探伤工艺卡RT无损检测
无损检测工艺卡(通用)

□ 湿 (□ 水、□ 油) 浓度
mol/100mL
□ AC
安(A)
磁极距
mm
磁化电流
□ DC
安(A) 匝(TA) 提升力
N
磁化时间
秒
退磁
检测部位示意图:
编 制: 资 格:
2010 年 10 月 22 日
审 核: 资 格:
年月日
渗透检测工艺卡
工程名称
材质
检验范围
验收标准
环境温度
℃
检验比例
检验部位 □ 焊缝
顺时针进行标记。
编 制: 资 格:
审 核: 2010 年 10 月 22 日 资 格:
年月日
x 射线检测工艺卡
工程名称
检 工件名称
测材 质 增感方式
条 显影剂
件 显影 时间/温度
工 工件规格
艺 参 胶片规格
数
检测部位
执行标准
设备型号
底片黑度
前屏厚度
后屏厚度
定影剂
防范措施
/24℃
定影
时间/温度
/24℃
说
明
编 制: 资 格:
2010 年 10 月 22 日
审 核: 资 格:
年月日
粉检测工艺卡
工程名称
产品规格
焊缝编号
材质
检验范围
检测规程
验收标准
合格级别
检验部位 □ 焊缝
□ 坡口
□ 其他
检验时机 □ 焊后
□ 机加工后 □ 返修后
□ 热处理后
表面制备
设备型号
设备编号
□ 荧光
磁粉选择
□ 水荧光 □ 干 型号:
工程名称 工件名称 工件规格 材质 仪器型号 耦合剂 表面粗糙度
RT标准讲解

吉林亚新工程检测有限责任公司
1 范围 JB/4730的本部分规定了承压设备金属材料受压元件的熔化焊对接接头的 射线和 射线 范围: 的本部分规定了承压设备金属材料受压元件的熔化焊对接接头的X射线和 的本部分规定了承压设备金属材料受压元件的熔化焊对接接头的 射线和γ射线 检测技术和质量分级要求。 本部分适用于承压设备受压元件的制造、安装、在用检测中对接焊 检测技术和质量分级要求。 本部分适用于承压设备受压元件的制造、安装、 接接头的射线检测。用于制作焊接接头的金属材料包括碳素钢、低合金钢、不锈钢、铜及铜合 接接头的射线检测。用于制作焊接接头的金属材料包括碳素钢、低合金钢、 不锈钢、 铝及铝合金和钛及钛合金、镍及镍合金. 金、铝及铝合金和钛及钛合金、镍及镍合金
在长度为在长度为12t的任意选定条形缺陷评定区内相邻缺陷间距不超过的任意选定条形缺陷评定区内在长度为的任意选定条形缺陷评定区内相邻缺陷间距不超过6l的任一组条形缺陷的累计长度应不超过但最小可为但最小可为4的任一组条形缺陷的累计长度应不超过但最小可为iii在长度为6t的任意选定条形缺陷评定区内在长度为的任意选定条形缺陷评定区内相邻缺陷间距不超过3l任一组条形缺陷的累计长度应不超过t但最小可为任一组条形缺陷的累计长度应不超过最小值的规定是考虑防止薄工件评定过严ii级母材小于最小值的规定是考虑防止薄工件评定过严级母材小于12mmiii小于9mm最大值是考虑防止厚工件评定过松级母材大于最大值是考虑防止厚工件评定过松ii级母材大于小于最大值是考虑防止厚工件评定过松级母材大于60mmiii母材大于45mm材大于在球罐设备环缝检测评定时要特别注意多张底片的联合评定在球罐设备环缝检测评定时要特别注意多张底片的联合评定标准规定任意选定条形评定区缺陷很可能跨越多张底片
射线RT2级考试(开卷)

特种设备无损检测人员理论试卷(RT Ⅱ)B部分单位: 姓名: 分数:一、判断题(将判断结果填入括号中,正确的画○,错误的请画×,本部分共20小题,每小题2分,共40分)1、平时我们所说的锅炉压力或介质压力通常都是指表压力。
()2、《压力容器安全技术监察规程》将容器的设计压力分为三个压力级别。
()3、法兰与接管连接的焊接接头为D类焊接接头。
()4、《蒸汽锅炉安全技术监察规程》规定,无损探伤记录由施焊单位妥善保存7年或移交使用单位长期保存。
()5、《蒸汽锅炉安全技术监察规程》规定,下脚圈的拼接焊缝应在加工成型后进行无损探伤。
()6、《蒸汽锅炉安全技术监察规程》规定,受压管道和管子对接接头做探伤抽查时,如发现不合格缺陷,应做抽查数量的双倍数目的补充探伤检查。
()7、额定蒸汽压力大于或等于3.8MPa,的蒸汽锅炉,每条焊缝必须进行100%的超声波探伤或射线探伤。
()8、蒸汽锅炉对接接头的超声波探伤应按JB1152的规定进行。
()9、《热水锅炉安全技术监察规程》规定,集箱的环焊缝应进行100%射线探伤。
()10、《压力容器安全技术监察规程》规定,对铁素体钢制低温容器,局部无损检测的比例应大于等于50%。
()11、《压力容器安全技术监察规程》规定,拼接补强圈的对接接头应进行100%表面检测。
()12、JB4730-94《压力容器无损检测》适用于金属材料制压力容器的原材料、零部件和焊缝。
()13、JB4730-94《压力容器无损检测》对射线透照的质量分为3个等级。
()14、JB4730-94《压力容器无损检测》规定,当采用Ir192γ源对钢焊缝进行中心透照时,要求透照质量为AB级时,透照厚度下限可为15mm。
()15、JB4730-94《压力容器无损检测》规定,双壁单影透照压力容器对接焊缝时,可分为不少于三段进行透照。
()16、JB4730-94《压力容器无损检测》规定,当射线源的焦点为椭圆型时,则焦点尺寸为椭圆的长轴尺寸。
无损检测工艺卡编写指南

钢构作业指导书无损检测工艺卡编写指南文件编号:版本号:编制:批准:生效日期:无损检测工艺卡编写指南1.通用部分2.每张工艺卡至少应包括以下内容:3.委托编号、工艺卡编号、工程名称、工件名称、工件特征、技术要求、探伤器材、操作工艺、示意图、人员签署等。
4.编写时机:检测工程师接收派工到现场勘查后,检测实施前。
5.编写依据:检测合同、设计图纸或产品技术要求、相关规范或产品技术条件、检测方案、委托单、各种检测方法标准、相关无损检测作业指导书、仪器操作规程等。
6.委托编号:检测工程师接收派工后,办公系统中将会自动生成一个派工编号,该派工编号即为委托编号,例如PG201400001。
7.工艺卡编号:由委托编号+后缀,后缀表示方法为探伤方法(UT/RT/MT/PT)+序列号(01),例如PG201400001UT01。
8.工程名称:以委托单为依据,填写委托单中的工程名称,例如XXX钢结构工程。
9.工件名称:以委托单为依据,填写委托单中的工件名称,例如钢柱或钢梁。
10.检测部位:以委托单为依据,填写委托单中的检测部位,一般为工件名称+零件名称与零件名称连接焊缝,例如钢柱翼板与腹板连接焊缝。
11.母材材质:以委托单为依据,填写委托单中的母材材质,例如Q235A或Q345B等。
12.接头类型:以设计图纸、现场勘查为依据,主要有对接、T接、角接、搭接、十字接头、管座角接等。
13.母材厚度:以设计图纸、现场勘查为依据,是指母材的公称厚度,而非实测厚度,单位为mm,当检测部位为不等厚焊接时,按“薄板/厚板”填写,T型接头按“腹板/翼板”填写。
14.坡口型式:以设计图纸、现场勘查为依据,主要有I型、V型、单边V型、X型、K型、U型等。
2、焊接方法:以现场勘查为依据,主要有焊条电弧焊、气体保护焊、埋弧焊、氩弧焊等。
3、焊缝宽度(焊角):以现场勘查为依据,单位为mm。
4、检测标准:是指检测方法标准,当设计文件或产品技术条件中有明确要求时应以此为准;当设计文件或产品技术条件无要求时,以所采用的规范中规定检测方法或引用的检测标准为准;当设计文件或产品技术条件及所采用的规范均无要求时,应与委托方进行协商采用何种检测标准,经委托方同意后写入委托单中由委托方经办人确认。
某单位射线胶片照相检测RT工艺规程范本

射线照相工艺规程本文源自:无损检测招聘网 本规程适用于是我公司在制造压力容器和压力管道安装过程中必须遵循的射线探伤通用工艺.本守则依据标准:GB150-1998钢制压力容器、GB151-1999 钢制换热器TSG R0004-2009固定式压力容器安全技术规程TSG D0001-2009 压力管道安全技术检测规程-工业管道GB50235-1997 工业金属管道工程施工及验收规范GB50148-1993 工业金属管道工程质量检验JB/T 4730-005 承压设备无损检测第一章(适用于压力容器)1、对射线照相各项技术要求,针对压力容器的结构特点,提供保证射线探伤工作质量所需遵循的通用工艺方法,本工艺射线探伤法符合JBT4730.2-2005标准所规定的AB级照相法.2、射线照相人员应经国家质量监督检验检疫总局培训、考核所颁发的特种设备检验检测人员证后,RTⅠ或RTⅠ级以上资格人员担任.3、射线照相须在全过程中严格按照射线照相工艺卡的各项参数进行操作.“射线照相工艺卡”应由RTⅡ及其以上资格人员逐项填写编制,并经无损检测责任人批准后使用.4、射线胶片的使用与暗室处理按“管理制度汇编”暗室工作及制度执行.5、摄片时机对一般材料,应在焊后12小时进行,对有延迟裂纹倾向的材料应在焊后24小时进行.6、委托探伤的压力容器焊缝必须有委托单位履行的无损探伤申请委托单,申请单上必须有焊缝外观检验合格的见证和焊接检验员的签名.7、射线照相前应对焊缝外观进行复验,焊缝表面的不规则状态在底片上的图象应不掩盖焊缝中的缺陷与之混淆,否则应做适当的修整.8、射线照相过程中的电离辐射防护应符合GB16357-1996《工业X射线探伤放射性防护标准》GB18871-2002《电离辐射及辐射源安全基本标准》的有关规定.9、射线照相的工艺要素和基本步骤:(1)透照方法的确定(2)探伤编号方法(3)几何条件的确定(4)定位标记、识别标记、象质计的选用及摆放;(5)贴片及屏蔽散射线的措施(6)射线窗口对焦(7)曝光量的选择及操作(8)底片质量自检10、 透照方法透照方法见受检压力容器的形状,筒体几何尺寸和材料厚度及贴片情况而定.本公司I.II.III 类压力容器一般采用以下方法:1. 纵缝透照法:图1a 源在外单透照方法 图1d 源在外双壁单影透照图1a 所示为纵向焊缝透照方法,主要适用试板焊缝,容器筒节纵缝。
RTUTMTPT无损探伤焊缝检测

RT、UT、MT、PT这四项就是国家质检总局举办特种设备无损检测人员考核的四项内容,该名词的使用就是根据使用的检测方法不同采用国际上行业通行标准简写,依次含义为:射线无损检测、超声波无损检测、磁粉无损检测、渗透无损检测;主要使用对压力容器金属材料的无损检测。
无损检测人员的级别分为:Ⅰ级(初级)、Ⅱx级(中级)、Ⅲ级(高级)。
从事特种设备无损检测工作的人员应当按本规则进行考核,取得国家质量监督检验检疫总局(以下称国家质检总局)统一颁发的证件,方可从事相应方法的特种设备无损检测工作。
无损检测人员报考申请分为取证考核(初试)申请与换证考核(复试)申请。
初试申请的人员应当同时满足以下条件: (一)年龄在18周岁以上,60周岁以下,身体健康; (二)双眼矫正视力与颜色分辨能力满足所申请无损检测工作的要求; (三)报考Ⅰ级应当具有初中(含)以上学历;报考Ⅱ级应当具有高中(含)以上学历,持无损检测专业大专(含)以上或理工科本科(含)以上学历可直接报考Ⅱ级。
无损检测初试、复试考核合格人员,将获得《特种设备检验检测人员证》,证件由国家质检总局统一制发。
证件有效期4年,实行全国统一编号。
如附件中图例。
特种设备无损检测持证人员不得同时在2个以上单位中执业,且只能从事与其证书所注明的方法与级别相适应的无损检测工作,其中: Ⅰ级人员可在Ⅱ、Ⅲ级人员指导下进行无损检测操作,记录检测数据,整理检测资料。
Ⅱ级人员可编制一般的无损检测程序,按照无损检测工艺规程或在Ⅲ级人员指导下编写工艺卡,并按无损检测工艺独立进行检测操作,评定检测结果,签发检测报告。
Ⅲ级人员可根据标准编制无损检测工艺,审核或签发检测报告,协调Ⅱ级人员对检测结论的技术争议。
过去用切开、剖开、打磨等方法检测,叫做有损探伤,对工件有破坏,不能再用。
现在用无损方法检测,不影响工件使用。
检测没有所谓先后,它就是随着加工工序进行的。
没有理由飞机制造完成后做探伤,那不经检测就可以告诉您不合格!就就是说,每个过程都要有检测。
RT工艺卡
AB级
2.0~4.0
胶片处
理要求
显影
定影
水洗
显影Байду номын сангаас配方
冲洗方式
温度
时间
温度
时间
温度
时间
编制:
资格:200年月日
审批:
资格:200年月日
第页共页
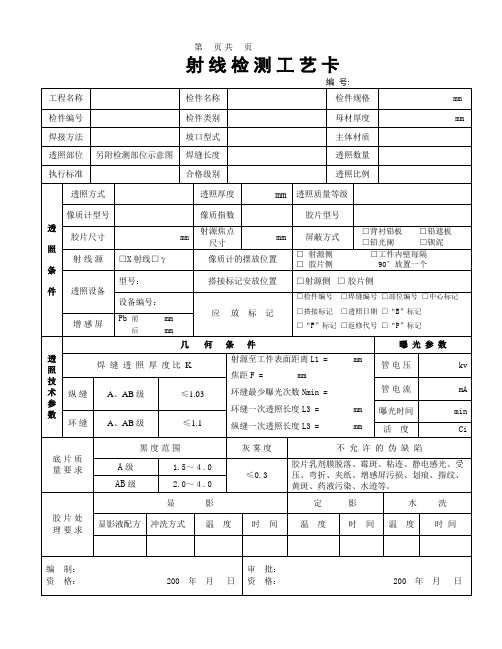
射线检测工艺卡
编号:
检测部位示意图:
焊缝编号
拍片张数
备注
编制:
资格:200年月日
审批:
资格:200年月日
射线源
□X射线□γ
像质计的摆放位置
□射源侧□工件内壁每隔
□胶片侧90°放置一个
透照设备
型号:
搭接标记安放位置
□射源侧□胶片侧
设备编号:
应放标记
□检件编号□焊缝编号□部位编号□中心标记
□搭接标记□透照日期□“B”标记
□“F”标记□返修代号□“P”标记
增感屏
Pb前mm
后mm
透照技术参数
几何条件
曝光参数
焊缝透照厚度比K
第页共页
射线检测工艺卡
编号:
工程名称
检件名称
检件规格
mm
检件编号
检件类别
母材厚度
mm
焊接方法
坡口型式
主体材质
透照部位
另附检测部位示意图
焊缝长度
透照数量
执行标准
合格级别
透照比例
透
照
条
件
透照方式
透照厚度
mm
透照质量等级
像质计型号
像质指数
胶片型号
胶片尺寸
mm
射源焦点
RT、UT、MT、PT无损探伤焊缝检测

RT、UT、MT、PT这四项是国家质检总局举办特种设备无损检测人员考核的四项内容,该名词的使用是根据使用的检测方法不同采用国际上行业通行标准简写,依次含义为:射线无损检测、超声波无损检测、磁粉无损检测、渗透无损检测;主要使用对压力容器金属材料的无损检测。
无损检测人员的级别分为:Ⅰ级(初级)、Ⅱx级(中级)、Ⅲ级(高级)。
从事特种设备无损检测工作的人员应当按本规则进行考核,取得国家质量监督检验检疫总局(以下称国家质检总局)统一颁发的证件,方可从事相应方法的特种设备无损检测工作。
无损检测人员报考申请分为取证考核(初试)申请和换证考核(复试)申请。
初试申请的人员应当同时满足以下条件:(一)年龄在18周岁以上,60周岁以下,身体健康;(二)双眼矫正视力和颜色分辨能力满足所申请无损检测工作的要求;(三)报考Ⅰ级应当具有初中(含)以上学历;报考Ⅱ级应当具有高中(含)以上学历,持无损检测专业大专(含)以上或理工科本科(含)以上学历可直接报考Ⅱ级。
无损检测初试、复试考核合格人员,将获得《特种设备检验检测人员证》,证件由国家质检总局统一制发。
证件有效期4年,实行全国统一编号。
如附件中图例。
特种设备无损检测持证人员不得同时在2个以上单位中执业,且只能从事与其证书所注明的方法与级别相适应的无损检测工作,其中:Ⅰ级人员可在Ⅱ、Ⅲ级人员指导下进行无损检测操作,记录检测数据,整理检测资料。
Ⅱ级人员可编制一般的无损检测程序,按照无损检测工艺规程或在Ⅲ级人员指导下编写工艺卡,并按无损检测工艺独立进行检测操作,评定检测结果,签发检测报告。
Ⅲ级人员可根据标准编制无损检测工艺,审核或签发检测报告,协调Ⅱ级人员对检测结论的技术争议。
过去用切开、剖开、打磨等方法检测,叫做有损探伤,对工件有破坏,不能再用。
现在用无损方法检测,不影响工件使用。
检测没有所谓先后,它是随着加工工序进行的。
没有理由飞机制造完成后做探伤,那不经检测就可以告诉你不合格!就是说,每个过程都要有检测。
8-3射线探伤RT检验工艺卡

IQI Selection
品级/组号年
Grade/Group
标号:□孔型Hole Type□线状Wire Type
Designation:
填隙片厚度
Shim.T. (mm)
灵敏度
Sensitivity
像质计放置位置IQI Location
□射线源一侧Source Side
□胶片一侧Film Side
干燥干燥温度(°F)干燥时间
DryingDrying Temp.(℃)Drying Time min.
采用检验规程号
Procedure No.
验收标准
Acceptance Stad./Code
缩写Abbreviation
L1=SourcetoObject DistanceL2=ObjectSourceSidetoFilm Distance
有限公司
表号
FORM No.
Form 8-3(RT)
表版次
FORM REV.
0
RT检验工艺卡
RADIOGRAPHIC EXAMINATION INSTRUCTION
工艺卡号
Doc. No.
RTI
版次
REV.
0
第页共页
PAGE OF
产品名称
Prod. Name
产品编号
JobNo.
工程项目名称
Project Name
暗盒内片数No. of-films per. Holder
□单片One□双片Two
铅增感屏
Lead Screen
前屏后屏
FrontmmBack mm
曝光条件
Exposure
Condition
无损检测报告格式(MT、PT、RT、UT)检验报告
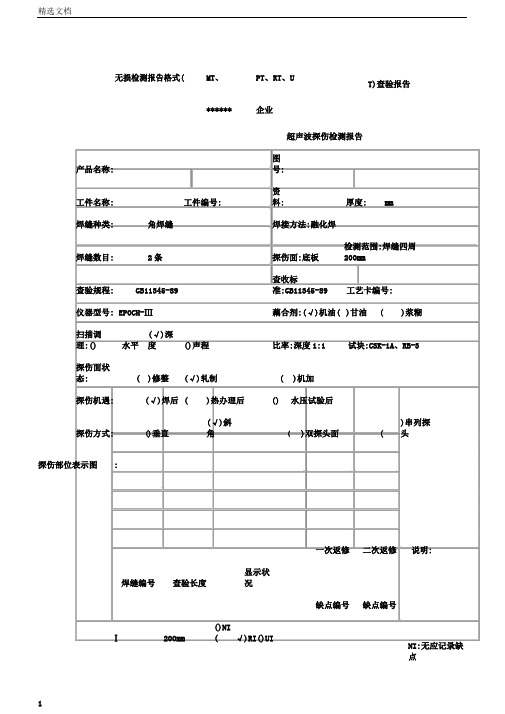
无损检测报告格式(MT、PT、RT、U
T)查验报告
******企业
超声波探伤检测报告
产品名称:图号:
工件名称:工件编号:资
料:厚度:mm
焊缝种类:角焊缝焊接方法:融化焊
焊缝数目:2条探伤面:底板检测范围:焊缝四周200mm
查验规程:GB11345-89查收标
准:GB11345-89工艺卡编号:
仪器型号:EPOCH-Ⅲ藕合剂:(√)机油()甘油()浆糊
扫描调
理:()水平(√)深
度()声程比率:深度1:1试块:CSK-1A、RB-3
探伤面状
态:()修整(√)轧制()机加
探伤机遇:(√)焊后()热办理后()水压试验后
探伤方式:()垂直(√)斜
角()双探头面(
)串列探
头
探伤部位表示图:
一次返修二次返修说明:
焊缝编号查验长度显示状
况
缺点编号缺点编号
Ⅰ200mm ()NI
(√)RI()UI
NI:无应记录缺
点
Ⅱ1000mm()NI (√)RI()U I
()NI
()RI()UI
RI:有应记录缺
点
探伤结果
及返修情(
)NI
()RI()UI UI:有应返修缺
点
况()NI
()RI()UI
()NI
()RI()UI
查验焊缝总
长1200mm,一次返修总长0mm,
二次返修总长0mm,同一部位经0次返修后合格
附:查验及复验探伤记录页
备注:
结论: (√)合格( ) 不合格
查验: UTⅡ级审查: UTⅡ级。
RT检测工艺卡

RT射线检测工艺卡检测工艺卡编号:F-0 2008年2月28日透照工件名称锅筒纵缝材质12Cr1MOVG 焊缝数量2m 透照工件编号 A 接头类型板/板对接纵缝比例100%透照工件规格T =25 坡口型式V 环缝比例质量验收规范DL5007 焊接方法手工氩弧焊检测比例100% 照相标准、等级AB级、Ⅱ级检测时机焊完36小时后应拍数量器材仪器型号XXQ-2505 焦点尺寸3mm×3mm 象质指数#胶片型号爱克发胶片规格300×80 mm 象质计型6~12# 增感方式铅泊前、后屏厚度0、03 屏蔽方式铅背衬暗室显影液配方南京蓝格定影液配方南京蓝格干燥方式自然干燥显影时间、温度6min、20°定影时间、温度15 min、20°冲洗方法手工冲洗停显时间、温度0.5 min、20°水洗时间30 min黑度范围 1.5~4.0透照方式A B C D E F纵缝透照法环缝透照法环缝偏心透照法环缝中心内透法双壁单影法双壁双影法技术参数(纵缝透照法):已知d=3 mm、T=25 mm。
射源侧焊缝的几何不清晰度:Ug≤δ1/3/10≤0.29 mm为满足Ug≤0.29 mm源至工件表面的最小距离:f ≥10·d·b2/3≥ 256 mm采用纵缝透照时,取较大F值,以便得到最大的一次透照长L3。
由于规定了透照厚度比AB级K≤1.03,实际上也就规定了2倍θ影像最大失真角。
故:根据机型能量、透照位置、胶片长度、确定曝光量i·t≥15mA·min、f≥2 L3值即可。
ddfT 'TL 3LeffΔLI现场使用条件(纵缝透照法): 已知:K ≤1.03、T =25mm 、取 f=500 mm 、得到L 3=250 mm 解:Cos θ= 邻/斜=T/T ′=1/K θ=arcCos1/K= arcCos1/1.03=13.86° 一次透照长度:L 3=2·f ·tg θ=0.493·f ≈f/2 N=2000 mm / L 3=8次 有效评定长度:Leff= L 3+2·T ·tg θ=250+12.3=262 mm搭接长度:△L= 2·tg θ·T=12.3 mm1.当搭接标记在源侧时, 搭接标记之间的长度即有效评定长度。
无损检测超声波工艺卡

卡号:UT- -
产品名称
产品编号
厚度
焊缝编号
工
件
材 质
板 厚
表面状态
焊接方法
焊缝宽度
接头坡口
器
材
仪器型号
垂直线性
水平线性
探测频率
晶片尺寸
探头K值
标准试块
标准试块
耦合剂
检
验
要
求
焊缝总长
探伤总长
探伤总比例
环缝长度
探伤长度
探伤例
纵缝长度
探伤长度
探伤比例
验收标准
环缝合格级别
纵缝合格级别
检测灵敏度
一次反射法探测
移动区:≥ mm
粗探伤灵敏度: 精探伤灵敏度:
横向裂纹探测
扫查范围:
扫查灵敏度:
编制人及资格
审核人及资格
日 期
日 期
测长线φ dB.定量线φ dB.判废线φ dB.
探
伤
操
作
仪器性能校验
探头性能校验
扫描线比例
基准波高
探测面选择
探测面宽度
表面材质补偿
粗探伤灵敏度
精探伤灵敏度
距离
波幅 实测值
孔深(距离)mm
波幅 dB
距离------波幅曲线图
探测部位示意图
探
伤
方
法
直射法探测
移动区:≥ mm
粗探伤灵敏度: 精探伤灵敏度:
RT、UT、MT、PT无损探伤焊缝检测(严选参考)

RT、UT、MT、PT这四项是国家质检总局举办特种设备无损检测人员考核的四项内容,该名词的使用是根据使用的检测方法不同采用国际上行业通行标准简写,依次含义为:射线无损检测、超声波无损检测、磁粉无损检测、渗透无损检测;主要使用对压力容器金属材料的无损检测。
无损检测人员的级别分为:Ⅰ级(初级)、Ⅱx级(中级)、Ⅲ级(高级)。
从事特种设备无损检测工作的人员应当按本规则进行考核,取得国家质量监督检验检疫总局(以下称国家质检总局)统一颁发的证件,方可从事相应方法的特种设备无损检测工作。
无损检测人员报考申请分为取证考核(初试)申请和换证考核(复试)申请。
初试申请的人员应当同时满足以下条件:(一)年龄在18周岁以上,60周岁以下,身体健康;(二)双眼矫正视力和颜色分辨能力满足所申请无损检测工作的要求;(三)报考Ⅰ级应当具有初中(含)以上学历;报考Ⅱ级应当具有高中(含)以上学历,持无损检测专业大专(含)以上或理工科本科(含)以上学历可直接报考Ⅱ级。
无损检测初试、复试考核合格人员,将获得《特种设备检验检测人员证》,证件由国家质检总局统一制发。
证件有效期4年,实行全国统一编号。
如附件中图例。
特种设备无损检测持证人员不得同时在2个以上单位中执业,且只能从事与其证书所注明的方法与级别相适应的无损检测工作,其中:Ⅰ级人员可在Ⅱ、Ⅲ级人员指导下进行无损检测操作,记录检测数据,整理检测资料。
Ⅱ级人员可编制一般的无损检测程序,按照无损检测工艺规程或在Ⅲ级人员指导下编写工艺卡,并按无损检测工艺独立进行检测操作,评定检测结果,签发检测报告。
Ⅲ级人员可根据标准编制无损检测工艺,审核或签发检测报告,协调Ⅱ级人员对检测结论的技术争议。
过去用切开、剖开、打磨等方法检测,叫做有损探伤,对工件有破坏,不能再用。
现在用无损方法检测,不影响工件使用。
检测没有所谓先后,它是随着加工工序进行的。
没有理由飞机制造完成后做探伤,那不经检测就可以告诉你不合格!就是说,每个过程都要有检测。
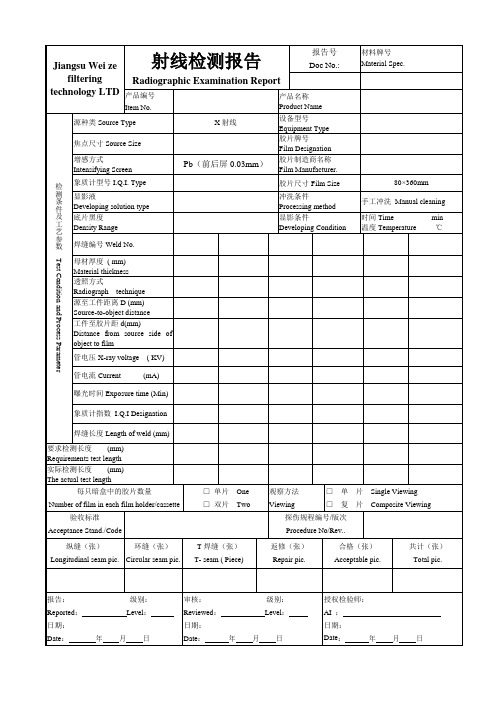
RT报告表格
Acceptable
不合格
unacceptable
Note注:“RX”—返修片Repair film“P” —圆形缺陷Round flaw
“X”—返修次数Times of repair(1.2.3.)“IS”—条形缺陷Stripy flaw
“Y”—增拍片Prolonged film“IP”—未焊透Incomplete penetration
源种类Source Type
X射线
设备型号
Equipment Type
焦点尺寸Source Size
胶片牌号
Film Designation
增感方式
IntensifyingScreen
Pb(前后屏0.03mm)
胶片制造商名称
Film Manufacturer.
象质计型号I.Q.I. Type
胶片尺寸FilmSize
80×360mm
显影液
Developing solution type
冲洗条件
Processing method
手工冲洗Manual cleaning
底片黑度
Density Range
显影条件
Developing Condition
时间Timemin
温度Temperature℃
焊缝编号Weld No.
母材厚度( mm)
Materialthickness
透照方式
Radiograph technique
源至工件距离D (mm)
Source-to-object distance
工件至胶片距d(mm)
Distance from source side of object to film
无损检测概论
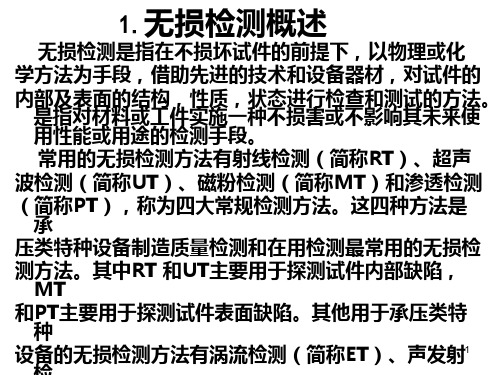
• • • • • • • • • • • • • • • •
无损检测工艺规程包括通用工艺规程和工艺卡。 A. 无损检测通用工艺规程 无损检测通用工艺规程应根据相关法规、产品标并针对检测机构的特点和检测能力进行编制。无 损检测通用工艺规程应涵盖本单位(制造、安装或检测单位)产品的检测范围。 无损检测通用工艺规程至少应包括以下内容: a) 验适用范围; b) 引用标准、法规; c) 检测人员资格; d) 检测设备、器材和材料; e) 检测表面制备; f) 检测时机; g) 检测工艺和检测技术; h) 检测结果的评定和质量等级分类; i) 检测记录、报告和资料存档; j) 编制(级别)、审核(级别)和批准人; k) 制定日期。 无损检测通用工艺规程的编制、审核及批准应符合相关法规或标准的规定。
1.2.3 无损检测人员
• 1.2.3 无损检测人员 • 从事承压设备的原材料、零部件和焊接接 头无损检测的人员,应按照《特种设备无损检 测人员考核与监督管理规则》的要求取得相应 无损检测资格。 • 无损检测人员分为Ⅲ(高)级、Ⅱ(中)级和 I(初)级。取得不同无损检测方法各资格级别的 人员,只能从事与该方法和该资格级别相应的 无损检测工作,并负相应的技术责任。
8
底片的图像
9
射线检测特点1
①.检测结果有直接记录——底片。由于底片上记录的信息十分丰富,且可以 长期保存,从而使射线照相法成为各种无损检测方法中记录最真实、最直观、 最全面、可追踪性最好的检测方法。 ②可以获得缺陷的投影图像,缺陷定性定量准确各种无损检测方法中,射线照 相对缺陷定性是最准的。在定量方面,对体积型缺陷(气孔、夹渣类)的长 度、宽度尺寸的确定也很准。 ③体积型缺陷检出率很高。而面积型缺陷检出率受到多种因素影响。体积型缺 陷是指气孔、夹渣类缺陷。射线照相大致可以检出直径在试件厚度 1%以上的 体积型缺陷。面积型缺陷是指裂纹、未熔合类缺陷,其检出率的影响因素包 括缺陷形态尺寸、透照厚度、透照角度、透照几何条件、源和胶片种类、像 质计灵敏度等,所以裂纹检出率相对较低。 ④.适宜检测较薄的工件而不适宜较厚的工件。检测厚工件需要高能量的射线 探伤设备。300 kV便携式X射线机透照厚度一般小于40 mm,420 kV移动式X 射线机和Irl92γ射线机透照厚度均小于100 mm,对厚度大于100 mm的工件 照相需使用加速器或C060,因此是比较困难的。此外,板厚增大,射线照相 绝对灵敏度是下降的,也就是说对厚工件采用射线照相,小尺寸缺陷以及一 些面积型缺陷漏检的可能性增大。
无损检测RT工艺题

可提供的检测设备和材料有:RF300EGB2F· 2型周向X射线机、Se-75γ射线探伤机 (现有活度80Ci)和Ir-192γ射线探伤机(现 有活度80Ci);Agfa-D7、Agfa-D4(胶片规 格为360×80mm、120×80mm)。曝光曲线 见图1-2、图1-3、图1-4。 请将射线检测工艺参数填写在提供的工艺卡 中(见表1-1),并将射源放置、散射线屏蔽 和像质计使用、标记摆放等技术要求填写在 工艺卡说明栏中。
7.透照次数与一次透照长度:∵b=T+2=10mm,f=Fb=790mm T/DO=8/2016=0.0039;DO/f=2016/790=2.55, ∴查JB/T 4730.2-20Байду номын сангаас5图D.3,得B3焊缝100%检测时应 透照的次数N=17(次)一次透照长度 L3=πDO/N=3.14×2016÷17=372.5mm。因L3>360mm (提供的胶片长度),考虑搭接长度及操作误差,取 一次透照长度L3’=340mm。按B3焊缝长度20%检测应透照 次数[N]=0.2πDO/L3’=3.7次,取整数得[N]=4次。又: 按GB 150-1998第10.8.2.2条的规定,焊缝交叉部位和 以开孔中心为圆心、1.5倍开孔直径为半径的圆中所包 容的焊接接头应全部检测,其检测长度可计入局部检 测长度之内。即:B3与A2交叉部位必须透照一次,B3 因涉及B8接管开孔区而必须透照的焊缝长度为1098mm, 应透照4次,则B3共应透照5次,总检测长度 =5×340=1700>1266mm,符合检测比例的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.0-4.0 增感方法 手工 焊接方法 手工氩弧 手工氩弧 手工氩弧 手工氩弧 手工氩弧 手工氩弧 手工氩弧 手工氩弧 手工氩弧 手工氩弧 手工氩弧 显影时间 焦距 (mm) 550 600 600 600 600 600 600 600 600 600 600
Pb(前0.1 胶片规格 后0.16) 8min KV 240 240 240 240 230 210 210 210 180 160 显影温度 曝光时间 5min 3min 2min 2min 2min 2min 2min 2min 2min 2min
有效长度 透照方法 (mm) 160 128 143 115 88 84 72 椭圆 椭圆 椭圆 椭圆 (II) 双壁单影 双壁单影 双壁单影 双壁单影 双壁单影 双壁单影 双壁单影 双壁双影 双壁双影 双壁双影 双壁双影
审核(资格):
毕忠田
(III)
X光射线检测工艺卡
工程名称 合格级别 执行标准 管线编号 Ⅲ JB4730-2005 规格及厚度 φ406.4×12.7 φ323.9×10.3 φ273.1×9.27 φ219.1×8.18 φ168.3×7.11 φ141.3×6.55 φ114.3×6.02 φ89×5.5 φ73×5.16 φ60.3×3.04 φ25-φ50 编制(资格): 吴建生 检测 比例 曝光 次数 8 8 6 6 6 6 6 2 2 2 2 试件名称 对接管口 显定影 配方 冲洗方法 Agfa D72 改进型 流动水 照相等级 底片黑度 显影方法 材质 AB 胶片种类 Agfa C7 射线种类 XX02505 120x80mm 180x80mm 240x80mm 20+10C 象质计 象质 类型 指数 FeⅡ FeⅡ FeⅡ FeⅢ FeⅢ FeⅢ FeⅢ FeⅢ FeⅢ FeⅢ 12 12 12 12 13 13 13 13 14 14