PLC与触摸屏通讯线制作
自制PLC通信电缆
自制PLC通信电缆PLC(可编程逻辑控制器)是一种常用于工业自动化和控制领域的设备,它可以通过接收传感器或其他控制设备的信号,从而控制工厂生产线或其他机器的运作。
在PLC系统中,通信电缆也是十分重要的组成部分,它能够将各个设备之间的数据传输和通信。
传统上,通信电缆是由专业生产制造商所生产,而它们通常非常昂贵。
不过,自制PLC通信电缆可以降低成本,更适合一些小型机器或基础型系统的需求。
以下是如何制作自制PLC通信电缆的一些步骤:1. 确定所需材料制作自制PLC通信电缆所需的材料包括铜线、绝缘管、连接器和电缆套管等等。
通常我们可以在电子零件商店或在线商店购买到。
2. 测量铜线长度在开始制造自制电缆之前,我们需要测量所使用的铜线长度。
铜线的长度应该能够满足你所需要的距离,因此准确测量是非常重要的。
3. 微调铜线确认了铜线长度之后,接下来我们需要对其进行微调。
这是通过削减或加长铜线来实现的,以确保铜线长度精确合适。
4. 添加连接器完成对铜线长度微调之后,我们需要将连接器添加到铜线的一端。
连接器应与你要连接的PLC设备相匹配。
添加连接器时,需要注意连接器方向是否正确。
5. 将铜线绝缘添加连接器后,我们需要将铜线的另一端剥离一部分绝缘材料,并使其光滑平整。
在完成这一步之前,确保将铜线的颜色编码进行标记,以便标识不同的电气信号。
6. 添加绝缘管完成铜线剥离和标记之后,我们需要添加适当类型的绝缘管。
绝缘管的长度应该超过剥离的铜线长度,以确保绝缘良好。
在添加绝缘管时,我们需要注意将其正确放置,以防止信号干扰或电气短路。
7. 添加电缆套管在完成绝缘管添加之后,我们可以将所有的铜线和绝缘管组装在一起,并添加电缆套管。
电缆套管可确保线缆整洁、整齐,同时起到了保护和固定作用。
完成以上所有步骤,现在你的自制PLC通信电缆就可以工作了。
不断尝试和改进,你会逐渐找到最佳的制作方法。
自制PLC通信电缆可以帮助你在预算有限时得以满足商业需求。
欧姆龙PLC与触摸屏通讯手顺
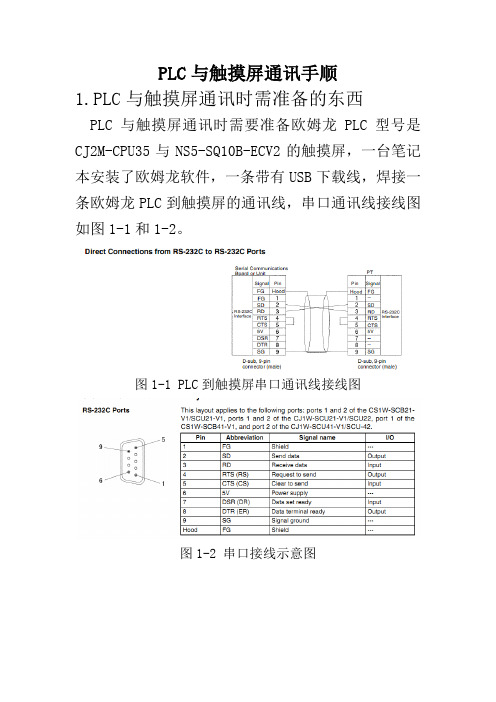
PLC与触摸屏通讯手顺1.PLC与触摸屏通讯时需准备的东西PLC与触摸屏通讯时需要准备欧姆龙PLC型号是CJ2M-CPU35与NS5-SQ10B-ECV2的触摸屏,一台笔记本安装了欧姆龙软件,一条带有USB下载线,焊接一条欧姆龙PLC到触摸屏的通讯线,串口通讯线接线图如图1-1和1-2。
图1-1 PLC到触摸屏串口通讯线接线图图1-2 串口接线示意图2.PLC参数设置(1)在有欧姆龙软件电脑中打开CX-Programmer 软件,如图2-1图2-1 打开软件CX-programmer(1)点或者“文件中新建项目”新建一个工程,设备类型为CJ2M,设定中CPU类型为CPU35,网络类型为USB ,如图2-2、2-3和2-4。
图2-2 新建一个工程图2-3 选择PLC设备类型图2-4 选择CPU类型(2)I/O表和单元设置通讯参数设置点击“plc”下的在线工作图2-5 选择在线工作双击工程区中的新工程下的“I/O表和单元设置”,然后在弹出的对话框中,选择“选项”—“从PLC传送”,上传I/O表设置,如下图2-6图2-6 上传I/O表设置I/O表上传完成后,点击通讯单元CJ1W-SCU41-V1,然后设置NT LINK通讯参数图2-7设置通讯单元模块我们选用port2,通讯协议选用NT LINK图2-8 选择通讯参数参数设定如下,设置好参数点击下面的“传送[PC到单元]”图2-9 通讯参数设置(3)下载程序到PLC中点段1,编写程序图2-10 编程程序编写如下图2-11 程序点击“PLC”下的在线工作图2-12 在线工作点击,下载程序图2-13下载程序对要上传的模块进行打沟,点“确定”图2-14 上传选择3.NS触摸屏的参数设置点击NS触摸屏的任意两角进入系统菜单图3-1 进入系统设置点击通讯设置图3-2 通讯设置点箭头翻页,如下图3-3图3-3通讯设置页点右上角的箭头翻页,设置串口B的参数如图图3-4串口B参数PLC到触摸屏串口B参数设置,并写入图3-5 串口B设置参数打开CX-designer软件,把电脑与触摸屏用下载线连接,点新建一个工程,选择机型NS5-SQ10B-ECV2,文件名称:自定义也可以自己设定名称,然后点“通讯设置”进行通讯设置。
史上最全的PLC通讯电缆自制方法
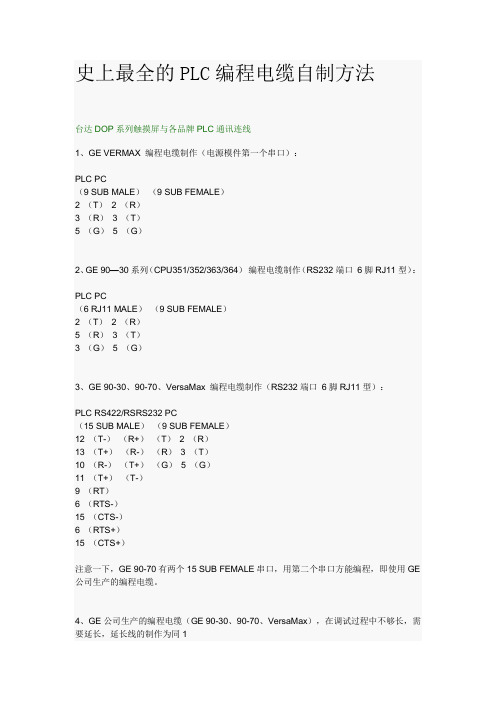
史上最全的PLC编程电缆自制方法台达DOP系列触摸屏与各品牌PLC通讯连线1、GE VERMAX 编程电缆制作(电源模件第一个串口):PLC PC(9 SUB MALE)(9 SUB FEMALE)2 (T)2 (R)3 (R)3 (T)5 (G)5 (G)2、GE 90—30系列(CPU351/352/363/364)编程电缆制作(RS232端口6脚RJ11型):PLC PC(6 RJ11 MALE)(9 SUB FEMALE)2 (T)2 (R)5 (R)3 (T)3 (G)5 (G)3、GE 90-30、90-70、VersaMax 编程电缆制作(RS232端口6脚RJ11型):PLC RS422/RSRS232 PC(15 SUB MALE)(9 SUB FEMALE)12 (T-)(R+)(T)2 (R)13 (T+)(R-)(R)3 (T)10 (R-)(T+)(G)5 (G)11 (T+)(T-)9 (RT)6 (RTS-)15 (CTS-)6 (RTS+)15 (CTS+)注意一下,GE 90-70有两个15 SUB FEMALE串口,用第二个串口方能编程,即使用GE 公司生产的编程电缆。
4、GE公司生产的编程电缆(GE 90-30、90-70、VersaMax),在调试过程中不够长,需要延长,延长线的制作为同1注意一下,GE 90-70有两个15 SUB FEMALE串口,用第二个串口方能编程,即使用GE 公司生产的编程电缆。
欧姆龙CPM1A編程電纜製作資料(如图)引用| 回复| 2010-06-19 21:24:36 2楼工控网论坛管理员西门子s7-200和300编程电缆制作方法引用| 回复| 2010-06-19 21:25:52 3楼工控网论坛管理员西门子s7-200和300编程电缆制作方法引用| 回复| 2010-06-19 21:34:17 4楼工控网论坛管理员自制PLC编程电缆摘要:由于品牌不同的PLC其编程电缆不能通用,而原装编程电缆又价格不菲,给学习和使用PLC带来了不便。
台达触摸屏和多台PLC通讯教程

台达触摸屏和多台PLC通讯教程1.硬件准备要实现台达触摸屏和多台PLC的通讯,我们首先需要准备好相关的硬件设备。
通常情况下,我们需要一台台达触摸屏和多台台达PLC,每个PLC都需要一个不同的IP地址。
同时,我们还需要一些相应的连接线,如网线和串口线等。
2.配置PLC的IP地址在开始进行通讯之前,我们需要为每个PLC配置一个不同的IP地址。
首先将PLC逐个连接到计算机上,然后打开PLC的配置软件(如台达编程软件),进入网络配置界面。
在界面中,选择一个空闲的IP地址,并将其配置到PLC中。
3.配置触摸屏的通讯参数4.编写PLC的通讯程序在PLC的编程软件中,我们需要编写相应的通讯程序,以实现与触摸屏的通讯。
通常情况下,我们可以使用PLC的网络通讯指令来实现数据的读写。
在程序中,我们需要指定触摸屏的IP地址和端口号,并设置相应的读写寄存器地址。
5.编写触摸屏的界面程序我们还需要在触摸屏上编写相应的界面程序,以便实时监控和操作PLC的数据。
在界面程序中,我们可以添加一些按钮、显示器等控件,并与PLC的寄存器进行绑定。
通过界面程序,我们可以实现对PLC的数据读写、参数设置等操作。
6.测试通讯功能在所有的配置和编程工作完成后,我们可以进行通讯功能的测试。
首先,将所有的设备连接好,并确保它们处于正确的工作状态。
然后,在触摸屏界面上点击相应的按钮,观察PLC的状态变化。
如果一切正常,我们应该能够从PLC读取数据,并且可以通过触摸屏向PLC发送指令。
总结:通过以上的步骤,我们可以实现台达触摸屏和多台PLC的通讯。
在实际应用中,我们可以通过触摸屏界面实现对多个PLC的数据监控和操作,实现自动化控制系统的集中管理。
当然,在实际的应用中还可能涉及到更多的细节和特殊要求,读者可以根据具体的情况进行相应的调整和改进。
三菱plc网口与触摸屏通讯
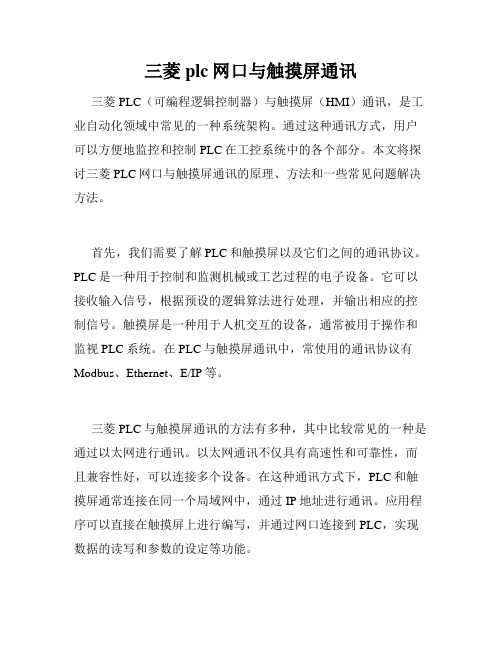
三菱plc网口与触摸屏通讯三菱PLC(可编程逻辑控制器)与触摸屏(HMI)通讯,是工业自动化领域中常见的一种系统架构。
通过这种通讯方式,用户可以方便地监控和控制PLC在工控系统中的各个部分。
本文将探讨三菱PLC网口与触摸屏通讯的原理、方法和一些常见问题解决方法。
首先,我们需要了解PLC和触摸屏以及它们之间的通讯协议。
PLC是一种用于控制和监测机械或工艺过程的电子设备。
它可以接收输入信号,根据预设的逻辑算法进行处理,并输出相应的控制信号。
触摸屏是一种用于人机交互的设备,通常被用于操作和监视PLC系统。
在PLC与触摸屏通讯中,常使用的通讯协议有Modbus、Ethernet、E/IP等。
三菱PLC与触摸屏通讯的方法有多种,其中比较常见的一种是通过以太网进行通讯。
以太网通讯不仅具有高速性和可靠性,而且兼容性好,可以连接多个设备。
在这种通讯方式下,PLC和触摸屏通常连接在同一个局域网中,通过IP地址进行通讯。
应用程序可以直接在触摸屏上进行编写,并通过网口连接到PLC,实现数据的读写和参数的设定等功能。
为了实现三菱PLC与触摸屏的网口通讯,我们需要进行一些设置和配置。
首先,在PLC和触摸屏之间建立网络连接。
通过PLC 和触摸屏的设置界面,设置它们的IP地址、子网掩码、网关等参数,确保它们处在同一个局域网中。
然后,在触摸屏的应用程序中,通过指定PLC的IP地址和端口号,进行PLC的读取和写入操作。
在具体的程序设计中,我们可以使用触摸屏提供的开发环境进行编程。
通过该开发环境,可以直观地设计PLC与触摸屏之间的通讯界面,并编写相应的逻辑控制代码。
在编程过程中,需要根据PLC的数据类型,合理地选择变量和数据的读写方式。
同时,也需要进行错误处理和异常情况的处理,以保证通讯的稳定性和可靠性。
然而,在实际使用过程中,有时会遇到一些通讯故障和问题。
其中一个常见的问题是通讯速度慢或延迟高。
造成这个问题的原因可能是网络负载过高、通讯协议设置不当或者是设备硬件故障等。
威纶通触摸屏与三菱plc网口通讯
威纶通触摸屏与三菱plc网口通讯威伦通触摸屏与三菱PLC网口通讯在现代工业自动化中,触摸屏和PLC技术无疑是不可或缺的两个组成部分。
而威伦通触摸屏与三菱PLC网口通讯的配合,更是为工业控制领域带来了许多便利和创新。
本文将从介绍威伦通触摸屏和三菱PLC的基本概念入手,深入探讨二者之间的通讯原理和操作方法,旨在帮助读者更好地理解和应用这一技术。
威伦通触摸屏是一种基于威尔胜电子科技有限公司自主研发的人机交互界面设备。
它采用先进的电容触摸技术,具有高灵敏度、高分辨率和多点触控等特点。
威伦通触摸屏不仅提供了友好的人机界面,方便操作人员进行参数设置和监控,还支持多种通讯协议,如Modbus TCP、Ethernet/IP等。
这使得威伦通触摸屏与其他设备之间的数据传输变得更加简单高效。
而三菱PLC(可编程逻辑控制器)则是一种广泛应用于工业自动化控制系统中的可编程控制器。
它以高性能、高可靠性和灵活性等优势,成为了工业控制领域的重要组成部分。
三菱PLC的网口通讯模块,能够实现与其他设备之间的数据交换,如人机界面、计算机等。
威伦通触摸屏与三菱PLC网口通讯主要通过以太网实现。
首先,我们需要确保威伦通触摸屏和三菱PLC通过以太网线连接在同一个网络中。
其次,我们需要在威伦通触摸屏的参数设置中配置正确的PLC型号和IP地址。
接下来,在三菱PLC的参数设置中,我们需要开启网口通讯功能,并设置正确的IP地址和通讯协议。
完成以上步骤后,威伦通触摸屏和三菱PLC即可实现通讯,并可以进行数据的读取和写入操作。
通讯建立后,威伦通触摸屏可以与三菱PLC进行双向数据传输。
通过威伦通触摸屏的操作界面,我们可以读取三菱PLC中的数据,如传感器的数值、设备的状态等,也可以更改三菱PLC的设置、命令和参数。
这样,操作人员可以及时了解设备的运行情况,进行必要的控制和调整,提高生产效率和安全性。
除了基本的数据传输功能,威伦通触摸屏与三菱PLC网口通讯还可以实现更高级的功能。
触摸屏如何与PLC通信

想用触摸屏修改定时器的定时时间:第一步,用软件先把FX2N PLC中的程序读出,找到设置时间用的定时器的常数值K,编程时把常数K直接修改为D,D应该选择断电保持数据寄存器,范围在D200-D511之间,其它不动,然后写入PLC中。
第二步,选择触摸屏型号,建议选用威纶MT6056iv触摸屏,用软件编程,编程时做一个数值设置按钮,按钮对应PLC中的数据寄存器D,当手指触碰到该按钮时,会出现数值输入小键盘,此时,即可修改定时器的时间了。
市场上任何触摸屏与PLC通常通讯不上不外乎要确认四个问题:1.plc参数和工程里的是否一致2.通讯线是否按照接线图的引脚接线3.工程里设置的com口在屏上接的时候是否正确4.参数和线确认OK,的情况下,看看是不是plc程序或是plc的地址问题。
方法:(先判断参数:)1.用plc的编程软件接上plc测试看看plc的参数是多少,工程里设置的参数是否和测试出来的一致。
2.在线模拟:用我们的组态软件,用plc本身的通讯电缆和电脑相连接,在线模拟看看工程是否通讯的上。
可以用个数值输入部件或是开关,对其操作,看看关掉模拟器之后再开在线模拟后之前的操作是否还在,是否直接提示NC。
(NC和之前操作没有写下去即为没有通上)(测试线):用万用表按照接线图的引脚定义测试接线。
一:触摸屏的参数。
查看一下触摸屏的参数设置。
这里面有几个参数需要特别注意的1:通信口的设置---------一定要确认清楚PLC连接触摸屏的COM1口还是COM2口2:设备类型------------------这个是最重要的,如果协议没选对的话,其他就不用说了3:连接方式------------------PLC跟触摸屏的连线,确认好事RS485,还是RS232C4:接口参数跟PLC站号----------------一定要跟PLC里面的设置一致。
二:如果参数确认设置好了,接下来就排查线路的问题。
确认RS485,RS232C的做线是否正确,触摸屏与各种PLC接线的做法不一样。
PLC与触摸屏如何通讯?
PLC(可编程逻辑控制器)和触摸屏通常通过串行通信进行数据交换和通讯。
以下是一种常见的PLC 与触摸屏之间通讯的方式:
1. 确定通信接口:首先,确定PLC 和触摸屏之间要使用的通信接口类型,如串行接口(RS232、RS485)、以太网接口(Ethernet)、无线接口等。
这需要根据PLC 和触摸屏的型号和技术规格来确定。
2. 设置通信参数:在PLC 和触摸屏之间建立通信前,需要确保它们使用相同的通信参数,如波特率、数据位数、停止位数、奇偶校验等。
通常可以在PLC 和触摸屏的设置菜单中进行配置。
3. 编写通信逻辑:在PLC 编程软件中,编写相应的逻辑程序来实现与触摸屏的通信。
这通常涉及读取触摸屏发送的数据或命令,以及向触摸屏发送数据或响应。
4. 配置触摸屏:使用触摸屏的配置工具,设置通讯参数和相关的控制逻辑。
这可能包括创建和配置触摸屏界面、设定数据传输格式等。
5. 测试和调试:完成配置和编程后,进行测试和调试以确保通信正常。
在测试过程中,可以监视通信状态、查看数据传输、验证响应等。
需要根据具体的PLC 和触摸屏型号以及厂商提供的文档和指南来进行设置和编程。
需要注意,不同的PLC 和触摸屏可能采用不同的通信协议和通信方式。
因此,在实际应用中,需要了解和遵循相关的技术规格和要求,以确保正常通信和数据交换。
此外,最好根据厂商的建议和指南进行操作,以确保稳定和可靠的通信连接。
触摸屏与PLC通讯教程
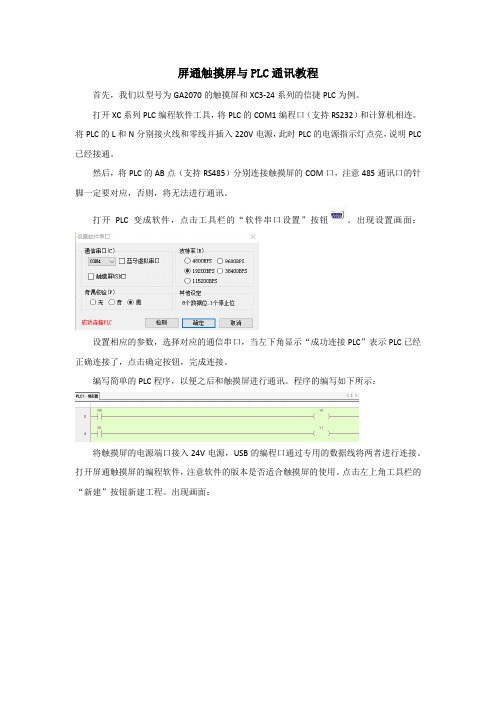
屏通触摸屏与PLC通讯教程首先,我们以型号为GA2070的触摸屏和XC3-24系列的信捷PLC为例。
打开XC系列PLC编程软件工具,将PLC的COM1编程口(支持RS232)和计算机相连。
将PLC的L和N分别接火线和零线并插入220V电源,此时PLC的电源指示灯点亮,说明PLC 已经接通。
然后,将PLC的AB点(支持RS485)分别连接触摸屏的COM口,注意485通讯口的针脚一定要对应,否则,将无法进行通讯。
打开PLC变成软件,点击工具栏的“软件串口设置”按钮。
出现设置画面:设置相应的参数,选择对应的通信串口,当左下角显示“成功连接PLC”表示PLC已经正确连接了,点击确定按钮,完成连接。
编写简单的PLC程序,以便之后和触摸屏进行通讯。
程序的编写如下所示:将触摸屏的电源端口接入24V电源,USB的编程口通过专用的数据线将两者进行连接。
打开屏通触摸屏的编程软件,注意软件的版本是否适合触摸屏的使用。
点击左上角工具栏的“新建”按钮新建工程。
出现画面:填写相应的选项点击“下一步”按钮。
出现画面:选择相应的人机型号,然后单击下一步按钮,出现:设置我们所要连接的PLC品牌和型号,选择相应的连接口,点击下一步按钮。
出现参数设置画面:设置相应的参数,注意要和PLC的参数设置保持一致,否则将导致通讯发生错误。
当参数都设置完成以后,我们就可以写触摸屏程序了,在编程界面画两个位按钮,双击按钮,出现按钮的属性设置界面:写入地址与之前PLC的辅助继电器的地址保持一直,注意连接方式选择“连接一”。
确认好了之后,点击工具栏的“产生触摸屏运行数据”按钮,完成之后立即下载到触摸屏,完成触摸屏的编程。
接下来,通过点击触摸屏的按钮,我们就可以控制PLC辅助继电器的触点,从而实现对PLC的控制,通讯的目的也就达到了。
plc与触摸屏网口通讯

plc与触摸屏网口通讯当我们走进现代工厂的车间,常常能看到一个个机械设备在高效运转,同时,我们会发现一个小小的触摸屏控制面板安装在每台设备旁边。
这个触摸屏不仅能够方便地对设备进行操作和监控,还能够直接与PLC进行网络通讯,实现数据的传输和共享。
PLC(可编程逻辑控制器)是一种专门用于工业自动化控制的电子设备。
它通过输入和输出信号,实现对生产线各个部分的监控和控制。
而触摸屏则是一种便于人机交互的设备,通过触摸屏上的图形界面,运维人员可以直观地对设备进行操作和监控。
为了实现PLC与触摸屏之间的网口通讯,我们需要在PLC和触摸屏之间建立一个通讯链路。
常见的通讯方式有以太网通讯、串口通讯等,其中以太网通讯被广泛应用于工业自动化领域。
以太网通讯使用TCP/IP协议,具有高速稳定和可靠性强的特点。
在建立通讯链路后,PLC与触摸屏之间可以实现数据的双向传输。
运维人员可以通过触摸屏输入指令,控制PLC进行各项操作。
同时,PLC也可以向触摸屏发送设备状态、报警信息等数据,以供运维人员及时获取和处理。
通过PLC与触摸屏之间的网口通讯,工业自动化的效率得到了大大提升。
运维人员不再需要亲临现场,通过触摸屏可以实现远程操作和监控。
这不仅减少了人力成本,还提高了工作效率。
在实际应用中,我们通常会将触摸屏作为操作屏幕,PLC作为核心控制单元。
触摸屏可以设置不同的页面,每个页面上都可以添加各种控件,如按钮、指示灯、文本框等。
通过这些控件,运维人员可以实现对设备的启动、停止、调节等操作。
同时,页面上还可以显示设备的运行状态、温度、液位等实时数据,让运维人员能够及时发现并解决问题。
除了实现基本的操作和监控,PLC与触摸屏网口通讯还可以实现更为复杂的功能。
运维人员可以通过触摸屏设置设备的自动化流程,编写程序,实现设备的定时启动、工艺调整等功能。
同时,PLC也可以将运行数据上传至触摸屏,通过触摸屏上的图表或报表功能进行数据分析和统计。
S7-200 SMART PLC与smart line触摸屏进行modbus rtu通讯连接 1

西门子S7-200 SMART PLC与smart line触摸屏进行modbus rtu通讯连接,含源程序!本文章会详细介绍西门子S7-200 SMART PLC与smart line触摸屏进行modbus rtu通讯连接的步骤。
一、硬件连接1、smart line触摸屏485端口脚位定义如图1所示:图12、200 SMART PLC 485端口脚位定义1) 200 SMART PLC本体端口200 SMART PLC选择可以选择CPU 集成的RS485 通信端口和标准型CPU 额外支持SB CM01 信号板。
CPU 集成的RS485 通信端口的引脚分配如图2所示,CPU 额外支持SB CM01 信号板图22) 200 SMART 信号板标准型CPU 额外支持SB CM01 信号板,该信号板可以通过STEP 7-Micro/WIN SMART 软件组态为RS485 通信端口或者RS232 通信端口。
SB CM01 信号板的引脚分配,如图3 所示。
图33、PLC与触摸屏连接1) CPU 集成的RS485 通信端口与触摸屏连接PLC端口引脚3连接触摸屏端口引脚3,PLC端口引脚8连接触摸屏端口引脚8,如图4所示。
2) SB CM01 信号板与触摸屏连接SB CM01 信号板Tx/B连接触摸屏RS-485端口引脚3,SB CM01 信号板Rx/A连接触摸屏RS-485端口引脚8,如图4所示,本文章为200 SMART PLC本体端口进行通讯连接。
图4二、 WinCC flexible SMART软件设置1、通讯参数设置1) 打开WinCC flexible SMART软件在文件菜单栏中新建项目选择Smart 700 IE V3这款触摸屏,如图5所示;图52) 在项目栏中的通讯—连接,进行通讯参数设置,modbus rtu通讯可以有三种选项,如图6所示。
注意:200 SMART PLC与smart line触摸屏连接要勾选“更改word order”。
汇川PLC与昆仑通态触摸屏多种方式通讯

汇川PLC与昆仑通态触摸屏多种方式通讯一、PLC通讯硬件此项目选用的PLC型号是汇川的H2u-3232MTQ,按照说明书的介绍,此型号的PLC整机硬件配置两通讯口,COM0口为RS485和RS422,通过跳线JP0选择。
若跳线插入,为纯RS422模式;若跳线断开,为RS485/RS422兼容模式。
COM1硬件为RS485,接口为接线端子。
图1 PLC构造二、触摸屏通讯硬件触摸屏选用的是昆仑通态的TPC7062HI,通讯接口有串口COM(DB9)、USB1(USB2.0)、USB2(B型),与PLC连接通讯选用串口,触摸屏工程下载选用USB口,制作U盘综合功能包,直接把U盘插入USB2.0口下载比用打印线连电脑下载快。
图2 触摸屏背部图三、PLC与触摸屏通讯1.RS232通讯PLC与触摸屏RS232通讯是比较普遍且方便的,需准备一条三菱FX系列的通讯线(触摸屏侧为9针D形母头,PLC侧为8针Din圆形公头),分别插入触摸屏与PLC中。
硬件连接好后进行软件的设置。
打开PLC的编程软件AutoShop进行通讯设置,工程管理——通讯设置——双击COM0进入通讯参数配置,配置参数如图3所示。
图3 PLC编程软件通讯设置打开触摸屏软件MCGS组态软件进行通讯设置,工作台面双击“设备窗口”进入——右键进入设备工具箱添加“通用串口父设备”——设置“通用串口父设备0”的通讯参数——进入设备工具箱添加“三菱_FX系列编程口”——设置“设备0——三菱_FX系列编程口”的通讯参数。
具体操作如图4.1—图4.5所示。
图4.1 触摸屏软件设备窗口图4.2 触摸屏软件设备工具箱图4.3通用串口参数设置图4.4添加通讯口图4.5设置“设备0—三菱_FX系列编程口”通讯参数设置好后,PLC与触摸屏就可以正常通讯了。
正常情况下,这种通讯方式就能满足大部分需求。
但是,当设备出现故障,需要一边操作设备一边监控PLC的程序时,就让人犯了难。
触摸屏如何与PLC通信

想用触摸屏修改定时器的定时时间:第一步,用软件先把FX2NPLC中的程序读出,找到设置时间用的定时器的常数值K,编程时把常数K直接修改为D,D应该选择断电保持数据寄存器,范围在D200-D511之间,其它不动,然后写入PLC中;第二步,选择触摸屏型号,建议选用威纶MT6056iv触摸屏,用软件编程,编程时做一个数值设置按钮,按钮对应PLC中的数据寄存器D,当手指触碰到该按钮时,会出现数值输入小键盘,此时,即可修改定时器的时间了;市场上任何触摸屏与通常通讯不上不外乎要确认四个问题:参数和工程里的是否一致2.通讯线是否按照接线图的引脚接线3.工程里设置的com口在屏上接的时候是否正确4.参数和线确认OK,的情况下,看看是不是plc程序或是plc的地址问题;方法:先判断参数:1.用plc的编程软件接上plc看看plc的参数是多少,工程里设置的参数是否和测试出来的一致;2.在线:用我们的组态软件,用plc本身的通讯电缆和电脑相连接,在线模拟看看工程是否通讯的上;可以用个数值输入部件或是,对其操作,看看关掉模拟器之后再开在线模拟后之前的操作是否还在,是否直接提示NC;NC和之前操作没有写下去即为没有通上测试线:用万用表按照接线图的引脚定义测试接线;一:触摸屏的参数;查看一下触摸屏的参数设置;这里面有几个参数需要特别注意的1:口的设置---------一定要确认清楚PLC连接触摸屏的COM1口还是COM2口2:设备类型------------------这个是最重要的,如果没选对的话,其他就不用说了3:连接方式------------------PLC跟触摸屏的连线,确认好事RS485,还是RS232C4:接口参数跟PLC站号----------------一定要跟PLC里面的设置一致;二:如果参数确认设置好了,接下来就排查线路的问题;确认RS485,RS232C的做线是否正确,触摸屏与各种PLC接线的做法不一样;这个可以参照维控plc与触摸屏通信线接法帮助文档查看这个是正常排查通信问题的基本方法;接下来教大家如何绕开触摸屏的问题------在线模拟;在通讯不上的时候,有的客户会猜测可能是触摸屏的问题,或者接口的问题;在线模拟就是绕开触摸屏,直接用PLC跟电脑进行连接;具体的做法:1:PLC跟电脑要通过RS232进行连接;有的PLC有RS232的接口,有的没有,没有的可以通过转接头接到电脑上;2:新建一个简单的工程;放两个元器件,一个数值,一个数值输入;地址设置PLC里面的地址;3:工程参数设置一定要跟PLC里面的设置一样;4:点击在线模拟功能这样子做就可以很明显查看PLC能不能跟PC通信上;如果可以通信上就可以排除PLC 方面的问题,跟参数设置的问题;。
常用HMIPLC线及HMI—PLC通讯线制作更新
HMI PLC下载线及HM—PLC通讯线1、常用PLC下载线1.1GE VERSEMAX PL下载线矚慫润厲钐瘗睞枥庑赖。
1.2施耐德Quantum PLC下载线聞創沟燴鐺險爱氇谴净。
1.3施耐德 Momentum PLC 下载线残骛楼諍锩瀨濟溆塹籟。
2、EVIEW MT500系列人机界面2.1下载线酽锕极額閉镇桧猪訣锥。
2.2与PLC连接线2.2.1与GE VersaMax PLC彈贸摄尔霁毙攬砖卤庑。
2.2.2与GE 9030 PLC CPU模块謀荞抟箧飆鐸怼类蒋薔。
2.2.3与GE 9030 PLC COMM 模块(RS232)厦礴恳蹒骈時盡继價骚。
2.2.4与GE 9030 PLC COMM 模块(RS485)茕桢广鳓鯡选块网羈泪。
3、EVIEW MT4000系列人机界面3.1下载线鹅娅尽損鹌惨歷茏鴛賴。
3.2与PLC连接线3.2.1与GE VersaMax PLC籟丛妈羥为贍债蛏练淨。
3.2.2与 GE 9030 PLC CPU 模块預頌圣鉉儐歲龈讶骅籴。
3.2.3与GE 9030 PLC COMM 模块(RS232)渗釤呛俨匀谔鱉调硯錦。
3.2.4与GE 9030 PLC COMM 模块(RS485)铙誅卧泻噦圣骋贶頂廡。
4、HITECH系列人机界面4.1下载线擁締凤袜备訊顎轮烂蔷。
4.2与PLC连接线4.2.1与GE VersaMax PLC贓熱俣阃歲匱阊邺镓騷。
4.2.2与GE 9030 PLC CPU模块坛搏乡囂忏蒌鍥铃氈淚。
4.2.3与GE 9030 PLC COMM 模块(RS232)蜡變黲癟報伥铉锚鈰赘。
4.2.4与GE 9030 PLC COMM 模块(RS485)買鯛鴯譖昙膚遙闫撷凄。
5、TOP系列人机界面5.1下载线綾镝鯛駕櫬鹕踪韦辚糴。
5.2与PLC连接线5.2.1与 GE VersaMax PLC 驅踬髏彦浃绥譎饴憂锦。
5.2.2与 GE 9030 PLC CPU 模块猫虿驢绘燈鮒诛髅貺庑。