AIAG-VDA-PFMEA分析范例
aiag vda pfmea例子

aiag vda pfmea例子
AIAG(汽车行业行动组)和VDA(德国汽车工业协会)合作制定了一种统一的PFMEA(过程失效模式和影响分析)标准,以确保汽车制造过程中的质量和安全。
以下是一个关于AIAG-VDA PFMEA的示例:
在汽车制造过程中,某公司决定对其发动机装配线进行PFMEA 分析。
首先,团队收集了有关发动机装配过程的数据,包括从零部件到最终装配的所有步骤。
然后,团队识别了潜在的失效模式,例如零部件装配不当、零部件缺陷、工具磨损等。
接下来,团队评估了每种失效模式可能对产品质量和安全性造成的影响,以及当前的控制措施是否足够有效。
团队还分配了严重性、发生频率和探测能力的评分,以确定优先级。
最后,团队提出了改进措施,例如改进装配工艺、增加检查步骤、提高员工培训等,以减少潜在的失效和提高质量水平。
这个示例展示了AIAG-VDA PFMEA的应用,通过系统性的分析和改进,可以帮助汽车制造公司识别和管理潜在的质量问题,从而提高产品质量和可靠性。
通过这种方法,公司可以确保其产品符合行业标准,并满足客户的需求和期望。
1-1 FMEA新版模板(AIAG-VDA R1)
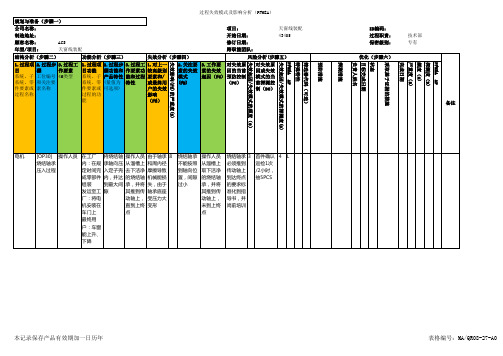
失效分析(步骤四)
风险分析(步骤五)
1.过程项 2.过程步 3.过程工
目
骤
作要素
系统,子 工位编号 4M类型
系统,零 和关注要
件要素或 素名称
过程名称
1.过程项 2.过程步 3.过程工 1.对上一
目功能 骤功能和 作要素功 较高级别
系统、子 产品特性 能和过程 要素和/
系统、零 (量值为 特性
或最终用
年型/项目:
天窗线装配
跨职能团队:
结构分析(步骤二)
功能分析(步骤三)
失效分析(步骤四)
风险分析(步骤五)
1.过程项 2.过程步 3.过程工
目
骤
作要素
系统,子 工位编号 4M类型
系统,零 和关注要
件要素或 素名称
过程名称
1.过程项 2.过程步 3.过程工 1.对上一
目功能 骤功能和 作要素功 较高级别
失效起因/失效模式的频度(O)
失效影响(FE)的严重度(S)
ID编码: 过程职责: 保密级别:
优化(步骤六)
技术部 专有
备注
本记录保存产品有效期加一日历年
表格编号:MA/QR08-27-A0
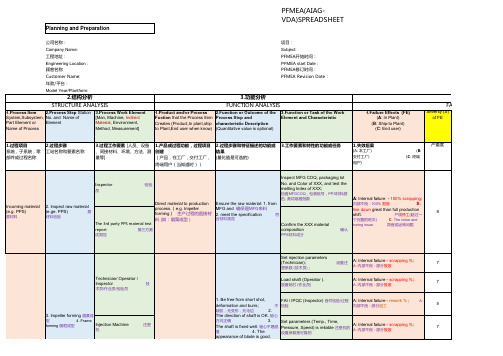
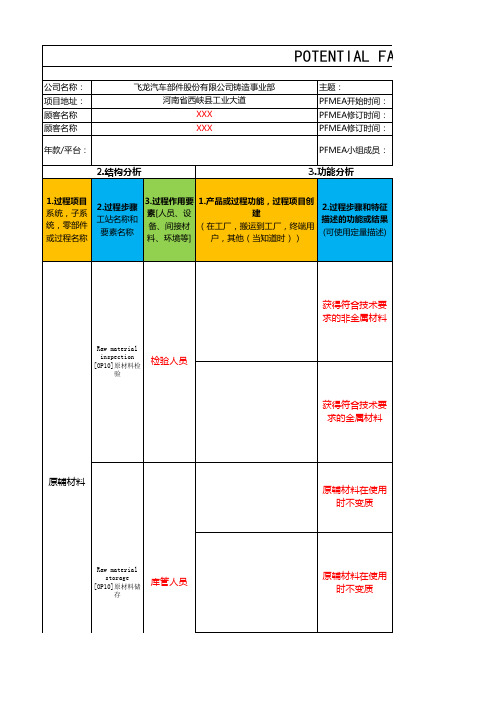
过程失效模式及影响分析(PFMEA)
规划与准备(步骤一)
公司名称:
项目:
天窗线装配
制造地址:
开始日期:
43405
影响
能
(FE)
2.关注要 3.工作要 对失效原
素的失效 素的失效 因的当前
模式
起因(FC) 预防控制
(FM)
(PC)
对失效原 因或失效 模式的当 前探测控 制(DC)
ID编码: 过程职责: 保密级别:
新版FMEA(AIAG-VDA第一版)PFMEA过程FMEA课件PPT

其他类别包括但不限于:方法测量
3.2 过程FMEA步骤二:结构分析
VDA 6.3 乌龟图模型
接口
接口
物质资源(P6.4)过程是使用哪些物质资料实现的?设备、设施、装备……
人力资源(P6.3)哪些部门、职能、人员为过程提供支持?能力、权限……
目标:1、分析范围的可视化2、结构树或其他:过程流程图3、识别过程步骤和子步骤4、顾客和供应商工程团队之间的协作(接口责任)5、功能分析步骤的基础
目标:1、产品/过程功能可视化2、结构树/网或等效过程流程图3、将要求或特性与功能关联4、工程团队(系统、安全和组件)之间的协作5、失效分析步骤的基础
目标:1、建立失效链2、每个过程功能的潜在失效影响、失效模式和失效起因3、使用鱼骨图(4M类型)或失效网识别过程失效起因4、顾客和供应商之间的协作(失效影响)5、FMEA表格中失效文件化和风险分析步骤的基础
【OP…】…
产品/过程(项目)
电机装配线
过程步骤/工位(过程要素)
【OP10】涂润滑过程(轴承)
【OP30】烧结轴承压装过程
【OP40】齿轮罩装配过程
【OP20】涂润滑过程(齿轮)
过程流程
4M要素(人员、设备、材料、环境)操作员涂润滑油设备润滑脂
环境(…)
操作员
压装设备
烧结轴承
图 3.2-2 结构分析-结构树示例(电机装配线)
3.1.3 PFMEA项目计划DFMEA项目明确后,应立即制定PFMEA的执行计划。建议使用本手册1.5节所述的5T方法(目的、时间安排、团队、任务、工具)。在制定项目计划时,组织还需要考虑适用的顾客特定要求(CSR)方法和/或可交付成果的进展情况。PFMEA计划有助于公司提前启动PFMEA。DFMEA活动(七步法过程)应纳入总体项目计划。3.1.4 确定基准PFMEAPFMEA的部分准备工作包括了解哪些可用信息可以帮助跨职能团队,其中包括适用基础PFMEA(第1.3节中所述)、类似产品的PFMEA或产品基础PFMEA。基础PFMEA是专门适用于具有共同或一致产品边界或相关功能的产品的基础过程FMEA。在新产品的基础上,基础PFMEA将添加新项目特定组件和功能,以完成新产品的PFMEA。新产品的添加要素可能来源于PFMEA本身,也可能来源于参考初始系列或基础PFMEA的新文件中。若没有可用的基准,那么团队将开发一个新的PFMEA。
AIAG-VDA-PFMEA分析范例

在电机壳里压入球面轴 承,轴向位置在图纸公 差允许范围内
作业员从料箱拿取 正确型号的清洁的 球面轴承,并放到 压机的上止位
过程:机械能损失,因为球面 轴承与转子间摩擦过大,球面 轴承与轴承座过紧使得球面轴 承内尺寸变形(8); 厂内:无 至外厂:无; 用户:车窗玻璃升降困难 (7)
8
轴承轴向位置没有 达到,间距过小
任务描述: PFMEA项目名称 PFMEA开始日期: PFMEA开始日期 PFMEA修订日期: 最新修订日期
跨职能小组: 小组名单
PFMEA过程失效模式及影响分析
PFMEA编号: 按公司内部规定 过程负责人: 即PFMEA负责人
保密等级: 例如:对外/机密/内部使用
步骤2:结构分析
步骤3:功能分析
1. 过程
系统、子系统、 产品单元,或过
程名称
2. 过程步骤 3. 作业要素
1. 过程功能
工序号和关 (人、机、料-非直 注要素名称 接、环,等等)
(厂内、至外厂、过 程步骤、车辆用户,
如果信息可获取的 话)
2. 过程步骤的功能和 产品特性
(可用量化数据)
步骤4:失效分析
3. 作业要素的功 能和过程特性
1. 失效影响 (FE)
作业员使用之前掉到 过地上的轴承(轴承 上有异物)
无
批次放行要求
(100%有效),检
验员用检具检查球面
10
轴承OK
件,再由作业员筛选
。
H CC
作业指导书 规定不允许 使用掉到地 上的轴承, 并培训相关
人员
John
Doe (生产 工程 师)
进行 中
玻璃升降电机总成
在电机壳里压入球面轴 承,轴向位置在图纸公 差允许范围内
AIAG VDA PFMEA作业指导书范例

AIAG VDA PFMEA作业指导书1.0目的确定生产过程中和产品的相关工序的潜在失效模式及其后果,找出生产过程中零组件或系统的潜在弱点,供生产、品质、工程等部门采取可行性对策。
确定设计和生产过程中潜在的失效机理,评价失效对客户的潜在影响。
确定减少失效发生或找出失效条件的控制变量,采取能够避免或减少潜在失效发生的措施。
2.0适用范围适用于新产品的试产过程,工艺有发生较大改变的过程及易发生不良的过程中PFMEA的制作及更新。
3.0定义3.1.PFMEA: Process Failure Mode and Effects Analysis(过程失效模式及影响分析)的英文简称。
是一套面向团队的、系统的、定性分析方法,其目的是:评估产品/过程中失效的潜在技术风险;分析失效的起因和影响;记录预防和探测措施;针对降低风险的措施提出建议。
3.2.失效:错误的输入和/或噪声因素将产生错误的输出和/或产生无法容忍的附带影响。
3.3.失效影响FE(Failure Effects):失效模式产生的后果。
失效影响描述的是对下一级产品集成(内部或外部)的影响,对操作整车的最终用户的影响(外部),以及对适用的政府法规的影响(监管)。
对最终用户的失效影响示例:无可察觉的影响;外观不良,如近观难看,褪色,表面腐朽;噪音,例如:未对准/摩擦、流体噪音、吱吱声、啁啾声、嘎嘎声;异味、手感粗糙、操作更费劲;操作受损、间歇,无法操作,电磁不兼容(EMC);外部泄漏造成性能损失,运行不稳定;无法驾驶车辆(步行回家);不遵守政府规定;转向或刹车功能损失。
3.4.失效模式FM(Failure Mode):一个项目可能无法满足或交付预期功能的方式。
失效模式来源于功能。
失效模式应当用技术术语来描述。
系统级失效模式的示例包括但不限于以下:机液完全滤失、脱离的太快、不脱离、不传递转矩、不保持充分扭矩、结构支撑不足、支撑结构损失、无信号/间歇信号、提供太多的压力/信号/电压、提供的压力/ /电压/信号不足、不能承受负载/温度/震动。
PFMEA (AIAG-VDA) - Cooling Fan
被驱动时,产生稳定的风流 (扇叶 的平衡应足够好)
inside the ring. 磁条被固定在导磁环
内
2. The strip is
的磁条
固定待充磁
A: Speed will be instable; 转速不稳定
A:
5
充磁
Magnetizing machine 充磁机
magnetized. 磁条被充磁
1.Process Item 2.Process Step Station System,Subsystem, No. and Name of Part Element or Element Name of Process
3.Process Work Element [Man, Machine, Indirect Material, Environment, Method, Measurement]
不 检验
内部不良 - 部分返工
5
缺胶,无变形,无毛边
2.
The direction of shaft is OK. 轴心
方向正确
3.
The shaft is fixed well. 轴心不易脱
落
4. The
Set parameters (Temp., Time, Pressure, Speed) is reliable 注塑机的 设置参数是可靠的
inspection 扇叶外观检查
Operator / Inspector 作业员/检 验员
Balancing Machine 机
平衡
Add/check soil - specific area 添加/检 查平衡土 - 指定区域
1. Balance value is in spec. 扇叶
AIAG-VDA FMEA 标准案例,第五版,
1.过程项目 系统,子系 统,零部件 或过程名称
2.过程步骤 工站名称和
要素名称
3.过程作用要 1.产品或过程功能,过程项目创
素[人员、设
建
备、间接材 (在工厂,搬运到工厂,终端用
料、环境等] 户,其他(当知道时))
2.过程步骤和特征 描述的功能或结果 (可使用定量描述)
Raw material inspection
Train the inspectors till they are qualified 进料检验人员需培训 合格后方可上岗
2
入库
格,接收
并上线使
库管人员确保原 材料存放日期不
超过保质期
Reduce the mechanical property of product
库管人员确保原 产品品质下降 材料存放环境符
Stock raw materials first in first out 库存原材料先进先出
2
XXXXPFMEA-2020 XXX
5.风险分析
Hale Waihona Puke 失效原因 (FC)或失效模式 (FM)的现 行探测控制
(DC)
失效原 因
(FC) 或失效 模式 (FM)的 探测度
AP( 行动 优先 级)
特 殊 特 性
[OP10]原材料检 验
检验人员
原辅材料
获得符合技术要 求的非金属材料
获得符合技术要 求的金属材料
原辅材料在使用 时不变质
Raw material storage
[OP10]原材料储 存
库管人员
原辅材料在使用 时不变质
[OP10]原材料储 存
原辅材料在使用 时不变质
AIAG VDA FMEA PFMEA 第一版 中文 FMEA第五版表格

车辆:升降车窗玻璃
3mm
一步分析。
值不一定是最高的。
的量级影响严重度的话。例如“
无冲压裂纹”,失效模式可能是 失效分析可从失效模式、失效影
其它可能的过程特性-“从料箱
“裂纹长度0~10mm”-严重度4, 响或失效原因开始,假如失效链
拿轴承时不刮伤表面”,“轴承
“裂纹长度10~20mm”- 严重度 是精确的话。
失效原因,也就是说一个不足就 以及如何影响这三个方面(内部
公司可自行选择其它方法
可在失效分析(FE)完成后进行倒 失效模式将是这些产品特性的不 是一个失效原因。
工厂、客户工厂、过程步骤、车
如果产品特性有规范上下限的 新失效原因--- 当考虑“失效原
推。
足。
辆用户)。
话,要分别考虑上下限的失效模 因”时,新的“作业要素的功能
步骤2:结构分析
步骤3:功能分析
步骤4:失效分析
步骤5:PFMEA 风险分析
步骤6:优化
1. 过程项目
2. 过程步骤
3. 作业要素
1. 过程项目的功能 2. 过程步骤的功能和 3. 作业要素的功能和 1. 失效影响 (FE)
2. 过程步骤的失效模 3. 作业要素的失效原 当前针对FC的预
当前针对FC或FM
放入制具中时不用太大力”,“
7,“裂纹长度20mm以上”- 严
拧紧螺栓直到
拧紧螺栓直到扭矩灯亮绿,此时
和控制措施。
不能再用力”,“拿取正确的润
玻璃升降电机总成
OP# 30 压入球面轴承
作业员
过程:按控制信号转化电能为机 械能; 内部工厂:在周期时间内装配, 无报废和返工; 客户工厂:电机安装到车门不会 出现停线/停顿、拣选、遏制; 用户:升降车窗玻璃
VDA-AIAG 第一版PFMEA研讨
内部产品监测结果
人体工程学问题 持续改进机会
PFMEA 检查表
物料清单 (BOM)
图纸 —图解
过程清单
当前/以前的设计 FMEA 以前的过程 FMEA 操作员说明书
政府或安全性法规(若适用)
过程控制计划 (PCP) 流程 初步 PCP 基本符合设计意图的实际零件 制造过程变更列表 制造运营评估 经验总结
过程步骤 过程项目
示例:操作员在轮胎和轮辋上安装内胎气门
第 3 步:功能分析(要求)
要求:
与过程功能的执行有关 可以进行评价或衡量 分为两组:产品特性和过程特性
产品特性:
产品或图纸技术规格文档中给予介绍 设计文档包含法律要求、行业要求、客户要求、内部要求等。 PFMEA 中定量值为可选项。
1.过程项目、系统、子系统、零 件要素或过程名称
作业 过程功能 SC
2.过程步骤、站编号和重点要素 名称
产品
要求
第 2 步:结构分析
3.过程作业要素:(人、机、间 接材料、环境等)
过程
1.功能或过程项目(厂内、运至工厂、过程项目、 车辆最终用户,若已知)
潜在 失效 模式
第 3 步:功能分析
2.过程步骤的功能和产品特性(定量值为可选项)
范围中的整合最高层。
失效链中待考虑的论题。
作业要素 — 过程流程图或结构树 的最低层[4 M (即人员、机器、方 法、物料)类别 — 石川图分析 法)]
第 2 步:结构分析
第 2 步:结构分析
第 2 步:结构分析
第 2 步:结构分析
第 2 步:结构分析
第 2 步:结构分析(过程项目-步骤)
(厂内) 示例 2:“将车轮装在车架上,无生产线停工或限制使用现象” (运至工厂)
AIAG VDA PFMEA表格模板(自动计算AP)

1.对于上 一较高级 别要素和/ 或最终用 户的失效 影响 (FE)
失效 影响 2.关注要 的严 素的失效 重度 模式 (FM) (S)
3.下一较 低级别要 素或特性 的失效原 因 (FC)
对失效原 因的当前 预防控制
(PC)
失效 原因 的发 生度 (O)
对失效原 因 / 失效 模式的当 前探测控 制 (DC)
失效分析 (第4步)
PFMEA 风险分析 (第5步)
PFMEA 优化 (第6步)
问题#
1.过程项
历史/变 更授权 系统、子系 (适用时) 统、零件要
素或过程名 称
2.过程步 骤
工位编号和 关注要素名
称
3.过程工 作要素
4M类型
1.过程 名称的 功能
系统、子 系统、零 件要素或 过程的功
2.过程步 骤的功能 和产品特
PFMEA 优化 (第6步)
问题#
1.过程项
历史/变 更授权 系统、子系 (适用时) 统、零件要
素或过程名 称
2.过程步 骤
工位编号和 关注要素名
称
3.过程工 作要素
4M类型
1.过程 名称的 功能
系统、子 系统、零 件要素或 过程的功
2.过程步 骤的功能 和产品特
性
(量值为可 选项)
3.过程 工作要 素的功 能和过 程特性
(PC)
失效 原因 的发 生度 (O)
对失效原 因 / 失效 模式的当 前探测控 制 (DC)
失效原 因/失 效模式 的探测 度 (D)
AP
特殊 特性
筛选器 代码(选
填)
PFMEA 预防措
施
PFMEA 探测措
施
IATF16949第五版AIAG-VDA PFMEA案例分析

维护 严重度为9-10级的缺陷产品流出? 是 OP 40 作业指导书【零件更换】
测试实验室 导致高昂失效成本缺陷产品流出? 是 硬度仪 配置程序
规划和准备:装配线层面
电机组装流水线
OP 70
OP 80
OP 30 OP 20
二、PFMEA概念---规划准备【表头】
结构分析【步骤二】
1.过程项目 系统/子系统/组件 或过程名称
2.过程步骤 关注要素名称
3.作业要素 4M【人机料环】
操作工
机器
材料
轴承加工线
精磨外圈内径
环境
工装
检测设备
切削液
三、PFMEA步骤二---结构分析【随堂练习】
进货检验
1 0
笔帽注塑
20
圆珠笔 装配
50
包装
60
笔筒注塑
30
入库检验
70
笔筒喷涂
结构树:按层次排列过 程要素,并通过结构化 连接展示依赖关系。 这种图形结构可帮助理 解不同过程项过程步骤 和过程工作要素之间的 关系。每个元素都是一 个构建块,随后会增添 相应的功能和失效。
要素名称:名词+行为 动词
过程项
电机 装配线
过程步骤
OP10:涂润 滑【轴承】 OP20:涂润 滑【齿轮】
OP30:烧结 轴承压装
OP40:齿轮罩装 配
OP……:……
如图:电机装配工序
三、PFMEA步骤二---结构分析【结构树-过程作业要素】
过程作业要素:
是过程流程图、结构树及PFMEA分析对象中的最低层级;
是影响过程步骤的主要潜在原因的类别;
分析维度:4M1E;
AIAG-VDA-FMEA表格使用说明(带实例)

系统/子系统/部件名称:
系统零部件的名称
PFMEA编号: 按公司内部规定
过程负责人: 即PFMEA负责人
保密等级: 例如:对外/机密/内部使用
步骤4:失效分析 2. 过程步骤的失效模式 (FM)
3. 作业要素的失效原因 (FC) 当前针对FC的预 防性控制措施 (PC)
步骤5:PFMEA 风险分析 当前针对FC或FM的探测 性控制措施 (DC)
原因,以便下一步分析。
建议对这三个方面分别进行严重度打分,并选择
非制造过
。
内部工厂:避免返工和报废;
其它可能的过程特性-“从料箱拿轴承时不刮伤表面 其中最大的分数。对车辆用户的影响的严重度分
程,例如
客户工厂:摇窗机电机安装到车门上; 产品特性可描述成满足 ”,“轴承放入制具中时不用太大力”,“拧紧螺栓 值不一定是最高的。
用户:车窗玻璃升降困难 (7)
玻璃升降 电机总成
OP# 30 机器(压 压入球面 机) 轴承
过程:按控制信号转化电能为机械能; 在电机壳里压入球面轴
内部工厂:在周期时间内装配,无报废和 承,轴向位置在图纸公
返工;
差允许范围内
客户工厂:电机安装到车门不会出现停线
/停顿、拣选、遏制;
用户:升降车窗玻璃
步骤1:范围定义
公司名称: 负责PFMEA的 公司
工厂地点: 地理位置
顾客名称: 顾客名或过程族名称
车型年/平 台:
顾客车型年型/平台/款型
Process Failure Mode and Effects Analysis (Process FMEA) 过程失效模式及效果分析(过程FMEA)
任务描述: PFMEA项目名称 PFMEA开始日期: PFMEA开始日期 PFMEA修订日期: 最新修订日期
aiag vda pfmea例子
aiag vda pfmea例子全文共四篇示例,供读者参考第一篇示例:团队确定了该产品的设计和生产过程中的所有关键步骤,例如电动机的组装、充电系统的安装等。
然后,团队开始识别可能的故障模式和效果。
电动机可能会因为某个零部件装配不当而导致断电;充电系统可能会出现过热导致短路等问题。
团队将这些问题列为潜在的故障模式。
接下来,团队对每个潜在的故障模式进行评估,确定其对产品质量和安全性的影响程度(严重性)、故障发生的频率(发生性)以及故障被发现的可能性(检出性)。
电动机断电的影响程度可能很大,因此被评为高严重性;但由于装配工艺比较成熟,发生频率较低,被评为低发生性。
团队将制定预防措施和控制措施来降低这些故障模式的风险。
他们可能会制定更严格的装配规程,增加对关键零部件的检测频率等。
制定完措施后,团队还需要对这些措施的效果进行评估,并不断改进。
第二篇示例:AIAG VDA PFMEA是指根据国际汽车行业标准组织(AIAG)和德国汽车工程师协会(VDA)共同制定的一种过程失效模式及影响分析方法。
这种方法是为了帮助汽车行业的供应链伙伴在产品设计和生产过程中识别和解决潜在的故障模式,从而提高产品质量和可靠性。
在本文中,我们将以实际案例为例,介绍AIAG VDA PFMEA的具体应用及其重要性。
故障模式及影响分析(FMEA)是一种常见的质量管理工具,其目的是通过系统性地识别和排除产品和过程中的潜在故障模式,以确保产品的质量和可靠性。
在汽车行业,产品设计和生产过程中存在着各种各样的潜在故障模式,如设计错误、工艺不当、零部件失效等,这些故障模式可能会导致产品的功能失效、安全性降低,甚至对用户造成伤害。
AIAG VDA PFMEA是结合了AIAG和VDA两个国际汽车行业标准组织的最佳实践而制定的一种FMEA方法。
它强调了全面性和系统性,要求参与方从产品设计、制造、测试、维修等全过程来考虑潜在故障模式,并评估其可能的影响程度和频率。
2019第五版AIAG VDA PFMEA (空表)
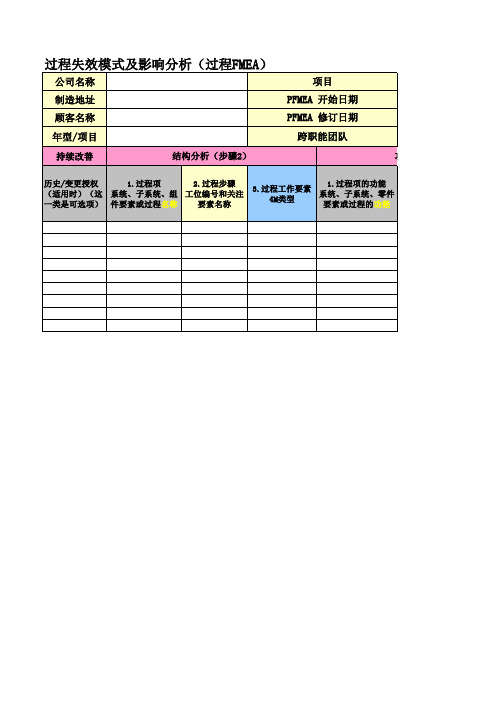
公司名称
制造地址
顾客名称
年型/项目
持续改善
结构分析(步骤2)
项目 PFMEA 开始日期 PFMEA 修订日期
跨职能团队
功能分析(步骤3)
历史/变更授权 (适用时)(这 一类是可选项)
1.过程项 系统、子系统、组 件要素或过程名称
2.过程步骤 工位编号和关注
要素名称
2.关注要素的失效模 式(FM)
步骤4)
风险分析(步骤5)
3.工作要素的失效原 对失效起因的当前
因(FC)
预防措施(PC)
失效起 对失效起因/失效模 因的频 式的当前探测措施 度(O) (DC)
失效起因/
失效模式 AP(措施
的探测度 优先级)
(D)
特殊 特性
筛选代 码(可 选)
优化(步骤6)
预防措施
3.过程工作要素 4M类型
1.过程项的功能 系统、子系统、零件
要素或过程的功能
功能分析(步骤3)
PFMEA ID编号 过程职责 保密级别
失效分析(步骤4)
2.过程步骤的功能和 产品特性(量值为可 选项)
3.过程工作要素的 功能和过程特性
1.对于上一较高级级 别要素和/或最终用 户的影响(FE)
失效影 响严重 度(S)
探测措施
责任人
计划完成日 期
状态
采取基于证 据的措施
完成日期
严重度 (S)
发生度 (O)Biblioteka 探测度 (D)特殊特性
AP
备注
PFMEA第五版案例
称)
过程工作 要素的功 能和过程
特性
对上一级系 统失效影响 或最终用户
的影响 (FE)
严 关注要素 重 失效模式 度s FM
失
工作要 素失效 起因FC
当前的对 失效起因 的预防措
施
效 模 式 的 频
当前失效 模起因/ 失效模式 的探测措
施
探 PFM 测 EA措 特殊 度 施优 特性 D 先级
度o
压装 D先生
பைடு நூலகம்
尚 示 完 成
83 2 L
操作人员
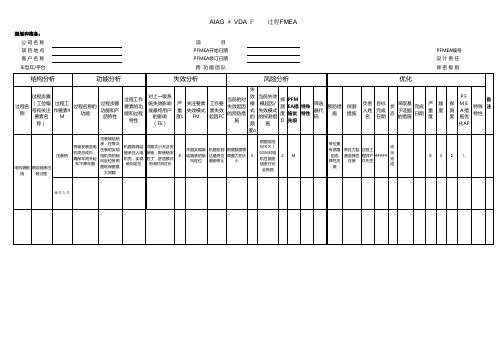
AIAG ﹠ VDA F 过程FMEA
规划和准备: 公司名称 项目地点 客户名称 车型年/平台
项
目
PFMEA开始日期 PFMEA修订日期
跨 功能团队
PFMEA编号 设计责任 保密级别
结构分析
功能分析
失效分析
风险分析
优化
过程步骤
过程名 称
(工位编 号和关注
要素名
过程工 作要素4
M
过程名称的 功能
过程步骤 功能和产
机器将烧结 间隙太小无法安 轴承压入电 装轴,即使轴安 机壳,实现 后了,舒适模式
轴向定位 关闭时间过长
8
大间隙
不能实现烧 机器在到 根据数据表
结轴承的轴 达最终位 调整力的大 5
向定位 置前停止
小
根据规范 MRKJ 5036对电 机性能曲 线进行完
全探测
2
M
带位置 传感器
的选 择性压
装
带压力监 过程工 测选择性 程师P #####
筛选 器代 码
预防措 施
探测 措施
负责 人姓
名
目标 完成 日期
AIAG-VDA-FMEA表格范例(中英文)
Process Failure Mode and Effects Analysis (Process FMEA)Company Name:Name of company responsiblefor PFMEA Subject:Name of PFMEA projectSystem/sub-system/component/Plant Location:Geographical location PFMEA Start Date:Date PFMEA project started PFMEA ID Number:Determined by the companyCustomer Name:Name of customer (s) or [product family ]PFMEA Revision Date:Date of most recent change Process Responsibility:Name of PFMEA ownerModel Year / Platform:Customer application orcompany model / style Cross-Functional Team:Team Roster needed Confidentiality Level:[ Business Use,Confidential,Propriotary, etc. ]CONTINUOUSIMPROVEMENT1.Process ItemSystem, Subsystem, Part Element or Name of Process 2.Process StepStation No. and Name of FocusElement3.Process Work Element[ Man, Machine, Material(Indirect), Milieu(Environment), etc. ]1.Function of the Process Item[ In-plant, Ship to plant,Process Item, Vehicle Enduser, when known ]2.Function of the Process Stepand Product Characteristic( Quantitative value isoptional )3.Function of the Process WorkElement and ProcessCharacteristic1.Failure Effects (FE)[In-plant, ship to plant,process item, vehicle enduser, when know]OriginalSeverity(S)ofFE 2.Failure Mode (FM) of theProcess Element3.Failure Cause (FC) of the WorkElementCurrent PreventionControl (PC) of FCOccurrence(O)ofFCCurrent DectectionControls (DC) of FC orFMDetection(D)ofFC/FMActionPriority(AP)SpecialProductCharFilterCode(optional)Prevention Action Detection Action ResponsiblePersonTargetCompletionDate (TCD)Status:Open,Completed,DiscardedAction Takenwith Pointerto EvidenceCompletionDateSeverity(S)Occurrence(O)Detection(D)ActionPriority(AP)History / ChangeAuthorization(As Applicable)The name of the process being analyzed e.g. electrical motor assembly line which is the end result of all successfully completed process stepsmay also be a non-direct manufacturing process e.g. shipping The operation or station to beanalyzed that produces theProcess Item e.g. OP30Sintered bearing Press-inprocessUse the 4M's to identity typesof variation that have aninfluence on the operation orstation being analyzed4M Types:Man, Machine, Material(indirect), Milieu(Environment)List a single "M" for eachline.Types may vary by companyA description of what theProcess Item is expected toachieve broken down intoseveral categoriesSome categories maybe unknownand listed as Not Applicable(NA)These expectations can bereferred to when completingFailure Effects (FE)These expected results mayapply for the entire ProcessItem e.g. electrical motorassembly lineIn-plant:Avoid rework andscrapShip to plant Installation ofwindow lifter electrical motorto vehicle doorProcess Item.:Shaft installedinto pole house assemblyVehicle.:Window raises andlowersA description of what theoperation or station mustachieve e.g. Axial positionsintered bearing in polehousingThis is the positive ProductCharacteristic and must bedetectable in the productThe Failure Mode or FailureModes will be the negative ornegatives of the positiveProduct Characteristic.The Product Characteristic canbe written stating the entirepositive ProductCharacteristic, e g within gaptolerance, or using separatelines, considering over andunder tolerance, e g , notgreater then max tolerance,not less than min tolerance.It may also consider magnitudeof out to tolerance if iteffects the Failure Effectse.g. gap not greater then maxtolerance by 0~3mm or gap notA positive description of howthe work is completedincluding the positive processcharacteristic related to each4MThe negative of thesepositives will be used for theFailure Cause column The moredetail used here will producemore Failure Cause i.e. eachline is a unique positiveproducing a unique negative,i.e. a Failure CauseInstead of “Get correctsintered bearing from partrack and place into fixture”Use “Get correct sinteredbearing” and “Fully placebearing into fixture”Thisidentifies of two separateFailure Causes, i.e.. “wrongpart picked” “Bearing notfully set into fixture” Themore detail used, the moreCauses can be captured in thedocumented for risk analysis.How the Vehicle, System orSubsystem could fail toperform the Function describedat the Next Higher levelWhen considering Effects,consider items listed in “Function of the Process Item”and the "Failure Mode” endhow they can Effect the 3areas being considered (In-Plant, Ship to plant. ProcessItem, Vehicle End User)Include potential effects tothe vehicle (End User) levelend regulations. as applicableIt is recommended to list theSeverity Rank next to each ofthe 3 areas being consideredand use the highest Rank forthe Severity Rank. One area,such as End User. may notalways have the highestSeverity Rank1~10Failure mode must bedetectable in the product(defect)The Failure Mode will be thenegative or negatives of thepositive ProductCharacteristic.Considering each side of thespecification of ProductCharacteristic ifspecification of ProductCharacteristic has a range,list Failure Mode for eachside of the specification,i.e., “Torque Bolt to spec”,the Failure Modes will be “Torque loss then spec”, “Torque more than spec” Eachmay have a different SeverityRank.Considering magnitude of outof specification If themagnitude of out ofspecification can affect theSeverity Rank. It should helisted, i.e., “No stampingThe Failure Cause is thenegative of the positivelisted in “Function of theProcess Work Element andProcess Characteristic”Cause must be detectable inthe process (error) and leadto the Failure ModeNew Failure Causes - Whileconsidering “Failure Causes”, new 'Function of theProcess Work Element andProcess Characteristic”, “Product Characteristic andmaybe generated, i.e. listing.“Scratched top surface whilepicking part from rack” cangenerate “Pick part from partrack without scratching thetop surface”, may generateand a new “ProductCharacteristics”, “Topsurface scratch tree” and anew Failure Mode “Top surfacescratched”Failure Analysis can beginInitial State - Pastcontrols proven and /or controls committedto1~10Initial State - Pastcontrols proven and /or controls committedto1~10H, M,L, NALL Additional Actionsneeded to reduceOccurrenceAdditional Actionsneeded to improveDetectionName, nottitle ordepartmentmm yy or ddmm yyOptional:Decisionpending,Implementation pendingDescriptionof actiontaken anddocumentnumber,report nameand date,etc.mm yy or ddmm yy1~101~101~10H, M,L, NAFor PFMEA teamuseExamples:A design change:DCN0983885A managementreview:MR07-NOV-2017A customerreview:CR02-FEB-2018Electrical Motor[OP 30] Sintered bearing press Operator Process Item: Convertelectrical energy intomechanical energy (acc.control signal)In Plant: Assembly ofcomponents within cycle time,without scrap or reworkShip to Plant: Assembly ofmotor to vehicle door withoutline stoppage, sort orcontainmentEnd User Window raises andlowers Press in sintered bearing toachieve axial position in polehousing to max gap per printOperator takes clean sinteredbearing from chute and push itonto the press-in shaft untilthe upper stopProcess Item: Loss ofmechanical energy because oftoo much friction betweenbearing and shaft, innerdiameter of the bearingdeformed because off too muchseating stressIn Plant: NoneShip to Plant NoneEnd User: Window raises andlowers with difficulty8Axial position of sinteredbearing is not reached, gaptoo smallOperator inserts a sinteredbearing which was dropped tothe ground floor before(contaminated with dirt)No Prevention control10Lot release Protectobjective(effectiveity 100%)Visual Gaugeinspection of axialgap of bearing to polehousing eat byoperator (check thechecker:N/A)Dectection indicator:OK/NOK (RED/GREENarea) and operatorseparate the NOK part2H CC The definition of awork instructionand a workinstruction for"fallingcomponents" andcontents of theregularTraining curricularthe operator andfinishing staffJohn Doe(ProductionEngineer)DD.MM.YYYY In-progress832LElectrical Motor[OP 30] Sintered bearing press Machine (press machine)Process Item: Convertelectrical energy intomechanical energy (acc.control signal)In Plant: Assembly ofcomponents within cycle time,without scrap or reworkShip to Plant: Assembly ofmotor to vehicle door withoutline stoppage, sort orcontainmentEnd User Window raises and Press in sintered bearing toachieve axial position in polehousing to max gap per printMachine has to press in thesintered bearing into the polehousing seat until the definedaxial positionProcess Item: Loss ofmechanical energy because oftoo much friction betweenbearing and shaft, innerdiameter of the bearingdeformed because off too muchseating stressIn Plant: NoneShip to Plant NoneEnd User: Window raises andlowers with difficulty8Axial position of sinteredbearing is not reached, gaptoo smallMachine stops before reachingfinal position (too lessforce)Selected press withforce monitoring andposition controlsensor3Lot release Protectobjective(effectiveity 100%)Visual Gaugeinspection of axialgap of bearing to polehousing eat byoperator (check thechecker:N/A)2M3Electrical Motor[OP 30] Sintered bearing press Machine (press machine)Process Item: Convertelectrical energy intomechanical energy (acc.control signal)In Plant: Assembly ofcomponents within cycle time,without scrap or reworkShip to Plant: Assembly ofmotor to vehicle door withoutline stoppage, sort orcontainmentEnd User. Window raises andlowers Press in sintered bearing toachieve axial position in polehousing to max gap per printMachine has to press in thesintered bearing into the polehousing seat until the definedaxial positionProcess Item: NoneIn Plant: Assembly of shaft isnot possible because clearancetoo small (scrap 7),excessive line cycle time (7)Ship to Plant: n/aEnd User: n/a7axial position of sinteredbearing is not reached, gaptoo largeMachine stops before reachingfinal position (too lessforce)Selected press withforce monitoring andposition controlsensor3Lot release Protectobjective(effectiveity 100%)Visual Gaugeinspection of axialgap of bearing to polehousing eat byoperator (check thechecker:N/A)Dectection indicator:OK/NOK (RED/GREENarea) and operatorseparate the NOK part3M3OPTIMIZATION (Step 6)RemarksSCOPE DEFINITION (Step 1)Name of system elementSTRUCTURE ANALYSIS (Step 2)FUNCTION ANALYSIS (Step 3)FAILURE ANALYSIS (Step 4)RISK ANALYSIS (Step 6)missed contexts in draft handbook。
2-14 AIAG-VDA失效模式与影响分析(新版PFMEA)
AIAG-VDA失效模式与影响分析(新版PFMEA)课程大纲课程介绍:根据最新发布的AIAG-VDA FMEA(第一版)要求,从实际的应用案例,系统的讲解新版FMEA的背景,重要变化点及企业如何应对等,并针对性极强地讲解PFMEA 的内容、要求、内部逻辑、实施步骤和方法,对新的AIAG-VDA FMEA “六步法”进行提前分解,帮助企业相关职能部门负责人及主管工程师们能够快速聚焦变更,透彻理解OEM对潜在失效分析并进行预防,解决产品设计和过程设计可能出现的问题,在产品实现过程的前期确保法律法规,系统的,过程的,以及产品的相关的失效模式及风险得到考虑并实现有效预防和控制,从而实现稳健的产品和过程设计和公司的持续经营。
参加人员:设计、制造、质量等相关部门经理、主管以及工程师以上人员,以及从事质量体系管理及标准化等工作,以及企业的一方和或二方审核员等相关人员。
课程收益:1、全面了解AIAG-VDA FMEA 第一版背景及主要变化点;2、掌握AIAG-VDA FMEA 推荐的方法和工具;3、获得有效实施FMEA的方法和思路;4、识别目前FMEA的差距并采取纠正行动,降低企业运营的风险;课程大纲:第一章:FMEA介绍第一节:AIAG-VDA FMEA 背景及主要变化点第二节:FMEA目的和描述第三节:FMEA开发过程及里程碑第四节:FMEA的对象和局限性第五节:如何与公司现况进行整合1、FMEA相关的法律法规2、管理承诺3、D/FMEA的知识保护4、客户和供应商之间的协议5、FMEA的再使用6、现有FMEA的处理第六节:产品FMEA和过程FMEA1、设计FMEA2、过程FMEA3、设计FME和过程FMEA之间的信息流第七节:FMEA的策划1、FMEA的团队2、FMEA的时机3、FMEA的意图4、FMEA的工具5、FMEA的任务第二章:过程FMEA的执行第一节:PFMEA第一步:范围定义1、目的第二节:PFMEA第二步:结构分析1、目的2、过程流程图3、结构树第三节:PFMEA第三步:功能分析1、目的2、功能3、要求4、功能关系可视化第四节:PFMEA第四步:失效分析1、目的2、失效3、失效链4、故障网络与链分析5、失效影响6、失效模式7、失效原因8、总结第五节:PFMEA第五步:风险分析1、目的2、现行预防控制3、过程策划4、生产过程5、现行探测控制6、现行预防和探测控制7、评价8、严重度9、发生度10、探测度11、优先措施第六节:PFMEA第六步:优化1、目的2、职责分配3、措施的现状4、措施有效性评估5、持续改进第七节:FMEA结果文件化。
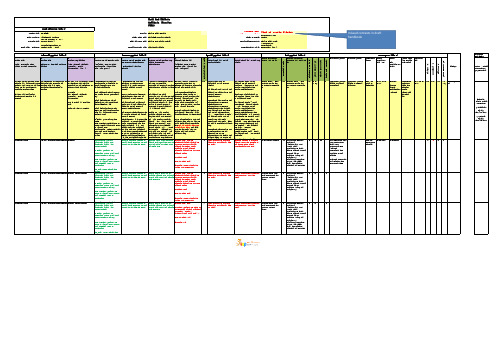
最新版AIAG-VDA DFMEA PFMEA表格含案例(含附属全套EXCEL表)
未完成 完成、取消
改进措施 描述
实际完成 时间
严重度
发生度
探测度
AP
1.System (Item)
2.System Element/ Interface
poment Element
(Item)Interfac e
1.Fuction of System and Requirement or Intended Output
Detection (D)of FC
or FM
AP
Prevenion Action
Detection Action
Responsibl Target
e Person's Complete
Name
dDate
Status:Open Completed discarded
Action Taken with Pointer to Evidence
功能分析 FUNCTION ANALYSIS
修订时间
失效分析 FAILURE ANALYSIS
Design Responsibity: 保密等级: Security Classification:
内部、专用、保密等
风险分析 RISK ANALYSIS
改进措施 OPTIMIZATION
1.系统(项 目)
(FE)
Severlty (S)of FE
2.Failure Mode (FM)
Current 3.Failure Prevenion Cause (FC) Control (PC)of
FC
Occurren ce (O)of
FC
Current Detection Control (DC)of FC or FM
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
OP# 30 压 入球面轴承
作业员
过程:按控制信号转化 电能为机械能; 厂内:在周期时间内装 配,无报废和返工; 至外厂:电机安装到车 门不会出现停线/停顿 、拣选、遏制; 用户:升降车窗玻璃
在电机壳里压入球面轴 承,轴向位置在图纸公 差允许范围内
作业员从料箱拿取 正确型号的清洁的 球面轴承,并放到 压机的上止位
8
轴承轴向位置没有 压机在还没压到位就 达到,间距过小 停止了(压力太小)
使用带有压力和 位置传感器的压
机
3
批次放行要求 (100%有效),检 验员用检具检查球面 轴承与电机座的间 距,用绿色和红色记 号笔标记OK/NOK 件,再由作业员筛选
。
3
L
持续改进
备注
历史/变更授 权 (如适 用)
施
步骤6:优化
期限
状态 (进 行中/ 完成/
取 消)
采取 的措 施和 降低 分值 的证
据
完成 日期
玻璃升降电机总成
OP# 30 压 入球面轴承
作业员
过程:按控制信号转化 电能为机械能; 厂内:在周期时间内装 配,无报废和返工; 至外厂:电机安装到车 门不会出现停线/停顿 、拣选、遏制; 用户:升降车窗玻璃
任务描述: PFMEA项目名称 PFMEA开始日期: PFMEA开始日期 PFMEA修订日期: 最新修订日期
跨职能小组: 小组名单
PFMEA过程失效模式及影响分析
PFMEA编号: 按公司内部规定 过程负责人: 即PFMEA负责人
保密等级: 例如:对外/机密/内部使用
步骤2:结构分析
步骤3:功能分析
1. 过程
过程:机械能损失,因为球面 轴承与转子间摩擦过大,球面 轴承与轴承座过紧使得球面轴 承内尺寸变形(8); 厂内:由于间距小,转子装配 困难(报废)(7),周期时间超 时(7); 至外厂:无; 用户:车窗玻璃升降困难 (7)
料箱门根据轴承
8
轴承轴向位置没有 作业员拿了错误型号 型号自动打开;
达到,间距过小 的轴承
作业指导书;作
业员培训
1
批次放行要求 (100%有效),检 验员用检具检查球面 轴承与电机座的间 距,用绿色和红色记 号笔标记OK/NOK 件,再由作业员筛选 。 无法继续装配
1
L
玻璃升降电机总成
OP# 30 压 入球面轴承
机器(压机)
过程:按控制信号转化 电能为机械能; 厂内:在周期时间内装 配,无报废和返工; 至外厂:电机安装到车 门不会出现停线/停顿 、拣选、遏制; 用户:升降车窗玻璃
在电机壳里压入球面轴 承,轴向位置在图纸公 差允许范围内
压机能损失,因为球面 轴承与转子间摩擦过大,球面 轴承与轴承座过紧使得球面轴 承内尺寸变形(8); 厂内:由于间距小,转子装配 困难(报废)(7),周期时间超 时(7); 至外厂:无; 用户:车窗玻璃升降困难 (7)
在电机壳里压入球面轴 承,轴向位置在图纸公 差允许范围内
作业员从料箱拿取 正确型号的清洁的 球面轴承,并放到 压机的上止位
过程:机械能损失,因为球面 轴承与转子间摩擦过大,球面 轴承与轴承座过紧使得球面轴 承内尺寸变形(8); 厂内:无 至外厂:无; 用户:车窗玻璃升降困难 (7)
8
轴承轴向位置没有 达到,间距过小
(厂内、至外厂、过程步骤、 车辆用户,如果信息可获取的
话)
2. 过程步骤的失 效模式 (FM)
3. 作业要素的失效 当前针对FC的
原因 (FC)
预防性控制措施
(PC)
步骤5:PFMEA 风险分析
当前针对FC或FM的 探测性控制措施 (DC)
PFMEA预 PFMEA 责任
防性行动措 探测性 人
施
行动措
作业员使用之前掉到 过地上的轴承(轴承 上有异物)
无
批次放行要求
(100%有效),检
验员用检具检查球面
10
轴承与电机座的间 距,用绿色和红色记
3
号笔标记OK/NOK
件,再由作业员筛选
。
H CC
作业指导书 规定不允许 使用掉到地 上的轴承, 并培训相关
人员
John
Doe (生产 工程 师)
进行 中
玻璃升降电机总成
系统、子系统、 产品单元,或过
程名称
2. 过程步骤 3. 作业要素
1. 过程功能
工序号和关 (人、机、料-非直 注要素名称 接、环,等等)
(厂内、至外厂、过 程步骤、车辆用户,
如果信息可获取的 话)
2. 过程步骤的功能和 产品特性
(可用量化数据)
步骤4:失效分析
3. 作业要素的功 能和过程特性
1. 失效影响 (FE)
Issue # FE严重度 (S) FC发生度 (O) FC/FM 探测度 (D) PFMEA AP (行动优
先级) 特殊特性 过滤代码 (可选) 更新严重度 (S) 更新发生度 (O) 更新探测度 (D) 更新DFMEA AP
步骤1:范围定义 公司名称: 负责PFMEA的公司 工厂地点: 地理位置 顾客名称: 顾客名或过程族名称 车型年/平台: 顾客车型年型/平台/款型