普通螺纹丝锥标准介绍
《丝锥札记》- 关于丝锥的技术资料
被加工材料 抗拉强度<850 N/mm²的钢件 铝合金、青铜、黄铜等有色金属
抗拉强度<1100 N/mm²的钢件 抗拉强度<1400 N/mm²的钢件 钛及钛合金 不锈钢 高硬度材材料 >55HRC 镍基合金钢
前角 12°-15° 17°-20° 5°-8°
6°-9° 7°-10° 15°-18° -12°- -15° -2°- -5°
• 然而,这样会产生高摩擦、已加工表面 粗糙和极大的费刀情况
挤压丝锥 VS 切削丝锥 (外形)
挤压丝锥 VS 切削丝锥 (螺纹成型)
材料晶相纤维连续
材料晶相纤维被破坏
挤压成型示意图
挤压成型示意图
× 底孔太大,螺纹不饱满
√ 底孔合适,螺纹正常
× 底孔太小,过于饱满
谢谢 !!
等级 1 等级 2 等级 3
ISO 1 ISO 2 ISO 3
适用于内螺纹公差 适用于内螺纹公差 适用于内螺纹公差
4H、5H 6H、4G、5G 7H、8H、6G
攻丝进程中应留意的五个方面:
丝锥磨损 切屑形状
操作状况
攻丝扭矩 螺纹表面粗糙度
制造高性能丝锥的四个要点:
丝锥基材 几何角度 生产工艺 丝锥涂层
底孔尺寸计算
提示:以上只能大致估算出底孔尺寸,具体应根据材料和孔 深以及牙高率进一步测试,以取得最佳值!
通孔和盲孔的不同形式
丝锥的选用应依据工件的材料和螺纹孔的形式来确定
上图中只有左一和左二为通孔螺纹,其余均为盲孔螺纹!
通孔攻丝过程
切削锥攻入
导向部分进入
攻穿螺纹孔
通孔攻丝扭矩分布
切削锥切入 导向部分进入 平稳切削 攻穿螺纹孔 退刀旋出
《丝锥札记》
螺纹NPT-PT-G-ZG-BSPP-BSPT-NPT-RP-RC-R1-各种英标-美标-螺纹的区别及标准
螺纹NPT-PT-G-ZG-BSPP-BSPT-NPT-R P-RC-R1-各种英标-美标-螺纹的区别及标准由于各种螺纹的表示法都是相同的,因此国家标准规定标准螺纹用规定的标记标注,并标注在螺纹的公称直径的尺寸线或其引出线上,以区别不同种类的螺纹。
各种螺纹的标注方法和示例分述如下:1、普通螺纹的标注普通螺纹的完整标记,由螺纹代号、螺纹公差带代号和螺纹旋合长度代号三部分组成。
具体的标记格式是:(1)螺纹代号普通螺纹的牙型符号用“M”表示。
粗牙普通螺纹的螺纹代号用牙型符号M和公称直径(大径)表示(不标注螺距),例如M16;细牙普通螺纹用牙型符号M和“公称直径X螺距”表示,例如M16*1.5;右旋螺纹为常用螺纹,不标注旋向;左旋螺纹需在尺寸规格之后加“LH”,例如M 16*1LH。
(2)螺纹公差带代号螺纹公差带代号包括中径公差带代号和顶管螺纹分为55°密封管螺纹和55°非密封管螺纹。
螺纹标记的内容和格式是:表9-2 普通螺纹标注示例55°非密封管螺纹:以上框格对非螺纹密封的外管螺纹适用。
以上框格对非螺纹密封的内管螺纹适用。
(1)上述螺纹标记中的螺纹特征代号分两类:①55°密封管螺纹特征代号:Rp表示圆柱内螺纹,R1表示与圆柱内螺纹相配合的圆锥外螺纹;Rc 表示圆锥内螺纹,R2表示与圆锥内螺纹相配合的圆锥外螺纹。
②55°非密封管螺纹特征代号:G。
(2)两类螺纹中的尺寸代号,按附录附表1 -2和附表1-3的第一栏标注在螺纹特征代号之后,例如Rp1,Rcl/2,Gll/2等。
(3)公差等级代号只对55°非密封的外管螺纹,分为A、B两个等级,在尺寸代号后注明。
对内螺纹,不标记公差等级代号。
例如G2A,G 2B,G2。
(4)螺纹为右旋时,不标注旋向代号;为左旋时应标注“LH"。
例如G1/2LH、G3/4B—L H。
(5)表示螺纹副时,对55°非密封管螺纹,仅需标注外螺纹的标记代号;对55°密封管螺纹,其标记需用斜线分开,左边表示内螺纹,右边表示外螺纹,例如Rp/R12,Rc/R21/2LH。
最全的丝锥解释,这篇文章来说透!

丝锥作为一种加工内螺纹的常用工具,按照形状可以分为螺旋槽丝锥、刃倾角丝锥、直槽丝锥和管用螺纹丝锥等,按照使用环境可以分为手用丝锥和机用丝锥,按照规格可以分为公制,美制,和英制丝锥等。
你对它们都熟悉吗?01丝锥分类(1)切削丝锥1)直槽丝锥:用于通孔及盲孔的加工,铁屑存在于丝锥槽中,加工的螺纹质量不高,更常用于短屑材料的加工,如灰铸铁等。
2)螺旋槽丝锥:用于孔深小于等于3D的盲孔加工,铁屑顺着螺旋槽排出,螺纹表面质量高。
10~20°螺旋角丝锥可以加工螺纹深度小于等于2D;28~40°螺旋角丝锥可以加工螺纹深度小于等于3D;50°螺旋角丝锥可以加工螺纹深度小于等于3.5D(特殊工况4D)。
某些时候(硬材料,大牙距等),为了取得更好的齿尖强度,会选用螺旋槽丝锥加工通孔。
3)螺尖丝锥:通常只能用于通孔,长径比可达3D~3.5D,铁屑向下排出,切削扭矩小,被加工的螺纹表面质量高,也被称为刃倾角丝锥或先端丝锥。
切削时,需要保证全部切削部分攻穿,否则会出现崩齿。
(2)挤压丝锥可用于通孔及盲孔的加工,通过材料塑性变形形成牙型,只能用于加工塑性材料。
其主要特点:1)利用工件的塑性变形加工螺纹;2)丝锥的截面积大,强度高,不易折断;3)切削速度可比切削丝锥高,生产率亦相应提高;4)由于是冷挤压加工,加工后的螺纹表面机械性能提高,表面粗糙度高,螺纹强度、耐磨性、耐腐蚀性提高;5)无屑加工。
其不足是:1)只能用于加工塑性材料;2)制造成本高。
有两种结构形式:1)无油槽挤压丝锥只用于盲孔立加的工况;2)带油槽挤压丝锥适用于所有工况,但通常小直径丝锥因制造难度不设计油槽。
02丝锥的结构参数(1)外型尺寸1)总长:需注意某些需要特殊加长的工况2)槽长:通上3)柄方:目前常见柄方标准有DIN(371/374/376), ANSI, JIS, ISO等,选用时需注意和攻丝刀柄的匹配关系(2)螺纹部分1)精度:由具体的螺纹标准来选择,米制螺纹ISO1/2/3级等同于国标H1/2/3级,但需注意制造商内控标准。
(完整版)最新GB公制螺纹标准

普通螺纹标准规格表螺纹基本知识一、螺纹的名词术语螺纹:在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起。
圆柱螺纹/圆锥螺纹;外螺纹/内螺纹;右旋螺纹/左旋螺纹。
右旋螺纹:顺时针旋转时选入的螺纹。
左旋螺纹:逆时针旋转时选入的螺纹。
完整螺纹:牙顶和牙底具有完整形状的螺纹。
不完整螺纹:牙底完整而牙顶不完整的螺纹。
螺尾:向光滑表面过渡的牙底不完整的螺纹。
有效螺纹:由完整螺纹和不完整螺纹组成的螺纹,不包括螺尾。
公称直径:代表螺纹尺寸的直径。
大径:外螺纹的顶径、内螺纹的底径。
小径:外螺纹的底径、内螺纹的顶径。
中径:一个假想圆柱或圆锥的直径,该圆柱或圆锥的母线通过牙型上沟槽和凸起宽度相等的地方。
单一中径:牙型上沟槽宽度等于1/2基本螺距的地方。
作用中径:在规定的旋合长度内,恰好包容实际螺纹的一个假想螺纹的中径,这个假想螺纹具有理想的螺距、螺纹半角、及牙型高度,并在牙顶和牙底留有间隙,不与实际螺纹大、小径发生干涉。
牙型角:在螺纹牙型上,两相邻牙侧间的夹角。
螺距:相邻两牙在中径线上对应两点间的轴向距离。
螺纹精度:由螺纹公差带和旋合长度共同组成的衡量螺纹质量的综合指标。
二、.螺纹概述一般将螺纹分为圆柱螺纹和圆锥螺纹。
(一)圆柱螺纹1. 普通螺纹(又称米制或公制螺纹)螺纹代号M,牙形角60°,基本牙形为平顶。
精度等级:内螺纹4~8级,外螺纹3~9级。
2. 美标统一螺纹(又称60°英制螺纹)螺纹代号UNC、UNF、UNEF、UN、UNS,牙形角60°,基本牙形为平顶。
精度等级:内螺纹1B~3B,外螺纹1A~3A。
3. 非螺纹密封的管螺纹(又称圆柱管螺纹)螺纹代号G,牙形角55°,基本牙形为圆顶圆底。
精度等级:内螺纹标准级和D级,外螺纹A、B级。
4. 梯形螺纹螺纹代号Tr,牙形角30°(美标为29°),基本牙形为平顶平底。
精度等级:7~9级,(美标为2G~6G)。
丝锥检测标准
丝锥检测标准
丝锥检测标准主要涉及到以下几个方面。
1.精度等级:丝锥的精度等级标准有国际标准(ISO)、德国标准(DIN)、美国标准(ANSIBS)和日本标准(JIS)。
欧美丝锥的常规精度等级为ISO2/6H。
但生产厂家有时会制造出6HX、6GX的丝锥,这些超出标准公差带位置的丝锥,主要用于加工高强度或高腐蚀性材料(如铸铁)。
2.驱动方式:丝锥按驱动方式分为手用丝锥和机用丝锥。
手用丝锥主要用于手动攻丝,而机用丝锥主要用于自动化生产设备。
3.加工方式:丝锥按加工方式分为切削丝锥和挤压丝锥。
切削丝锥通过切削方式加工螺纹,适用于一般材料的加工;挤压丝锥通过挤压方式形成螺纹,适用于难加工材料的加工。
4.螺纹类型:丝锥按螺纹类型分为公制、美制、英制等。
公制丝锥主要用于公制螺纹的加工,美制和英制丝锥主要用于对应的美制和英制螺纹加工。
5.规格尺寸:丝锥的规格尺寸包括螺纹直径、螺距、齿数等。
常用的型号有先端丝锥、螺旋丝锥、挤压丝攻、直槽丝锥、螺帽丝锥、管牙丝锥、车针牙丝锥、内容丝锥等。
6.螺纹精度:丝锥的螺纹精度包括螺纹的中径、螺纹的顶径、螺纹的底径、螺纹的螺距、螺纹的角度等。
在检测丝锥时,需要根据以上标准对丝锥的尺寸、精度、材质、工艺等方面进行综合评估。
具体检测方法包括光学投影仪、三坐标测量仪、粗糙度仪等仪器进行测量。
同时,还需要对丝锥的使用寿命、磨损性能、切削力等性能进行测试。
丝锥各国标准

皮带轮丝锥1/4-20NC-1-1/2-12NF
英国螺纹协会丝锥BA BANO.14-BANO.0
气瓶螺纹丝锥PZ19.2 PZ27.8 PZ30.3 PZ39
石油管线螺纹丝锥LP1/8—LP2
石油油管螺纹丝锥TBG1.050—TBG4 1/2 UP TBG1.050-UP TBG4 1/2
螺母丝锥M6-M52 可供长柄和短柄螺母丝锥
美标统一螺纹丝锥0-80UNF--2"UNF精度1B 2B 3B(UN\UNC\UNF\UNEF\UNS)及左旋螺纹丝锥
英国惠氏螺纹丝锥1/8-40BSW 5/32-32BSW 3/16-32BSF 7/32-28BSF--2-7BSF
55°圆柱管螺纹丝锥G1/16 G1/8 G1/4 G3/8 G1/2 G5/8--G2 1/2 RP1/16--RP2
ISO国际标准螺纹 GB中国标准螺纹 JB中国机械行业标准螺纹 DIN德国标准螺纹 ASME/ANSI B94.9美国标准螺纹 JIS日本工业标准螺纹
公制机用直槽丝锥M1.2-M60 精度H1、H2、H3 通孔、盲孔及左旋螺纹丝锥
公制手用丝锥M1.2-M30/公制螺旋槽丝锥M3-M30 精度H2
钢制管螺纹丝锥PG7 PG9 PG11 PG13.5 PG16 PG21 PG29 PG36 PG36 PG42 PG48
日标圆柱管螺纹丝锥PS1/8-PS2 PF1/8 PF1/4 PF3/8 PF1/2 PF5/8 PF3/4 PF7/8--PF2
日标圆锥管螺纹丝锥PT1/8 PT1/4 PT3/8 PT1/2 PT3/4--PT2
梯形螺纹丝锥Tr8X1.5—Tr52X8
丝锥螺距规格表【免费下载】

1, 国家标准普通螺纹螺距表螺纹规格牙距螺纹底孔直径M2 标准0.40 1.60细牙0.25 1.75M2.5 标准0.45 2.10细牙0.35 2.20M2.6 标准0.45 2.20细牙0.35 2.25M3 标准0.50 2.60 细牙0.35 2.70M3.5 标准0.60 3.00 细牙0.35 3.20M4 标准0.70 3.40 细牙0.50 3.60M5 标准0.80 4.20 细牙0.50 4.60M6 标准1.00 5.10 细牙0.75 5.30M8 标准1.25 6.80 细牙1 1.00 7.10细牙2 0.75 7.30M10 标准1.50 8.60 细牙1 1.25 8.90细牙2 1.00 9.10细牙3 0.75 9.30M12 标准1.75 10.40 细牙1 1.50 10.60细牙2 1.25 10.90细牙3 1.00 11.10M14 标准2.00 12.20细牙1 1.50 12.60细牙2 1.00 13.10M16 标准2.00 14.20细牙1 1.50 14.60细牙2 1.00 15.10M18 标准2.50 15.70细牙1 2.00 16.20细牙2 1.50 16.60细牙3 1.00 17.102, 各种螺纹的标准螺距及相关常用螺距M8标准螺纹螺距是1.25mm(粗牙)或1mm(细牙)。
螺距:在螺旋方向上测量的两个相邻螺纹之间的距离。
一般是指螺纹间距中直径线上两相邻齿之间两点间的轴向距离。
标准螺纹有公制和英制之分,因此同是M10的螺纹它的螺距也不相同。
航模、直升机航模中的螺距:指的是直升机的旋翼或固定翼的螺旋桨旋转一周360度,向上或向前行走的距离。
螺旋CT的问世产生了一个新的概念,螺距(pitch,P)。
对早期的单层螺旋,各厂家对此定义是统一的,即螺距=球管旋转360度的进床距离/准直宽度。
对于多层螺旋CT螺距的概念有点复杂,多层CT的一个准直宽度包含了多个相邻的图像。
国标丝锥的规格参数

国标丝锥的规格参数
规格参数:
1. 锥度: 国标丝锥采用标准的4度40分设计,锥度尖端角度为1度15分,保证了丝锥的稳定性和工作效率。
2. 材质: 国标丝锥一般采用高强度合金钢材质制成,具有良好的耐磨性和韧性,确保丝锥的使用寿命和精度。
3. 直径范围: 国标丝锥适用于不同直径的螺纹加工,常见的直径范围包括M3-M36。
4. 等级: 国标丝锥按照不同的精度要求分为不同等级,常见的等级有4H、6H和8H。
5. 表面处理: 为提高丝锥的表面质量和防腐能力,国标丝锥通常进行表面镀铸铁、磨砂镀锌或其他防腐处理。
6. 可用长度: 国标丝锥的可用长度通常根据实际需要进行设计,常见的长度包括
75mm、100mm和150mm。
7. 标志: 国标丝锥上通常会标示有制造商的标志、规格型号、材质以及相关认证标志。
8. 使用注意事项: 在使用国标丝锥时,应注意使用正确的润滑剂、控制加工速度和进给量,以保证加工效果和延长丝锥的使用寿命。
请注意,以上规格参数仅供参考,实际产品可能因制造商和应用需求而有所差异。
常用丝锥的规格 型号

常用丝锥的规格型号丝锥是一种用于加工螺纹的工具,通常由高速钢或碳钢制成。
它们可以在各种材料上使用,包括金属、塑料和木材。
在制造业和机械加工中,丝锥是非常重要的工具之一。
在选择丝锥时,需要考虑许多因素,例如丝锥的规格和型号。
本文将介绍常用丝锥的规格型号。
一、丝锥的规格丝锥的规格是指它的直径和螺纹类型。
丝锥的直径通常以毫米或英寸为单位。
常见的丝锥直径包括M2、M2.5、M3、M4、M5、M6、M8、M10、M12、M14、M16、M18、M20等。
此外,还有英制丝锥,如#4、#6、#8、#10、#12、1/4、5/16、3/8、1/2等。
丝锥的螺纹类型也很重要。
螺纹类型包括粗牙、细牙、公制、英制、左旋和右旋。
在选择丝锥时,需要确保选择正确的螺纹类型。
二、丝锥的型号丝锥的型号是指它的长度和形状。
丝锥通常分为普通丝锥、长丝锥和短丝锥。
普通丝锥:普通丝锥适用于一般的螺纹加工。
它们通常有3-4个牙齿,并且长度较短。
长丝锥:长丝锥适用于需要更长螺纹的加工。
它们通常有5-6个牙齿,并且长度较长。
短丝锥:短丝锥适用于需要加工较短螺纹的场合。
它们通常有2-3个牙齿,并且长度较短。
此外,还有特殊形状的丝锥,如圆锥形、圆柱形、锥形等。
这些特殊形状的丝锥适用于特殊的加工需求。
三、注意事项在选择丝锥时,需要注意以下几点:1. 选择正确的规格和型号。
2. 选择适合材料的丝锥,如高速钢丝锥适用于加工金属,碳钢丝锥适用于加工木材和塑料。
3. 在使用丝锥时,需要注意保持正确的角度和压力,以避免丝锥损坏或螺纹不完整。
4. 在使用丝锥时,需要使用润滑剂,以减少摩擦和热量。
总之,选择适合的丝锥规格和型号是非常重要的。
正确使用丝锥可以提高工作效率和产品质量。
螺丝规格公差标准

螺丝规格公差标准螺丝是一种常用的紧固件,在机械制造、汽车制造、电子制造等领域都有广泛的应用。
在制造螺丝的过程中,需要确定螺丝的规格及公差,以保证螺丝的质量和使用效果。
本文将详细介绍螺丝规格公差的标准。
一、螺纹公差的标准螺纹是螺丝的主要部分,螺纹公差的标准直接影响到螺丝的组装及使用效果。
国际通用的螺纹公差标准为ISO,其中包括ISO965、ISO1502、ISO4759-1等。
1. ISO965标准ISO965标准规定了通用螺纹的公差,包括内螺纹和外螺纹。
其中,内螺纹公差的标准为ISO965-2,外螺纹公差的标准为ISO965-3。
ISO965标准将螺纹公差分为五个等级,分别为4H、5H、6H、7H、8H和4h、5h、6h、7h、8h,其中H表示内螺纹,h表示外螺纹。
数字表示公差的大小,数字越小,公差越小,精度越高。
2. ISO1502标准ISO1502标准规定了丝锥和螺钻的公差。
丝锥是用来加工内螺纹的工具,螺钻是用来加工外螺纹的工具。
ISO1502标准将丝锥和螺钻的公差分为四个等级,分别为4G、6G、8G、10G和4H、6H、7H、8H。
其中G表示丝锥和螺钻的等级,数字越大,公差越大,精度越低。
3. ISO4759-1标准ISO4759-1标准规定了螺纹的检验方法和接受规则。
检验方法包括外径测量和内径测量,接受规则包括可接受程度和特殊情况的处理。
二、长度、直径及公差的标准除了螺纹公差之外,螺丝的长度、直径及公差也是重要的规格。
国际通用的标准有ISO、ANSI、DIN等。
1. ISO标准ISO标准规定了螺丝长度、直径及公差的标准。
其中,螺丝长度的公差为±0.5mm,螺丝直径的公差为±0.02mm。
公差可以根据需求进行调整。
2. ANSI标准ANSI标准规定了螺丝长度、直径及公差的标准。
其中,螺丝长度的公差为±0.25mm,螺丝直径的公差为±0.013mm。
公差可以根据需求进行调整。
螺纹底孔直径标准
M7×1
6
6.13(80%)
5.917
6.153
M8×1.25
6.8
6.85(85%)
6.647
6.912
M9×1.25
7.8
7.85(85%)
7.647
7.912
M10×1.5
8.5
8.62(85%)
8.376
8.676
M11×1.5
9.5
9.62(85%)
9.376
9.676
M12×1.75
10.3
19.7(85%)
19.294
19.744
M24×3
21
21.2(85%)
20.752
21.252
M27×3
24
24.2(85%)
23.752
24.252
M30×3.5
26.5
26.6(90%)
26.211
26.771
M33×3.5
29.5
29.6(90%)
29.211
29.771
M36×4
32
32.1(90%)
2.459
2.599
M3.5×0.6
2.9
3.01(75%)
2.850
3.010
M4×0.7
3.3
3.39(80%)
3.242
3.422
M4.5×0.75
3.8
3.85(80%)
3.688
3.878
M5×0.8
4.2
4.31(80%)
4.134
4.334
M6×1
5
5.13(80%)
4.917
5.153
普通螺纹丝锥标准

普通螺纹丝锥标准普通螺纹丝锥标准:生产效率、机器安全与使用寿命的基石一、螺纹丝锥概述螺纹丝锥,是一种内螺纹切削工具,广泛应用于工程领域的各个方面。
无论是制造、维修还是装配,螺纹丝锥都是我们手中不可或缺的工具。
它主要通过切削金属材料来制造内螺纹,为我们的生产过程提供了便利。
二、普通螺纹丝锥的设计、制造与材料选择1. 设计标准:普通螺纹丝锥的设计应符合工程实际需要,结构紧凑,使用方便。
设计中需要考虑到丝锥的强度、刚度、耐用度和精度。
尤其是丝锥的锋锐度,直接影响到螺纹的切削效果。
2. 制造标准:普通螺纹丝锥的制造需要严格遵守质量标准。
制造过程中,要确保丝锥的几何形状和尺寸精度符合设计要求。
同时,对于切削部分的硬化处理也要到位,以确保其耐磨性和强度。
3. 材料选择:普通螺纹丝锥通常由高速钢、硬质合金等高性能材料制成。
这些材料具有高强度、高耐磨性以及良好的韧性,能够满足丝锥在切削过程中对强度、硬度和耐久性的要求。
不同规格和类型的丝锥在材料选择上也有所区别。
三、使用技巧和方法使用普通螺纹丝锥时,需要注意以下几点技巧和方法:1. 正确角度:在切削过程中,保持正确的角度可以大大提高切削效率和螺纹质量。
一般来说,保持30°至40°的切削角较为理想。
同时,还需根据不同的材料调整旋转速度和进给速度。
2. 润滑:适当的润滑可以降低切削阻力,减少摩擦热量,提高切削效率。
在选择润滑剂时,应根据切削材料和加工要求进行选择。
例如,在潮湿环境下工作,应选择防水、防锈的润滑剂。
四、问题与解决方法在选购和使用过程中,普通螺纹丝锥可能会遇到以下问题:1. 切削刃磨损:这是由于长时间或错误操作导致的。
解决这个问题的方法是正确选择和使用切削液,定期检查和更换切削刃。
2. 丝锥断裂:这可能是由于切削速度过快或进给速度不匹配导致的。
解决这个问题的方法是调整切削速度和进给速度,并确保工件和丝锥的同心度。
3. 螺纹质量差:这可能是由于切削角度不正确或润滑不足导致的。
m30丝锥的标准牙距

m30丝锥的标准牙距M30丝锥的标准牙距。
M30丝锥是一种常用的切削工具,用于在金属材料上加工螺纹。
在使用M30丝锥进行螺纹加工时,了解其标准牙距是非常重要的。
本文将对M30丝锥的标准牙距进行详细介绍,希望能够帮助大家更好地理解和应用M30丝锥。
M30丝锥的标准牙距是指每个螺纹的螺距和牙型的标准规定。
M30丝锥的标准牙距通常是指螺纹的公称直径与每英寸的牙数之比。
在国际标准ISO261中规定了M30丝锥的标准牙距,其公称直径为30mm,牙距为3.5mm,牙型为60度V型牙。
这个标准是为了保证螺纹的互换性和可靠性,使得不同厂家生产的M30丝锥可以互相兼容。
了解M30丝锥的标准牙距对于正确选择和使用丝锥具有重要意义。
首先,根据需要加工的螺纹规格,选择相应的M30丝锥标准牙距是非常关键的。
其次,在使用M30丝锥进行螺纹加工时,需要根据标准牙距选择合适的螺纹攻丝速度和切削润滑条件,以保证加工质量和工具寿命。
最后,了解M30丝锥的标准牙距还可以帮助我们更好地进行螺纹配合和检测,确保螺纹的质量和精度。
除了了解M30丝锥的标准牙距,我们还需要注意一些使用M30丝锥的注意事项。
首先,使用M30丝锥进行螺纹加工时,需要保持工件和丝锥的相对位置稳定,避免出现偏移和变形。
其次,在使用M30丝锥进行螺纹加工时,需要根据材料的硬度和切削润滑条件选择合适的切削参数,以避免刀具磨损和工件表面质量不良。
最后,使用M30丝锥进行螺纹加工后,需要对加工后的螺纹进行检测和配合,确保螺纹的质量和精度。
总之,了解M30丝锥的标准牙距对于正确选择和使用丝锥具有重要意义。
希望通过本文的介绍,能够帮助大家更好地理解和应用M30丝锥,提高螺纹加工的质量和效率。
丝锥标准

常规直径常规直径MM毫米粗牙细牙特细牙INCHES (英寸)BSW (英制粗牙)BSF (英制细牙)UNC/NC (统一制/美制粗牙)UNF/NF (统一制/美制细牙)BSP/BSPT 英制圆柱/圆锥管螺纹NPS/NPT 美制平行管/管用推拔螺纹20.40.25NO.0802.20.40.25164722.30.40.25256642.50.450.35348562.60.450.354404830.50.355404430.6632403.50.60.358323640.70.510243240.751224284.50.750.51/16602750.80.53/324850.91/84028275.50.90.55/3232610.753/162432710.757/3224288 1.2510.751/42026202819189 1.2510.755/161822182410 1.5 1.2513/816201624191811 1.5 1.2517/151418142012 1.75 1.5 1.251/2121613201414142 1.5 1.259/1612161218162 1.55/8111411181418 2.52 1.53/410121016141420 2.52 1.57/89119141422 2.52 1.5181081211111/22432 1.511/8797122732 1.511/47971211111/230 3.53213/86861233 3.53211/26861211111/23643215/8583943213/457511*42 4.54317/841/2745 4.543241/2741/2·11111/24854321/44641/2·115254321/2464·11823/431/264·11*331/254·11831/431/454·11*31/231/441/24·11833/4341/24·11*4341/24·118英制英制、、美制丝锥规格标准公制丝锥规格标准公制每英寸牙数·UNC only(仅适用于统一粗牙螺纹标准) *BSP only(仅适用于英制圆柱管螺纹标准)备注UNC是统一粗牙螺纹,牙形角60°,标准为ISO263。
普通螺纹丝锥标准介绍
普通螺纹丝锥标准介绍1 概述丝锥是加工各种中、小尺寸内螺纹的刀具,它结构简单,使用方便,既可手工操作,也可以在机床上工作,在生产中应用得非常广泛。
对于小尺寸的内螺纹来说,丝维几乎是唯一的加工刀具。
丝维的种类有:手用丝维、机用丝锥、螺母丝锥、挤压丝锥等。
2 丝锥的结构尽管丝锥的种类很多,但它的结构基本上是相同的。
工作部分是由切削部分和校准部分组成。
切削部分齿形是不完整的,后一刀齿比前一刀齿高,当丝锥作螺旋运动时,每一个刀齿都切下一层金属,丝锥主要的切屑工作是由切削部分担负。
校准部分的齿形是完整的,它主要用来校准及修光螺纹廓形,并起导向作用。
柄部是用来传递扭矩的,其结构形式则视丝锥的用途及规格大小而定。
3 检验标准4 检验项目、技术要求1.外观:丝锥表面不得有裂纹、刻痕、锈迹以及磨削烧伤等影响使用性能的缺陷。
2.丝锥表面粗糙度的最大允许值按表2的规定。
3.丝锥螺纹牙型和尺寸极限偏差:1.丝锥螺纹公差、牙型半角偏差及大径、中径、小径偏差应符合GB/T968的规定。
2.中径的检查部位规定如下:手用和机用丝锥:在校准部分起点检查。
螺母丝锥:在切削部分中点向校准部分移动1-2牙处检查。
手用丝锥的校准部分起点距前端不足4牙时,中径在距前端4牙处检查。
4.丝锥螺纹部分和柄部的圆跳动,其值应不大于下表3中的规定。
5.丝锥螺纹部分应有倒锥度。
6.螺纹公称直径大于或等于3mm的高性能机用丝锥螺纹牙型应进行铲磨;螺纹公称直径大于或等于8mm的普通机用丝锥和螺母丝锥的螺纹牙型也应进行铲磨。
7.柄部直径公差见下表4。
8.丝锥方头的形状误差及其对柄部轴线的位置误差:高性能机用丝锥方头尺寸a的公差按GB/T4267的规定;普通机用丝锥和螺母丝锥方头尺寸a的公差为h12,方头对柄部轴线的对称度应不超过其尺寸公差的二分之一;手用丝锥和H4螺母丝锥方头尺寸a的公差为h12。
9.丝锥总长L的公差为h16。
螺纹部分长度L的公差按表5中的规定。
螺纹NPT,PT,G,ZG BSPP BSPT NPT RP RC R1 各种英标 美标 螺纹的区别及标准
由于各种螺纹的表示法都是相同的,因此国家标准规定标准螺纹用规定的标记标注,并标注在螺纹的公称直径的尺寸线或其引出线上,以区别不同种类的螺纹。
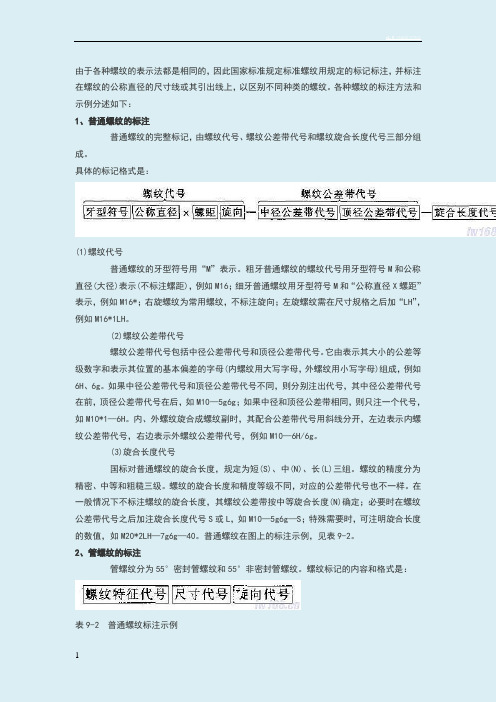
各种螺纹的标注方法和示例分述如下:1、普通螺纹的标注普通螺纹的完整标记,由螺纹代号、螺纹公差带代号和螺纹旋合长度代号三部分组成。
具体的标记格式是:(1)螺纹代号普通螺纹的牙型符号用“M”表示。
粗牙普通螺纹的螺纹代号用牙型符号M和公称直径(大径)表示(不标注螺距),例如M16;细牙普通螺纹用牙型符号M和“公称直径X螺距”表示,例如M16*;右旋螺纹为常用螺纹,不标注旋向;左旋螺纹需在尺寸规格之后加“LH”,例如M16*1LH。
(2)螺纹公差带代号螺纹公差带代号包括中径公差带代号和顶径公差带代号。
它由表示其大小的公差等级数字和表示其位置的基本偏差的字母(内螺纹用大写字母,外螺纹用小写字母)组成,例如6H、6g。
如果中径公差带代号和顶径公差带代号不同,则分别注出代号,其中径公差带代号在前,顶径公差带代号在后,如M10—5g6g;如果中径和顶径公差带相同,则只注一个代号,如M10*1—6H。
内、外螺纹旋合成螺纹副时,其配合公差带代号用斜线分开,左边表示内螺纹公差带代号,右边表示外螺纹公差带代号,例如M10—6H/6g。
(3)旋合长度代号国标对普通螺纹的旋合长度,规定为短(S)、中(N)、长(L)三组。
螺纹的精度分为精密、中等和粗糙三级。
螺纹的旋合长度和精度等级不同,对应的公差带代号也不一样。
在一般情况下不标注螺纹的旋合长度,其螺纹公差带按中等旋合长度(N)确定;必要时在螺纹公差带代号之后加注旋合长度代号S或L,如M10—5g6g—S;特殊需要时,可注明旋合长度的数值,如M20*2LH—7g6g—40。
普通螺纹在图上的标注示例,见表9-2。
2、管螺纹的标注管螺纹分为55°密封管螺纹和55°非密封管螺纹。
螺纹标记的内容和格式是:表9-2 普通螺纹标注示例55°非密封管螺纹:以上框格对非螺纹密封的外管螺纹适用。
各国螺纹标准

ISO国际标准螺纹 GB中国标准螺纹 JB中国机械行业标准螺纹 DIN德国标准螺纹ASME/ANSI B94.9美国标准螺纹JIS日本工业标准螺纹公制机用直槽丝锥M1.2-M60 精度H1、H2、H3 通孔、盲孔及左旋螺纹丝锥公制手用丝锥M1.2-M30/公制螺旋槽丝锥M3-M30 精度H2螺母丝锥M6-M52 可供长柄和短柄螺母丝锥美标统一螺纹丝锥0-80UNF--2"UNF精度1B 2B 3B(UN\UNC\UNF\UNEF\UNS)及左旋螺纹丝锥英国惠氏螺纹丝锥1/8-40BSW 5/32-32BSW 3/16-32BSF 7/32-28BSF--2-7BSF 55°圆柱管螺纹丝锥G1/16 G1/8 G1/4 G3/8 G1/2 G5/8--G2 1/2 RP1/16--RP2 55°圆锥管螺纹丝锥RC1/16 RC1/8 RC1/4 RC3/8 RC1/2 RC3/4--RC260°圆锥管螺纹丝锥Z1/16 Z1/8 Z1/4 Z3/8 Z1/2 Z3/4--Z2轮胎气门嘴螺纹丝锥5V1—20V1ACME梯形螺纹丝锥ACME1/4 ACME1/2 ACME5/8 ACME3/4 ACME7/8--ACME2 NPSC1/8--NPSC2 美制直管接头用管用平行螺纹NPSM1/8—NPSM2 美制机械接合用管用平行螺纹NPSI1/8—NPSI2 美制管用耐密平行螺纹NPSF1/8—NPSF2 美制燃料管用耐密平行螺纹NPSL1/8—NPSL2 美制锁紧螺帽用管用平行螺纹NPSH1/8—NPSH2 美制软管接头用管用平行螺纹60°圆锥管螺纹丝锥NPT1/16-NPT2 (Z) NPTF1/16-NPTF2米制锥度螺纹丝锥ZM6 ZM8 ZM10 ZM12 ZM14 ZM16 ZM18 ZM20--ZM60美标锥管螺纹跳牙丝锥NPT NPT1/16 NPT1/4 NPT1/8 NPT3/8 NPT1/2 NPT3/4 钢制管螺纹丝锥PG7 PG9 PG11 PG13.5 PG16 PG21 PG29 PG36 PG36 PG42 PG48日标圆柱管螺纹丝锥PS1/8-PS2 PF1/8 PF1/4 PF3/8 PF1/2 PF5/8 PF3/4 PF7/8--PF2日标圆锥管螺纹丝锥PT1/8 PT1/4 PT3/8 PT1/2 PT3/4--PT2公制跳牙丝锥M3-M16皮带轮丝锥1/4-20NC-1-1/2-12NF英国螺纹协会丝锥BA BANO.14-BANO.0气瓶螺纹丝锥PZ19.2 PZ27.8 PZ30.3 PZ39石油管线螺纹丝锥LP1/8—LP2石油油管螺纹丝锥TBG1.050—TBG4 1/2 UP TBG1.050-UP TBG4 1/2梯形螺纹丝锥Tr8X1.5—Tr52X8惠氏螺纹丝锥(英制螺纹丝锥)BSW1/8-BSW2 BSF3/16—BSF2消防管接头螺纹丝锥NH1/2—NH1 1/2 NPSH1/2—NPSH2以上螺纹工具还可供与其相对应的螺纹环规、螺纹塞规及板牙!塞规和环规的用途:供检查工作螺纹尺寸是否合格用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
普通螺纹丝锥标准介绍
1 概述
丝锥是加工各种中、小尺寸内螺纹的刀具,它结构简单,使用方便,既可手工操作,也可以在机床上工作,在生产中应用得非常广泛。
对于小尺寸的内螺纹来说,丝维几乎是唯一的加工刀具。
丝维的种类有:手用丝维、机用丝锥、螺母丝锥、挤压丝锥等。
2 丝锥的结构
尽管丝锥的种类很多,但它的结构基本上是相同的。
工作部分是由切削部分和校准部分组成。
切削部分齿形是不完整的,后一刀齿比前一刀齿高,当丝锥作螺旋运动时,每一个刀齿都切下一层金属,丝锥主要的切屑工作是由切削部分担负。
校准部分的齿形是完整的,它主要用来校准及修光螺纹廓形,并起导向作用。
柄部是用来传递扭矩的,其结构形式则视丝锥的用途及规格大小而定。
3 检验标准
4 检验项目、技术要求
1.外观:丝锥表面不得有裂纹、刻痕、锈迹以及磨削烧伤等影响使用性能的缺陷。
2.丝锥表面粗糙度的最大允许值按表2的规定。
3.丝锥螺纹牙型和尺寸极限偏差:
1.丝锥螺纹公差、牙型半角偏差及大径、中径、小径偏差应符合GB/T968的规定。
2.中径的检查部位规定如下:手用和机用丝锥:在校准部分起点检查。
螺母丝锥:
在切削部分中点向校准部分移动1-2牙处检查。
手用丝锥的校准部分起点距前
端不足4牙时,中径在距前端4牙处检查。
4.丝锥螺纹部分和柄部的圆跳动,其值应不大于下表3中的规定。
5.丝锥螺纹部分应有倒锥度。
6.螺纹公称直径大于或等于3mm的高性能机用丝锥螺纹牙型应进行铲磨;螺纹公称直
径大于或等于8mm的普通机用丝锥和螺母丝锥的螺纹牙型也应进行铲磨。
7.柄部直径公差见下表4。
8.丝锥方头的形状误差及其对柄部轴线的位置误差:高性能机用丝锥方头尺寸a的公
差按GB/T4267的规定;普通机用丝锥和螺母丝锥方头尺寸a的公差为h12,方头对柄部轴线的对称度应不超过其尺寸公差的二分之一;手用丝锥和H4螺母丝锥方头尺寸a的公差为h12。
9.丝锥总长L的公差为h16。
螺纹部分长度L的公差按表5中的规定。
10.注:制造厂根据需要,可对螺纹部分长度规定较严格的公差。
11.普通机用丝锥和螺母丝锥的螺纹部分应采用W6M05Cr4V2或同等性能的其他牌号高
速钢制造。
手用丝锥和H4螺母丝锥的螺纹部分应采用9SiCr、T12A或同等性能的
其他牌号合金工具钢、碳素工具钢制造,按用户需求也可用高速钢制造。
焊接柄部
采用45号钢或同等性能的其他钢材制造。
12.高性能机用丝锥的螺纹部分一般应采用W2Mo9Cr4V8或同等性能的其他牌号高性能
高速钢制造,或采用氮化钛涂层强化处理。
13.硬度按下列规定:
1.丝锥螺纹部分的硬度允许的最低值应按表6中的规定。
2.丝锥柄部离柄端两倍方头长度上的硬度应不低于30HRC。
14.性能试验:成批生产的丝锥出厂前应进行切削性能抽样试验。
1.试验条件:机用丝锥和螺母丝锥在机床上试验,手用丝锥用手工试验。
▪机床:符合精度要求的机床。
▪刀具:样本大小为5件。
▪试坯:试坯的材料和硬度按表7中的规定。
▪切削液:机攻时用乳化油水溶液,手攻时用L-AN32全损耗系统用油(按GB/T443的规定)。
▪螺孔形式:通孔,孔深为1d,适用于单锥切削;盲孔,孔深为1.5d,适用于单锥或不等径成组丝锥切削。
▪刀具装夹:和攻丝夹头装夹,其切削部分对柄部轴线的径向圆跳动量应不大于0.10mm。
▪切削规范:手用丝锥手攻时,攻丝孔数应不低于10个。
机用丝锥试验时,切削规范按表8中的规定。
▪注:碳素工具钢、合金工具钢的手用丝锥或螺母丝锥在机床上进行试验时,切削速度允许降低30%;高速钢的手用丝锥在机床上试验时,切削速度允许降低15%,攻丝孔数均按表的规定。
2.试验结果评定:
▪试验后的丝锥不应有崩刃和显著磨损的现象,并应保持其原有的使用性能。
▪被切试件内螺纹公差带应符合表9的规定。
▪被切螺孔表面粗糙度的最大允许值按表10的规定。
经试验后的丝锥,每件都应符合上述3点的规定,否则该批丝锥为不合格批。
5 标志和包装
1.丝锥上应标记:
1.制造厂商标;
2.螺纹代号;
3.丝锥公差带代号(H4允许不标);
4.不等径成组丝锥的粗锥记号(第一粗锥1条圆环,第二粗锥2条圆环或顺序号I、
II);
5.材料代号(用高速钢制造的标“HSS”;用钴高性能高速钢制造的标“HSS-CO”;
用碳素工具钢或合金工具钢制造的丝锥可不标)。
(柄径小于等于5mm的丝锥,
允许只标公差代号和螺纹代号,且“M”也可不标。
)
2.包装盒上应标记:
1.制造厂名称、商标和地址;
2.相应丝锥标记示例规定的项目;
3.材料牌号或代号;
4.件数;
5.制造年月。
3.包装:丝锥在包装前应经防锈处理,包装必须牢靠,并能防止运输过程中损伤。