25t门座起重机起升机构改造
MQ10型港口门座起重机起重量升级改造
pout np t t l f urn ahnr,t igteugaigm to ur t ahnr , Oa ae netet r— rdci o ni r t ciey a n prdn ehdt c r n c ie S s o v vs n, e o e a oc e m k h o e m y ts i m d c ot,aei etel dn n nodn r ut ndm n hr t m M Ognr caei tet ia ad uecs l v t h aigadu l igpo ci e a di aso r . QI a t rn h pcl n s l a o a d o n te y s y
3 起 重 量 升 级 改 造 过 程 中应 遵 循 的原 则
额 定 起 重 量 是 表 征 起 重 机 作 业 能 力 的 主 参 数 之 一 ,是 起 重 机 设 计 和 使 用 的 基 本 依 据 ,起 重 量 由 1 提 高 到 1 , 负 荷 提 高 了 6 % ,载 0t 6t 0
MQI O型 港 口 门 座 起 重 机 起 重 量 升 级 改 造
王 小平 李 屹 东
1武汉理 工 大学
摘பைடு நூலகம்
武 汉 4 0 6 2浙江舟 山市特 种设备 检 测 院 303
舟山
3 6 0 10 0
要 :随着港 口装卸 吞吐量 的逐年增加 ,充分 挖掘 和利用现 有机 械的生产 潜力 ,采取对 现有机 械改造 升
级的办法 ,节 约投 资 ,降低 成本 ,短期 内缓解装卸生产需要 ,成为港 口企业关 注热 点。MQ 0型 门座起重机是 港 1
口装 卸作业具有典 型性 和代 表性 的机 型 ,为 了顺 应市 场发展 ,将 其成 功改造 升级为 MQ 6型 ,在 此就 改造升 级 1
25t35m-40t27m门座式起重机监理实施细则
25t35m-40t27m门座式起重机监理实施细则编制人:庞文君施福海审核人:杨秋萍批准人:伍栋广州粤科工程建设监理咨询有限公司2014年6月10日目录1、前言……………………………………………………2、监理的目标和范围……………………………………2.1监理目标…………………………………………………2.2监理范围…………………………………………………3、监理的依据……………………………………………4、现场监理组的组织结构和岗位职责…………………4.1组织结构…………………………………………………4.2岗位职责…………………………………………………4.3监理方式…………………………………………………5、质量控制………………………………………………5.1质量控制的范围、程序、方法及保证措施………………5.2各阶段质量控制的内容…………………………………5.3典型工序的质量控制……………………………………5.门座式起重机主要质量控制点…………………………6、进度控制………………………………………………6.1进度控制的范围和要求…………………………………6.2进度控制的主要内容……………………………………6.3进度控制的程序和方法…………………………………6.4进度控制的保证措施……………………………………6.5进度控制的流程…………………………………………7、投资控制………………………………………………7.1投资控制的要点…………………………………………7.2设备选型及采购招标阶段的费用控制…………………7.3制造、安装阶段的费用控制……………………………7.4计划外费用的控制………………………………………7.5实现投资控制的方法………………………………3 3 3 3 4 5 5 6 8 9 9 15 17 29 51 5151525354 56 56 565657 578、信息管理………………………………………………9、合同管理………………………………………………10、组织协调……………………………………………11、安全与文明施工管理………………………………12、监理文件和报告……………………………………13、汇报制度……………………………………………14、对现场监理工作的监督监控………………………15、现场监理人员的工作准则…………………………58 606465 686869 711、前言本监理实施细则是针对25t35m-40t27m门座式起重机监造安装监理而编制,用于指导现场监理组及其执行服务的监理工程师的工作,切实履行监理合同中本公司的职责和义务。
25t汽车起重机参数(XCT25L5)
27
最大爬坡能力
(%)
45
最小离地间隙
(mm)
260
接近角
(°)
12
离去角
(°)
14
制动距离
(m)
≤10(车速为30km/h)
百公里油耗
(L)
30
主要性能参数
*
最大额定总起重量
(t)
25
最小额定幅度
(m)
3
基本臂最大起重力矩
(kN·m)
1132
转台尾部回转半径
(mm)
3340
支腿
*
纵向
(m)
5.65
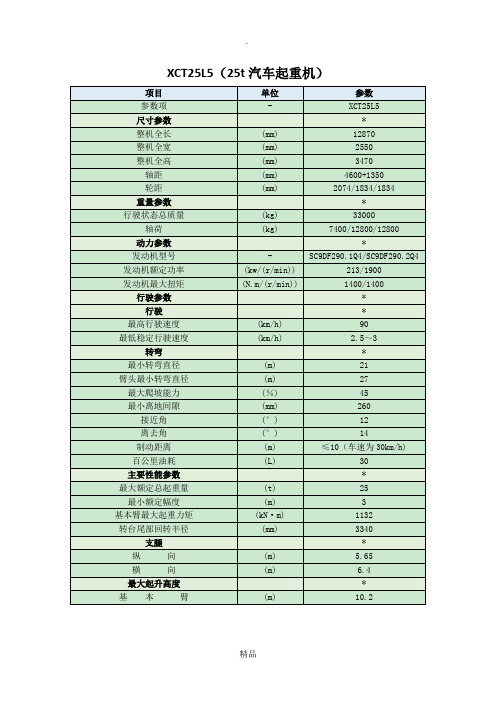
XCT25L5(25t汽车起重机)
项目
单位
参数
参数项
-
XCT25L5
尺寸参数
*
整机全长
(mm)
12870
整机全宽
(mm)
2550
整机全高
(mm)
3470
轴距
(mm)
4600+1350
轮距
(mm)
2074/1834/1834
重量参数
*
行驶状态总质量
(kg)
33000
轴荷
(kg)
7400/12800/12800
横向
(m)
6.4
最大起升高度
*
基本臂
(m)
10.2
最长主臂
(m)
41
最长主臂+副臂
(m)
50.2
最长主臂+副臂+加长节
(m)
起重臂长度
*
基本臂
(m)
10.8
最长主臂
(m)
MQ25t-35m门座起重机结构制造工艺要点

工艺方案XW/BQ0901-03 No:MQ25-01MQ25t-35m/40t-27m门座起重机结构制造工艺要点编制:审核:批准:2012年7月2日实施目录一、门座起重机概述 ...................................................................... 1二、基本情况介绍 .......................................................................... 1三、技术工艺要求 .......................................................................... 4四、外协技术控制 .......................................................................... 6五、重点工艺控制 .......................................................................... 6六、工艺要求及检测 ...................................................................... 7七、端梁结构制作工艺要点 ...................................................... 11八、主梁结构制作工艺要点 ...................................................... 13九、转台合成结构制作工艺要点 .............................................. 17十、立柱结构制作工艺要点 ...................................................... 18十一、平衡梁结构制作工艺要点 .................................................. 19十二、小拉杆结构制作工艺要点 .................................................. 20十三、大拉杆结构制作工艺要点 .................................................. 21十四、臂架结构制作工艺要点 ...................................................... 22十五、象鼻梁结构制作工艺要点 .................................................. 23十六、运行机构工艺要点 .............................................................. 24十七、门架与端梁研配工艺要点 .................................................. 25十八、门架与圆筒研配工艺要点 .................................................. 25十九、大车机构与圆筒门架组对工艺要点 .................................. 26二十、转台与立柱研配工艺要点 .................................................. 27二十一、臂架预装工艺要点 ................................................... 28二十二、各机构试车 ............................................................... 30二十三、涂漆技术要求 ........................................................... 31二十四、各部件需用时间 ....................................................... 322328966779.doc- 1-一、门座起重机概述MQ25t-35m/40t-27m门座起重机用于码头的岸边门机轨道上,配置吊钩、抓斗,可用于重件、散货和集装箱的装卸作业。
2535门机滚装移位安装方案

2535门座起重机整机滚装方案(横向上岸)编制:审查:批准:二〇一六年十月门座移位滚装运输方案(2535门座移位横向滚装上岸)一、概述该运输方案适用于25t-35m门机的滚装运输。
运输船选用载重7000t 级的甲板驳船,一个航次滚装、运输。
滚装作业的人员、工装、机具等负责,船上加固起重设计、制造,船运方对绑扎强度、运输稳性进行确认。
二.门座主要滚装参数图1. 门座起重机总图三.运输设备和码头参数港区1#--3#通用泊位建设规模为3个5--7万吨级通用泊位,码头总长度786米,从北至南依次为1#--3#泊位。
码头结构采用桩基为钢管桩的高桩梁板结构,通过简支板与后方接案结构相接。
码头面高程为4.5米,码头前沿设计底标高为-14.9m。
均布荷载:1#泊位码头前沿线至门机陆侧轨之间不大于q=30kPa,门机陆侧轨2米至堆场边缘之间不大于80kPa,泊位后方堆场设计均载80kPa. 3.2上岸码头参数设计高水位:+6.66m设计低水位:+0.49m泊位处水深:-13.4m码头宽度: 37m码头长度: 525m码头及轨面标高: 8.87m海侧轨道到码头前沿的距离: 3m码头大车轨距 12米轨道型号: QU100码头护舷: 1250H鼓型3.3运输设备运输船:运输船拟采用载重量7000t级甲板驳船,船长91.5米,型宽24.5米,型深5.5米以上,装载1台自重约440t的门机及随船工装等最大干舷高度3米以上。
海上运输为一船装一台门座,门座臂架朝海向,上船约49m。
采用横向铺2排滚装轨道装船,运输船要保证装载一台大型门座的海运稳性要求。
驳船需具备良好的调水能力,确保一台自重470t左右的门座能在高潮位的50分钟区间内完成滚装上船、上岸。
驳船应有缆机,滚装时应采用钢缆定船。
四.滚装要点1.根据用户码头实际情况,门座的滚装,采用运输船顺靠泊码头,沿着船的横向滚装上船;海上运输为一船装两机,臂架为最大幅度状态,运输时的重心高约为25m,迎风面积最大350m2。
25t门座起重机转台部位开焊处理方法的改进
性 产 生 了 严 重 的 威 胁 。 出 现 病 灶 的 部 位 、形 式
如图 1 ( 际修理位 置的上下反置 图)所示 。 实
接后 的很 短 的 时 间 内 即 出 现 断 裂 的 现 象 ;② 气 割 过程 中有 高 氧 分 气 体 与 金 属 发 生 反 应 ,产 生难 熔
2 1 起 重机 转 台 部位 开 焊 处 理 方 法 的 改进 5t-座 r
陈 南 陈 志 国
秦 皇 岛港务 集 团工程技 术有 限公 司 秦 皇 岛 0 60 602
摘 要 :秦皇岛港 2 门座起重机使用率 高 、货种多 ,在很 多情况 下 ,作业进 程停人不 停机 。由于门座起 5t
t n e w e e ov n yi d r a d r t t g p afr ,p o u i g a s f s o p r t n a d p o u t n i sb t e n r v li g c l e n o ai lt m o n n o r d cn a e r k fro e a i 伸 ,最 终 出 现 可 见 裂 纹 ,对 结 构 的稳 定
及 两侧 的 缺 陷 ,用 这 种 方 法 清 理 金 属 中 的 缺 陷 - , 尤其 是对 合 金 厚 板形 成 的 焊 缝 进 行 清 理 时 ,存 在 的 弊端有 :① 由于 气 割 温 度 高 ,割 口两 侧 的 金 属
( ) 检测 疲劳 裂纹 1
一
机 ) 的使用 率 高 ,货 物 种 类 多 ,经 常 频 繁 地 工 作 在 俯仰 和 回转 工 况 下 ,没 有 足 够 的停 机 率 来 保 障
门机对 生 产 中 产 生 的 局 部 过 载 现 象 进 行 自修 复 , 造 成 门机 圆转 柱 与 转 台 的连 接 部 位 开 裂 。过 于 频 繁 的工 况造 成破 坏能 量 成 几 何 级 别 的 递 增 而 又 得 不 到及 时 的 释 放 ,结 构 出 现 了不 稳 定 的 微 裂 纹 。 同 时 ,无 法 释 放 的 能 量 会 继 续 增 加 ,微 裂 纹 进
DMQ2533带斗门机技术规格书
DMQ2533带斗门座式起重机技术规格书一、总体要求25吨带斗门座式起重机属可用吊钩或抓斗进行装卸作业的门座式起重机。
起重机为采用国内先进技术制造的,具有结构布局合理,机构动作灵活准确,使用安全可靠,维护保养方便等特点。
起重机能作起升、变幅、360℃旋转及整机沿轨道行走。
门机设计中,起升机构、变幅机构和旋转机构作为工作机构,行走机构作为非工作机构。
起升、变幅、旋转机构三个工作机构既可以单独动作,亦可以三个机构联合动作,且能在司机室内操作控制;行走机构工作分为副驾驶室和码头控制箱两端均可操作控制。
二、供货范围(一)25吨带斗门座式起重机一台;(二)25吨煤炭抓斗、磷矿抓斗各1只、40吨吊钩一只;(三)上机供电电缆:以码头供电箱为中心,左右各120米;该电缆采用动力、控制、光纤三合一电缆(含动力电缆、12芯控制电缆和12芯单模光缆),并提供配套的地面接线箱(箱内含与地面控制电缆、光缆和供电电缆连接所需的所有配套件);(四)随机备件、工具、量具、仪表1套(具体见附件清单);(五)便捷式编程器(笔记本电脑)1套,并配有与PLC的连接电缆线;(六)随机竣工图纸资料5套(具体见附件清单)。
三、起重机适用的自然条件3.1物料⑴煤炭:容重:0.9~1.0t/m3,含水量 14%,粒度:0~300mm,静安息角35 ~42 ,动安息角25 ~30 。
⑵金属矿石、砂石料。
3.2作业船型设计船型表3.3水位及码头面标高:设计高水位: 194m设计低水位: 173.18m码头面高程: 200m3.4自然条件⑴设计风速:工作状态下最大设计风速20m/s,非工作状态下最大设计风速40m/s。
⑵风况:多年平均风速为1m/s,最大瞬时风速32m/s。
⑶气温:最高气温43℃ (对设备按+50℃考虑),最低气温-4.3℃(对设备按-15℃考虑)。
⑷相对湿度:累年最高湿度87%,累年最小湿度63%,多年平均相对湿度81%。
对设备最大相对湿度按100%考虑。
25t-30m门座起重机电气说明书
25t-30m门座起重机电气说明书一. 概要本起重机是以件杂货及散货为主的门座起重机。
本机动力使用380V,50HZ交流电源。
它的供电方式是将岸电通过船体主配电柜和支承圆筒内的中心受电器传送到机器房内的电控柜,由电控柜将电源分配给各驱动机构,由司机室集中操作,来控制各个工作机构的工作。
起升机构采用交流变频控制,机构配有超负荷保护装置等,能确保起重机工作安全、高效率。
变幅机构采用交流变频控制,起、停平稳,冲击小,确保使用安全。
旋转机构采用交流变频控制,双电机双减速器分别驱动。
为了便于工作人员上下起重机和维修人员的维修保养工作,在起重机适当位置设置有斜梯,可从地面到达机器房和驾驶室。
整机的梯子、走道和平台,可以使工作人员到达所需要检查、维修和保养的地点。
所有的梯子、走道和平台,紧固、宽敞,确保安全。
在司机室内、机器房内装设照明灯,司机室顶装投光灯,臂架头部设航空灯。
本机金属结构:支承圆筒、转盘、人字架及臂架均采用钢板焊接或管材焊接结构型式;保证结构的刚度及强度,保证整机的安全。
本机各机构设有各种行程限位开关,联锁装置及超载保护装置,确保整机的安全工作和性能完善。
二. 主要技术参数三、电气控制系统说明1. 电源部分参考图纸: 第1-2页本机采用交流380V、50Hz三相四线制供电系统。
由码头地面接线箱通过重型橡套软电缆YCW(3×150+1×50)经电缆卷筒受电器E1接至下转台总开关箱中倒顺开关QS, 再经中心受电器E2接至总电源断路器QM1,QS的设置主要为检修中心受电器时便于切断外供电源, 总电源断路器QM1设置在电源控制柜中, 其额定容量根据装机总容量选配, 具有短路,过载等保护功能。
本机设有电源相序保护,门机上电时通过相序继电器检测,如果相序接错,须操作倒顺开关QS,使电源相序正确。
整机工作电源由总电源断路器出线端引出向机上各机构的主回路供电。
在门腿、联动台和电源柜门上均设有紧停按钮,紧急情况下用来分断总电源断路器,切断整机工作电源。
25T 30M40T 30M门座起重机技术规格书
卷筒采用单层缠绕,钢丝绳相对绳槽每一侧的偏斜角不大于 3.5 度。 卷筒名义直径与钢丝绳直径之比≥25。 卷筒上的钢丝绳安全圈数不少于 3 圈;当达到额定起升高度时,卷筒上仍有 不少于 2 圈的预留卷数。 6.3 滑轮 采用热轧滑轮, 保证滑轮的名义直径与钢丝绳直径之比值≥25。滑轮槽应经 精加工以使所选的钢丝绳和绳槽有良好的配合。 滑轮设置防钢丝绳脱槽的保护装 置、防脱保护装置与滑轮外缘间隙不大于钢丝绳直径的 20%。 滑轮应采用滚动轴承。 滑轮应尽量标准化和通用化,尽可能做到具有互换性。 设计时应考虑能便于对滑轮进行检查、润滑、装配、更换。 滑轮槽淬火硬度不得小于HRc50。 6.4 联轴器 电动机与减速器的联接全部采用齿轮联轴器,减速器低速轴采用齿轮联轴 器。起升机构联轴器安全系数大于2,其它运行机构联轴器的安全系数大于1.5。 联轴器有注油孔。 回旋机构装设有极限磨擦力矩联轴器, 卷筒选用专用的联轴器。 联轴器装配将严格控制其径向和轴向跳动,满足ISO标准。 联轴器动平衡试验须符合 GB/T9239-1988《刚性转子动平衡品质等级》6.3 级的要求,并提供出厂动平衡试验报告。 6.5 制动器 制动器的选择符合 GB/T3811、GB6067 和 GB/T17495 的相关规定。所选制动 器保证制动平稳,安全可靠。各大机构单个制动器制动安全系数大于 1.5。 装配后的制动器, 各铰点转动灵活,制动瓦与制动轮的接触面积不小于总面 积的 75%。采用锻钢制成的制动轮或制动盘耐磨、耐冲击,制动时接合良好。制 动瓦容易更换,制动瓦为粉末冶金材料,制动瓦和制动轮间的间隙可调。 6.6 取物装置 25t-30m 门座起重机配 25t 吊钩一个; 40t-30m 门座起重机配 40 吨吊钩一个。 吊钩额定起重量为分别为 25 吨和 40 吨,山型双钩形式,按机构工作级别为 M6 选用。在锻造后必须进行热处理,其制造应符合相关标准。吊钩应装设安全闭锁 装置, 防止吊索或货物从钩上脱出。安全工作载荷应清晰地打印在吊钩的不重要
炼钢厂225吨铸造起重机的改造

V 1 N . o. 9 o2 Jn 20 u . 07
炼 钢 厂 2 5吨铸 造 起重 机 的 改造 2
郭 小强 ,纪 宏
(1本溪钢铁公司 第 二炼 钢厂 , . 辽宁 本溪 170 ;. 1002辽宁科技 学院 冶金工程系 , 宁 本溪 172 辽 102)
摘要 : 通过 对 本 钢 炼 钢 厂 2 56 / 0 铸 造起 重机 改造 的介 绍 , 述 了该 铸 造 起 重 机 的 改造 方案 、 计 计 算 及 强度 校 核 。 2 / 0 3t 叙 设 关 键 词 : 重 机 ;改造 ;设 计 ; 核 ;合格 起 校 中圈 分 类号 : 中圈 分 类 号 :F 4 T 3 14 文 献 标 识码 : A
截面 , 其次是与铅垂 截面成 4 。 的 B—B截面 , 5角 及铅 垂截 面 C~C 。经计算校核都符合改造后要求 , 由于 A—A截面应力
较大 , 在吊钩外侧应 力集 中区加补强板 。
1 改造原 因
该铸造起重 机原 有三 套起 升 机构 , 定起 重 量分 别 为 额
25吨 、0吨 、0吨 , 2 6 3 工作情况正 常。但 由于炼钢厂生产 技术
轴承 ) 。变更后主减速器速 比为 9 .3 ; 更后起 升速 度为 46 变
6.1 6 m/mi 3 n。
( ) 动 机 功 率 P 为 16 88 K , 初 选 电 动 机 为 : 2电 2 . 6 W 则
Y R 0 一1 , 5 8/ i , 2 0 W ( 34 % ) G 。= Z 40 0 n= 8 rmn P = 0 K S 0 ,D
的改进 , 现该 车间 的起 重 机主 钩额 定 起 重量 需 要 达 到 2 0 4 吨, 原有设备 已不能满足生产要求 。
MQ2533门机起升机构安全保护系统的改进与实现
MQ2 5 3 3 r - j 机 起 升 机 构 安 全 保 护 系 统 的 改 进 与 实 现
赵 晓 明
( 青 岛港 湾职 业技 术学 院发展 规 划处 ,山 东 青 岛 2 6 6 4 0 4 )
2 5 3 3门机起升机构工作环境差 、工作任务 重 、实际超载率 高。 由于原有 的安全保 护 系统仅 能满足 基本 需 [ 摘要] MQ 要 ,对 门机操作 中发 生的意外缺 少保 护 ,因此根 据 MQ2 5 3 3门机在 实际使 用 中存在的安全 隐患,对安全保护
于C P 3 1 6 H编写) 。
( 4 ) P L C控制程序 中的安全保护部分需要改进 。
2 起 升 机 构 安 全 保 护 系统 改进
传统的门机安全保护系统对起升机构的防护不够完善 , 主要依靠起升终点限位来防止起升机构的钩头或抓斗意外被 拉出象鼻梁端部,因此在货物起 吊过程 中,起升机构的瞬间
溜钩 现象 时有 发生 。鉴于此 ,利用 P L C对 门机 的起 升 机构 安
l ; ,ቤተ መጻሕፍቲ ባይዱ . 。 。 。 。
图2 P L C超负荷控制程序 图
MW0 0 3 4 0为 是 中 间字 ,用 于存 放 货 物 的 重 量 值 ;
0 0 3 8 0为起 升 机 构 的 额 定 起 升 重 量 值 ; MB 0 0 0 7 2 1为 起 升
的运算 功能提升起 升机构超负荷保护能力 。 为此 ,取消超 负荷保护器 ,用 P L C采 集重量传 感器 信号 。由于重量传感器传来的是模拟量信号 ,因此在 P L C 与重量传感器间还需增加一块模拟量输入模块 。利用 P L C 的运算功能可 实现三 大功 能 :一是 限制 门机最 大起 升负 荷 ;二是防止起升机构溜钩 ;三是能根据货物 的重量动态 调整起升机构 的最大速度 。P L C超负荷 控制程序如 图 2 所 示 ,该程序基于安川 C P 3 1 6 H 编写 ( 本 文所有 的程 序都基
25T.50T浦沅吊车上车油门改造Microsoft Word 文档
浦沅25T.50T上车油门改造
故障原因:25T.50T浦沅吊车2008年在哈尔乌素露天矿投入使用,经常出现上车油门控制失灵或无油门现象。
工作人员需要经常更换油门总泵和排气,使得我们在这个维修过程中花费了大量的人力和时间,也降低了车辆的使用率。
我们经过研究认为出现这一故障的主要原因有:上车油门控制管路长、上车油门总泵排量过小、制动液对油门总泵密封腐蚀严重造成总泵泄压。
这样的状况我们平均一个月要更换2个总泵,总泵价值500元。
为了从根本上解决上述问题,我们对25T、50T吊车上车油门进行了如下改造。
改造方案:1、改装了上车油门总泵,换为了排油量大的油门总泵,加大了供油量,克服了由于油门控制管路长,油压不够使得上车油门控制失灵或无动作现象。
2、把油门总泵中的制动液更换为液压油,解决油液对总泵密封的腐蚀,从而泄压以至于经常需要更换油门总泵。
完成情况;
1、2010年12月对1908号25T进行了改造,至今运行正常。
2、2011年5月对1906号50T进行了改造,至今运行正常。
3、2011年6月对1909号、1905号进行了改造,至今
运行正常。
通过对浦沅吊车的改造试用后,减少了工作任务结余了维修成本,提高了车辆的运行效率,为完成全年的生产任务做好了坚实的基础。
改造人;赵永军、于振海
改造前
改造后。
125T桥式起重机主起升机构修理

125T桥式起重机主起升机构修理我单位一台大连起重机厂生产的125T桥式起重机,在设备维修检查过程中,发现了重大隐患,起重机主起升卷筒机构底座焊缝开焊,小车盘焊缝开裂(主卷筒底座下方)及主起升减速机输出齿轮磨损,且工作状态噪音明显,通过现场检查分析,主起升卷筒底座开焊及小车盘上盖板与腹板角焊缝裂纹原因在于机械机构强加的外扭力造成,主起升减速机输出齿轮与卷筒齿轮配和现场检查,主起升减速机输出齿轮有明显的磨损现象,尤其主起升机构向上运行时齿轮面磨损特别严重,上述损坏原因都是由于主起升卷筒底座开裂造成主起升减速机变形从而引起输出轴齿轮啮合面倾斜而齿轮严重损伤,另外机械部分的调整必须达到出厂标准,如减速机输出端与卷筒装配中心高度是否有误差,减速机轴承及卷筒底座轴承是否良好,如果存在上述问题很有可能产生局部共振,导致机构方面变化。
针对以上现场勘察,参考国家起重机设计、制造、维修标准GB3811-83 《起重机设计规范》GB6067-93《起重机安全规程》GB/T14405-93《通用桥式起重机》ZB/ZQ4000.3《焊接件通用技术条件》GBJ17-88《钢结构设计规范》制订了如下修理方案:1、更换主起升卷筒固定座2、小车主梁内部增加立筋板3、更换主起升卷筒固定座下平面小车盖板4、修复小车焊缝裂纹处5、曾加小车腹板与小车上盖板筋板6、增加主起升减速机输出轴端轴承座隔套,通过论证我们采用50T汽车吊将主起升卷筒拆卸后吊至地面上,进行清洗检查各部传动机构,同时用50T汽车吊将主起升减速机吊至地面清洗检查,主起升卷筒、主起升减速机吊离小车盘后,钳工清理卷筒底座(用气割将卷筒底座焊接后余料割除,并且用角向磨光机打平接合面)用火焰矫正法将变形处修理平整,在小车盘焊缝开焊处用气刨开坡口,(在裂缝两侧各开12X45度的坡口)进行成型焊接,焊后用角向磨光机将多余焊点打磨平整,在主起升卷筒坐位置处小车盘上盖板与腹板处焊接三角筋板加强稳定性,上述修理项目完成后,并且根据现场条件调整安装主起升卷筒底座和减速机底座尺寸及高度差并焊接牢固,主起升卷筒与主起升减速机安装时候保证各部安装尺寸,达到了出场标准,主起升卷筒与减速机输出齿轮装配时采取了研磨齿面的方法,修理后采取着色法检查齿面啮合接触面积,已经>75%齿面最小接触面积要求,同时更换了卷筒座轴承,主起升减速机输出端轴承,该吊车修理完成后,经过运行实验,重物起吊实验,用钢丝发测量主梁的上拱、下挠曲线值,噪音检测,修理后的吊车达到了国家GB/T14405-93《通用桥式起重机》标准,修理该起重机所需的设备仪器工具如下:汽车起重吊50T一台水平仪一部二氧化碳气体保护电焊机一台,气割设备一套起吊绳捆绑绳及钳工工具执行标准:GB3811-83 《起重机设计规范》GB6067-93《起重机安全规程》GB/T14405-93《通用桥式起重机》ZB/ZQ4000.3《焊接件通用技术条件》GBJ17-88《钢结构设计规范》GB10183-88《桥式和门式起重机械及轨道公差》JB/T63921.1-6392.2-92《起重机车轮》。
门座式起重机变幅机构双制动器改造
符方 志 黄伟 涛
摘 要 阐述 制 动 器 工作 原 理 , 绍 门座 式 起 重机 变 幅机 构 双制 动 器 改造 具 体 过 程 。 介 关键词 门 座式 起 重 机
T 1 H2
制动器
改 造
B
中 图分 类 号
文献 标 识 码
定位 为 2 0  ̄ 6 mm, M2 x 0的固定螺栓 ( 9 mm பைடு நூலகம் 0 配 07 配螺母垫 片和 弹簧垫片 ) 。 4套
2电 气部 分改 造 .
电气部分改造是此次改造的重点 , 因为电气故障的几率相对
大些。因此保证 电气上的可靠性至关重要。电气部分改造在原来 时, 因为油 品干净 , 每年可 节约更换 3 D滤芯及 C C滤芯 费用 P P 15 0 、P 10 元 C C购置费用 10 0 元 。 000 三项累计 , 每年可节约费用 19 0 7 5 0元 。另外 , 因为油 品无 进水 , 保证汽轮 机主轴 的很好 润 滑, 避免了主轴出现融化现象 , 降低 了安全风 险 , 同时也节 约了
证 润 滑 良好 的 同 时又 节 约 了费 用 , 得 了显 著 的 效果 。 取
机事 故 , 备故障停机 率 由原来 的 2 %降至 为零 , 设 0 机组 一直运
行平稳 , 全年累计发 电 7 9万 k h 为油 田生产提 供了可靠 的 8 W・ ,
电力 保 障 。 2润 滑油 无进 水 现 象 、 滑 良好 . 润
1 械 部 分 改造 . 机
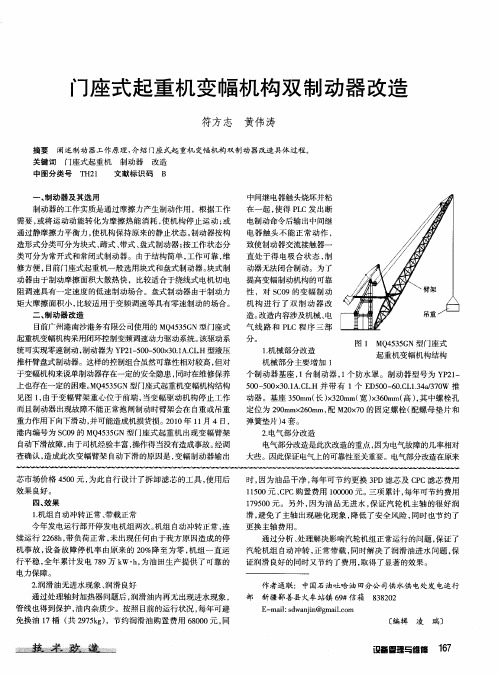
图 1 M 43G Q 5 5 N型 门座 式 起 重 机 变 幅机 构 结 构
推杆臂盘式制动器。这样的控制组合虽然可靠性相对较高 , 但对
20t通用门式起重机拆除方案
MQ20/5-24-8A3门式起重机拆除方案编制:审核:审批:目录1.概况 (3)1.1工程概况 (3)1.2门机概况 (3)1.3拆除场地 (3)1.4拆除的重点和难点 (4)2.编制依据 (4)3.施工人员、设备、工索具、进度计划 (4)4.拆除细则 (5)4.1施工准备 (5)4.2小车拆除 (6)4.3主梁拆除 (6)4.4支腿拆除 (6)5.拆除组织机构 (6)6.施工安全保护措施 (7)7.应急预案 (7)8.附件................................................................................... 错误!未定义书签。
1.概况1.1工程概况MQ20/5-24门式起重机用于怒江二桥钢箱梁预制场,主要用于怒江二桥钢箱梁单元件吊运组装。
1.2门机概况1.2.1门机装配图图1 龙门吊结构示意图1.2.2主要技术参数1)起升机构1.3拆除场地龙门吊位于怒江二桥钢箱梁单元件加工场地,轨道间距24米。
1.4拆除的重点和难点本方案充分考虑了以下重点和难点问题:1)主梁跨度较大;2)吊装场地受限;2.编制依据本方案编制依据以下资料:1)《特种设备安全监察条例》2)GB6067《起重机械安全规范》3)GB/T14406《通用门式起重机》4)YB9254-1995《钢结构制作安装施工规程》5)《工程建设规范汇编》第九册:龙门起重机和装卸桥6)《起重机械安全规范》GB60677)《起重机设计规范》GB3811-20088)《通用门式起重机》GB/T14406-20119)《钢结构高强度螺栓连接的设计、施工及验收规程》JGJ82-9110)《钢焊缝手工超声波探伤方法和探伤结果质量分级》GB11345-89 11)《中交二航局特种设备设施使用安全规定》12)《门机使用说明书》3.施工人员、设备、工索具计划4. 拆除细则拆除工艺流程如下:1.拆除门机电气系统2.拆除门机小车3.拆除门机主梁4.拆除门机支腿4.1施工准备4.1.1工艺准备根据装卸部件单件重量及其中设备高度,我公司计划采用汽车吊作吊装设备。
门座起重机回转机构常见问题及设计要点

门座起重机回转机构常见问题及设计要点张俊娜;聂文杰;孙艳秀【摘要】介绍了门座起重机回转机构驱动装置的结构型式和受力特征,结合现场实际情况,分析了门座起重机安装使用过程中常见故障问题及原因,结合设计经验及现场反馈,分析了门座起重机回转机构功率计算及设计中需要注意的要点.【期刊名称】《建筑机械(上半月)》【年(卷),期】2019(000)008【总页数】4页(P73-76)【关键词】门座起重机;回转机构;故障分析;计算【作者】张俊娜;聂文杰;孙艳秀【作者单位】太重(天津)滨海重型机械有限公司技术中心,天津 300457;太重(天津)滨海重型机械有限公司技术中心,天津 300457;太重(天津)滨海重型机械有限公司技术中心,天津 300457【正文语种】中文【中图分类】TH213.5回转机构是门座起重机的工作性机构,其工作情况的好坏直接影响门座起重机的工作效率。
回转机构具有体积小、受力大、工况恶劣等特点,其使用寿命直接影响整机使用寿命。
因此,正确合理的设计回转机构对门座起重机具有重要意义。
1 回转机构组成及载荷特征1.1 回转机构驱动装置结构型式回转机构由回转支承装置和回转驱动装置两部分组成(见图1)。
这种结构布置紧凑,能更好地利用机房空间,传动效率高,制造和安装方便。
为了不使回转驱动小齿轮和齿圈的尺寸过大,大型门座起重机一般采用2套或多套相同的回转驱动机构同时驱动(见图2)。
1.2 回转机构载荷特征港口门座起重机工作时回转机构载荷特别复杂,其主要载荷特征如下:(1)回转载荷随工作幅度的变化而变化。
门座起重机的回转、变幅和起升是联动机构,随着幅度的变化,其回转载荷力矩也不断变化,因此造成回转机构工作载荷的频繁改变。
(2)回转部分的自重载荷大。
门座起重机回转部分的自重载荷大约是起重载荷的10倍。
(3)起制动时的惯性载荷大。
门座起重机回转部分的总质量约占整机质量的2/3,当回转机构起制动时,由加、减速度引起的惯性载荷非常大。
25T-37M门座式起重机参数规格书
25T-37M门座式起重机参数规格书日照港岚北港务有限公司25T-37M门座式起重机技术规格书第一章概述1.1 总则 (4)1.2 安装地点 (5)1.3 设计制造标准 (5)1.4 工作条件 (6)1.5 起重机工作级别 (7)1.6 稳定性 (8)1.7 主要技术参数 (8)1.8 供货范围 (9)1.9 供货方式、交货期 (10)第二章结构2.1 一般要求 (11)2.2 材料 (11)2.3 金属结构制造工艺 (11)2.4 臂架、门架、主梁和端梁 (13)2.5 四连杆机构和人字架 (14)2.6 平台、通道、阶梯和直梯 (14)2.7 机房 (14)2.8 电气房 (15)2.9 高压室 (16)2.10 司机室 (16)第三章工作机构3.1 一般要求 (19)3.2 一般机械零部件 (20)3.3 起升机构 (23)3.4 变幅机构 (24)3.5 旋转机构 (25)3.6 行走机构 (26)3.7 安全连锁保护装置 (27)3.8 润滑系统 (29)第四章电气与控制4.1 电气系统一般准则 (30)4.2 供配电系统 (30)4.3 主要电气设备 (33)4.4 司机室操作 (35)4.5 配电屏与控制屏、柜与端子 (35)4.6 电缆和电缆敷设 (36)4.7 照明 (37)4.8 接地和防雷 (38)4.9 起重机监控管理系统(CMS) (38)第五章通信5.1 有线电话通信 (42)5.2 无线电话对讲机 (42)5.3 扩音设备 (42)第六章涂装6.1 预处理和底漆 (43)6.2 油漆厚度 (44)第七章标记和铭牌、起重机基本配置和备品备件7.1 标记和铭牌 (45)7.2 起重机基本配置 (46)7.3 备品和备件 (47)第八章项目管理和相关要求8.1 设计审查及图纸资料 (49)8.2 竣工图和最终技术文件 (51)8.3 监造 (53)8.4 培训 (55)第九章安装、调试和验收9.1 运输 (55)9.2 现场安装调试 (56)9.3 起重机的最终验收 (58)第一章概述本技术规格书其内容明确本次招标的起重机基本的技术要求和确保这些基本技术要求所必须的相关条款,并非起重机的所有细节,投标人应仔细阅读,如发现有疑问、不详和矛盾之处,请立即与招标人及时联系。
25吨位起重机伸缩机构液压系统设计

e = 2.35m
������0 = 0.84������
������������������������ = 42.8������
值,即������ ′ 。外伸长度l = ������ ′ + ������。 ������2 、������3 、������4 —为二、三、四节臂缩回后外漏部分的长度,在计算 时取同一数值(a=0.25m) 若假设������0 为臂头滑轮中心离基本臂端面的距离,则基本臂结构长 度加上������0 即为基本臂的工作长度。
D—起重机底盘直径,D=2m。 B—吊臂宽度,由于回转支撑装置 D 和吊臂宽度 B 都与起重 能力有关,一般取D = (2.1~2.4)B,这里取 D=2.3B。 铰点 O 在求得������0 和 e 时已经确定即������0 = 0.84������,e=2.35m, 所以认定铰点 O 已经确定。因为铰点离滚道面的距离是构造所 定,一般取∆h = 0.18m。 在图 3.1 中可以看出,只有在基本臂上固定的铰点������1 尚未确 定。铰点������1 的确定要满足下述条件,在变幅缸缩回时,吊臂位在 行驶状态,液压缸长度为最短长度;而当全伸时吊臂位在最大仰 角状态, 液压缸长度达到最大长度。 在∆O������������1 中∠������1 ������������ = ������������������������ + ������ + ������,在∆O������������ 中∠������������������ = ������ + ������。而角������是 OB 和水平线的夹角, ������0 = 0.84������ e=2.35m
0 0 ′ ′ ′ ������������������������ = ������1 + ������2 + ������3 + ������4 = ������1 + ������2 + ������2 + ������3 + ������3 + ������4 + ������4 ′ ′ ′ ������2 、������3 、������4 —各节臂的伸缩长度,在设计中伸缩长度往往取同一数
门座式起重机起升减速箱更换工艺

门座式起重机起升减速箱更换工艺
于海波;杨程杰
【期刊名称】《中国设备工程》
【年(卷),期】2018(000)017
【摘要】本文就门座式起重机起升机构减速箱更换标准工艺进行了分析.
【总页数】3页(P164-166)
【作者】于海波;杨程杰
【作者单位】神华黄骅港务公司,河北黄骅 061113;神华黄骅港务公司,河北黄骅061113
【正文语种】中文
【中图分类】TH21
【相关文献】
1.M40-43门座式起重机变幅齿条维修更换工艺
2.双起升岸桥起升减速箱轴承损坏浅析
3.40t门座式起重机平衡系统更换工艺流程分析
4.40 t-43 m门座式起重机臂架上铰点轴承更换工艺流程
5.40 t门座式起重机臂架下铰点轴承更换工艺
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
变更大直径卷筒后,输入卷筒的扭矩发生了变 化。通过调整电动机变频器的方式可增大起升时的 扭矩输出和减速时的制动输出,但是对扭矩的调校 幅度只有5%左右的增幅,对应的卷简直径仅为854 mm,对应36 mm的节距,钢丝绳最大偏角为3.2。,没 有减小到安全偏角内,因此仅仅调整变频器,不对电 动机和减速箱改造的思路是行不通的。 此门机的起升机构包括卷筒、减速箱和电动机 都是固定在机器座上的。机器座为大截面的型钢焊 接而成,上面已经根据原设计预留了电机、减速箱、 卷筒轴承座的固定螺栓孔位,如果想换用更大功率 的电动机来提升起升时的扭矩,机器座的螺栓孔位 将无法对应。因此比较合理的改造方式是改装减速 箱的一级或者两级齿轮,增大它的减速比,然后配合 齿比定做一个合适的大直径卷筒。 咨询本减速箱的生产商,有2种更换方案:一种 是将原装的减速比30.28改为35,另一种是改为 39。经过计算,35倍的减速比配合卷筒36 mm节 距,钢丝绳的最大偏角还是大于3。;使用39倍的减 速比,需要配合l
、。j’L三_一+.,L:一
瘤《
蓟机器熊
等待的卡车中,并及时将其运往改装厂。 (2)减速箱的改造。因为本次改造涉及的减速 箱为SEW减速箱,此减速箱内部充有一定压力的防 锈气体,同时拆解此箱需要较多专用工具和良好的
庙玑矗坚
工作环境。整个改装过程包括更换齿轴和齿轮以及
图2 机器座
相应轴承和密封元件,同时利用这次回厂的机会检查 和保养此减速箱。减速箱改装完成后,进行过各项静
港口装卸2015年第6期(总第225期)
25
t门座起重机起升机构改造
深圳赤湾港航股份有限公司港务本部
金建红 曾钦坚 乐矣天
摘
要:针对部分门座起重机在设计制造时可能因考虑经济性而将起升卷简直径做得偏小,造成在使用中
出现钢丝绳过快磨损而频繁更换钢丝绳,以及钢丝绳断股的安全隐患的情况,通过改变卷筒直径和调整减速箱的 速比,以较经济的费用和改造工作量解决了这些问题。
小钢丝绳互相摩擦的机率。本机原配为直径32
mm
的国产钢丝绳。经论证,解决此门机起升机构最直 接的改造就是更换一个大直径的卷筒,减少钢丝绳 缠绕圈数,然后适当增大节距。这样,上述的钢丝绳 摩擦和滑轮跳绳的问题都能解决。但是,更换大直 径卷筒后,从电机到减速箱以及制动器都发生了变 化,需要细致计算。 此门机的卷筒一端通过联轴器连接减速箱的低 速轴,另一端通过轴承座连接机器座。机器座由型 钢焊接而成,直接连接机房地板(Байду номын сангаас图2)。此门机 卷筒轴承座到机器座之间的距离为560 mm,这是卷
关键词:门座起重机;卷筒;减速箱 Transfbrmation of the Hoisting Mechanism
Shenzhen Chiwan Wharf Holdings Limited Abstract: Considering the
drums
rope
are
on
the 25 t Gantry Crane
1
]Iji :=¨ ¨ ¨㈠日■
后巷目
改造方案
根据现有起升机构存在的问题,改造方案既不
前巷筒
图1钢丝绳的偏角
能改变原来的机器性能,又要能解决钢丝绳过快磨 损以及跳绳的安全隐患。 钢丝绳在卷筒上互相摩擦的原因主要是因为转 筒直径偏小、卷筒过长(缠绕圈数过多)以及节距过 短。改造前的卷筒缠绕圈数为27圈(绕绳部分的长 度为945 mm),节距为35 mm。这样在使用卷筒最后 几圈钢丝绳的时候,钢丝绳的偏角经测算在3.60一 3.8。之间(见图1),大于安全的钢丝绳偏角(3。)。 经分析,钢丝绳在大偏角的时候互相摩擦,很大 程度上是因为绳槽的节距过小,两圈钢丝绳间的距 离过近。如果能使用直径略细的钢丝绳,能大大减
an
strand breaking.
This paper solves these problem with
economical
cost
and
transfo硼ation
workload by chan百ng the
diameter of dmms and Ihe speed ratio of reducer casings.
Zeng
Jin Jianhong
Qilljian
Yue Yitian
cranes
economical
a
emciency in designing and manufacting,part of the gantry
hoisting
made smaUer.
That
causes
faster wear and more fbquent replacement of the wirerope and the potential risk of
31
万方数据
Port
Operation
2015.No.6(serial No.225)
筒几何半径的极限,撇去卷筒挡圈的高度(约20 mm),本机最大可以支持名义直径为1
080
矩、制动力矩等进行了相应的调整。
2
mm的卷
筒。根据安全的钢丝绳偏角计算,偏角3。时,卷筒 的直径约为950 mm。所以该机的安装位置是支持 安装合适卷筒的。
3
结语
技改完成后,原有的问题都得到了解决。此2
台25 t门机改造后经过近2年的使用,钢丝绳的磨 损、更换与其他门机一致,约6个月左右更换1次 (技改前钢丝绳由于磨损,使用l~2个月即需更 换),机器在使用过程中也没发现其他由于改造引 起的问题。此次技改提高了门机的操作安全性,同 时大幅延长了钢丝绳的使用寿命,节约了钢丝绳更 换的材料成本和人工成本。
Key words:gantry crane;dnlm;reducer
2台25
m一35
t门座起重机(以下简称门机)是
我港的主力生产门机之一,对生产效率影响较大。 因为机身较高且赤湾港水深较大,对大船舱底抓料 时,卷筒上的钢丝绳经常要用到筒尾的后几圈甚至 最后1圈。钢丝绳在卷筒最后几圈时,左右出绳角 已经非常大(实测得3.8。),已经拉出的钢丝绳会与 卷筒上临近的钢丝绳发生摩擦,在重载情况下钢丝 绳迅速磨损,多次出现2条钢丝绳同时断股现象,几 乎每间隔l~2个月就要更换一次钢丝绳。同时,与 卷筒最近的滑轮(人字架上),也存在跳绳问题,严重 影响安全生产。因此须对该机起升机构进行改造。
金建红:518068,广东省深圳市赤湾石油大厦8楼 收稿日期:2015一06—30
DOI:10.3963/j.issn.1000—8969.2015.06.Oll
mm直径的卷筒才能达到原来
的起升速度,但是980 mm直径的卷筒是25 t门机 的标准值,如采用980 mm的卷筒,起升速度会慢约 5%。考虑到此门机偶有小幅超负荷运行,决定采用
980
mm的卷筒,同时省去了另外设计非标准卷筒带
来的新问题。 因此改造方案确定为:更改减速箱齿比,更换
980
mm直径卷筒,经模拟分析改造后精确的传动比
39.28。通过施工前的相关数据进行验算,并根据验 算结果对卷筒尺寸、钢丝绳偏角、卷筒最大外载扭
32
万方数据
25t门座起重机起升机构改造
作者: 作者单位: 刊名: 英文刊名: 年,卷(期): 金建红, 曾钦坚, 乐矣天, Jin Jianhong, Zeng Qinjian, Yue Yitian 深圳赤湾港航股份有限公司港务本部 港口装卸 Port Operation 2015(6)
施工工艺
(1)拆除刹车架、卷筒、减速箱。首先拆除钢丝
绳以及附属的传感器(起升限位),再拆除卷筒附属 的传感器,卸下卷筒的轴承座以及减速器端联轴器。 利用机房内手拉葫芦将卷筒导至机房尾门处,由邻
出
r 1
曲
F]F1
r 1
近的门机运至地面。拆除2台减速箱的固定螺栓,2 台减速箱由邻近的门机从机房顶吊出,落人在地面
002
态和动态测试,测试强度远大于我港的使用要求。 (3)装配。将减速箱和早已到港的新卷筒准备 妥当后,由邻近的门机先将2台减速箱从机房顶落 入机器座的相应位置并装上相应的螺栓(不锁死), 再将新卷筒用邻近门机从机房尾门通过机房内手拉 葫芦的接应,落人合适的位置。组装低速轴与卷筒 间联轴器及卷筒轴承座。转配完成后,复位刹车架 并调整刹车松紧。主要机械完成装配后,恢复了必 要的电控传感器,装新钢丝绳。 (4)调校和试验。空载测试(只有转葫芦的情 况)无异响,卷筒无振动,按规定扭矩锁死所有螺 栓。连接抓斗,进行半载试验,同时电工设定新的最 高、最低限位和变频器速度、扭矩控制模式的转换 点。一切电控部分调试完毕后,测试整机其他性能, 未发现异常。
引用本文格式:金建红.曾钦坚.乐矣天.Jin Jianhong.Zeng Qinjian.Yue Yitian 25t门座起重机起升机构改造[期刊论文]-港口装 卸 2015(6)