径由产品标准规定。
支辊和弯曲压头应具有足够的硬度。
8.3.2.2除非中有规定,支辊间距离L应按照式〔1〕确定:L=〔D+3a〕±a/2 〔1〕注:此距离在试验期间应保持不变。
样连续施加力使其弯曲,直至到达规定的弯曲角度。
可以采纳图3所示的方法进行弯曲试验。
试样一端固定,绕弯曲压头进行弯曲,直至到达规定的弯曲角度。
弯曲试验时,应当缓慢地施加弯曲力,以使材料能够自由地进行塑性变形。
弯曲时,试验速率应为〔1±0.2〕mm/s.当使用上述方法如不能直接到达规定的弯曲角度,可将试样置于两平行压板之间〔见图4〕,连续施加力压其两端使进一步弯曲,直至到达规定的弯曲角度。
图4 FF8.6. 试验结果的评定:8.6.1应按照相关产品标准的要求评定弯曲试验结果。
如未规定具体要求,弯曲试验后不使用放大镜观察,试样弯曲外外表无可见裂纹应评定为合格。
8.6.2 以相关产品标准要求规定的弯曲角度作为最小值;假设规定弯曲压头直径,以规定如为闭合压扁,试样内外表接触的宽度应至少为标准试样压扁后其内宽度b的1/2〔见图5c〕图59.4.1试验机〔可采纳是冲床或钳工虎钳台〕应能将试样压扁至规定的两平行压板之间的距离。
压板应具有足够的刚度。
压板的宽度应超过压扁后试样宽度,即至少为1.6D。
压板的长度应不小于试样的长度。
9.5 试样9.5.1 试样长度应不小于10mm,但不超过100mm。
试样的棱边同意用锉刀或其它方法将其倒圆或倒角。
〔注:如果试验结果满足试验要求,可以不对试样的棱边倒圆或倒角。
〕9.5.2 如要在一要命全长度的管端进行试验时,应在距管端面为试样长度处垂直于管纵轴线切口,切割深度至少达外径的80%9.6 试验程序℃~35℃的室温范围内进行。
铝及铝合金折弯性能检验标准
产品折弯性能检验标准
9
1.适用范围本标准适用于产品折弯性能的检验与判定。
2 •检验方法
按图1中的示意利用折弯机进行折弯性能的检验,目测观察或使用10倍放大镜观察弯曲面
的纹路特征,比对折弯缺陷的标准定级图片进行判级。
图1 折弯示意图
3 •折弯性能分级标准
4折弯判定标准
根据标准图片,折弯3级判定为合格,4〜5级判定不合格。
标准图片中选择的是典型照片,在实际判定中,出现在两级之间的情况,可以描述为“2级偏重或3级偏轻”。
5其他
检验频次
正常情况下,每一个轧制大卷抽检一次,折弯曲面沿轧制方向(纵向)。
记录
检验结果记录在质检《折弯性能记录表》上,折弯样品保存3个月,折弯样品必须拍摄照片存档,存档时间为1年。
铝合金材料检验试验规范标准.docx

铝合金材料检验试验规范文件发行栏□执行董事□总经理□财务总监□生产副总□财务部□管理部□计划物料部□采购部□出口部□研发部□技术部□品保部□前加工车间□装配车间□喷涂车间□镜柜车间□杭洲湾分部1、目的:为了保证铝合金(铝型材)材料的来料质量和满足制程中各项工艺技术要求,特制定本规范。
2、范围:2.1本规范规定了铝合金(铝型材)材料的技术要求、检验方法、试验方法,检验标准。
2.2本规范适用于本公司外购的所有的铝合金型材材料。
2.3本规范规定的原材料外形尺寸和表面质量为正常检查项目,化学成分和力学分析为特殊检查项目。
3、职责:3.1品质部:负责原材料来料检验;3.2工程技术中心:负责新工艺、新材料的试验;3.3采购部:负责联系与原材料供应商之间信息反馈及品质要求。
4、内容:4.1、外形尺寸测量工具:4.2铝合金型材截面尺寸:技术要求中除技术部门提供的图纸资料中有特殊要求,否则按GB5237.1-2004执行,铝型材开口尺寸除外。
(见表1、表2)。
表1 铝合金型材截面尺寸及允许偏差注:铝型材的长度尺寸按供需双方在订单合同的技术要求约定执行表2 铝合金型材管壁厚允许偏差mm注:方管的外径系指为切圆直径或两平行面之间的距离。
421铝型材管材制成品的规格尺寸按技术部门提供的图纸资料执行,允许偏差参考表1和表2。
4.2.2铝型材管材的不圆度和壁厚的不均匀,不超出外径和壁厚的允许偏差。
4.3铝型材形状偏差:表3形状偏差4.4铝合金型材材料特性,硬度要求:表4材料特性要求5、铝合金型材表面质量要求铝合金型材管材、棒材,板材和型材表面无破损、凹陷、沙孔、杂质等。
如果有缺陷,按表5要求检验表5 黄铜表面质量要求注:1、铜材表面的拉伤、划痕检验,不包括车加工外圆表面的产品。
2、在抛光完工后,以目力测试检验产品表面,表面的沙孔或杂质点等缺陷影响到外观装饰性的,这样的不良产品按退货处理。
6、检验方法6.1铝合金型材的随机抽样检验按相关抽样规定6.2铝合金型材的外形截面尺寸用游标卡尺测量;长度尺寸用卷尺测量;圆弧面用R规测量。
铝材的质量标准及检验方法
铝材的质量标准及检验方法铝材是一种广泛应用的轻金属材料,具有重量轻、强度高、导电性好、可塑性强等优点,被广泛用于建筑、汽车、航空航天、电子等领域。
为了确保铝材的质量,制定了一系列的标准和检验方法。
一、铝材的质量标准1.化学成分:铝材的化学成分是影响其性能的重要因素之一。
一般按照国家标准GB/T 3190《铝及铝合金化学分析方法》检验,要求控制合金元素含量和杂质元素含量在规定的范围内。
2.外观质量:铝材的外观质量是指表面状态、色泽和形状等方面的性能。
一般按照国家标准GB/T 3199《铝及铝合金外观检验方法》进行检验,包括铝材表面是否有裂纹、氧化皮、烧焦、划伤等缺陷。
3.力学性能:铝材的力学性能是指其承受力、延伸性和塑性等性能。
一般按照国家标准GB/T 3880《铝及铝合金板、带、焊材力学性能试验方法》进行检验,包括屈服强度、抗拉强度、伸长率等指标。
4.尺寸允许偏差:铝材的尺寸允许偏差是指其几何尺寸与允许偏差之间的关系。
一般按照国家标准GB/T 3880《铝及铝合金板、带、焊材力学性能试验方法》进行检验,包括厚度、宽度、长度、平面度等指标。
5.表面质量:铝材的表面质量是指其表面平整度、光洁度和锈蚀程度等性能。
一般按照国家标准GB/T 3880《铝及铝合金板、带、焊材外观检验方法》进行检验,包括表面平整度、光洁度和锈蚀程度等指标。
二、铝材的检验方法1.化学成分检验:化学成分检验可以采用光谱仪、电感耦合等离子体发射光谱法进行分析,根据国家标准GB/T 3190进行检验。
2.外观质量检验:外观质量检验可以通过目视检查、裂纹检测、放大镜检查等方式进行,根据国家标准GB/T 3199进行检验。
3.力学性能检验:力学性能检验可以采用万能试验机进行拉伸试验,根据国家标准GB/T 3880进行检验。
4.尺寸允许偏差检验:尺寸允许偏差检验可以采用量具进行测量,根据国家标准GB/T 3880进行检验。
5.表面质量检验:表面质量检验可以采用平板式显微镜、投影仪等设备进行观察和量测,根据国家标准GB/T 3880进行检验。
(2020年整理)铝合金材料检验试验规范标准.doc

b)配有一个V型器具和一个弯曲压头的V型模具式弯曲装置,见图2c)虎钳式弯曲装置,见图3图1图2 图3 8.3.2支辊式弯曲装置8.3.2.1 支辊长度和弯曲压头的宽度应大于试样宽度或直径(见图1).弯曲压头的直径由产品标准规定。
支辊和弯曲压头应具有足够的硬度。
8.3.2.2除非中有规定,支辊间距离L应按照式(1)确定:L=(D+3a)±a/2 (1)注:此距离在试验期间应保持不变。
8.3.3 V型模具式弯曲装置模具的V形槽其角度应为(180°-a)(见图2),弯曲角度a应在相关产品零件图中规定。
模具的支承棱边应倒圆,其倒圆半径应为(1~10)倍试样厚度。
模具和弯曲压头宽度应大于试样宽度或直径并具有足够的硬度。
8.3.4 虎钳式弯曲装置装置由虎钳及有足够硬度的弯曲压头组成(见图3),可以配置加力杠杆。
弯曲压头直径应按照产品标准要求,弯曲压头宽度应大于试样宽度或直径。
8.4. 试样图4 FF8.6. 试验结果的评定:8.6.1应按照相关产品标准的要求评定弯曲试验结果。
如未规定具体要求,弯曲试验后不使用放大镜观察,试样弯曲外表面无可见裂纹应评定为合格。
8.6.2 以相关产品标准要求规定的弯曲角度作为最小值;若规定弯曲压头直径,以规定的弯曲压头直径作为最大值。
8.7 试验报告试验报告至少应包括以下内容:a)本标准编号;b)试样标识(材料牌号,取样方向)c)试样的形状和尺寸d)试样条件(弯曲压头直径,弯曲角度)e)与标准的偏差f)试验结果评定9. 铝型材管材压扁试验(GB246-2007)9.1 范围规定了测定圆形横截面金属管塑性变形能力的压扁试验方法,包括显示其缺陷。
适用于外径不超过600mm,壁厚不超过外径的15%的金属管。
本试验适用的金属管外径和壁厚范围可以见4.2,4.3,4.4条规定。
9.2符号、名称和单位本试验使用的符号、名称和单位在表12和图5中规定表12符号名称单位a 管壁厚度mmb 压扁后试样的内宽度mmD 金属管外径mmH 力作用下两压板之间的距离mmL 试样长度mm9.3原理垂直于金属管纵轴线方向对规定长度的试样或金属管端部施加力进行压扁,直至在力的作用下两压板之间的距离达到相关产品标准所规定的值(见图5a和图5b)。
铝及铝合金折弯性能检验标准
产品折弯性能检验标准
9 1.适用范围
本标准适用于产品折弯性能的检验与判定。
2.检验方法
按图1中的示意利用折弯机进行折弯性能的检验,目测观察或使用10倍放大镜观察弯曲面的纹路特征,比对折弯缺陷的标准定级图片进行判级。
90度折弯
图1 折弯示意图
3.折弯性能分级标准
级别折弯标准图片说明
1级无裂纹
特征:无裂纹,弯曲面光洁
2级
变形纹
特征:弯曲面为铝板变形产生的皱纹,光泽不明显
3级
细裂纹
特征:弯曲面光泽明显,裂口宽度裸视不明显,用10倍放大镜观察明显,裂口间断、细小。
4级
裂纹
特征:弯曲面光泽明显,裂口宽度裸视明显,裂口连续延伸或弯曲面裂口密
集。
5级
严重裂纹特征:弯曲面裂口宽度严重
4折弯判定标准
根据标准图片,折弯3级判定为合格,4~5级判定不合格。
标准图片中选择的是典型照片,在实际判定中,出现在两级之间的情况,可以描述为“2级偏重或3级偏轻”。
5其他
检验频次
正常情况下,每一个轧制大卷抽检一次,折弯曲面沿轧制方向(纵向)。
记录
检验结果记录在质检《折弯性能记录表》上,折弯样品保存3个月,折弯样品必须拍摄照片存档,存档时间为1年。
铝合金材料检验试验规范标准
c)虎钳式弯曲装置,见图3图1图2 图38.3.2支辊式弯曲装置8.3.2.1 支辊长度和弯曲压头的宽度应大于试样宽度或直径〔见图1〕.弯曲压头的直径由产品标准规定。
支辊和弯曲压头应具有足够的硬度。
8.3.2.2除非中有规定,支辊间距离L应按照式〔1〕确定:L=〔D+3a〕±a/2 〔1〕注:此距离在试验期间应保持不变。
8.3.3 V型模具式弯曲装置模具的V形槽其角度应为〔180°-a〕〔见图2〕,弯曲角度a应在相关产品零件图中规定。
模具的支承棱边应倒圆,其倒圆半径应为〔1~10〕倍试样厚度。
模具和弯曲压头宽度应大于试样宽度或直径并具有足够的硬度。
8.3.4 虎钳式弯曲装置弯曲时,试验速率应为〔1±0.2〕mm/s.当使用上述方法如不能直接到达规定的弯曲角度,可将试样置于两平行压板之间〔见图4〕,连续施加力压其两端使进一步弯曲,直至到达规定的弯曲角度。
图4 FF8.6. 试验结果的评定:8.6.1应按照相关产品标准的要求评定弯曲试验结果。
如未规定具体要求,弯曲试验后不使用放大镜观察,试样弯曲外外表无可见裂纹应评定为合格。
8.6.2 以相关产品标准要求规定的弯曲角度作为最小值;假设规定弯曲压头直径,以规定的弯曲压头直径作为最大值。
8.7 试验报告试验报告至少应包括以下内容:a)本标准编号;b)试样标识〔材料牌号,取样方向〕c)试样的形状和尺寸d)试样条件〔弯曲压头直径,弯曲角度〕e)与标准的偏差f)试验结果评定9. 铝型材管材压扁试验(GB246-2007)9.1 X围规定了测定圆形横截面金属管塑性变形能力的压扁试验方法,包括显示其缺陷。
适用于外径不超过600mm,壁厚不超过外径的15%的金属管。
本试验适用的金属管外径和壁厚X围可以见4.2,4.3,4.4条规定。
9.2符号、名称和单位本试验使用的符号、名称和单位在表12和图5中规定表12符号名称单位a 管壁厚度mmb 压扁后试样的内宽度mmD 金属管外径mmH 力作用下两压板之间的距离mmL 试样长度mm9.3原理垂直于金属管纵轴线方向对规定长度的试样或金属管端部施加力进展压扁,直至在力的作用下两压板之间的距离到达相关产品标准所规定的值〔见图5a和图5b〕。
铝材检验标准

广东唐氏集团铝型材检验标准第一章总则第一条为了规范公司铝型材检验标准,控制型材生产工艺以及成品出厂质量,规避市场风险,提升品牌形象,特制定本章。
第二条本标准规定了铝型材的技术标准、外观质量、检验方法。
本标准适用于建筑铝型材。
第三条本标准以GB5237-2008为基准拟定。
第四条公司旗下“永兴”、“亚阳”、“兴铝”三个品牌均以此标准为检验标准。
第五条涉及到商标方面的各项要求,应完全符合《商标法》、《广告法》、《反不正当竞争法》、《知识产权保护法》等法律、法规要求。
第二章基材第六条本部分规定了未经表面处理的铝合金建筑型材的要求、试验方法、检验规则、标识及合同(或订货单)内容。
第七条本部分适用于表面未经处理的建筑用铝合金热挤压型材(以下简称型材)。
第八条术语定义基材是指表面未经处理铝合金建筑型材。
装饰面是指型材经加工、制作并安装在建筑物上后,处于开启和关闭状态时,仍可看的见的表面。
外接圆是指能够将型材的横截面完全包围的最小的圆。
第九条基材(坯料)相关技术指标及外观要求,见下表:(一) 长度要求定尺时,应在合同中注明,公称长度≤6m时,允许偏差为﹢15mm;长度>6m时,允许偏差由双方协商决定。
(二) 以倍尺交货的型材,其总长度允许偏差为+20mm,需要加锯口余量时,应在合同中注明。
(三) 端头斜切度不应超过2°。
第十条力学性能取样部位的公称壁厚<1.2mm时,不测定断后伸长率。
室温力学性能要求如下第十一条试验方法(一) 化学成分分析可采用化学分析法和仪器分析法等方法进行,化学成分仲裁分析按照GB/T 20975规定的方法进行。
(二) 力学性能拉伸试验按照GB/T 228-2002规定的方法进行,断后伸长率按照GB/T 228-2002中的11.1条仲裁;维氏硬度试验按GB/T 4340.1规定的方法进行;韦氏硬度试验按YS/T 420规定的方法进行。
第十二条尺寸偏差(一) 壁厚、非壁厚尺寸、角度、倒角半径及圆角半径采用相应精度的卡尺、千分尺、R规等测量工具或专用仪器测量。
铝合金材料检验试验规范标准
3、职责:
3.1品质部:负责原材料来料检验;
3.2工程技术中心:负责新工艺、新材料的试验;
3.3采购部:负责联系与原材料供应商之间信息反馈及品质要求。
4、内容:
4.1、外形尺寸
测量工具:
测量工具
型号
精度
游标卡尺
8.5 试验程序
特别提示:试验过程应采取足够的安全措施和防护措施。
8.5.1试验一般在10℃~35℃的室温范围内进行
8.5.2按照相关产品的规定,试样在给定的条件和力的作用下弯曲至规定的弯曲角度(见图1、图2和图3)
8.5.3试样弯曲至规定弯曲角度的试验,应将试样放于两支辊(见图1)或V形模具
(见图2)上,试样轴线应与弯曲压头轴线垂直,弯曲压头在两支座之间的中点处对试样连续施加力使其弯曲,直至达到规定的弯曲角度。
0~300mm
0.02mm
千分卡尺
0~25mm
0.01mm
4.2铝合金型材截面尺寸:
技术要求中除技术部门提供的图纸资料中有特殊要求,否则按GB5237.1-2004执行 ,铝型材开口尺寸除外。(见表1、表2)。
表1 铝合金型材截面尺寸及允许偏差
截面尺寸/mm
公差
截面尺寸/mm
公差
大于
至
大于
至
0
1
±0.1
铝合金材料检验试验规范
制 定 / 日 期
审 核 / 日 期
批 准 / 日 期
文 件 发 行 栏
□ 执行董事 □ 总经理 □ 财务总监 □ 生产副总 □ 财务部 □ 管理部
□ 计划物料部 □ 采购部 □ 出口部 □ 研发部 □ 技术部 □ 品保部
变形铝及铝合金制品组织检验标准
变形铝及铝合金制品组织检验标准一、引言变形铝及铝合金制品广泛应用于航空航天、汽车、建筑和电子等行业,其质量对产品的性能和可靠性具有重要影响。
为了确保制品的质量达到相关标准和要求,需要制定一套科学、合理、严格的组织检验标准。
二、检验标准的适用范围该标准适用于变形铝及铝合金制品的组织检验,包括铝板、铝带、铝型材等。
三、术语和定义1.组织:指变形铝及铝合金制品的晶粒结构和组织特征。
2.晶粒尺寸:指晶粒的尺寸,用平均晶粒直径表示。
3.相相对面积:指晶粒界面与晶粒内部相对面积的比值。
4.稀土元素:指镧、钆、铽、镨等稀土元素。
四、组织检验方法1.组织观察a.试样准备:从制品中取得代表性试样。
b.试样磨削:用砂纸对试样进行粗磨、细磨处理,使试样表面光洁。
c.试样腐蚀:将试样浸入适当的腐蚀液中,使得晶粒边界与晶粒内部区域有明显的对比。
d.组织观察:用金相显微镜观察试样的组织结构,包括晶粒形貌、晶粒尺寸、相相对面积等。
2.晶粒尺寸测量a.测量方法:使用线性插点法或等效圆径法测量晶粒尺寸。
b.测量要求:每个试样测量不少于5个位置,计算平均晶粒直径。
3.电子显微镜观察a.试样准备:对试样进行表面处理,使其光滑。
b.试样观察:使用扫描电子显微镜观察试样的表面形貌、晶粒界面特征等。
4.化学成分分析a.试样准备:将试样制成粉末或切割成小块。
b.化学分析:使用化学分析方法,如光谱分析法、质谱分析法等,对试样的化学成分进行分析。
5.光电子能谱(XPS)分析a.试样准备:对试样进行表面处理,得到干净的表面。
b.分析方法:采用光电子能谱仪测量试样的电子能谱,分析试样的表面化学状态和元素成分。
五、结果评定和报告1.组织观察结果评定:根据所测得的晶粒尺寸、相相对面积等指标,与国家标准或技术规范进行对比,评定试样的组织质量等级。
2.化学成分分析结果评定:根据所测得的元素含量,与国家标准或技术规范进行对比,评定试样的化学成分合格与否。
3.报告:将检验结果编制成书面报告,包括试样信息、检验方法、结果评定等内容,并附上检验数据和相关图片。
铝合金材料检验试验规范标准

图1图 2 图38、3、2支辊式弯曲装置8、3、2、1 支辊长度与弯曲压头得宽度应大于试样宽度或直径(见图1)、弯曲压头得直径由产品标准规定.支辊与弯曲压头应具有足够得硬度。
8、3、2、2除非中有规定,支辊间距离L应按照式(1)确定:L=(D+3a)±a/2 (1)注:此距离在试验期间应保持不变.8、3、3 V型模具式弯曲装置模具得V形槽其角度应为(180°-a)(见图2),弯曲角度a应在相关产品零件图中规定。
模具得支承棱边应倒圆,其倒圆半径应为(1~10)倍试样厚度。
模具与弯曲压头宽度应大于试样宽度或直径并具有足够得硬度。
8、3、4 虎钳式弯曲装置装置由虎钳及有足够硬度得弯曲压头组成(见图3),可以配置加力杠杆。
弯曲压头直径应按照产品标准要求,弯曲压头宽度应大于试样宽度或直径。
8、4、试样8、4、1 一般要求试验使用圆形、方形、矩形或多边形模截面得试样。
样坯得切取位置与方向应按照相关产品标准得要求。
8、4、2 试样得宽度试样宽度应按照应相关标准产品要求8、4、3 试样得厚度试样厚度应按照应相关标准产品要求8、4、4试样得长度试样厚度应按照应相关试验装置(设备)要求得长度.8、5 试验程序特别提示:试验过程应采取足够得安全措施与防护措施。
8、5、1试验一般在10℃~35℃得室温范围内进行8、5、2按照相关产品得规定,试样在给定得条件与力得作用下弯曲至规定得弯曲角度(见图1、图2与图3)8、5、3试样弯曲至规定弯曲角度得试验,应将试样放于两支辊(见图1)或V形模具(见图2)上,试样轴线应与弯曲压头轴线垂直,弯曲压头在两支座之间得中点处对试样连续施加力使其弯曲,直至达到规定得弯曲角度。
可以采用图3所示得方法进行弯曲试验.试样一端固定,绕弯曲压头进行弯曲,直至达到规定得弯曲角度。
弯曲试验时,应当缓慢地施加弯曲力,以使材料能够自由地进行塑性变形。
弯曲时,试验速率应为(1±0、2)mm/s、当使用上述方法如不能直接达到规定得弯曲角度,可将试样置于两平行压板之间(见图4),连续施加力压其两端使进一步弯曲,直至达到规定得弯曲角度。
5052折弯半径
5052折弯半径5052折弯半径是指5052铝合金在进行折弯加工时所需要的最小弯曲半径。
5052铝合金是一种常用的铝合金材料,具有良好的耐腐蚀性、可焊性和可加工性,广泛应用于航空航天、汽车制造、电子设备等领域。
折弯是一种常见的金属加工方法,通过对金属材料施加外力使其发生弯曲,以实现所需的形状和结构。
在折弯加工过程中,折弯半径是一个重要的参数,它决定了金属材料能否成功折弯以及折弯后的弯曲角度。
对于5052铝合金来说,由于其具有较高的强度和硬度,折弯半径相对较大,一般需要比较大的力量才能完成折弯操作。
较小的折弯半径可能导致5052铝合金产生裂纹、变形或断裂等问题,影响最终产品的质量和性能。
折弯半径的大小取决于多个因素,包括金属材料的性质、厚度、硬度、强度以及折弯工艺的选择等。
5052铝合金的折弯半径一般与其厚度成正比,即铝合金板材越厚,所需的折弯半径就越大。
为了确定5052铝合金的折弯半径,需要进行实际的试验和计算。
试验可以通过在实验室或生产现场使用折弯机进行,根据不同的折弯工艺和参数,测量5052铝合金在不同折弯半径下的变形情况,以确定最适合的折弯半径。
计算5052铝合金的折弯半径可以使用数学公式和力学原理进行推导。
根据材料的力学性质和折弯过程中的应力分布,可以计算出5052铝合金在不同折弯半径下的最大应力值,进而确定合适的折弯半径。
除了折弯半径,5052铝合金的折弯角度也是需要考虑的重要因素。
折弯角度是指金属材料在折弯过程中发生的弯曲角度,它决定了最终产品的形状和结构。
在选择折弯半径时,需要根据所需的折弯角度和5052铝合金的性质进行调整,以确保折弯过程的顺利进行。
5052折弯半径是指5052铝合金在折弯加工过程中所需要的最小弯曲半径。
合理选择折弯半径可以保证5052铝合金产品的质量和性能,避免因折弯过程中的变形、断裂等问题而造成的损失。
在实际应用中,需要根据5052铝合金的厚度、硬度以及所需的折弯角度等因素来确定最合适的折弯半径,以实现理想的折弯效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品折弯性能检验标准
9 1.适用范围
本标准适用于产品折弯性能的检验与判定。
2.检验方法
按图1中的示意利用折弯机进行折弯性能的检验,目测观察或使用10倍放大镜观察弯曲面的纹路特征,比对折弯缺陷的标准定级图片进行判级。
图1 折弯示意图
3
4折弯判定标准
根据标准图片,折弯3级判定为合格,4~5级判定不合格。
标准图片中选择的是典型照片,在实际判定中,出现在两级之间的情况,可以描述为“2级偏重或3级偏轻”。
5其他
检验频次
正常情况下,每一个轧制大卷抽检一次,折弯曲面沿轧制方向(纵向)。
记录
检验结果记录在质检《折弯性能记录表》上,折弯样品保存3个月,折弯样品必须拍摄照片存档,存档时间为1年。