机床监控与数据采集系统
《基于Flink的机床状态实时采集与监控系统的设计与实现》

《基于Flink的机床状态实时采集与监控系统的设计与实现》一、引言随着工业自动化与智能化水平的不断提升,机床状态实时采集与监控系统的建设变得至关重要。
这不仅能提高生产效率,减少设备故障,而且还能为企业提供丰富的数据支持以优化生产流程。
本文将详细介绍基于Flink的机床状态实时采集与监控系统的设计与实现过程。
二、系统需求分析首先,我们需要明确系统的需求。
机床状态实时采集与监控系统需要具备实时性、准确性、可扩展性和易用性等特点。
为此,系统需要具备以下功能:1. 实时采集机床状态数据;2. 对数据进行处理与分析,以发现潜在的故障问题;3. 提供实时的监控界面,使操作人员能够实时了解机床的运行状态;4. 提供报警功能,当发现异常情况时及时通知操作人员;5. 提供丰富的数据接口,以便与其他系统进行数据交互。
三、系统设计根据需求分析,我们设计了以下系统架构:1. 数据采集层:通过传感器和接口采集机床的实时状态数据。
这些数据包括但不限于机床的转速、温度、压力等。
2. 数据传输层:将采集到的数据实时传输到Flink处理中心。
我们采用高效的传输协议,确保数据的实时性和准确性。
3. Flink处理层:利用Flink的流处理能力对数据进行实时处理。
Flink能够处理大规模的数据流,并保证数据的低延迟处理。
我们通过Flink对数据进行清洗、分析和存储。
4. 监控层:提供实时的监控界面,使操作人员能够直观地了解机床的运行状态。
我们采用Web技术实现监控界面,以便用户能够方便地访问。
5. 报警层:当Flink处理层发现异常情况时,触发报警功能,及时通知操作人员。
我们采用多种报警方式,如短信、邮件、声光等。
6. 数据接口层:提供丰富的数据接口,以便与其他系统进行数据交互。
我们采用标准的接口协议,确保数据的互通性和兼容性。
四、系统实现在系统实现过程中,我们采用了以下技术方案:1. 数据采集:通过传感器和接口采集机床的实时状态数据。
FANUC数控系统的机床数据采集
FANUC数控系统的机床数据采集(2012-05-24 14:13:55)▼分类:机床数据采集及监控标签:发那科fanuc数据采集0i16i18i同西门子数控系统一样,日本发那科(FANUC)生产的数控系统是全球数控机床上装备的主要的系统之一。
从上世纪70年代以来,其生产的系统种类较多,较常用的如早期的FANUC 0/6/15/18系统等,后随着数字驱动技术和网络技术等技术的发展,又推出了i系列的系统,如FANUC 0i/15i/16i/18i/21i/31i等数控系统。
早期的FANUC系统开放性差,通常使用宏程序和硬件连接方式进行数据采集,但采集的数据比较少,而且实时性差,对加工和操作带来影响。
但这类系统目前已逐渐淘汰,使用量比较小。
在i系列数控系统中,由于配置的不同,则可使用不同的方法进行数据采集。
在配有网卡的数控系统中可利用FANUC系统的数据服务功能实现数据采集。
在FANUC的许多系统中网卡都是选件,而在最新的系统上,网卡逐渐变成了标准配置,如FANUC 0i-D等。
制造数据管理系统MDC对于具有以太网的FANUC数控系统,可采集的数据量也非常多。
典型的数据包括:–操作方式数据:手动JOG、MDA、自动、编辑等–程序运行状态:运行,停止,暂停等–主轴数据:主轴转速、主轴倍率,主轴负载,主轴运转状态–进给数据:进给速度、进给倍率–轴数据:轴坐标,轴负载–加工数据:当前执行的程序号;当前使用的刀具–报警数据:报警代码、报警和信息容所有数据均实时后台采集,不用任何人工干预。
制造数据管理系统M对于不具有以太网的FANUC i系列的数控系统,也可采集大量的数据。
典型的数据包括:–操作方式数据:手动JOG、MDA、自动、编辑等–程序运行状态:运行,停止,暂停等–主轴数据:主轴转速、主轴倍率,主轴负载,主轴运转状态–进给数据:进给速度、进给倍率–加工数据:执行的程序号;使用的刀具号–报警数据:NC报警和PLC报警状态所有数据均实时后台采集,不用任何人工干预,也无需修改NC程序。
MDC机床监控与数据采集解决方案

网卡 网卡 网卡 网卡 网卡/串口
西门子 PLC
网卡/串口
欧姆龙 PLC
网卡/串口
采集协议及授权情 况 FOCAS 专用
EZSocket
OPCUA 或专用协 议
DDE 或 OPCDA
OPCUA 或直接采 集
直接采集
备注 全系列免授权 M70/M80/C70 系列免授 权 专用协议免授权 含 PCU 为 windows XP、NT 系统 免授权 免授权
,[IDnum] ,[MachineSN] ,[MachineType] ,[MachineIP] ,[MachineMode] ,[MachineStatus] ,[PowerOnTime] ,[RunningTime] ,[CuttingTime] ,[ProcessingPart] ,[CurrentProgramName] ,[ProcessingCount] ,[ProcessedCount] ,[SpindleLoad] ,[SpindleSpeed] ,[FeedSpeed] ,[SpindleOverride] ,[FeedOverride]
术服务为主导、立足于离散制造业科技领域,专业致力于工业设备数据采集的科技企业。 本着“质量争优、诚信为本”的朴素经营理念,严格按照现代企业模式进行管理运营,致力 成为中国智能制造工业软件和工业互联网的一支劲旅。
乐芯科技是专注于 DNC、MDC 和工业设备智能网关的和软硬件服务。公司主要面向 离散制造企业提供专业技术咨询、智能制造整体解决方案,主要客户包括航空、航天、装 备、汽车、石油等制造业客户,为客户提供包括数控机床联网 DNC、数控机床数据采集 MDC、制造数据管理 NCM 和工业设备智能网关的产品和服务,帮助传统企业转型升级, 支持并促进实现互联网工业和智能制造。
《基于Flink的机床状态实时采集与监控系统的设计与实现》

《基于Flink的机床状态实时采集与监控系统的设计与实现》一、引言随着工业 4.0时代的到来,智能制造成为了工业发展的新趋势。
机床作为制造业的核心设备,其实时状态采集与监控对于提高生产效率、降低故障率具有重要意义。
本文将介绍一种基于Flink的机床状态实时采集与监控系统的设计与实现,以实现对机床状态的实时监测和数据分析。
二、系统需求分析本系统的主要目标是实现对机床状态的实时采集、监控和分析。
为此,我们需要分析系统所需的功能模块、性能需求和安全性需求。
功能模块包括:1. 数据采集模块:负责从机床传感器中实时采集数据。
2. 数据传输模块:负责将采集的数据传输至数据中心。
3. 数据处理模块:负责对数据进行实时处理和分析。
4. 监控展示模块:负责将处理后的数据以图表等形式展示给用户。
性能需求包括:1. 实时性:系统应能在短时间内对机床状态进行实时监测。
2. 准确性:系统应能准确采集和传输机床状态数据。
3. 可扩展性:系统应具有良好的可扩展性,以适应不同类型和规模的机床。
安全性需求包括:1. 数据加密:确保数据在传输过程中的安全性。
2. 权限控制:确保只有授权用户才能访问系统。
三、系统设计本系统采用Flink作为核心处理引擎,实现机床状态的实时采集、传输、处理和监控。
系统架构主要包括数据采集层、数据传输层、数据处理层和监控展示层。
数据采集层通过传感器实时采集机床状态数据,并将其传输至数据传输层。
数据传输层采用可靠的数据传输协议,将数据传输至数据中心。
数据处理层利用Flink对数据进行实时处理和分析,包括数据清洗、统计分析等。
监控展示层将处理后的数据以图表等形式展示给用户。
四、关键技术实现1. 数据采集:采用传感器技术,实时采集机床状态数据。
为保证数据的准确性和实时性,需选择合适的传感器和采样频率。
2. 数据传输:采用可靠的数据传输协议,如MQTT或Kafka 等,将数据从机床传输至数据中心。
为保证数据的安全性,需对数据进行加密处理。
《基于Flink的机床状态实时采集与监控系统的设计与实现》

《基于Flink的机床状态实时采集与监控系统的设计与实现》一、引言随着工业自动化和智能制造的快速发展,机床状态实时采集与监控系统的设计实施成为了一个重要的研究方向。
本文将详细介绍基于Flink的机床状态实时采集与监控系统的设计与实现,旨在提高机床的运维效率、降低故障率,从而增强整个生产线的稳定性。
二、系统设计1. 需求分析机床状态实时采集与监控系统的需求主要包含以下几点:(1) 能够实时获取机床的工作状态数据;(2) 具备高实时性的数据传输与处理能力;(3) 可视化展示机床的工作状态及故障预警信息;(4) 提供故障诊断及预测功能。
2. 系统架构设计基于上述需求,系统架构设计主要包含以下几个部分:(1) 数据采集层:通过传感器及机床自身的接口获取实时状态数据;(2) 数据传输层:利用网络技术将数据传输至数据中心;(3) 数据处理层:采用Flink进行实时数据处理与分析;(4) 用户界面层:展示机床的实时状态及故障预警信息。
3. 技术选型及原因选择Flink作为数据处理核心的原因在于其具备高实时性、高吞吐量及容错性等特点,能够满足机床状态数据的实时处理需求。
此外,Flink支持流批一体处理,使得系统在处理大量数据时仍能保持高效稳定。
三、系统实现1. 数据采集数据采集主要通过传感器及机床自身的接口实现。
传感器负责采集机床的振动、温度、压力等关键参数,而机床接口则提供工作状态、运行时间等数据。
采集到的数据通过数据传输层发送至数据中心。
2. 数据处理在数据中心,采用Flink进行实时数据处理。
首先,对数据进行清洗与预处理,去除异常值及噪声;然后,通过机器学习算法对机床状态进行预测与诊断,及时发现潜在故障;最后,将处理后的数据存储至数据库或缓存中,供用户界面层调用。
3. 用户界面展示用户界面层采用Web技术实现,通过图表、曲线等方式展示机床的实时状态及故障预警信息。
同时,提供故障诊断及预测功能的可视化界面,方便用户进行故障排查与处理。
机床监控与数据采集系统

机床监控与数据采集系统机床监控与数据采集系统文档范本一、引言⑴目的本文档旨在介绍机床监控与数据采集系统的设计、实施和使用。
该系统旨在提高机床运行效率、改善生产质量以及减少生产故障。
⑵背景随着现代制造业的快速发展,对机床的生产效率和质量要求越来越高。
而传统的机床监控方法已经不能满足生产需求,因此开发该监控与数据采集系统,以便实时监控机床运行状态、采集关键数据并进行分析。
二、系统概述⑴功能需求本系统主要具备以下功能:●实时监控机床的运行状态,如速度、温度、压力等参数。
●采集机床关键数据,如加工时间、加工过程中的误差等。
●分析机床运行数据,提供生产效率、质量以及故障预警等报告。
●远程控制机床运行,如调整加工参数、修改程序等。
●数据存储和备份,确保数据的安全性和可靠性。
⑵系统架构本系统采用客户端-服务器架构,具体架构如下:●客户端:用于机床的监控、数据采集和操作控制,可以通过计算机、方式等设备访问。
●服务器:用于接收和处理客户端的请求,存储和管理机床数据,提供数据分析和报告。
⑶系统界面本系统的界面应具备清晰直观、易于操作和实时更新的特点,包括但不限于以下界面:●登录界面:用于用户登录系统。
●主界面:显示机床的实时状态和关键数据,提供控制和操作的入口。
●报告界面:展示数据分析报告、生产效率和质量指标等。
●设置界面:提供系统配置和参数调整的入口。
三、系统设计与实施⑴硬件需求本系统所需的硬件包括但不限于以下内容:●机床传感器:用于监测机床的运行状态和关键参数。
●数据采集设备:用于采集和传输机床数据,如传感器接口、数据线等。
●服务器设备:用于处理和存储机床数据,如计算机、存储设备等。
●客户端设备:用于访问和操作系统,如计算机、方式等。
⑵软件需求本系统所需的软件包括但不限于以下内容:●操作系统:服务器端可选择Linux或Windows操作系统,客户端可选择各种操作系统。
●数据库:用于存储和管理机床数据,可选择MySQL、Oracle等数据库。
数控机床状态数据实时采集与监视系统的研究开发

南京航空航天大学硕士学位论文数控机床状态数据实时采集与监视系统的研究开发姓名:肖士利申请学位级别:硕士专业:机械电子工程指导教师:叶文华20080501南京航空航天大学硕士学位论文 摘 要 生产现场信息的实时采集、传输、处理和分析是现代制造企业进行快速决策与响应的基础。
随着制造自动化和企业信息化的发展,企业对自动采集制造信息的需求越来越强烈,但常常因数控机床的多样性、异构性以及数控系统不开放,使得企业难以实时采集数控机床的现场数据。
因此,研究数控机床状态数据的采集具有重要的现实意义。
论文首先从信息采集的角度分析了数控机床的机床本体、PLC和CNC之间关系,研究了基于数控机床标准通信接口、基于机床PLC、基于机床电气电路三种数据采集方法的实现技术与优缺点。
然后,详细研究了一种基于机床电气电路进行机床数据采集的实现技术——基于外接PLC的采集方法,分析了该方法的实现过程,研究了可从不同OPC服务器读取数据的通用OPC客户端。
在此基础上,设计了具有基于数控机床串口和基于外接PLC两种采集功能的机床数据采集与监视系统(NC-SCADA)总体结构,研究了系统实现的若干关键技术,开发与实现了NC-SCADA系统,并在马钢车轮公司的数控生产线上得到成功应用。
该系统具有通用、可扩展和可重用的特点。
最后,对全文进行总结,并对进一步工作进行了展望。
关键词:数控机床,数据实时采集,OPC,电气电路,宏指令,可编程逻辑控制器数控机床状态数据实时采集与监视系统的研究开发 ABSTRACTThe real-time acquisition, transmission, processing a nd analysis of shopfloor field data are the foundation of rapid decision-making and response in modern manufacturing enterprises. With the development of manufacture automation and enterprise information, the requirement of automatically collecting production information becomes more and more intense for enterprises. However, the variety, heterogeneity and the closed CNC system of NC machine tools make it difficult for enterprises to automatically collect information at manufacturing spots. Therefore, it will be very meaningful to study the data acquisition of NC machine tool.In this paper, the relations between main body, PLC and CNC of NC machine tool in the perspective of i n formation collecting are analyzed, and the realization technology and the advantages and disadvantages of the three collecting methods are researched, which are basing on standard communication interface、PLC、electrical circuit of NC machine tools. Then one realization technology, the method based on external PLC, which is based on the electrical circuit of NC machine tools is studied in detail, the process realizing data real-time acquisition of processing states of NC machine tools by this technique is analyzed, and general OPC client reading data from different OPC server is researched.Basing on this research, the general structure of Data Real-Time Acquisition and Supervision System of NC Machine Tool(NC-SCADA) is designed in this paper, which has two collecting function including the methods based on RS232 serial and external PLC. Several key techniques in realizing the s ystem are studied, and the NC-SCADA system is developed, which was applied successfully on the production line in Wheel and Tyre Plant of Maanshan Iron & Steel Co. Ltd. This system has characteristics of universality, expansibility and reusability.Finally, the whole paper is summed up and further work is looked forwared as well.Key Words:NC machine tool, Data Real-Time Acquisition, OPC, Electrical Circuit, Macroinstruction, PLC南京航空航天大学硕士学位论文 图 清 单图1.1 集中采集集中控制方式 (3)图1.2 分布采集集中控制方式 (3)图2.1 数控系统的组成 (9)图2.2 PLC、CNC和数控机床本体间的信号关系 (12)图2.3 PLC输入信号图示 (16)图2.4 PLC输出信号图示 (16)图2.5 直流输入信号典型电路 (18)图2.6 直流输出信号接口 (18)图2.7 负载为指示灯的信号输出电路 (19)图2.8 负载为继电器线圈的信号输出电路 (19)图2.9 NC-SCADA系统的总体设计 (22)图3.1 主轴正转控制梯形图 (28)图3.2 中间电路 (29)图3.3 主轴电机 (29)图3.4 润滑系统电气控制原理图 (30)图3.5 润滑系统的的PLC控制梯形图 (31)图3.6 OPC接口访问方式 (33)图3.7 服务器、组、对象三者之间的关系 (34)图3.8 OPC连接图 (35)图3.9 SQL Server 2000和Oracle数据库写入数据性能比较 (37)图3.10 三种方法的性能特性比较 (39)图4.1 基于外接PLC的数据采集方法的总体结构图 (45)图4.2 PLC的现场组态 (46)图4.3 DI16数字输入模块地址 (46)图4.4 数控机床继电器接线原理图 (47)图4.5 OPC服务器内部结构图 (48)图4.6 OPC服务器Item对象与数据源的关联 (49)图4.7 本地PC机和远程PC机之间的客户端和服务器基于COM的连接 (51)图4.8 客户端程序工作流程 (52)数控机床状态数据实时采集与监视系统的研究开发 图5.1 NC-SCADA系统的软件功能模型图 (56)图5.2 串口采集流程图 (58)图5.3 OPC服务器列表 (59)图5.4 通过连接点连一个接收器过程 (60)图5.5 订阅式采集流程 (61)图5.6 数据实时采集与监视系统的线程框架图 (64)图5.7 机床的日生产运作情况 (65)图5.8 OEE查询 (65)图5.9 机床电气柜的继电器线路图 (67)图5.10 设备引脚配置 (68)图5.11 系统的运行图 (69)南京航空航天大学硕士学位论文 表 清 单 表2.1 三种采集方法的优缺点 (21)表3.1 三菱系统地址变量 (25)表3.2 各信号组合对应的设备状态 (41)表3.3 六大损失的简单说明及其与OEE的关系 (43)表5.1 机床信号-继电器-PLC DI16地址三者之间的对应关系 (67)数控机床状态数据实时采集与监视系统的研究开发 注 释 表 1.缩写词 SCADA Supervisory Control And Data Acquisition监视控制和数据采集系统DNC Direct Numerical Control or Distributed Numerical Control直接数控或分布式数控NC Numerical Control 数字控制CNC Computer Numerical Control 计算机数字控制MES Manufacturing Executing System 制造执行系统OPC OLE for Process Control 过程控制对象链接和嵌入MRP Material Requirement Planning 物料需求计划MRPII Manufacturing Resource Planning 制造资源计划MAP Manufacturing Automation Protocol 制造自动化协议CAN Controller Area Network 控制器局域网LAN Local Area Network 局域网TCP/IP Transmission Control Protocol/Internet Protocol传输控制协议/互联网协议OSI Open System Interconnect 开放互连系统ISO International Organization for Standardization国际标准化组织PLC Programmable Logic Controller 可编程逻辑控制器PMC Programmable Machine Controller 可编程机床控制器API Application Programming Interface 应用程序编程接口ODBC Open Database Connectivity 开放数据库互连MDI Manual Data Input 人工数据输入RV Receiver 信号接收器DV Driver 信号驱动器DSP Digital Signal Processing 数字信号处理BCD Binary Coded Decimal 二进码十进数HMI Human Machine Interface 人机接口承诺书本人郑重声明:所呈交的学位论文,是本人在导师指导下,独立进行研究工作所取得的成果。
《基于Flink的机床状态实时采集与监控系统的设计与实现》
《基于Flink的机床状态实时采集与监控系统的设计与实现》一、引言随着工业 4.0时代的到来,机床设备的智能化、网络化、信息化的需求日益增强。
机床状态实时采集与监控系统是工业生产中不可或缺的一部分,其对于提高生产效率、降低故障率、优化维护策略具有重要意义。
本文将介绍一种基于Flink的机床状态实时采集与监控系统的设计与实现方案。
二、系统设计1. 总体架构设计本系统采用分布式架构,主要包括数据采集层、数据处理层、数据存储层和监控层。
数据采集层通过传感器和网络设备实时获取机床的状态数据;数据处理层利用Flink等流处理技术对数据进行实时分析和处理;数据存储层负责将处理后的数据存储到数据库或缓存中;监控层则通过可视化界面展示机床的实时状态和报警信息。
2. 数据采集层设计数据采集层通过传感器和网络设备实时获取机床的各类状态数据,包括温度、压力、振动等。
为了保证数据的实时性和准确性,我们采用了高精度的传感器和稳定的网络设备。
同时,为了降低系统的复杂性和成本,我们采用了模块化的设计思路,将不同类型的传感器和设备进行分类和整合。
3. 数据处理层设计数据处理层是本系统的核心部分,我们采用了Flink等流处理技术对数据进行实时分析和处理。
Flink具有高吞吐量、低延迟、高容错性等特点,非常适合用于处理实时流数据。
在数据处理层中,我们首先对数据进行清洗和预处理,去除无效数据和噪声数据。
然后,我们通过流式计算对数据进行实时分析和处理,如状态识别、故障诊断等。
最后,我们将处理后的数据存储到数据库或缓存中。
4. 数据存储层设计数据存储层负责将处理后的数据存储到数据库或缓存中。
为了提高数据的可靠性和可访问性,我们采用了分布式数据库和缓存技术。
其中,数据库用于存储结构化数据和历史数据,缓存用于存储实时数据和常用查询结果。
同时,我们还采用了数据备份和容灾技术,确保数据的完整性和安全性。
5. 监控层设计监控层通过可视化界面展示机床的实时状态和报警信息。
机床现场总线控制系统中的数据采集与传输技术研究
机床现场总线控制系统中的数据采集与传输技术研究随着制造业的发展和智能化水平的提高,机床的自动化程度也得到了极大的提升。
机床现场总线控制系统作为机床自动化的关键技术之一,在机床生产过程中扮演着重要的角色。
其中,数据采集与传输技术是机床现场总线控制系统中的核心内容,对于提高机床自动化程度和生产效率具有重要意义。
一、数据采集技术数据采集是机床现场总线控制系统中的关键环节之一,它主要负责对机床运行状态、工件加工质量以及设备负载等信息进行实时的采集和监控。
目前,常见的数据采集技术包括传感器技术、无线通信技术和图像识别技术等。
1.传感器技术传感器技术是机床数据采集的基础,通过安装在机床各个关键部位的传感器可以实时采集到机床的运行状态和工件加工时的各项参数。
例如,通过安装在主轴上的转速传感器可以实时测量主轴转速,通过安装在刀具上的加速度传感器可以实时检测刀具的振动情况。
传感器技术的不断发展和提高,使得机床能够实现更加精确和细致的数据采集。
2.无线通信技术无线通信技术是实现机床数据采集和传输的重要手段之一。
传统的有线数据采集方式存在着布线复杂、受限于距离和成本等问题,而无线通信技术可以克服这些问题,实现更加灵活和便捷的数据采集。
例如,可以利用无线传感器网络(WSN)实现机床数据的实时采集和传输,通过无线网络将采集到的数据传输到上位机进行处理和分析。
3.图像识别技术图像识别技术在机床数据采集中具有重要的应用价值。
通过在机床工作区域安装摄像头,可以实现对工件加工质量和设备工作状态的实时监控。
利用图像处理算法,可以提取出工件的轮廓、表面缺陷等信息,并进行分析和评估。
图像识别技术的应用可以实现对机床工艺过程的全面监控和优化。
二、数据传输技术数据采集只是机床现场总线控制系统中的第一步,数据的实时传输是机床自动化控制的关键环节之一。
目前,常见的数据传输技术包括以太网、CAN总线和Profibus-DP等。
1.以太网以太网是一种广泛应用于计算机网络中的数据传输技术,它的高带宽和高速度特点使得它在机床现场总线控制系统中得到了广泛应用。
机床数据采集系统

机床数据采集系统概述机床数据采集系统是一种用于实时监测和收集机床运行数据的系统。
它通过传感器和网络连接,将机床上的各种工艺参数、运行状态以及设备健康状况等数据实时传输到远程服务器,为操作员、工程师和管理者提供实时的生产数据和设备状态,从而帮助企业实现智能制造和提高生产效率。
该文档将介绍机床数据采集系统的基本原理、主要功能和优势,以及在实际应用中的一些注意事项和推荐实践。
基本原理机床数据采集系统的基本原理是通过安装在机床上的传感器,实时感知和采集机床的运行数据。
这些传感器可测量的参数包括但不限于机床的温度、振动、压力、转速等。
采集到的数据通过网络连接传输到远程服务器,经过处理和分析后,可以实现多种功能,如实时监测、设备健康诊断、生产数据统计等。
主要功能实时监测机床数据采集系统可以实时监测机床的运行状态和各种工艺参数。
操作员可以通过远程终端实时查看机床的温度、振动等参数,及时了解设备运行情况,发现异常并采取相应的措施。
这可以大大减少因机床故障或异常运行造成的生产停机和设备损坏,提高生产效率和设备利用率。
设备健康诊断机床数据采集系统还可通过对采集到的数据进行分析,实现设备健康诊断。
根据设定的规则和算法,系统可以自动判断机床是否存在故障风险,并提供相应的预警信息。
这有助于及早发现设备故障,预防事故发生,减少维修成本和生产损失。
生产数据统计机床数据采集系统能够将采集到的数据进行整理和统计,生成各种报表和图表,方便管理者对生产过程进行分析和优化。
例如,可以统计每台机床的开机时间、工作时间、负载率等指标,帮助企业了解设备利用率和生产效率,优化生产计划,提高生产效益。
优势提高生产效率机床数据采集系统能够实时监测机床运行状态,及时发现设备异常和故障风险,帮助企业减少生产停机时间和维修成本,提高生产效率。
实现智能制造机床数据采集系统可以将机床转化为智能设备,通过采集和分析数据,实现设备健康诊断、生产数据统计等智能功能,从而帮助企业实现智能制造。
MDC-Max机床监控与数据采集系统方案

当前程序名(零件名称)
加工开始时间 加工结束时间 主轴转速 进给速度
当前刀具号等
针对其他机床需要增加硬件
需要硬件的机床能采集的数据
案例2:MDC-Max跟踪分析机床停机原因
一个大型航空制造厂最近感觉他们的机床满足不了生产的需求,
并决定增购几台新的机床。他们被建议先检查一下机床一周的实际开 机时间,看一下机床的利用率到底是多少。结果他们惊讶地发现机床
的实际利用率不足50%,但是他们不能准确地知道到底是什么原因造成
的。 这个客户安装了CIMCO MDC-Max用于监控这些机床,并配备了条码 扫描仪。MDC-Max一下子就分析出了问题所在,其中两个问题是机床维 修反应能力太慢和刀具准备时间过长,直接影响了机床的加工效率。
工件最长加工时间、最短加工时间、平均时间
其他信息。。。
MDC-Max 硬 件—— 智能数据采集终端
LAN :以太网10/100 Mbps, RJ45 保护:1.5 KV 磁隔离保护 协议:Modbus/TCP, TCP/IP, UDP, DHCP, Bootp, SNMP ,HTTP, 串口:接口RS-485 串口保护:15 KV ESD 全信号保护 通讯速率:1200 bps - 115200 bps 操作温度:-10 - 60°C 储存温度:- 20 - 85°C 安规认证:FCC Part 15, CISPR(EN55022) Class A IEC61000-4-2(ESD), level 2/3 IEC61000-4-3(RS)……
工业制造数控机床联网及数据采集管理系统PPT课件
MDC-功能介绍
11、产量统计
MDC-功能介绍
12、效能报表
MDC-功能介绍
13、服务端主界面
MDC-功能介绍
14、机床参数维护
MDC-采集方式
1、网卡采集
FANUC 0i-MD采集界面
SIEMENS840D采集界面
采集条件:
SIEMENS840D(WINXP以上、PCU50、带硬盘)、SIEMENS840DSL(开放OPC-UA 授权)、FANUC(内嵌或内藏网口、FOCAS1/2协议)、HEIDENHAIN( iTNC530以 上,开放DNC授权)等。
DNC-功能介绍
2、程序清单预览,在设备操作面板上通过发送指定命令 来预览服务器程序清单等。
3、远程程序调用,在设备操 作面板上通过发送指定命 令来调用所需程序。
DNC-功能介绍
4、程序自动接收,设备程序回传时,服务器能够自动命 名、自动接收。
DNC-功能介绍
5、支持大程序在线加工,只要设备具有在线加工功能, DNC可帮您实现此功能。
设备/产品/人员
资源状态 生产进度 质量数据
不能自动、实时、准确、稳定的获取底层资源状态数据, MES难以真正发挥作用!
数控机床联网采集是智能制造的 重要基础
智能制造
深度感知、智慧决策、精准控制、自动执行
设备互联(DNC),建立实时信息通道是智能制造的基础!
程序传输
实时 采控
云端 分析
智能 制造
解决方案
数控机床联网及数据采集
DNC&MDC
数控机床程序传输及数据采集的 痛点
数控机床品类繁杂,专业性强。系统封闭,接口不统一!
信息 孤岛
人工 采集
2018 各系统CNC 数据采集方法

Win7
n/a
Matrix II (VCN
Win7
n/a
5X)
1/1/12
v1.1
HyperQuadrex
1/1/12
v1.1
Matrix II (QTN II
Win7
n/a
LBB)
1/1/12
v1.1
Matrix II (iSeries)
Win7
n/a
1/1/12
v1.1
Integrex iseries
Matrix (Versatech)
WinXP
D4
1/7/11
v1.1
Versatech
Matrix
WinXP
C3
(CTT,HQR,MP-II)
8/20/10 v1.1
Matrix (VRX, VRX-IIVRXT,SVC)
WinXP
D3
Matrix (VTC)
WinXP
D3
Matrix Nexus
Fusion 640M/M-
Win95
CGG/ACG 6/9/10
v1.0
M/C
5X
Fusion 640M/M-
Win2000 AAG/A9G 6/9/10
v1.1
M/C
5X
Fusion 640MTPro
Win2000 ABD
–
–
–
Fusion 640MPro Win95
–
–
–
–
Fusion 640MPro Win2000 –
5. MAZAK 采集方式/大畏 OKUMA (O-API) MAZAK 官方方式必须开通 MTConnect,购买机床请要求开通,否则后期
ARTIS刀具监控及机床状况监控系统
ARTIS tools and machine conditioning monitoringARTIS刀具监控及机床状况监控系统1ARTIS介绍ARTIS公司成立于1983年,总部位于德国Lower Saxony,2008年被意大利MARPOSS公司收购。
ARTIS刀具监控及机床状况监控系统是实时在线监控系统,用于在加工过程中监控断刀、钝刀及掉刀状况。
另外选配ARTIS的各种传感器,可对加工及机床状况进行监控。
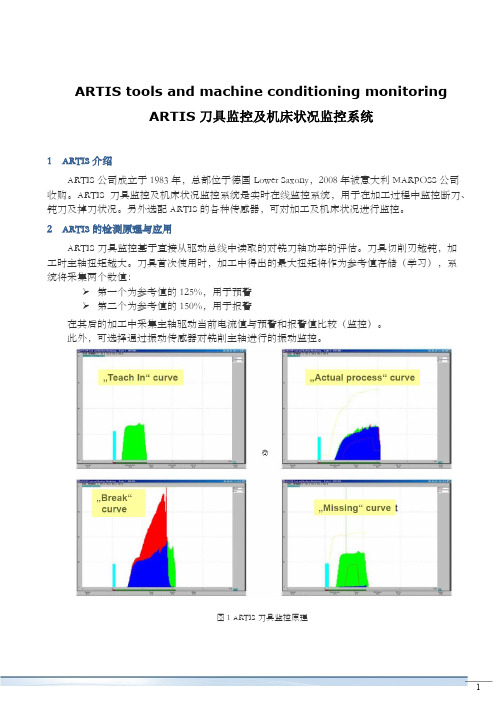
2ARTIS的检测原理与应用ARTIS 刀具监控基于直接从驱动总线中读取的对铣刀轴功率的评估。
刀具切削刃越钝,加工时主轴扭矩越大。
刀具首次使用时,加工中得出的最大扭矩将作为参考值存储(学习),系统将采集两个数值:第一个为参考值的125%,用于预警第二个为参考值的150%,用于报警在其后的加工中采集主轴驱动当前电流值与预警和报警值比较(监控)。
此外,可选择通过振动传感器对铣削主轴进行的振动监控。
图1 ARTIS 刀具监控原理图2 ARTIS 断刀,磨损及过载监控3ARTIS 系统构成与安装ARTIS 系统构成图3 ARTIS 系统构成图4 ARTIS应用图5 ARTIS CTM-数据采集卡安装方式图6 操作选项4 不同刀具监控方式的比较刀具监控上常用三种方式:刀具折断监控:BK-Mikro 或ZP 轴图7 BK-Mikro 刀具折断监控0 :无扭矩监控1:学习参考值+激活 >1:主轴扭矩监控激活▪ BLUM Laser 刀具测量系统图8 BLUM Laser 激光测量系统▪ ARTIS 刀具监控系统表2 不同刀具监控方式的比较。
数控机床数据采集系统.
欢迎阅读数控机床数据采集系统功能开发说明书中江联合(北京科技有限公司2011年9月目录概述 (312341234概述随着大规模工业生产的演进,数控设备上监控技术的重要性逐步被人们认知,而无论是生产管理、零件管理、设备管理、订单管理、还是企业决策,都离不开对现场生产情况的及时把握。
由于设备本身的通讯限制,反映生产情况的传统方式还是通过人工记录、汇报和整理来完成;同时,电脑管理的手段,也往往因为相互通讯规格不完善或不匹配等原因,造成相同数据的反复输入输出,导致时效性不强、人力和财力的双重浪费。
本资料简单描述了目前国内数控机床数据采集的方式和功能,可以提供给开发人员进行采集软件开发,也可以结合上层模块(MES做综合补充。
数控机床采集分为网卡采集和硬件采集。
网卡采集是通过数控系统厂家提供的接口协议来做二次开发;硬件采集是在机床电器柜中添加传感器来达到采集效果。
那么在做开发之前就必须要购买这些接口协议和硬件。
这里不是所有网卡机床都能进行网卡采集,目前能进行网卡采集的数控系统为FANUC0i系列、SIEMENS840D、HEIDENHAIN Tnc530三种系统,至于MITSUBISHI、MAZAK、OKUMA等网卡系统目前厂家没有提供接口协议或还没有开放,所以只能采用硬件方式采集。
121统。
图12、主界面介绍主要包括菜单、工具栏、机床树、各种图表展示,如图2所示。
下面就每个菜单一一说明。
图2系统菜单,包括“登录、注销、锁定、解锁、退出”五个功能。
登录:退出系统,重新登录,用于更换身份。
注销:注销当前用户身份,使系统处于登录状态。
锁定:限制某些功能不能用,如参数设置、人员权限等。
解锁:取消锁定的限制功能。
等。
情况。
班次组织:与实际工厂班次的人员对应。
●报警菜单:主要用来录入网卡机床的报警信息。
●报表菜单:包括效率定义和报表样式两个功能。
效率定义:定义效率的计算公式。
报表样式:选择报表的格式和风格。
3、机床树操作主要功能是建立机床结构树,包括单位名称、车间名、组名、机床名称等信息,而且可以在结构树上对这些信息进行操作,如对组有“添加组、修改组、删除组、添加机床”操作;对机床有“设置参数、删除机床、停止采集、启动采集”操作。
机床监控与数据采集系统
机床监控与数据采集系统一、引言⒈背景说明机床监控与数据采集系统的背景和目的。
⒉目的阐述机床监控与数据采集系统的目的和重要性。
二、系统概述⒈系统架构介绍机床监控与数据采集系统的整体架构和组成部分。
⒉功能介绍详细说明系统的各项功能和特点。
三、系统设计⒈硬件设计描述机床监控与数据采集系统的硬件设计方案和要求。
⒉软件设计阐述机床监控与数据采集系统的软件设计方案和要求。
⒊数据采集与处理说明机床监控与数据采集系统的数据采集和处理流程。
四、系统实现⒈硬件实施详细介绍机床监控与数据采集系统的硬件实施过程。
⒉软件实施阐述机床监控与数据采集系统的软件实施过程。
⒊系统测试与调试说明机床监控与数据采集系统的测试和调试过程以及结果。
五、系统应用与优势⒈应用领域介绍机床监控与数据采集系统在工业领域的应用情况。
⒉优势与效益说明机床监控与数据采集系统所带来的优势和效益。
六、系统维护与管理⒈维护策略阐述机床监控与数据采集系统的维护策略和周期。
⒉管理方法描述机床监控与数据采集系统的管理方法和措施。
七、附件⒈系统示意图附上机床监控与数据采集系统的示意图。
⒉技术规格书附上机床监控与数据采集系统的技术规格书。
八、法律名词及注释⒈法律名词列出本文档涉及的法律名词及其解释。
⒉注释提供对于法律名词的详细注释,以便读者理解相关内容。
----------注释:⒈系统示意图:包括系统的整体架构图、硬件连接图等。
⒉技术规格书:包括系统的技术规格、性能指标、功能要求等详细信息。
⒊法律名词:如相关法律法规、合同条款等。
⒋注释:对于法律名词的详细解释和说明,有助于读者理解文档内容。
自动化常用英文缩写

自动化常用英文缩写自动化是现代工业和科技领域中的重要概念,它利用计算机和机电一体化技术来实现对生产过程的自动控制和管理。
在自动化领域中,有许多常用的英文缩写词汇,这些缩写词汇被广泛应用于自动化设备、系统和技术的描述和交流中。
以下是一些常见的自动化常用英文缩写及其解释:1. PLC:可编程逻辑控制器(Programmable Logic Controller)PLC是一种专门用于工业自动化控制的计算机控制系统,它能够通过编程来实现对生产设备和工艺过程的自动控制和管理。
2. SCADA:监控与数据采集系统(Supervisory Control and Data Acquisition)SCADA系统用于监控和控制工业过程中的设备和系统,它能够实时采集和显示数据,并通过远程通信实现对设备的远程控制。
3. DCS:分散控制系统(Distributed Control System)DCS是一种用于工业过程控制的自动化系统,它由多个分散的控制单元组成,能够实现对分布式设备和过程的集中控制和管理。
4. HMI:人机界面(Human Machine Interface)HMI是一种用于人机交互的设备或软件,它提供了直观的图形界面,使操作人员能够与自动化系统进行交互和操作。
5. CNC:数控机床(Computer Numerical Control)CNC是一种通过计算机控制的机床,它能够根据预先编写的程序来实现对工件的加工和加工过程的自动控制。
6. MES:制造执行系统(Manufacturing Execution System)MES是一种用于实时监控和控制制造过程的信息系统,它能够对生产计划、物料管理、质量控制等进行集成管理。
7. RFID:射频识别(Radio Frequency Identification)RFID是一种通过无线电信号识别和追踪物体的技术,它能够实现对物体的自动识别和数据采集。
8. IoT:物联网(Internet of Things)IoT是一种将物理设备和传感器通过互联网连接起来的技术,它能够实现设备之间的数据交互和远程控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机床监控与数据采集系统
一、应用背景
如何准确统计机床利用率、如何提高机床利用率,如何从海量数据中分析出制约生产的瓶颈?
随着计算机技术、网络技术日益普遍应用,网络进入制造中心已是一种趋势。
数控机床走向网络化、集成化,帮助企业实现制造信息化、自动化,推动企业进入科学化的量化管理、提质增效、提高企业整体竞争力已成为数控机床发展方向。
“MDC机床监控与数据采集系统”是机床数据采集系统和机床数据分析处理系统的集成,具有数据采集,机床监控,数据分析处理,报表输出等功能,主要用于采集数控机床和其他生产设备的工作和运行状态数据,实现对车间机床的利用率、空闲率、报错率、零件生产量等情况的监视与控制,并对采集的数据进行分析处理,生成相应的报告,为公司领导层开展科学化的量化管理提供数据支持和决策依据,做出针对性的管理措施,提高企业的生产效率。
二、功能:
1、实时获取设备状态及加工信息
管理人员只需在办公室即可直观、快速了解现场车间所有设备的运行状态(关机、运行、待机、空运行、调试、故障)、产量、稼动率以及加工参数信息(主轴倍率、主轴转速、进给倍率、进给速度、温度、电流等)加工进度等实时监控。
2、各项数据多角度分析呈现
能够把采集到的数据按机床、时间、开机率、利用率等条件,以饼图、柱图、折线图、统计表格等多种方式统计、分析数据,并可以输出为EXCEL文档。
报表内容包括设备状态、加工产量、设备用时、调机用时、设备报警、设备稼动率、操作人员达成率、工单完成率等报表数据,可根据操作工、设备、班次等信息,按班次、日、周、月、季、年进行报表导出。
3、移动端应用设备数据远程实时监控
管理人员通过移动端随时掌握生产现场情况,包括加工进度、任务完成情况、设备运行状态及设备运行效率等状况,现场问题及时获知和处理,降低管理成本。