镀锌钢管检验表
镀锌钢管尺寸规格表

镀锌钢管尺寸规格表镀锌钢管尺寸规格表1. 引言镀锌钢管是一种常用于建筑、电力、化工等领域的管材。
本文档旨在提供一份详细的镀锌钢管尺寸规格表,以帮助读者了解和选择适合自己需求的钢管。
2. 镀锌钢管的分类2.1 热镀锌钢管2.1.1 热镀锌钢管外径范围2.1.2 热镀锌钢管壁厚范围2.1.3 热镀锌钢管长度范围2.2 冷镀锌钢管2.2.1 冷镀锌钢管外径范围2.2.2 冷镀锌钢管壁厚范围2.2.3 冷镀锌钢管长度范围3. 镀锌钢管尺寸规格3.1 镀锌钢管尺寸标准3.2 镀锌钢管壁厚标准3.3 镀锌钢管长度标准3.4 镀锌钢管加工工艺要求4. 镀锌钢管尺寸表4.1 热镀锌钢管尺寸表4.1.1 热镀锌钢管1/2英寸尺寸表4.1.2 热镀锌钢管3/4英寸尺寸表4.1.3 热镀锌钢管1英寸尺寸表...4.2 冷镀锌钢管尺寸表4.2.1 冷镀锌钢管1/2英寸尺寸表4.2.2 冷镀锌钢管3/4英寸尺寸表4.2.3 冷镀锌钢管1英寸尺寸表...5. 附件本文档所涉及附件如下:附件1: 镀锌钢管尺寸图纸附件2: 镀锌钢管加工工艺示意图6. 法律名词及注释本文档所涉及的法律名词及注释如下:1. 镀锌钢管:经过热镀锌或冷镀锌处理的钢管,可提高其耐腐蚀性能。
2. 热镀锌:将钢管浸入熔融的锌液中,形成锌层的镀锌方法。
3. 冷镀锌:在钢管表面进行溶涂或外覆一层锌粉,形成锌层的镀锌方法。
7. 结尾在镀锌钢管的选择和使用过程中,本文档提供了详细的尺寸规格表,希望能帮助读者更好地了解和应用钢管。
如需进一步了解或有其他疑问,请随时咨询相关专业人士。
镀锌管标准(国标镀锌管尺寸规格表)

镀锌管标准(国标镀锌管尺寸规格表)镀锌管标准(国标镀锌管尺寸规格表)机电安装工程涉及的材料繁多,进场验收工作需要全面且细心,本文从通用类、电气类、给排水类、暖通空调类四大部分,总结常用材料进场验收的依据及方法,以供大家在工程中参考实施。
一通用类一、管材►焊管、镀锌管一、焊接钢管:执行国家GB/T13793标准;热镀锌管:执行国家GB/T3091标准。
二、产品应用于水、污水、燃气、空气、采暖蒸气等低压流体输送和结构用的直缝焊接钢管。
三、国标产品系列:长度:定尺6米/支四、验收方法:1、外观检查:壁厚均匀,管口无毛刺,无锈蚀,弯折现象;整件包装完好。
2、测量:用游标卡尺测量壁厚,用卷尺测量长度。
用电子秤或磅秤测量重量。
3、试验方法:电线管抽样检测DN15~20,用弯管器现场煨弯,弯曲度和弯扁度符合要求;热镀锌管用锤适当敲外壁,观看是否有缝隙。
4、资料要求:随车附带相应规格的产品质量证明书。
►无缝钢管一、无缝钢管:执行国家GB/T17395标准。
二、型号与规格:三、验收方法:1.外观检查:壁厚均匀,管口无毛刺、腐蚀、弯曲;整个包装完好无损。
2、测量:用游标卡尺测量壁厚,用卷尺测量长度。
用电子秤或磅秤测量重量。
3、试验方法:抽样检测。
4、资料要求:随车附带相应规格的产品质量证明书。
二、型材►角钢一、角钢:执行GB9787、GB9788标准。
二、型号与规格:等边角钢的通常长度:2~4号长3~9m;5~8号长4~12m。
三、验收方法:1.外观检查:壁厚均匀,管口无毛刺、腐蚀、弯曲;整个包装完好无损。
2.测量:用游标卡尺测量壁厚,用卷尺测量长度。
用电子秤或秤测量重量。
3、试验方法:抽样检测。
4.资料要求:车辆附有相应规格的产品质量合格证。
►钢板一、钢板:执行国家GB708/GB709标准。
二、型号与规格:三、验收方法:1、外观检查:壁厚均匀,无锈蚀,弯折现象。
2.测量:用游标卡尺测量壁厚,用卷尺测量长度。
用电子秤或秤测量重量。
镀锌钢管重量表
镀锌钢管重量表
以下是一些常见规格的镀锌钢管重量表。
请注意,这些数据仅供参考,具体重量可能会因不同的制造商和材料差异而有所不同。
建议在购买前与制造商确认具体重量。
1. 镀锌无缝钢管重量表(单位:千克/米)
- 外径 21.3mm,壁厚 2.8mm,重量 1.44kg/m
- 外径 26.7mm,壁厚 2.8mm,重量 1.83kg/m
- 外径 34mm,壁厚 3.2mm,重量 2.5kg/m
- 外径 48mm,壁厚 3.2mm,重量 3.44kg/m
- 外径 60.3mm,壁厚 3.6mm,重量 4.37kg/m
2. 镀锌焊接钢管重量表(单位:千克/米)
- 外径 21.3mm,壁厚 2.8mm,重量 1.43kg/m
- 外径 26.7mm,壁厚 2.8mm,重量 1.83kg/m
- 外径 33.4mm,壁厚 3.2mm,重量 2.42kg/m
- 外径 42.2mm,壁厚 3.2mm,重量 2.99kg/m
- 外径 60.3mm,壁厚 3.6mm,重量 4.25kg/m
请注意,这些数据可能不适用于特殊规格的钢管。
购买前最好与制造商确认。
(完整版)碗扣式钢管脚手架进场检查验收表
游标卡尺、 钢板尺
施工单位检查评定结果:
检查人员:年月日
监理单位检查评定结果:
检查人员:年月日
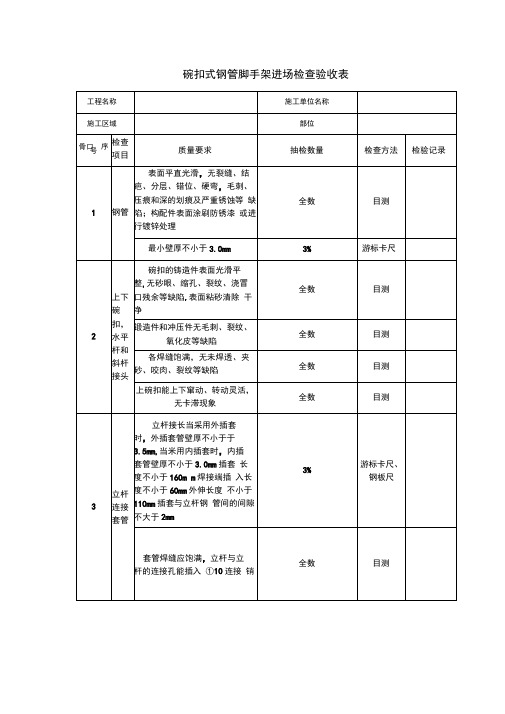
碗扣的铸造件表面光滑平 整,无砂眼、缩孔、裂纹、浇冒 口残余等缺陷,表面粘砂清除 干净
全数
目测ቤተ መጻሕፍቲ ባይዱ
锻造件和冲压件无毛刺、裂纹、 氧化皮等缺陷
全数
目测
各焊缝饱满,无未焊透、夹 砂、咬肉、裂纹等缺陷
全数
目测
上碗扣能上下窜动、转动灵活, 无卡滞现象
全数
目测
3
立杆 连接 套管
立杆接长当采用外插套 时,外插套管壁厚不小于于3.5mm,当米用内插套时,内插 套管壁厚不小于3.0mm插套 长度不小于160m m焊接端插 入长度不小于60mm外伸长度 不小于110mm插套与立杆钢 管间的间隙不大于2mm
构配件表面涂刷防锈漆或进行镀锌处理全数目测最小壁厚不小于30mm3游标卡尺斜杆接头碗扣的铸造件表面光滑平余等缺陷表面粘砂清除干净全数目测锻造件和冲压件无毛刺裂纹化皮等缺陷全数目测各焊缝饱满无未焊透夹咬肉裂纹等缺陷全数目测上碗扣能上下窜动转动灵活卡滞现象全数目测连接套管外插套管壁厚不小于于35mm当米用内插套时内插套管壁厚不小于30mm插套长度不小于160mm焊接端插入长度不小于60mm外伸长度不小于110mm插管间的间隙不大于2mm3游标卡尺钢板尺套管焊缝应饱满立杆与立的连接孔能插入10连接全数目测可调底座扣螺母厚度不小于30mm托板厚度不小于5mm弯曲变形不大于1mm可调底座垫板厚度不小于6mm
3%
游标卡尺、 钢板尺
套管焊缝应饱满,立杆与立 杆的连接孔能插入 ①10连接 销
全数
目测
4
可调 底座 及可 调托 撑
螺杆外径不小于38m m空 心螺杆壁厚不小于5mm螺杆 与调节螺母啮合长度不少于5扣,螺母厚度不小于30mm可 调托撑U形托板厚度不小于5mm弯曲变形不大于1mm可 调底座垫板厚度不小于6mm;螺杆与托板或垫板焊接牢固,焊脚尺寸不小于钢板厚度
管路敷设及管内配、接线检查分项工程质量检验评定表

工程名称:分部工程:子分部工程:
工
序
检 验 项 目
性
质
单
位
质 量 标 准
质量检验结果
单项
评定
配
管
检
查
型号、规格、材质
按设计规定
外
观
钢
管
外表面
无损伤,无严重锈蚀,镀锌完好
内表面
无毛刺,无杂物
塑
料
管
外表面
无裂缝,无破损
内表面
无杂物
管
路
配
制
路径、位置、方式
按设计规定
管
路
连
接
钢
管
普通螺纹连接
牢固,跨接接地线焊接可靠
套管连接
管口对正,焊接牢固、严密
紧固螺钉连接
紧密、无松动
塑料管
胶合牢固
其
他
导管穿越密闭或防护密闭隔墙
设置预埋套管,封堵良好
配合处密封
良好
管线及附件防腐
按设计规定
接地或接零
导线
检查
导线型号及规格
主要
符合设计,进场时应对其导体电阻值进行见证取样送检
绝缘
完好、无损伤
配
线
管内检查
畅通,无杂物、积水
回路布置
符合设计
导线占保护管内空间
≤40%且每根管内不宜超过8根导线
管口护线套
齐全
管内导线
主要
管内导线应无接头、损伤、打结,绝缘导线接头应设置在专用接线盒或器具内
导线在补偿装置内的长度
主要
有适当余量
接
线
剥线
未损伤芯线
管材检验标准
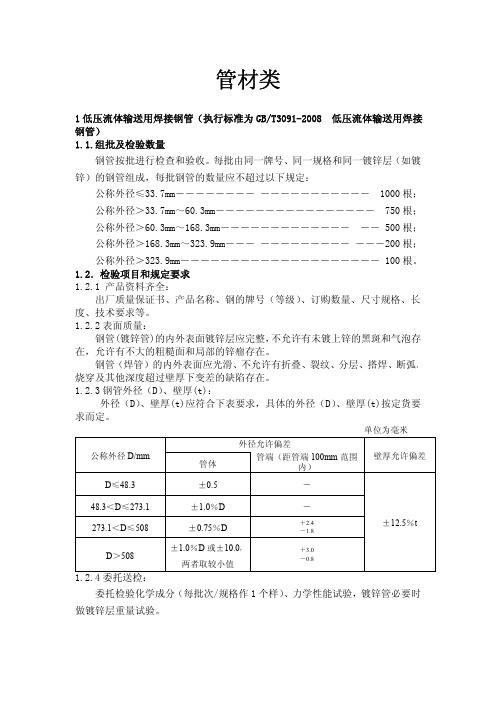
管材类1低压流体输送用焊接钢管(执行标准为GB/T3091-2008低压流体输送用焊接钢管)1.1.组批及检验数量钢管按批进行检查和验收。
每批由同一牌号、同一规格和同一镀锌层(如镀锌)的钢管组成,每批钢管的数量应不超过以下规定:公称外径≤33.7mm―――――――――――――――――――1000根;公称外径>33.7mm~60.3mm――――――――――――――――750根;公称外径>60.3mm~168.3mm―――――――――――――――500根;公称外径>168.3mm~323.9mm―――――――――――――――200根;公称外径>323.9mm――――――――――――――――――――100根。
1.2.检验项目和规定要求1.2.1产品资料齐全:出厂质量保证书、产品名称、钢的牌号(等级)、订购数量、尺寸规格、长度、技术要求等。
1.2.2表面质量:钢管(镀锌管)的内外表面镀锌层应完整,不允许有未镀上锌的黑斑和气泡存在,允许有不大的粗糙面和局部的锌瘤存在。
钢管(焊管)的内外表面应光滑、不允许有折叠、裂纹、分层、搭焊、断弧、烧穿及其他深度超过壁厚下变差的缺陷存在。
1.2.3钢管外径(D)、壁厚(t):外径(D)、壁厚(t)应符合下表要求,具体的外径(D)、壁厚(t)按定货要求而定。
单位为毫米公称外径D/mm外径允许偏差壁厚允许偏差管体管端(距管端100mm 范围内)D ≤48.3±0.5-±12.5%t48.3<D ≤273.1±1.0%D -273.1<D ≤508±0.75%D+2.4-1.8D >508±1.0%D 或±10.0,两者取较小值+3.0-0.81.2.4委托送检:委托检验化学成分(每批次/规格作1个样)、力学性能试验,镀锌管必要时做镀锌层重量试验。
1.2.4.1化学性能因符合下表要求牌号等级化学成分(质量分数)/%,不大于C Si Mn P SQ195--0.120.300.500.0350.040Q215A0.150.35 1.200.0450.050 B0.045Q235A0.220.35 1.400.0450.050B0.200.045C0.170.0400.040 D0.0350.035Q275A0.240.35 1.500.0450.050 B0.210.0450.0450.22C0.200.0400.040 D0.0350.0351.2.4.2力学性能因符合下表要求钢管的纵向力学性能序号牌号抗拉强度MPa屈服强度MPa断后伸长率A%t≤16mm t>16mm D≤168.3mmD>1683.mm不小于1Q1953151951851520 2Q215A、Q215B3352152053Q235A、Q235B3702352254Q295A、Q295B3902952751318 5Q245A、Q245B4702453251.2.4.3镀锌层总重量应符合:镀锌层重量平均值应不小于500g/㎡,其中任何一个试样不得小于480g/㎡。
钢管杆紧固件安装检验批质量验收记录表

钢管杆紧固件安装检验批质量验收记录表编号:填表说明:1. 适用范围及要求:该表适用于钢管杆组立质量验收。
2. 检查数量:1)主控项目:全数检查。
2)一般项目:全数检查。
3. 检验批划分:钢管杆组立检验批质量验收检查数量以单基为一个检验批。
4. 其他要求:1)主控项目第2项,在同一连接接头中,高强度螺栓连接不应与普通螺栓连接混用。
承压型高强度螺栓连接不应与焊接连接并用;高强度螺栓连接处的钢板表面处理方法及除锈等级应符合设计要求。
连接处钢板表面应平整、无焊接飞溅、无毛刺、无油污。
经处理后的摩擦型高强度螺栓连接的摩擦面抗滑移系数应符合设计要求;安装高强度螺栓时,严禁强行穿入。
当不能自由穿入时,该孔应用铰刀进行修整,修整后孔的最大直径不应大于1.2倍螺栓直径,且修孔数量不应超过该节点螺栓数量的25%。
修孔前应将四周螺栓全部拧紧,使板迭密贴后再进行铰孔。
严禁气割扩孔。
2)一般项目第3项,螺栓露扣情况:螺母拧紧后,对单螺母:不应小于两个螺距;对双螺母:可与螺母相平;螺杆露扣长度最长不应超过20mm或10个螺距。
3)螺栓的穿入方向:对立体结构: 水平方向由内向外;垂直方向由下向上;斜向者宜由斜下向斜上穿,不便时应在同一斜面内取统一方向。
对平面结构:顺线路方向,按线路方向穿人或按统一方向穿人;横线路方向,两侧由内向外,中间由左向右(按线路方向)或按统一方向穿人;垂直地面方向者由下向上;斜向者宜由斜下向斜上穿,不便时应在同一斜面内取统一方向。
4)每基塔螺栓紧固抽检比例不少于25%,主材连接处、导地线挂点等关键部位螺栓全检。
5)螺栓紧固扭矩值应符合设计要求,当设计未提出要求时按下表执行:注:M24—250为8.8级螺栓的扭矩值。
镀锌钢管质量评定表

检验结
主要项目检验
项,符合
项
果
一般项目检验
项,符合
项,基本符合
项
评
定
意
见
质量等级
主要项目 项,全部合格,其中优良 项,全部合格,其中优良 项
年月日
水利水电工程
一、二类焊缝内部质量、表面清除
表 2.4-3
及局部凹坑焊补质量评定表
单位工程名称
钟山区大湾镇大箐村海 凯山塘工程
单元工程量
分部工程名称
施工单位
单元工程名称、部 位
检验日期
项
项
次
目
质
量
合格
标
准
优良
缝1
X
△一、二类焊 射线透照
按“规范”或设计规定的 数量和质量标准透照、评定, 将发现的缺陷修补完只限修 补2次
单元工程名称、部位
检验日期
年
项项 次目
△ 1 裂纹
表 2 面夹渣
△ 3 咬边
未 4 焊满
△ 5表面气 孔
焊 6缝余高 △h
质量标准(mm)
一、二、三类焊缝均不允许
一、二类焊缝不允许,三类焊缝深不大于 0.1δ,长不大于 0.3δ,且不大
于 10
一、二类焊缝:深不超过 0.5,连续长度不超过 100,两侧咬边累计长度不
不大于 25
手 1 角焊 工焊
K<12+3
K>12+4
1 缝焊脚 K
埋 弧焊
K<12+4
K>12+5
检验结果
项目共检测
项,合格
项,优良
项
评
定
意
见
质量等级
主要项目 项,全部合格,其中优良 项,一般项目 项,全部
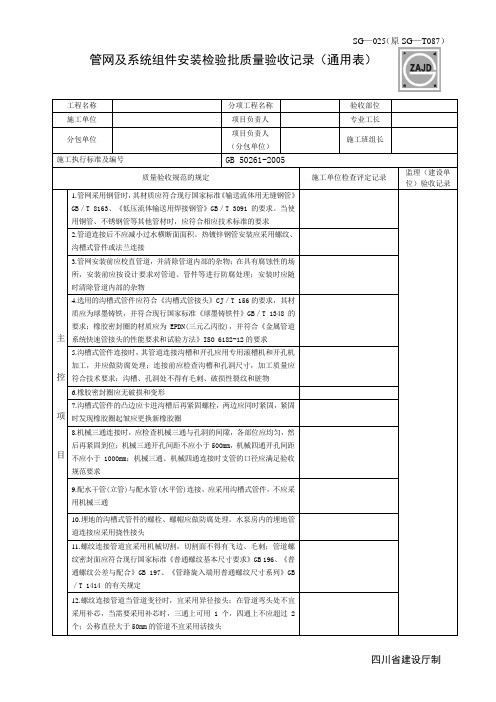
管网及系统组件安装检验批质量验收记录
施工单位检查评定记录
监理(拧紧螺纹时,不得将填料挤入管道内;连接后,应将连接处外部清理干净
14.法兰连接可采用焊接法兰或螺纹法兰。焊接法兰焊接处应做防腐处理,并宜重新镀锌后再连接。焊接应符合现行国家标准《工业金属管道工程施工及验收规范》GB 50235、《现场设备、工业管道焊接工程施工及验收规范》GB 50236的有关规定。螺纹法兰连接应预测对接位置,清除外露密封填料后再紧固、连接
2.管道连接后不应减小过水横断面面积。热镀锌钢管安装应采用螺纹、沟槽式管件或法兰连接
3.管网安装前应校直管道,并清除管道内部的杂物;在具有腐蚀性的场所,安装前应按设计要求对管道、管件等进行防腐处理;安装时应随时清除管道内部的杂物
4.选用的沟槽式管件应符合《沟槽式管接头》CJ/T 156的要求,其材质应为球墨铸铁,并符合现行国家标准《球墨铸铁件》GB/T 1348的要求;橡胶密封圈的材质应为EPDN(三元乙丙胶),并符合《金属管道系统快速管接头的性能要求和试验方法》ISO 6182-12的要求
10.配水干管、配水管应做红色或红色环圈标志。红色环圈标志,宽度不应小于20mm,间隔不宜大于4m,在一个独立的单元内环圈不宜少于2处
11.管网在安装中断时,应将管道的敞口封闭
施工单位检查
评定结果
项目专业质量检查员:项目专业质量(技术)负责人:年月日
监理(建设)单位
验收结论
监理工程师(建设单位项目技术负责人):年月日
5.配水支管上每一直管段、相邻两喷头之间的管段设置的吊架均不宜少于1个,吊架的间距不宜大于3.6m
6.当管道的公称直径等于或大于50mm时,每段配水干管或配水管设置防晃支架不应少于1个,且防晃支架的间距不宜大于15m;当管道改变方向时,应增设防晃支架
GB-T-3091-93-低压流体输送用镀锌焊接钢管1
33.5
42.3
48.0
60.0
75.5
88.5
.50mm
2.00
2.25
2.25
2.75
2.75
3.25
3.25
3.50
3.50
3.75
4.00
4.00
4.00
4.00
+12
-15
0.39
0.62
0.82
1.26
1.63
2.42
3.13
3.84
4.88
6.64
带螺纹的镀锌钢管,按YB 822的规定,用环规逐根检查螺纹。
6.4 其他检查
其他检查项目、取样数量和试验方法应符合表3的规定。
表3
序号
检查项目
试验方法
取样部位及数量
1
镀锌导均匀性试验
本标准附录A(补充件)《镀锌层的均匀性试验 硫酸铜浸渍法》
每批任取2根钢管,各截取1个纵向试样
2
冷弯曲试验
GB 244
公称口径≤25mm…………………………………………………………………………1000根;
公称口径>25~50mm……………………………………………………………………750根;
公称口径>50mm…………………………………………………………………………500根。
7.3 复验和判定
镀锌钢管的复验和判定规则应符合GB 2102的规定。
8 包装、标志及质量证明书
镀锌钢管的包装、标及质量证明书应符合GB 2102的规定
低压流体输送用镀锌焊接钢管
标准名称
低压流体输送用镀锌焊接钢管
标准类型
中华人民XX国国家标准
标准号
镀锌钢管栏杆施工质量验收评定表完整版
签字: 盖章: 年 月 日
扶手高度
允许偏差
±3mm
、、、、、、、
9
90
施工
单位
自评
意见
主控项目检验点全部合格,一般项目逐项检验点的合格率均不小于%,且不合格点不集中分布,各项报验资料符合SL 632—2012的要求。
工序质量等级评定为:优良。
签字: 盖章: 年 月 日
监理单位复核 Nhomakorabea意见经复核,主控项目检验点全部合格,一般项目逐项检验点的合格率均不小于%,且不合格点不集中分布,各项报验资料符合SL 632—2012的要求。
/
一
般
项
目
1
转角、接缝及表面质量
转角弧度符合设计要求,接缝严密,表面光滑、色泽一致,无裂缝、翘起及损坏
/
100
2
护栏垂直度(mm)
允许偏差
±3mm
符合设计要求
/
90
3
栏杆间距(1m)
允许偏差
±3mm
1、1、1、1、1、1、1、1、1、、1
9
90
4
扶手直线度(mm)
允许偏差
±4mm
符合设计要求
/
90
5
2
造型、尺寸、安装位置
符合设计要求
造型、尺寸、安装位置符合设计要求
/
100
3
预埋件数量、规格、位置和连接点
符合设计要求
预埋件的数量、规格、位置及护栏与预埋件的连接点符合设计要求
/
100
4
护栏和栏杆安装
牢固,高度、间距、位置符合设计要求
护栏高度、栏杆间距、安装位置符合设计要求
安装牢固