展开图画法标准
展开图绘制方法.注意事项与技巧

教育训练教材 L= a+b-0.5tβ°>β﹥120°时比较困难,在此范围之外则最好不要用此公式展开系数 90˚展开系数表(T)材质值板厚(T)Z值表(MM)L = A + B - F之值表(MM)Y之值数(铁铜板) R/T之值 2.0 2.2 2.4七 图面展开步骤:审图 确定图框幅面 建立文件档案 零件展开 标注尺寸 图面打印 审核 图面发行八 图面展开之注意事项1. 展开方式要合理,尽可能减小不必要的工序及考虑加工方便性考虑实际加工工艺合理安排加工工序(孔与折边距离,压铆.折弯加工工艺.焊接加工工艺等),以上情形要考虑加工顺序的安排. 2. 合理选择间隙及包边方式间隙及包边关系的选择的一般原则为:长边包短边,折弯展开间隙为0.2~1mm(根据板材板厚不同而取值不同) 3. 必须合理考虑公差 图面公差标注有如下几种:4. 对于门板类及盒体必须考虑毛刺方向对于该类零件的展开,必须要考虑毛刺,达到折弯后毛刺向里.对于一些大门板类零件设计时如未考虑烤漆掉挂工艺孔,而该类零件又无其它孔,在展开时考虑加开掉挂工艺孔. 5. 抽牙,压铆,冲凸,撕裂等位置方向必须明确,画出剖面图6. 对于图面上不同孔径的孔为了加以区别应在图面上用字母分别标识,不同孔径采用不同的字母. 7. 必须选择合理刀具; 8. 考虑烤漆及喷粉膜厚;9. 尺寸标注规范化.齐全.清楚,压铆类标注需统一规范化尺寸标注规范化:在任一图面绘制好尺寸标注前都要对尺寸标注比例进行设置,设置公式为AXP=1(A>0,P>0,P 为所设置值既overall scale 值为P),尺寸文本字高为3. 10.材质,板厚要与表处方式相结合; 11.选择合适的图纸幅面;12.特殊角度折弯系数及内R 角变化要试验确定;13.部分尺寸较多的地方可画出放大图以便清楚表达;14.易出错的地方需重点提示,如不对称零件,部分零件可在展开图上画出折弯示意;15.对于需保护的地方要加以标示. 16.拉丝件要标明拉丝方向. 九 展开图的绘制技巧1 拼凑法:对于孔种类其数量繁多如盒体类零件,在展开时先依零件图示视图1:1的比例绘出, 然后将各视图选一些特征点将其组合,该法绘制展开图准确,效率高.2.中性层法:较大圆弧成型.较大角度异形折弯等展开时采取中性层法展开.3.对称法:形状结构呈对称性分布的零件在绘制展开图时采取对称展开,可大大减小绘图时间4.特征点法:两点定线的原理展开异形件,根据各个特征点首尾相互衔接达到所需的展开形状.A +a-b (走平均公差)A +a0(不喷涂件.氧化件须考虑走公差,喷涂件不需考虑公差)A 0-a (必须走公差)A±a(公差不考虑)。
展开图画法标准
工程品质管理系统展开画法标准PAGE 7 OF 14 REV 01 4.9 展开图标注4.9.1所有尺寸采用线性标注﹐尺寸放于DIM层并与图框比例匹配﹔小数点精确到二位(UNIT2),所有文字注解置放于MARK层,并采用中文样式,标准字高2.5mm,字宽0.8mm,实际大小与图框比例相匹配。
4.9.2尺寸尽量标注齐全(尺寸或像素密集处除外),产品最大外形尺寸必须标注﹔展开前后对应料内﹑料外尺寸必须标注﹔重点管制尺寸及公差根据客户必须标注﹔剖视像素标注方法详见“成型像素﹑五金件画法及标注”。
4.9.3 对尺寸标注﹐首要原则是体现对产品之管控要求﹐其次为方便现场量测。
4.9.4 重点管控的尺寸可在其尺寸旁加“★” 以示提示﹐并在NOTE作文字说明“ 加‘★’ 的尺寸为重点管控的尺寸”。
4.9.5 局部剖视图和局部断面图形状大小及高度等尺寸尽量标注齐全。
4.9.6 印字必须标出其字框尺寸﹐详见附件一﹕“展开图制作范例”4.9.7 所有抽牙,抽凸,压印,压字压平等局部成型都必须按顺序标注其类型﹑方向和尺寸(特殊情况除外)。
4.9.8 标注非90∘折弯之折弯变形区的尺寸。
4.9.9 90度折弯在NOTE中注明﹕“ 未注折弯系数K= ”4.10 注解表4.10.1 展开图中的小折﹑小凸﹑五金件等要在其像素的右上角用两个小写英文字母作为注解代号,规格相同的像素代号一致,除小折以外的剖视必须在注解字段列表说明,包括代号,尺寸,数量,注解四栏.4.10.2 像素注解栏填写规范1)五金件﹕方向﹑客户料号/版次-客户料号必须填写﹑数量﹑底孔2)抽形﹑抽桥﹑半剪﹑垫脚﹑凹坑﹕方向﹑剖视序号﹑数量3)抽孔﹕方向﹑剖视序号﹑数量﹑底孔(另作剖视图)4)抽芽﹕方向﹑规格﹑预冲孔﹑数量(另作剖视图)5)沙拉孔﹕方向﹑剖视序号﹑数量(另作剖视图)4.10.3 有其它特殊要求时,加注解说明。
展开图的画法及计算

薄板弯曲时,材料内表 面会挤压缩小,外表面会拉 升扩张,只有中性层长度保 持不变,展开计算就是找出 不会受弯曲影响的中性层的 尺寸。
l1
l2
外表面 弧长l外
l1
lr
中性层
l2
90度折彎展开尺寸计算(r =0.5)
中性层
展开计算方式:
L=l1+l2+k 其中,k為展開系數
l2 t
當 0.3<t<1.6時, k=0.4t
0.5 0.22 0.2 0.18 0.15 0.12
4
0
-0.1 -0.2 -0.3 -0.5 -0.9 -1.3 -1.8 -2.2 -3
0.8 0.36 0.35 0.33 0.31 0.28
5
0.18 0.11 0.04 -0.1 -0.3 -0.7 -1.1 -1.6
-2
-2.8
0.9 0.25 0.39 0.38 0.36 0.33 5 0.24 0.17 0.09 -0 -0.2 -0.7 -1.1 -1.5 -1.9 -2.7
1
1.2 1.5
2
3
4
5
6
8
H
0.3 0.13 0.1 0.07 0.04 0
4
-0.1 -0.2 -0.3 -0.4 -0.6 -1.1 -1.5 -1.9 -2.3 -3.2
0.4 0.18 0.15 0.12 0.09 0.05
4
-0.1 -0.1 -0.2 -0.4 -0.6
-1
-1.4 -1.8 -2.3 -3.1
展开图的画法及计算
聚賢精密機械有限公司 工程部
2007年11月
什么是展开?
长方体的展开图

长方体的展开图什么是长方体的展开图长方体的展开图是指将一个长方体展开后的平面图形。
通过展开图,我们可以清晰地看到长方体的不同面以及它们之间的关联。
如何绘制长方体的展开图为了绘制长方体的展开图,我们需要知道长方体的三个尺寸:长、宽和高。
一般来说,我们可以将长方体的展开图绘制在一个平面上,通过特定的方式展开各个面,并按照相应的尺寸进行标注。
以下是绘制长方体展开图的步骤:1.确定长方体的尺寸:长(L)、宽(W)和高(H)。
2.绘制一个长方形,它的长度等于长(L),宽等于高(H)。
3.在长方形的顶部和底部,绘制两个长方形,它们的长度分别等于宽(W),宽等于高(H)。
4.将这三个长方形连接起来,形成长方体的展开图。
假设长方体的尺寸为:L=4、W=2、H=3,我们可以根据以上步骤绘制出长方体的展开图:______/ /|/______/ || | || | ||______|/在上述例子中,长方体的展开图由一个长方形和两个正方形组成。
长方形对应长方体的一个面,而两个正方形则对应长方体的另外两个面。
长方体展开图的应用长方体的展开图在很多领域都有广泛的应用,特别是在制造、包装和设计等行业。
1.制造:长方体的展开图可以帮助制造商理解和展示产品的结构,并且可以用于计算和确定材料的用量和尺寸。
例如,在制造纸箱时,可以根据纸箱的展开图来切割纸板,以确保每个面板的尺寸和连接方式正确。
2.包装:长方体的展开图可以用于设计和制作包装盒。
设计师可以通过展开图来预览和调整盒子的外观和布局。
此外,展开图也可以用于计算包装材料的用量,以减少浪费。
3.设计:长方体的展开图对于室内设计和建筑设计也非常重要。
通过展开图,设计师可以更好地理解和规划房间或建筑的结构,并且可以更好地进行空间布局和装饰。
结论长方体的展开图是将长方体展开后的平面图形。
它可以帮助我们更好地理解长方体的结构和尺寸,并在制造、包装和设计等领域中发挥重要作用。
通过绘制长方体的展开图,我们可以清晰地展示长方体的各个面以及它们之间的关联。
展开图画法及计算
展开图画法及计算钣金件什么是展开?●展开图即将零件平整阵列什么是钣金件展开?●钣金件展开即将钣金零件平整阵列●钣金件展开包含零件平整阵列图及零件展开尺寸计算一些常见的展开图形展开后R角部位展开前R角部位一些常见的展开图形展开后R角部位展开前R角部位一些常见的展开图形展开后R 角部位展开前R 角部位展开后切角部位展开前切角部位一些常见的展开图形展开后R 角部位展开前R 角部位展开前R 角部位展开后切角部位展开前切角部位一些常见的展开图形展开后R 角部位展开前R 角部位展开前R 角部位展开后切角部位展开前切角部位中性层中性层中性层弧长l rl 2l 1l 1l rl 2薄板弯曲时,材料内表面会挤压缩小,外表面会拉升扩张,只有中性层长度保持不变,展开计算就是找出不会受弯曲影响的中性层的尺寸。
中性层外表面弧长l 外内表面弧长l 内折弯修正值(β)计算rk t r ⨯-⨯⨯+=22)(πβ内内外ββ-=2t 直角折弯修正值(β)计算公式中性层l r tr)2tg(r 2180k)t (r 内θθπβ⨯⨯-︒⨯⨯⨯+=内外βθβ-⨯⨯=)2tg(t 2rt适用于所有角度折弯折弯修正值(β)计算展开计算中的K 值K 1.00 1.10 1.20 1.30 1.40 1.50 1.60 1.70 1.80 1.90 2.00K10.4100.4200.4240.4290.4330.4360.4390.4400.4450.4470.449K20.4200.4250.4300.4330.4360.4400.4430.4460.4500.4520.455K 0.100.150.200.250.300.400.500.600.700.800.90K10.2300.2600.2900.3100.3200.3500.3700.3800.3900.4000.405K20.3000.3200.3300.3500.3600.3700.3800.3900.4000.4080.414r/tr/t K 2.50 3.00 3.50 3.75 4.00 4.50 5.00 6.0010.0015.0030.00K10.4580.4640.4680.4700.4720.4740.4770.4790.4880.4930.496K20.4600.4700.4730.4750.4760.4780.4800.4820.4900.4950.498r/t K1-适用于有顶板V 形或U 形弯曲;K2-适用于无顶板V 形弯曲;展开计算中的K值r/t>0.5-0.6>0.6-0.8>0.8-1.0>1.0-1.2>1.2-1.5>1.5-1.8>1.8-2.0>2.0-2.2>2.2 K30.760.730.700.670.640.610.580.540. 50K3-适用于铰链弯曲;基本展开尺寸计算中性层trl 1l 2内β++=21l l L 利用内轮廓尺寸进行展开计算方式基本展开尺寸计算中性层trl 1l 2外β-+=21l l L 小提示:一般图纸标注通常为外形尺寸,因此掌握用外尺寸计算展开能减少计算步骤,提高计算速度。
展开图画法

展开图画法在生产中,经常用到各种薄板制件,如管道、容器等,图11-1所示的集粉筒即为其例子之一。
制造这类制件时,通常是先在薄板上画出表面展开图,然后下料成型,再用咬缝或焊缝连接。
将立体表面按其实际大小和形状,依次连续地展平在一个平面上,称为立体表面的展开。
展开后所得的图形,称为展开图。
立体表面分为可展与不可展两种。
平面立体的表面都是平面,是可展的;曲面立体的表面是否可展,则要根据组成其表面的曲面是否可展而定。
凡是相邻两条素线彼此平行或相交(能构成一个平面)的曲面,是可展曲面,如柱面和锥面等。
凡是相邻两条素线成交叉两直线(不能构成一个平面)或母线是曲线的曲面,是不可展曲面,如球面、环面等。
不可展表面可采用近似作图法展开。
绘制展开图有两种方法:图解法和计算法。
图解法是根据展开原理得到的,其实质是作立体表面的实形,而作实形的关键是求线段的实长和曲线的展开长度。
图解法具有作图简捷、直观等优点,目前应用较广。
计算法是用解析计算代替图解法中的展开作图过程,求出曲线的解析表达式及展开图中一系列点的坐标、线段长度,然后绘出图形或直接下料的方法。
随着计算图11-1 集粉筒机技术的发展,这种方法更显示出准确、高效、便于修改、保存等优点,它必将得到日益广泛的应用。
11.1 图解法展开11.1.1 平面立体的表面展开作平面立体的表面展开图,就是分别求出属于立体表面的所有多边形的实形,并将它们依次连续地画在一个平面上。
1.斜截四棱柱管的展开图11-2a为斜截四棱柱管的立体图。
由于从两面投影图(图11-2b)中可直接量得各表面实形的边长,因此作图较简单,具体作图步骤如下:图11-2 斜截四棱柱管的展开观看分析过程1)按各底边的实长展开成一条水平线,标出?、?、?、?、?诸点; 2)过这些点作铅垂线,在其上分别量取各棱线的实长,即得诸端点A、B、C、D、A。
3)用直线依次连接各端点,即可得展开图。
见图11-2c。
2.吸气罩的展开如图11-3a为矩形吸气罩的立体图。
正方体展开图操作方法

正方体展开图操作方法
展开图是指将一个三维物体在平面上展开,以便更清楚地观察其形状和结构。
以下是正方体展开图的操作方法:
1. 首先,绘制一个正方形作为展开图的底面,并标记出正方体的六个面。
2. 将底面标记为正方体的底面,并将其填充。
3. 确定正方体的前、后、左、右、上、下六个面在展开图上的位置。
4. 将正方体的前面展开并沿着连接前面和底面的边线剪开,并展开到底面的旁边。
5. 将正方体的后面展开并沿着连接后面和底面的边线剪开,并展开到底面的旁边。
6. 将正方体的左面展开并沿着连接左面和底面的边线剪开,并展开到底面的旁边。
7. 将正方体的右面展开并沿着连接右面和底面的边线剪开,并展开到底面的旁边。
8. 将正方体的上面展开并沿着连接上面和底面的边线剪开,并展开到底面的旁边。
9. 将正方体的下面展开并沿着连接下面和底面的边线剪开,并展开到底面的旁边。
10. 最后,将所有展开的面按照正确的位置和方向进行排列,组成一个完整的正方体展开图。
在展开图中,可以通过标记边和角来帮助还原正方体的真实形状。
展开图可以用来计算正方体的表面积、体积和边长等参数。
【VIP专享】展开图画法标准

1.0目的规范展开图的图面要求,达到展开图绘制的标准统一。
2.0范围本标准适用于工艺技术部项目组。
3.0定义钣金产品展开成平面﹐能正确反映产品实际下料尺寸﹐同时能明确反映产品所有图元特征及五金零件规格要求的图面即为展开图。
4.0程序内容4.1 展开图管制内容4.1.1 能正确反映产品结构,并按第一视角摆放的主视图、折弯示意图、剖视图、细节放大图等各种视图;4.1.2 产品的重要加工信息及相关产品信息,包括:机种、零件名称、零件编号、表面处理、材质、模具号等信息;4.1.3 产品特殊结构的数量与规格,如:沉孔、抽孔、扩孔、攻丝、半剪、凸点、凸包、撕裂、滑道、压印、压筋、卡扣、垫脚、反折压平、凹坑/槽、百叶窗等;4.1.4 所有用于该产品的五金零件规格、数量,包括:螺母、螺柱、螺钉、销钉等;4.1.5 所有与制程相关的产品技朮要求,如:表面要求、公差要求等;4.1.6 其它信息,如:页码、版本、电子档存放路径及制作人、制作日期等。
4.2 展开图视图制作4.2.1 展开图上各向视图应严格按照第一视角原则摆放,视图必须能完整体现产品结构,并力求清晰简洁;4.2.2 若无特别指明, 则按照“毛刺向内”的原则来判断产品毛刺方向, 展开后的主视图按毛刺向下的方式放置;4.2.3 展开图中除圆孔外所有像素必须串联成多义线, 所有由短小线段组成的像素, 必须重画为规范像素(圆、圆弧﹑直线等);4.2.4 客户原图的公差在展开图上可以体现的必须标注客户公差要求,并加“★”重点管控;4.2.5 必要时须采用细节放大图或剖视图以达成产品结构的完整及清楚;4.2.6 所有折边应有对应的折弯示意图或折弯剖视图;4.2.7 折弯示意图应严格按照1:1的比例制作;4.2.8 所有像素需要进行局部剖视时﹐剖视方向只能向右或向上;4.2.9 所有剖视图和折弯示意图力求清晰﹐必要时可放大剖视比例或另作细节放大图。
4.2.10 对于“扩孔” 、“攻丝” 、“压印” 、“凹坑/槽”等一般成型像素,需在主视图上用中文注解标明其技术要求,如:“aa处扩孔至Φ4.30 (底孔为Φ3.00),共1处”、“bb处攻丝M3(底孔为Φ2.60),共2处” 、 “cc处正面压印,深度0.5,共3处”、“dd处反面铣凹槽,深度0.8,共4处” ;4.2.11 对于特殊成型像素,必须作出剖视图;如:沉孔、抽孔、半剪、凸点、凸包、撕裂、滑道、压筋、卡扣、垫脚、反折压平、百叶窗等﹐其剖视图面画法详见“成型像素、五金件标准标注与标准投影” ;4.2.12 对于五金件像素﹐若工件比较简单且压铆种类、数量不多,在折弯示意图上能够表达清楚时,不需要作出剖视图,但需要在“成型和压铆注解”里注明五金件的图面代号、压铆方向、物料规格、数量及底孔;若工件比较复杂且压铆种类、数量较多,在折弯示意图上难以表达清楚时,需要作出剖视图,并在“成型和压铆注解”里注明五金件的图面代号、压铆方向、物料规格、数量及底孔;其剖视图面画法详见“成型像素、五金件标准标注与标准投影” ;4.3 展开图前置作业4.3.1 展开时, 英制单位一律转换为公制单位(使用“DE”命令,自动切换到标准模板);4.3.2 如有3D转2D﹐请注意使用“CB”命令将其复制成块﹐然后复制再进行后续作业;4.3.3 需进行尺寸核对作业时﹐应另行备份作尺寸标注图﹐以便后续作业;4.3.4 客户原图标注尺寸与实际测量尺寸不符时,需要跟项目工程师或客户进行确认,确认后在客户原图上作出相应的更正或说明,并以确认后的尺寸为准。
展开图的画法(非常有用)

1155
§8-2 可展曲面的展开
例8-6 已知圆柱面叉管的投影图,主管直径
为D1,支管直径为d1,试作其展开图。
最后,作主管 展开图。为了 便于作图,将 主管正截面 (底圆)展开 成长度为D1的 直线,使其位 于主管底圆正 面投影的延长 线上。
第一篇 画法几何 第八章 立体表面展开
1166
§8-2 可展曲面的展开
锥面
锥面可以看作为棱线无限增多的棱锥面, 因而其展开方法与棱锥面类似,采用三角 形法。
第一篇 画法几何 第八章 立体表面展开
1177
§8-2 可展曲面的展开
例8-7 已知截头圆锥的投影
图,试作其展开图。
圆锥面上各素线长度相等,在正 面投影中外形素线反映实长。锥底圆 的水平投影反映实形。 若圆锥没有 被截断,则它的展开图为一扇形,扇 形的半径L等于素线实长,扇形的弧长 等于直径为D的底圆的周长。 对于截 头圆锥,可通过截交线上点的正面投 影作水平线,与外形素线交于各点, 从而得到被截断的各素线实长。
第一篇 画法几何 第八章 立体表面展开
66
§8-1 多面体表面展开
例8-1 已知料斗下部出料管的投影图,试作其展
开图。
从展开作图可以看出, 这样展开所得到的上、下两 部分棱柱表面的展开图可以 拼画在一起,从而可节省板 料,而且上、下两部分连接 处的展开折线在安装时能准 确地拼合。
第一篇 画法几何 第八章 立体表面展开
变形接头
在圆形和矩形之间由平面和锥面组合而成的表 面为变形接头或方圆接头的表面,在钣金工中俗 称天圆地方。变形接头在工程中应用较广,如料 斗、管道中的渐变段等。
第一篇 画法几何 第八章 立体表面展开
2255
复习思考题
正方体的展开图11种怎么画
正方体的展开图11种怎么画
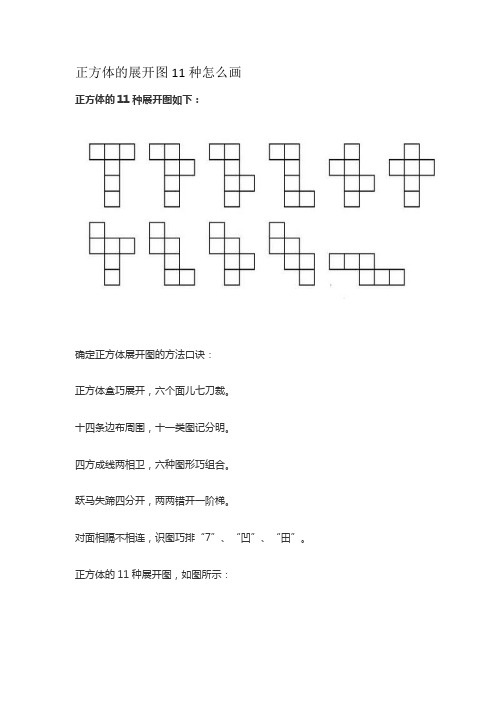
正方体的11种展开图如下:
确定正方体展开图的方法口诀:
正方体盒巧展开,六个面儿七刀裁。
十四条边布周围,十一类图记分明。
四方成线两相卫,六种图形巧组合。
跃马失蹄四分开,两两错开一阶梯。
对面相隔不相连,识图巧排“7”、“凹”、“田”。
正方体的11种展开图,如图所示:
所谓”展开图“,就是将制件的表面按一定顺序而连续地摊平在一个平面上所得到的图样。
这种图样在造船、航空、机械、化工、电力、建筑、轻纺、食品等工业部门都得至l圹泛的应用,显然,展开图画得是否准确,直接关系到制件质量、生产效率、产品成本等问题。
扩展资料:
画制件表面展开图的方法,通常有计算法和图解法两种。
1、计算法就是用求立体表面积的公式算出展开图的尺寸,按尺寸画图。
计算法虽然比较准确,但是对于形状不太规则的曲面,就不便于精确计算或者计算起来显得太繁杂,因此应用这种方法受到一定的限制。
2、图解法就是用画法几何的作图原理和方法,求画制件各表面的实形,并顺序地连成片,得到制件的展开图。
这种方法在生产上广为采用。
展开图画法标准
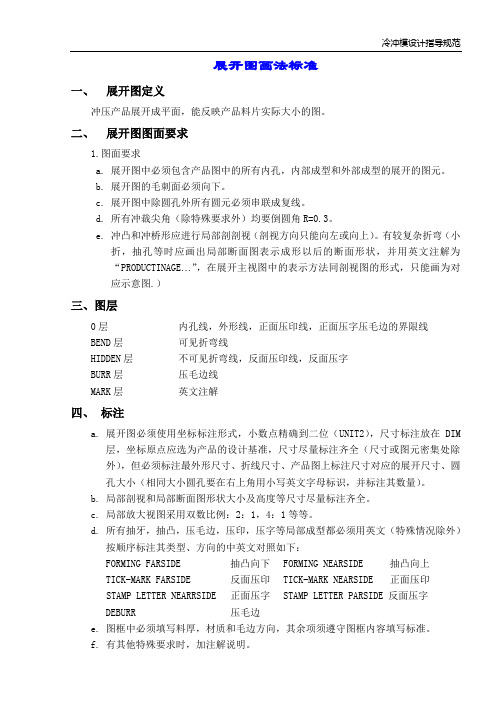
冷冲模设计指导规范展开图画法标准一、展开图定义冲压产品展开成平面,能反映产品料片实际大小的图。
二、展开图图面要求1.图面要求a.展开图中必须包含产品图中的所有内孔,内部成型和外部成型的展开的图元。
b.展开图的毛刺面必须向下。
c.展开图中除圆孔外所有圆元必须串联成复线。
d.所有冲裁尖角(除特殊要求外)均要倒圆角R=0.3。
e.冲凸和冲桥形应进行局部剖剖视(剖视方向只能向左或向上)。
有较复杂折弯(小折,抽孔等时应画出局部断面图表示成形以后的断面形状,并用英文注解为“PRODUCTINAGE…”,在展开主视图中的表示方法同剖视图的形式,只能画为对应示意图.)三、图层0层内孔线,外形线,正面压印线,正面压字压毛边的界限线BEND层可见折弯线HIDDEN层不可见折弯线,反面压印线,反面压字BURR层压毛边线MARK层英文注解四、标注a.展开图必须使用坐标标注形式,小数点精确到二位(UNIT2),尺寸标注放在DIM层,坐标原点应选为产品的设计基准,尺寸尽量标注齐全(尺寸或图元密集处除外),但必须标注最外形尺寸、折线尺寸、产品图上标注尺寸对应的展开尺寸、圆孔大小(相同大小圆孔要在右上角用小写英文字母标识,并标注其数量)。
b.局部剖视和局部断面图形状大小及高度等尺寸尽量标注齐全。
c.局部放大视图采用双数比例:2:1,4:1等等。
d.所有抽牙,抽凸,压毛边,压印,压字等局部成型都必须用英文(特殊情况除外)按顺序标注其类型、方向的中英文对照如下:FORMING FARSIDE 抽凸向下FORMING NEARSIDE 抽凸向上TICK-MARK FARSIDE 反面压印TICK-MARK NEARSIDE 正面压印S TAMP LETTER NEARRSIDE 正面压字STAMP LETTER PARSIDE 反面压字DEBURR 压毛边e.图框中必须填写料厚,材质和毛边方向,其余项须遵守图框内容填写标准。
f.有其他特殊要求时,加注解说明。
展开图的画法(非常有用)

16
§8-2 可展曲面的展开
锥面
锥面可以看作为棱线无限增多的棱锥面, 因而其展开方法与棱锥面类似,采用三角 形法。
第一篇 画法几何 第八章 立体表面展开
17
§8-2 可展曲面的展开
例8-7 已知截头圆锥的投影
图,试作其展开图。
圆锥面上各素线长度相等,在正 面投影中外形素线反映实长。锥底圆 的水平投影反映实形。 若圆锥没有 被截断,则它的展开图为一扇形,扇 形的半径L等于素线实长,扇形的弧长 等于直径为D的底圆的周长。 对于截 头圆锥,可通过截交线上点的正面投 影作水平线,与外形素线交于各点, 从而得到被截断的各素线实长。
第一篇 画法几何 第八章 立体表面展开
10
§8-2 可展曲面的展开
柱面
柱面可以看作为棱线无限增多的棱柱面, 因而其展开方法与棱柱面类似。这里主要 讨论圆柱面的展开。
第一篇 画法几何 第八章 立体表面展开
11
§8-2 可展曲面的展开
例8-4 已知直径为d的截头圆柱的投影图,试
作圆柱面的展开图。
柱底为水平面,且为柱的正截面。将柱底圆展开
例8-5 已知由四节圆柱面管节组成的直角弯
管的投影图,管径为d,试作其展开图。
各管节的 展开图拼 合成一个 矩形,这 样可以充 分利用板 料。
第一篇 画法几何 第八章 立体表面展开
14
§8-2 可展曲面的展开
例8-6 已知圆柱面叉管的投影图,主管直径
为D1,支管直径为d1,试作其展开图。
首先,作叉管的相贯线,通过作 支管圆柱面端部的辅助半圆,得 出相贯线上的点。然后,作支管 展开图。为了便于作图,将支管 正截面(圆)展开成长度为d1 的直线,使此直线位于支管端部 底圆正面投影的延长线上,这样, 就可按例8-4截头圆柱面展开的 方法作出支管柱面展开图。
展开图中的展开线的画法
展开图中的展开线的画法
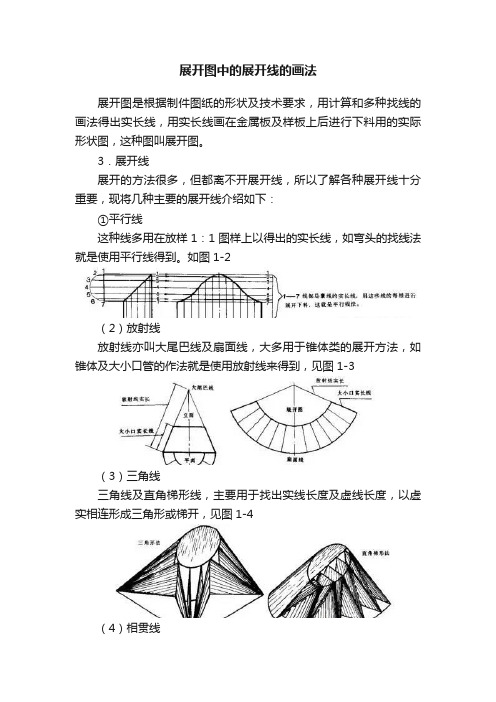
展开图是根据制件图纸的形状及技术要求,用计算和多种找线的画法得出实长线,用实长线画在金属板及样板上后进行下料用的实际形状图,这种图叫展开图。
3.展开线
展开的方法很多,但都离不开展开线,所以了解各种展开线十分重要,现将几种主要的展开线介绍如下:
①平行线
这种线多用在放样1:1图样上以得出的实长线,如弯头的找线法就是使用平行线得到。
如图1-2
(2)放射线
放射线亦叫大尾巴线及扇面线,大多用于锥体类的展开方法,如锥体及大小口管的作法就是使用放射线来得到,见图1-3
(3)三角线
三角线及直角梯形线,主要用于找出实线长度及虚线长度,以虚实相连形成三角形或梯开,见图1-4
(4)相贯线
相贯线也叫碰线,这种线用途最广泛,许多未知线用相贯线可求出风图1-5
(5)素线
由一条母线轴线回转形成的表面,叫回转面,回转面上任一条母线叫素线,见图1-6
总之,不论用什么展开线,都要得出实线的实长线,虚线的实长线,才能进行展开图,这是这们展开的目的,有的工件需要多个面才能得出实长线
来源:钣金行业网。
工程展开图画法标准
(2)若一小部分尺寸与实测尺寸相差0.1mm以上,则必须调整像素位置或大小以使其一致(错误的尺寸标注不在此列).
3.展开时,按照要求作出加工像素并放置于对应图层,画法图例参见附件一;展开长度算法参见《产品展开计算方法》.
2.展开后的预冲孔置于LASER层.
前加工反折压平
1.展开图上保留抽孔直边的投影线,并根据其是否可见将其换至PREP或PREPHID层;
2.展开后的预冲孔置于LASER层.
前加工ห้องสมุดไป่ตู้形
1.如图所示,转角最小内形与最大外形处倒零角.
2.展开图上保留抽形转角最小内形与最大外形的投影线,并根据其是否可见将其换至PREP或PREPHID层.
展开画法图例
加工类型
图例
注解
一般角度的折弯:
1.折弯线两边为展开前直边部分,折弯线之间为变形区部分,如图a所示.
2.若变形区宽度小于0.15,则在展开图上仅保留靠近基体的折弯线,如图b所示.
3.折弯线置于BEND层.
段差
1.折弯内转角处倒零角.
2.折弯线两边为展开前两端直边部分.
3.折弯线置于BEND层.
(2)尺寸标注参照折床工程图的标注要求;此外,抽孔底孔﹑五金件底孔尺寸也须标注.
(3)展开过程中无法确认的部分,将其用圆圈起,并引线注明.
(4)原图档须标注尺寸﹑插入图框,并以DIM识别码另存新档.
(5)必须标注的尺寸:料外折弯尺寸﹑抽孔尺寸﹑抽孔孔位尺寸.
(6)转DXF档时,将除LASER图层以外的图层关闭,输出DXF檔.
一.目的:
统一展开作业的制作标准,做到展开的快速准确.
管件展开图画法(详细)

管件展开图画法(详细)⽬录⼀、展开原理⼆、展开放样的基本要求与⽅法三、⼏何展开法的三个要求与典型实例四、(实训项⽬⼀)展开放样训练五、展开实例选(参考)第⼀节展开原理1.展开放样的基本思路1) 什么是展开放样所谓展开,实际是把⼀个封闭的空间曲⾯沿⼀条特定的线切开后铺平成⼀个同样封闭的平⾯图形。
它的逆过程,即把平⾯图形作成空间曲⾯,通常叫成形过程。
实际⽣产⼯作中,往往是先设计空间曲⾯后再制作该曲⾯,⽽这个曲⾯的制造材料⼤都是平⾯板料。
因此,⽤平板做曲⾯,先要求得相应的平⾯图形,即根据曲⾯的设计参数把平⾯坯料的图样画出来。
这⼀⼯艺过程就叫展开放样。
实际⼯作中,有⼈把它简称为展开,也有⼈把它简称为放样,本书中采⽤前者的说法。
2) 展开的基本思路----换⾯逼近图2-1-0 换⾯逼近⽰意图如图2-1-0,我们按预先设定的经纬⽹络把曲⾯⽹格化,并在曲⾯上任取其⼀个四⾓⾯元abcd(A、B、C、D为其四个顶点,a、b、c、d为其四条边界弧线)。
连接它的四个顶点A、B、C、D和对⾓点B、C,将得到⼀个与四⾓⾯元abcd对应的四边形ABCD以及组成四边形ABCD的两个平⾯三⾓形△ABC和△BCD。
为了简化我们的研究,我们以三⾓形△ABC和△BCD代替对应的四⾓⾯元abcd,其中直线段AB、AC、CD、DB与a、b、c、d四条弧线分别对应。
对所有的⽹格都做同样的替代处理,我们就可以得到⼀个与曲⾯贴近的,由众多三⾓平⾯元构成的多棱⾯。
多棱⾯与原曲⾯当然会存在差别,但是,只要⽹格数⽬⾜够多,他们的误差可以⾜够⼩,⼩到我们允许的公差范围内。
把曲⾯换成与之相近、由⼩平⾯组成的多棱⾯,再⽤多棱⾯的展开图去近似替代该曲⾯的理论展开图,这就是换⾯逼近的基本思路。
多棱⾯的展开是容易的,只要在同⼀平⾯上把这些⼩平⾯元按相邻位置和共⽤边逐个画出来就得到了多棱⾯的展开图。
需要指出的是,如何⽹格化是个中关键,这⼀部分将在讲展开⽅法时详细介绍。
展开图的画法

第二篇 展開圖的畫法一,對於衝壓模具的設計,第一道工序就是要畫展開圖。
一般地,展開圖的畫法有以下幾:1. 內寸法所謂內寸法即是:料內+料內+補償量(△L) 例:如右圖 展開長度 L=( a - t) + ( b – t )+△L=( a - t) + ( b – t )+λ* t 其中“λ有關。
一般地,料厚在1.20以下,展開系數“λ”為1/3上下,但△L 小數的第二位一定要圓整為“0”或“5”。
T<1.2例: 材質為SECC, t=1.0mm △L=1/3*1.0 取△L=0.35 t=0.8mm △L=1/3*0.8 取△L=0.252. 中立面法所謂中立面法,即是產品在折彎時,內側受到壓縮,外側受到拉伸,但總有一個面不受到壓縮,也不受到拉伸,此面即為中立面,其長度即為產品之展開長度,此種方法適用于折彎半徑在0.5mm 以上。
例:如右圖 外,展開圖 模具圖之尺寸采用坐標式標注。
2.畫展開圖時,其展開尺寸盡量短一點,切不可過長,因為,尺寸過短時,只要在折彎處倒R角即可修正其長度,但過長時,則無法補救,修模很困難。
3.對於壓線折彎,會造成正常殿開尺寸過短,差距在0.8mm以內,因此在此種情況下,倒一R壓線衝子二,展開圖面的要求:1.圖面要求:a.展開圖中必須包含產品圖中的所有內孔,內部成型和外部成型的展開的圖元。
b.展開圖的毛刺面必須向下。
c.展開圖中除圓孔外所有圖元必須串聯成復線。
d.所有衝裁尖角均要倒圓角R=0.3。
e.衝凸和衝橋形10. 11. 14. 15. 應進行局部剖視(剖視方向只能向左或向上)。
有較復雜折彎(小折,抽孔等如圖3~9. 12. 13. 16~18)時應畫出局部斷面圖表示成形以後的斷面形狀,並用英文注解“PRODUCT IMAGE…….”在展開主視圖中的表示方法同剖視一樣,(在展開圖上的長度是展開後的長度,所以小折彎不能畫成剖視圖的形式,只能畫成對應視意圖。
注:a. 壓平成形只畫一條壓平線, 最外型線放在BEND層如圖(17. 15)b. Z折如果是一次成型, 則只畫兩條折線如圖(7. 8)c. 以上列出類型除壓平(17. 18) 外, 均指一次成型。
公司五金产品展开图画法

注:
1.压平成形要画压平成型后的两条折线,引线注明向上/向下压平,并在旁边画一个局部侧视反
映出压平的方向,如图(17,18).
2.Z折如果是一次成型,则只画两条折弯线如图(7,8).
3.以上所列出类型除压平(17,18)外,均指一次成型.
4.3.图层
DIM层尺寸标注
0层内孔线,外形线,正面压印线,正面压字压毛边的界限线
4.4.2局部剖视图和局部断面图形状大小及高度等尺寸尽量标注齐全.
4.4.3所有抽牙,抽凸,压毛边,压印,压字,压平等局部成型都必须按顺序标注其类型、方向和尺寸(特殊情况除外).
4.4.4图框中必须填写料厚,材质和毛边方向,其余项须遵守图框内容填写标准.4.4来自5有其它特殊要求时,加批注说明.
4.5.注解表
1.目的
规范展开图的图面要求,达到展开图绘制的快速统一.
2.适用范围
银河机箱事业部精密钣金.
3.展开图定义
冲压产品展开成平面,能反映产品料片实际大小的图.
4.展开图图面要求
4.1.图面要求.
4.1.1.展开图中必须包含产品图中的所有内孔,内部成型和外部成型的展开的像素.
4.1.2.展开图的毛刺面必须向下.
BEND层可见折弯线
HIDDEN层不可见折弯线,反面压印线,反面压字
BURR层压毛边线
MARK层英文批注
4.4.标注
4.4.1展开图必须使用坐标标注形式,小数点精确到二位(UNIT2),尺寸标注放在DIM层,坐标原点应选为产品的设计基准,尺寸尽量标注齐全(尺寸或像素密集处除外),但必须标注最外形尺寸、折线尺寸、产品图上标注尺寸对应的展开尺寸.
4.1.3.展开图中除圆孔外所有像素必须串联成复线.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
为Φ4.00,调整喷涂余量后的尺寸应为Φ4.15;
c.喷油漆:如果客户对孔径尺寸公差要求在0.1以上时,不需要调整孔径尺寸;如
果客户对孔径尺寸公差要求在0.1以下时,需要将孔径加大0.1,例如:客户原
图要求孔径尺寸为Φ4.00,调整喷涂余量后的尺寸应为Φ4.20;
d.备注:如果是数冲下料的工件,对孔径喷涂余量调整时需要考虑公司的刀具;
4.4.4.2 折弯喷涂余量调整:
a.喷皱纹粉:如果客户对折弯尺寸公差要求在0.2以上时,不需要调整折弯尺寸;
如果客户对折弯尺寸公差要求在0.2以下时,需要将影响客户要求尺寸的各个喷
涂面减小0.1,使喷涂后的折弯尺寸和客户要求的折弯尺寸相符;
b.喷砂纹粉/平光粉:如果客户对折弯尺寸公差要求在0.15以上时,不需要调整折
弯尺寸;如果客户对折弯尺寸公差要求在0.15以下时,需要将影响客户要求尺
寸的各个喷涂面减小0.075,使喷涂后的折弯尺寸和客户要求的折弯尺寸相符;
c.喷油漆:如果客户对折弯尺寸公差要求在0.1以上时,不需要调整折弯尺寸;如
果客户对折弯尺寸公差要求在0.1以下时,需要将影响客户要求尺寸的各个喷涂
面减小0.05,使喷涂后的折弯尺寸和客户要求的折弯尺寸相符;
d.以喷皱纹粉、客户折弯尺寸公差要求0.15为例,喷涂余量调整如下图所示:
4.4.5 配合公差需进行调整﹐并在展开图上反映出调整后的尺寸,调整原则如下:
4.4.
5.1 工件自身配合公差调整(包括与折弯边平齐的直边、被折弯边包住的折弯边、被折
弯边包住的直边、压段差的高度和内尺寸、折弯成型后的拼缝等):
a.T≤1.5:如果客户对单边配合公差的要求在0.1以上时,不需要调整配合尺寸;
如果客户对单边配合公差的要求在0.1以下时,单边配合公差调整为0.1;
b.T<1.5≤3.0:如果客户对单边配合公差的要求在0.15以上时,不需要调整配合
尺寸;如果客户对单边配合公差的要求在0.15以下时,单边配合公差调整为
0.15;
c.T>3.0:如果客户对单边配合公差的要求在0.2以上时,不需要调整配合尺寸;
如果客户对单边配合公差的要求在0.2以下时,单边配合公差调整为0.2;
d.配合公差调整后必须在折弯示意图和折弯剖视图上标出公差要求,并加“★”重
点管控,以被折弯边包住的折弯边为例,配合公差调整如下图所示:
其中:A-A包住B-B折,C-C包住D-D折;
注意:被包住折弯边的尺寸上限为包住折弯边的尺寸下限;
4.4.
5.2 组件配合公差调整:如果客户设计配合公差在0.3以上时,不需要调整配合尺寸;
如果客户设计配合公差在0.3以下时,单边配合公差调整为0.15;且配合公差调整
后加“★”重点管控;
4.4.6 展开干涉需同客户或项目工程师确认后作出工艺处理﹐并在客户原图上加注解作出相
应说明;
4.4.7 折弯拉料和折弯翻料等问题在展开时也应出相应的工艺处理,如果有涉及结构更改或
尺寸变更的情况需由客户或项目工程师确认后方可更改;
4.4.8 对于网孔需要重新排列的﹐应根据图面要求在展开图上重新排列,网孔区域需要简化
表示时,必须将四边的至少两排网孔保留,并在网孔区域中间用中文注解“网孔区域”
作出标示;
4.4.9 焊接定位方式的选择需在展开图上进行处理。
5.0展开图技术图面要求
5.1 图幅与格式:参照《工序图画法标准》。
5.2 图框:展开图图框和工序图图框保持一致,由工艺路线区、工程信息区、设变履历区、技
术要求区四个部分组成,分别位于图框的四角
5.2.1 工艺路线区:参照《工序图画法标准》,不同之处是“工序号”不需要用斜线填充,用
以区分展开图(对应所有工序)和工序图(对应单独一个工序);
5.2.2 工程信息区:参照《工序图画法标准》,不同之处是“当前图纸的内部版本”由量产使
用的“X0,X1……”改为样品使用的“Y0,Y1……”;
5.2.3 设变履历区:参照《工序图画法标准》,不同之处是“设变描述”因产品处于试样阶段
而不需要填写设变单号,只填写设变的内容即可;
5.2.5 技术要求区:参照《工序图画法标准》。
5.3 线型与字体:参照《工序图画法标准》。
5.5 符号与注解
5.5.1 符号: 参照《工序图画法标准》,不同之处是“设变符号”里的设变后的版本由量产使
用的“X1,X2……”改为样品使用的“Y1,Y2……”;“拉丝符号”优先放置于主视图的
上方或右方,如果工件比较复杂,图面像素较多,可根据需要在图框的左上角横方向
放置或竖方向放置,使图面不致于太过拥挤;
5.5.2 注解:参照《工序图画法标准》。
5.5 尺寸标注:参照《工序图画法标准》,不同之处是展开图的主视图采用坐标尺寸标注,以便
于品质的镭射QC检测和读取尺寸。
5.6 展开图布局: 参照《工序图画法标准》。
5.7 图层与线型:见下表所示
序号图层名称颜色线型用途
1 0(白色) 7 CONTINUOUS 数冲或镭射加工的下料像素。