汽车制造企业压缩空气系统节能案例
整车企业节能降耗措施研究——以某DN公司开展节能工作为例

0 引言
汽车工业 是 国民经 济发展 的重要支 柱产业之一 。近年 来, 国家汽车工业以较快的速度发展 , 但在发展的 同时 , 许 多
汽车制造企业因能耗 问题 , 生产发展受到环境 的制约 。因此 ,
( 4 ) 合理选 择变 配 电所 位置 、 导 线截 面 、 线路 敷设 方案 等, 以利于降低配电系统 自身损耗。照明采取分 区、 分组控制 的形式 , 以便于管理 , 减少电能 消耗 。
量 的前提下 , 采用 国内先进 的新工 艺 、 新技 术 , 缩短 工艺 流
( 5 )生产工艺设备和各 种辅 助设施所 配备 节能 电机 、 节
能风 机等节能设备 , 循环 水泵选用节 能水泵 , 冷却塔选 用低
噪音高效节能型 , 降低电能消耗 。
( 6 ) 涂装车 间前处 理采用低温磷 化工艺 新技术 , 改 变传 统 的常温或 中温磷化工艺 , 节能效果 明显 。涂 装车间电泳底
程, 提高产品质量和成品率 , 达到节能 目的。车间工艺设计布 局合理 、 生产流程顺畅 、 仓储运输距离短 , 减少转运 能耗 。
( 3 ) 车 间厂房 采用先进 的结 构 , 最大限度地 利用 自然 采
漆、 中涂 、 面漆烘干采用天然气加热 , 节能型的预热和热风循 环加热工艺技术 , 烘干均匀 、 效率高。
■监理与管理
2 0 1 3生
舀 窜 仓
一
国 障 图 岛 国 四
周 绍 飞
以某 DN公 司开展 节能工作为例
( 福建省汽车工业集团有限公司 , 福建 福 州 3 5 0 0 0 3 )
摘 要 节能降耗活动对降低整车企业的生产成本、 促进企业可持 续发展和提高市场竞争 力有着积极 的作 用。 本文 以某 D N 企业节能降耗 活动 实例 , 阐述 了整车企业开展节能降耗 活动是一项 系统工程 , 需要统筹规划 , 全 员参与 , 持 续推 动, 并从技术 、 组织 、 制度等各方面给予保证 , 才能使节能措施 真正发挥作用 , 达到企业节能降耗的 目的。
压缩空气系统节能案例
压缩空气系统节能案例压缩空气系统在许多工业领域中起着至关重要的作用,包括制造业、建筑业、化工、食品和饮料等。
然而,压缩空气系统通常是能源消耗较大的设备之一,因此采取节能措施对于企业来说非常重要。
以下将介绍几个压缩空气系统节能案例。
1.安装变频驱动器变频驱动器可以根据实际需求调整压缩机的运行速度,从而减少能源的消耗。
通过使用变频驱动器,压缩机可以根据负荷的变化自动调整运行速度,避免高负荷运行和空转运行,提高压缩机的效率。
一家建筑公司在安装变频驱动器后,压缩空气系统的能源消耗减少了30%。
2.定期进行维护和保养压缩机在运行一段时间后会出现各种故障和问题,如泄漏、堵塞和过热等。
定期进行维护和保养可以确保压缩机的正常运行,减少能源的浪费。
一家化工公司每年定期对压缩空气系统进行清洁和检查,发现并修复了一些潜在的问题,从而节省了能源消耗。
3.优化管道布局良好的管道布局可以减少系统的压降,提高空气的传输效率,降低能源的损耗。
通过减少管道的弯曲和过长的管道长度,可以降低系统的阻力和能源的消耗。
一家食品和饮料公司优化了其压缩空气系统的管道布局,减少了能源消耗10%。
4.采用节能压缩机和气动设备节能压缩机和气动设备可以显著降低能源的消耗。
节能压缩机采用高效节能的设计,减少能源的浪费。
而节能的气动设备可以减少系统的压力损耗,提高系统的效率。
一家制造公司替换了老旧的压缩机和气动设备,能源消耗降低了25%。
5.应用余热回收技术在压缩过程中会产生大量的余热,如果能将这些余热回收利用,可以进一步降低能源的消耗。
一家化工公司采用余热回收技术将压缩过程中的余热用于预热水和空气,从而减少了能源的消耗,提高了压缩空气系统的效率。
综上所述,采取节能措施可以显著减少压缩空气系统的能源消耗。
企业应该定期进行维护和保养,并优化管道布局,安装节能设备,以及利用余热回收技术等方法来降低能源的损耗。
通过这些措施,企业可以提高能源利用效率,降低生产成本,并对环境负责。
汽车机械制造中的能源效率与节能减排案例分析

汽车机械制造中的能源效率与节能减排案例分析随着全球经济的迅速增长和技术的不断进步,汽车生产和销售逐渐成为主要的经济活动之一。
然而,汽车产业的快速增长也给环境带来了极大的压力,尤其是能源消耗和空气污染方面。
因此,在汽车机械制造过程中提高能源效率和实施节能减排措施变得至关重要。
本文将通过对三个汽车制造企业的能源效率与节能减排案例分析,探讨如何在汽车机械制造中提高能源效率和实施节能减排措施。
案例一: Tesla作为一家致力于环保的汽车制造商,特斯拉(Tesla)一直在致力于提高其汽车的能源效率和减少其环境影响。
特斯拉的整个生产线都采用了绿色和节能的技术,以降低能源消耗和减少污染。
例如,特斯拉在生产过程中使用了太阳能、风能和地热能等可再生能源来提供能源,采用了封闭循环供热系统、高效节能照明系统、节流量水装置等能源节约措施,同时引入了第三代节能灯具,最大限度地降低了能源消耗。
此外,特斯拉还推出了多款电动汽车,其高效的电力系统和智能化设计可以大幅降低燃料消耗,并减少汽车废气排放。
这些技术的高效性使特斯拉成为了汽车机械制造业中的领导者之一。
案例二: BMW宝马(BMW)也是一家致力于环境保护的汽车制造商,其不断探索新技术来降低生产过程中的能源消耗和废气排放。
例如,宝马的工厂都采用了高效的推土机、清障机、铲车等机器设备,以及先进的机器人技术和自动化系统,促进了生产效率和减少对环境的负担。
此外,宝马还注重对汽车的设计进行改进,提高其内部能源效率。
例如,宝马的多款车型都采用了轻量化材料来减轻重量,提升燃油效率;智能化技术和燃油喷射系统的使用则可将燃油利用率提高至最大水平。
这些措施为汽车制造企业树立了新的标志,并促进了该行业的可持续发展。
案例三:Toyota丰田(Toyota)是一家致力于提供高品质车辆和清洁能源技术的汽车制造商。
丰田的生产线利用了全自动化系统和智能化机器人,降低了劳动力成本,提高了生产效率,同时减少了日常耗能。
压缩空气系统的节能.ppt.Convertor

另外,各种工厂设备所消耗电量中压缩机所消耗部分已经上升到全部的 20~25%以上。压 缩机节能对策已成为最紧急的课题。
螺杆机和往复机排气压力下降动力也下降。 螺杆机和往复机排气压力下降单位能耗比下降。 0.69 空气量比(%) 轴功率比(%) 单位能耗(%) こちらは、インバータDSPの負荷特性を示します。 この上の青線が従来機、緑の線が新型機の負荷特性となります。
そしてこの線がインバータDSPの負荷特性の線になります。 例えば、毎年8000時間運転、70%負荷時の条件では、従来機に対し、約12%の節 電、電力費で86万円の低減になります。
=1224k¥/年 (RMB75,888 元/年) 排出压力降低(卸载开始压力下降实现节能) 降低排出压力试验节能效果 电机输入功率 ( )
kW 降低排出压力时的效果实例 2 段压缩机为例 节能效率方面,2 段机比单段机理论上提高 18%。 因为压缩方式不同,压缩的段数增加,压缩效率会提高。 若实际情况允许,需采用 100KW 以上的设备情况下推荐采用 2 段压缩。 压力降低 0.1MPa 计算一下管线泄漏量。(工厂设备停止状况下进行) 测定储气罐压力在稳定后(此时压力为 P1)降低到 P2 所需的时间(t)。 工厂里可能存在这样的泄漏状况 配管内压力越高泄漏量越大 空气泄漏检查„压力和泄漏量的关系 *年 3000 小时运行、空气单价按 1m3=0.12RMB 计算 泄漏 泄漏 Q: 泄漏量 (m3/min) C: 储气罐容量 (m3):管道容积 Ps: 大气压力 (MPa) P1,P2:压力 (MPa) t: 压力从 P1 降至 P2 所需时间 (min) ①发出声音的泄漏要立即处理 ②用手遮挡时能感觉到的要引起注意 ③无负荷状态下,压缩机短时间发生加载运转时则有泄漏 ④根据储气罐在充填后的压力下降时间推算泄漏量 以各科为单位,开展泄漏点检查、泄漏感知培训,定期进行改善
长安汽车渝北汽车制造厂空压站节能案例

气损耗 高 ,其压缩空气损失计算时年运行 ( 运 行现 场见
2 0 1 5  ̄
第 8 期Ⅵ 、 v 、 v . 4 1 e t y j x C O
.
用
-
I l l
。 r I
案 例. 分析 G M
型加热吸附式干燥机替代原有设计的国产微热式干燥机
后 ,不但 完全 解决 了原 有干 燥机 故障频 发 、维护 成本 高 。输 出露 点达 不到要 求等问题 ,提高了供气质量长期 稳定性 ,有效 确保了涂装车 间的产品 质量 ,解决 了前期 因压缩空 气品质影 响喷漆效果 ( 缩孔 )而导致的停线故
机设备 运行不稳定 ,故障多 ,维修工作量 大。电磁阀易 出现故 障 ,造成截止阀动作不到位 ,不能使其 有效 打开
1 4
或处于 常开状态 ,这影响到对涂装车 间的供 气。使用过 程 中出现过 截止阀卡死现象 ,主要是 由于 气动 截止 阀加 油 装置有喷油问题 ,截止阀润滑不好 引起 的。并且存在
一
3 . 6 ℃,相对 湿度为 1 7 . 8 %,出 口温度 2 2 . 2℃ 。根 据
“ 中华人民共和国国家标准》G B / T 1 3 2 7 7 -1 9 9 1 的要
求 ,涂 装生 产线 对压缩 空 气的 质量要 求为 压 力露 点 :
一
4 0 ~一2 0  ̄ C,含油量 :0 . 0 1 / m ,含 尘量 :0 . 0 1 “m。 ( 2 )微热 吸干机设 备故障 多维护量大 微热 吸干
耗为2 7 5 4 0 元。 3 )F R P 2 9 0 0 吸干 机 电能 消耗 计算 。F R P 2 9 0 0 吸 干机 采 用时 间与露 点控 制 ,时 间控 制规 定两 塔交 换时 间为5 h 。长 安汽 车渝 北工厂 一般 采用 压 力露 点控 制 , F RP 2 9 0 0 吸 干 机 根据 实际 工 况 两塔 交 换 的 时 间超 过 2 4 h ,最长时可做 ̄ U 7 2 h 交换一次 。
节能减排在工业制造中的实践案例有哪些

节能减排在工业制造中的实践案例有哪些在当今全球气候变化和资源短缺的背景下,节能减排已成为工业制造领域的重要课题。
众多企业积极采取各种措施,以实现可持续发展的目标。
下面将为您介绍一些在工业制造中成功的节能减排实践案例。
案例一:某汽车制造企业的能源管理优化这家汽车制造企业深知能源消耗在生产过程中的重要性。
他们首先对整个工厂的能源使用情况进行了详细的监测和分析。
通过安装智能电表和传感器,实时收集各个生产环节的能源数据,包括电力、燃气、水等。
基于这些数据,企业发现涂装车间的能源消耗较大。
于是,他们对涂装工艺进行了改进。
采用了更先进的涂装设备和技术,减少了涂料的浪费,同时提高了涂装效率。
此外,优化了车间的通风系统,通过智能控制,根据生产需求自动调整风量,避免了不必要的能源消耗。
在照明方面,企业将传统的灯具更换为节能型的 LED 灯,并安装了智能照明控制系统,根据自然光照和车间的使用情况自动调节亮度。
这一系列措施使得该企业的能源消耗大幅降低,不仅降低了生产成本,还减少了对环境的影响。
案例二:某钢铁企业的余热回收利用钢铁生产过程中会产生大量的余热,如果不加以利用,将造成巨大的能源浪费。
这家钢铁企业建立了完善的余热回收系统。
在炼铁环节,高温炉渣蕴含着大量的热能。
企业通过余热锅炉将炉渣的热量回收,产生蒸汽用于发电和供暖。
在炼钢环节,高温烟气也被收集起来,通过余热回收装置进行热能转换。
此外,企业还对冷却循环水系统进行了优化,将冷却过程中产生的余热用于周边居民的冬季供暖。
通过这些余热回收利用措施,该钢铁企业不仅减少了能源的外购需求,还提高了能源的综合利用效率,降低了碳排放。
案例三:某电子制造企业的绿色供应链管理这家电子制造企业将节能减排的理念延伸到了整个供应链。
他们在选择供应商时,不仅关注产品质量和价格,还将供应商的环境表现纳入考量。
要求供应商提供原材料的环境认证,确保原材料的生产过程符合环保标准。
同时,鼓励供应商采用绿色包装材料,减少包装废弃物的产生。
整车厂的空压机站房节能运行应用原理

整车厂的空压机站房节能运行应用原理发布时间:2023-04-13T06:14:44.212Z 来源:《中国电业与能源》2023年1期作者:平诗磊郑铁君[导读] 随着我国经济发展水平的不断提高,国家越来越重视节能减排和环境保护,平诗磊郑铁君宁波杭州湾新区祥源动力供应有限公司摘要:随着我国经济发展水平的不断提高,国家越来越重视节能减排和环境保护,节能减排已经成为我国的一项基本战略,十四五规划也明确了节能减排在国家战略中的重要地位。
相关数据表明,整车厂的空压机站房所消耗能量超过汽车整车厂的70%,所以如何有效降低整车厂空压机站房的能源消耗已经成为汽车行业领域提高收益、降低成本的重要手段,也是实现通信行业绿色可持续发展的必然选择。
本文对整车厂的空压机站房空压机系统的结构以及在实际应用中所采用的工作原理进行了全面的分析,并且结合实际情况提出了节能运行改造方案,旨在为相关工作人员提供参考。
关键词:整车厂;空压机站房;节能运行目前,空压机系统在我国整车厂行业领域内得到了广泛的普及和应用,空压机系统的结构复杂,运行过程的专业性较强,为了满足现代社会经济快速发展下的新要求,空压机系统有必要针对自身的性能等进行全面的优化,借助自动化节能技术、提高空压机系统的节电效果,真正做到节省能耗。
运用自动化节能控制技术,提高空压机系统的整体运行质量和效率,消除噪音,提高系统运行效率的同时,将绿色低碳的理念融入其中,为我国的现代化社会建设打下坚实的基础。
一、整车厂的空压机站房空压机应用原理空气压缩机能够压缩空气,将化学能转化成气体压力,进而更改气体压力。
它有一个类似泵的结构。
依据原理,空气压缩机有容积式、快热式、驱动力式等多种类型;依据特性可以分为低噪音、防爆型、变频式等。
依据主要用途可以分为油气田制冷压缩机、天然气压缩机、轮胎加气制冷压缩机。
空气压缩机系统软件包含水控制回路循环系统、油控制回路循环系统与空气控制回路循环系统。
最常见的就是螺杆式空气压缩机,选用双重转动,服务器上方为进风口,服务器下方为出气口。
空压机节能改造案例

空压机节能改造案例:某工厂空压系统节能改造1. 案例背景某工厂是一家大型制造企业,生产过程中使用了多台空压机来提供压缩空气。
原有的空压系统运行多年,但存在能耗高、效率低的问题,造成了能源的浪费和生产成本的增加。
为了降低能耗、改善生产效率,该工厂决定对空压机进行节能改造。
2. 案例过程2.1 能耗分析在进行节能改造之前,工厂首先对现有的空压系统进行能耗分析。
他们通过安装能耗监测设备,对各台空压机的运行情况进行了实时监测,并记录了每天的能耗数据。
通过对数据的分析,他们发现空压机的运行时间过长,负载率低,存在较大的能耗浪费。
2.2 系统设计基于能耗分析的结果,工厂决定对空压系统进行节能改造。
他们聘请了专业的空压机制造商进行系统设计。
根据工厂的生产需求和实际情况,制造商提出了以下的改造方案:•更换高效节能的空压机:将原有的老旧空压机逐步更换为新型的高效节能空压机。
新型空压机采用了先进的压缩技术和控制系统,能够根据实际负载情况自动调整运行状态,提高能效。
•安装变频器:为空压机安装变频器,实现变频调速功能。
通过根据实际负载需求调整空压机的运行频率,避免了空压机长时间低负载运行的情况,提高了系统的运行效率。
•管网优化:对空压机的管网进行优化,减少管道的阻力和泄漏,提高空压机的供气效率。
2.3 实施改造工厂在制造商的指导下,逐步实施了空压机节能改造方案。
他们先后更换了几台老旧的空压机,安装了变频器,并对管网进行了优化。
改造过程中,工厂与制造商密切合作,确保改造方案的顺利实施。
2.4 监测与调整改造完成后,工厂继续对空压系统进行能耗监测,并根据监测结果进行调整。
他们通过对能耗数据的分析,发现空压机的能耗显著降低,系统的运行效率得到了明显提高。
3. 案例结果经过空压机节能改造后,工厂取得了以下的显著成效:•能耗降低:经过改造后,空压机的能耗显著降低。
根据能耗监测数据,工厂的总能耗减少了30%,每年节省了大量的电费支出。
轿车公司节能减排案例介绍170526
轿车公司节能减排案例介绍素材1:创新管理方法,推进经济化用能管理的“两个终端、四项措施”一、进行管理创新,以适应节能减排的战略要求随着全球气候变化给人类生存环境带来的压力不断加重,节能减排已经成为全球性的人类社会可持续发展的重要课题。
对汽车行业来讲,它即关联到企业经营的成本,也体现了企业所承担的社会责任。
轿车公司2015、2016年能源消耗费用各为3.0亿元和2.7亿元,加上由于产能不足,单车能耗达到千元以上,在整车内制成本中占举足轻重的位置,成为制约企业效益的重要瓶颈。
为此,探讨节能减排的有效方法并立即付诸行动,已经成为刻不容缓的使命。
面对成本压力,我们集思广益,进行管理创新,在实践中创新了许多接地气的节能管理方法。
并逐步提出了一套供给端与用户端互动,实现按需供给,合理节约用能,即“经济化用能管理”的思路。
所谓“经济化用能管理”,具体体现在“供给端”、“用户端”两个终端,“停产减供”、“停产停机”、“重点耗能设备定标运行管理”、“合理排产和安排工艺调试”四项管理对策。
二、供给端实行“停产减供”根据我们跟踪测算的数据,工业用电、生产生活用水、压缩空气等能源,在停产期间的能源消耗率约为生产期间的50%左右。
以往为应付随时发生的加班生产、工艺调试、设备改造、检修等,大部分站房实行满供,这就使动力设备处于过供应状态,浪费能源。
为此,我们提出第一项管理对策:“停产减供”,即在非生产时间主动与工厂互动,按需供应,通过调降供应参数,保障检修、工艺调试的基本需要,同时节约用能。
以2016年夏季检修7天为例,通过部分站房的减供,共节约用能费用超过十万元。
三、用户端推进“停产停机”、“重点耗能设备定标运行管理”、“合理排产和安排工艺调试”工厂为保证设备停产时设备的基本状态能持续维持,以减少开班时的设备停机,全部设备均处于待机空耗能状态,因而需要消耗大量能源。
为此,我们推出了第二项管理对策:“停产停机”。
除了少数工艺有特殊要求的设备不能中断动能外,我们将依据技术条件,逐步分批、分类落实大部分设备实现停产停机并就地关闭动能。
9压缩空气系统节能改造案例
9压缩空气系统节能改造案例压缩空气系统是工业生产中常用的能源系统之一、然而,传统的压缩空气系统存在能源浪费较大的问题,给企业带来了不小的经济负担。
为了解决这一问题,许多企业都进行了压缩空气系统的节能改造。
本文将介绍9个压缩空气系统节能改造案例,旨在帮助企业了解如何通过改造来提高能源利用效率,降低能耗和成本。
1.更换高效率压缩机:电子制造企业将原来老旧的压缩机更换为高效率的变频压缩机,用电量减少了30%,能耗明显降低。
2.排气恢复利用:钢铁厂将压缩空气系统的排气用于热水设备,实现了排气的恢复利用,节约能源成本。
3.管线绝热处理:化工企业对压缩空气输送管线进行绝热处理,减少了能量损失,提高了能源利用效率。
4.定期检测漏气:汽车制造厂定期对压缩空气系统进行检测,修复漏气问题,避免了能源的浪费。
5.定时运行控制:纺织厂通过安装定时控制器,实现了压缩空气系统的定时运行,避免了空转浪费。
6.优化配气系统:食品加工厂对压缩空气配气系统进行优化,避免了过度压缩和不必要的能耗。
7.载荷均衡控制:化纤厂通过载荷均衡控制系统,实现了多台压缩机的合理分配运行,提高了能源利用效率。
8.定期维护保养:制药企业对压缩空气系统进行定期维护保养,保证系统的正常运行,减少能源的浪费。
9.节能意识培训:家具制造企业通过组织员工节能培训,提高了员工的节能意识和行为,降低了能耗。
通过以上9个案例,我们可以看出,在压缩空气系统的节能改造过程中,企业可以从多个方面着手,如更换高效率设备、恢复利用废气、绝热处理、漏气修复、定时运行控制、优化配气系统、载荷均衡控制、定期维护保养和员工节能意识培训等。
这些改造措施能够提高压缩空气系统的能源利用效率,降低能耗和成本,为企业实现可持续发展做出贡献。
企业在进行改造时应根据自身情况选择合适的措施,并加强对改造效果的监测和评估,以不断提高节能改造的效果。
全性能压缩空气管路系统安装施工工法(2)

全性能压缩空气管路系统安装施工工法全性能压缩空气管路系统安装施工工法一、前言全性能压缩空气管路系统安装施工工法是一种为工厂和建筑提供高效、稳定的压缩空气供应的工程实践方法。
本文将介绍该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析以及工程实例。
二、工法特点全性能压缩空气管路系统安装施工工法具有以下特点:1. 高效节能:采用先进的空气管路系统,能够有效减少能源消耗,提高空气压缩效率。
2. 稳定可靠:采用优质的管材和连接件,确保管路系统稳定、无泄露,并能够承受高压和大流量的工作条件。
3. 操作便捷:采用合理的管路布局和操作控制系统,方便操作人员监控和管理空气供应,提高工作效率。
4. 维护简单:根据工艺原理,合理设计和安装的管路系统可使维护更加便捷,减少维护和停机时间。
三、适应范围全性能压缩空气管路系统安装施工工法适用于各种工厂和建筑,特别适用于需要高效、稳定压缩空气供应的行业,如汽车制造、电子制造、食品加工、建筑工地等。
四、工艺原理全性能压缩空气管路系统安装施工工法的工艺原理是基于压缩空气传输原理和管道工程原理。
通过合理设计和安装管道系统,控制压缩空气的流量和压力,确保供应稳定可靠,同时减少能源消耗。
工法实际工程通过采取技术措施,如选择适当材料、合理布局管道、正确安装连接件等,实现对理论原理的具体应用。
五、施工工艺全性能压缩空气管路系统安装施工工法的施工工艺分为以下几个阶段:1. 工程准备阶段:包括对工程地点进行调研和勘察,确定施工方案,准备所需材料和机具设备。
2. 基础施工阶段:包括清理施工地点、进行地基处理、安装管道支架和固定件等。
3. 管道布线阶段:根据设计要求进行管道布局,包括选择合适的管材、连接件,进行切割、焊接、固定等工作。
4. 设备安装阶段:安装空气压缩机、过滤器、干燥器等设备,并进行调试和检测。
5. 管道连接和调试阶段:连接和调试管道系统,包括安装阀门、压力表、温度传感器等,进行系统压力和泄漏测试。
空压机节能案例

空压机是工业生产中常用的设备,为了降低能源消耗、提高生产效率,许多企业采取了各种措施进行空压机节能。
以下是一些空压机节能案例:
1. 更换节能型空压机:某家化工企业在使用传统空压机时,每年能源消耗及维修费用高达数百万元。
为此,该企业决定采用节能型空压机,经过试用和验证后,最终选择了一款能耗降低30%以上的机型。
这不仅降低了能源消耗,还提高了生产效率和产品质量。
2. 空压机自动化控制:某家汽车零部件制造企业在使用空压机时,由于操作人员的误操作和管理不善,导致能源浪费和生产效率低下。
为此,该企业引进了空压机自动化控制系统,实现了对空气压力和流量的精确控制,有效降低了能源消耗和生产成本。
3. 对空压机系统进行优化:某家纺织企业在使用空压机时,由于设备老化和管路疏通不畅,导致空气压力不稳定和能源浪费。
为此,该企业对空压机系统进行了优化,清洗管路、更换滤芯、修补漏气等措施,使系统运行更加稳定,能源消耗降低了20%以上。
4. 安装余热回收设备:某家制药企业在使用空压机时,由于工艺流程需要,导致大量余热被浪费。
为此,该企业安装了余热回收设备,将空压机排出的热量进行回收利用,供给其他工艺流程使用。
这不仅
节省了能源消耗,还提高了企业的环保形象。
综上所述,通过采取各种措施进行空压机节能,企业可以有效降低能源消耗和生产成本,提高生产效率和产品质量,同时也有助于改善环境和减少污染。
汽车行业节能减排先进适用技术应用案例
4、技术的优缺点 内高压成形主要优点: (1)减轻质量,节约材料。对于汽车上副车架、散热器支架等典型 产品,内高压成形件比冲压件减轻 20%~40%。对于空心阶梯轴类可以减轻 40%~50%; (2) 减少零件和模具数量,降低模具费用。内高压件通常仅需要一套模具,而冲压件大多需要多 套模具。副车架零件由 6 个减少到 1 个;散热器支架零件由 17 个减少到 10 个; (3)可减少 后续机械加工和组装焊接量。以散热器支架为例,散热面积增加 43%,焊点由 174 个减少 到 20 个,工序由 13 道减少到 6 道,生产率提高 66%; (4)提高强度与刚度,尤其疲劳强 度。散热器支架刚度垂直方向提高 39%;水平方向提高 50%; (5)降低生产成本。根据德 国某公司对已应用零件统计分析,内高压件比冲压件平均降低 15%~20%,模具费用降低 20%~30%。
I
1.共性节能技术-高效变速器技术 ...................................................................... 28 2.传统汽车节能技术-可变压缩比技术 .............................................................. 29 3.传统汽车节能技术-可变气门正时技术 .......................................................... 30 4.传统汽车节能技术-多气门技术 ...................................................................... 31 5.传统汽车节能技术-停缸技术 .......................................................................... 32 6.传统汽车节能技术-增压技术 .......................................................................... 33 7.传统汽车节能技术-直喷技术 .......................................................................... 34 8.传统汽车节能技术-电控高压喷射技术 .......................................................... 35 9.传统汽车节能技术-废气再循环技术 .............................................................. 36 10.传统汽车节能技术-怠速启停技术(BSG) ................................................ 37 11.传统汽车节能技术-集成启动电机技术(ISG) .......................................... 38 12.新能源汽车技术-插式混合动力技术(PHEV) ...................................... 39 13.新能源汽车技术-纯电动汽车技术 ................................................................ 40 14.新能源汽车技术-增程式电动汽车技术 ........................................................ 41 三、汽车回收再用节能减排技术应用案例 ............................................................. 42 1.自动化纳米颗粒复合电刷镀技术.................................................................... 43 2.自动化高速电弧喷涂技术................................................................................ 44 3.自动化微束等离子弧熔覆技术........................................................................ 45 4.激光熔覆再制造技术........................................................................................ 46 5.再制造坯料高温分解清洁技术........................................................................ 47
9压缩空气系统节能改造案例
应上海某钢铁企业的要求,英格索兰对该公司的空压站及分配管路、主车间压缩空气应用点进行了全面型空气系统评估,以期解决该公司的压缩空气系统含油率偏高、系统压力突变等问题,并在目前运行的压缩空气系统中寻求节能机会。
在为期一周的评估周期之内,英格索兰对该公司的压缩机运行数据、设备配置、工作状况与使用点使用要求作了全面的考察与记录,结合该公司的具体使用要求和英格索兰对压缩空气系统权威而专业的分析,为该公司发现的问题与机会提出了全面的解决方案,并与该公司签订了解决方案安装合同。
本项目的实施,解决了该公司压缩空气系统的含油率和压力问题,同时为该公司带来了每年1408000kWh(920800元)的电力节约,整个技改项目的投资约为160万人民币,投资回收期为1.8年。
更为重要的是,英格索兰帮助用户了解了可以通过空气系统评估来优化空气系统压缩空气领域新型运作模式。
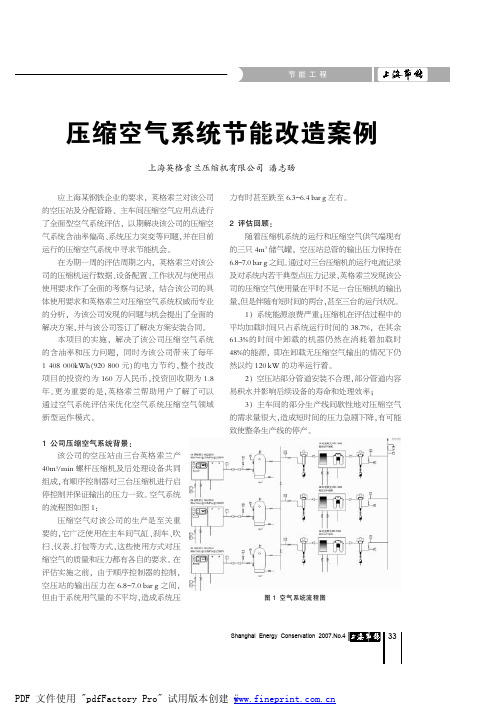
1公司压缩空气系统背景:该公司的空压站由三台英格索兰产40m 3/min 螺杆压缩机及后处理设备共同组成,有顺序控制器对三台压缩机进行启停控制并保证输出的压力一致。
空气系统的流程图如图1:压缩空气对该公司的生产是至关重要的,它广泛使用在主车间气缸、刹车、吹扫、仪表、打包等方式,这些使用方式对压缩空气的质量和压力都有各自的要求。
在评估实施之前,由于顺序控制器的控制,空压站的输出压力在6.8~7.0bar g 之间,但由于系统用气量的不平均,造成系统压力有时甚至跌至6.3~6.4bar g 左右。
2评估回顾:随着压缩机系统的运行和压缩空气供气端现有的三只4m 3储气罐,空压站总管的输出压力保持在6.8~7.0bar g 之间。
通过对三台压缩机的运行电流记录及对系统内若干典型点压力记录,英格索兰发现该公司的压缩空气使用量在平时不足一台压缩机的输出量,但是伴随有短时间的两台,甚至三台的运行状况。
1)系统能源浪费严重;压缩机在评估过程中的平均加载时间只占系统运行时间的38.7%,在其余61.3%的时间中卸载的机器仍然在消耗着加载时48%的能源,即在卸载无压缩空气输出的情况下仍然以约120kW 的功率运行着。
压缩空气系统在汽车生产企业的提升实践

TECHNOLOGY AND INFORMATION122 科学与信息化2023年9月上压缩空气系统在汽车生产企业的提升实践张新 何秋菊 李明宇 北京奔驰汽车有限公司 北京 100176摘 要 在“碳达峰”、“碳中和”背景下,低碳、绿色、可持续发展成为众多企业所追求的目标。
如何高效利用能源,不仅是企业节省成本的一项举措,更是实现低碳、绿色、可持续发展的重要方法。
汽车生产企业在冲压、装焊、喷漆等工艺中大量使用压缩空气,提升压缩空气系统使用效率,能够为企业带来较大的经济效益,进一步实现企业可持续发展目标。
本文以某汽车生产企业为例,详细调研、分析、介绍了空压机群控系统对压缩空气系统效率的提升,实践表明,通过提升压缩空气系统效率,可实现电气比同期降低0.019kwh/m 3,系统效率提升11%。
关键词 空压机;压缩空气;群控Improvement Practice of Compressed Air Systems in Automotive Manufacturers Zhang Xin, He Qiu-ju, Li Ming-yuBeijing Benz Automotive Co., Ltd., Beijing 100176, ChinaAbstract Under the background of “carbon peaking” and “carbon neutrality”, the low-carbon, green and sustainable development have become the goals pursued by many enterprises. How to use energy efficiently is not only a cost-saving measure for enterprises, but also an important way to achieve low-carbon, green and sustainable development. Automobile manufacturers use a large number of compressed air in stamping, welding, painting and other processes to increase the use efficiency of compressed air systems, which can bring greater economic benefits to enterprises and further achieve sustainable goals of enterprises. Taking an automobile manufacturer as an example, this paper investigates, analyzes and introduces in detail the improvement of compressed air system efficiency of air compressor group control system, and the practice shows that by improving the efficiency of compressed air system, the electrical ratio can be reduced by 0.019 kwh/m 3 and the system efficiency can be increased by 11%.Key words air compressor; compressed air; group control1 项目背景及改造范围1.1 项目背景北京奔驰不断打造“数字化、柔性化、高效、可持续”的智能制造体系,而能源效率提升是可持续发展的重要环节。
汽车制造企业压缩空气系统节能案例

汽车制造企业压缩空气系统节能案例企业概况该企业为上海市高新技术企业,公司下属共有1家研发中心,9家制造基地。
公司底盘产品覆盖A0级车-C级轿车、SUV、MPV,是上海大众、上海通用和上海汽车各款轿车底盘系统的骨干配套供应商,并被美国通用汽车公司正式确认成为其零部件供应商,是首次进入北美OEM市场的中国轿车底盘生产企业。
本次改造对象为两家制造基地的5个分厂,改造内容为从空压站房到末端设备的整套压缩空气系统。
用气设备冲压、电镀、电泳涂装、热处理、焊接、机加工、装配等生产线及各种打标机、试验台等设备,气动扳手、气动吊装机、喷枪、调节阀门等末端工具。
问题分析1.压缩空气制造环节:共有4台空压机,空压机24小时运行,空压机加卸载频繁造成能源损耗严重;空压机独立控制,空压机站房由人工管理,靠经验进行启停控制,空压机运行时间不均衡;各空压机独立运行,人工进行维护保养记录。
空压机附属设备陈旧,影响供气效率。
2.压缩空气输送环节:管网输送环节存在瓶颈,压力损失大;现场用气设备压力需求不一,没有对管网进行分压供气。
3.压缩空气使用环节:加工车间、装配车间、辅助车间三部分,主要存在问题为:压力假性需求大,压力供应偏高;三联件大部分损坏,管路接头、气动工具、改锥接头泄漏严重、密封件老化等形成泄漏;气动工具、改锥数量较大,支线管路布局存在缺陷,气动工具等其他设备大量同时使用时,压力会有明显下降,影响部分辅助用气设备无法正常工作。
改造内容爱社科技成功为该厂实施了节能改造,节能改造包括以下内容:节能原理空压机节能监控系统通过对空压机进行集中控制,匹配用气端用气需求,按需供气。
并且利用智能算法,优化空压机运行,使空压机处在最优运行状态。
干燥机联控功能模块实现干燥机与空压机的匹配运行,减少了因空压机停机,而干燥机仍然在运行导致干燥机的能源浪费。
安装空压机节能监控系统辅控柜,稳定主管网的压力,减少空压机的加卸载,使空压机压力在满足生产需求的情况下低位稳定,实现按需供气。
汽车厂空压机节能方案设计

汽车厂空压机节能方案设计汽车厂空压机节能方案设计欢迎阅读汽车厂空压机节能方案设计,本文介绍了某汽车厂空压机节能方案设计与实施情况,并对其经济效益进行了评估。
一、现状现行螺杆式空压机的工作流程如下:空气通过进入过滤器将大气中的灰尘或杂质虑除后,由进气控制阀进入空压机主机,在压缩过程中与喷入的冷却润滑油混合,经压缩后的混合气体从压缩腔排入油气分离罐,从而分别得到高温高压的油、气。
由于机器温度的要求,这些高温高压的油、气必须送入各自的冷却系统,其中压缩空气经冷却器冷却后,最后送入使用系统;而高温高压的润滑油经冷却后返回油路进入下一轮循环。
空压机在运行时产生高温高压的油、气,其中温度在80 C ~100 C之间。
产生的这些热量通过空压机自身的散热系统散发到空气中,造成了能源的浪费。
二、余热回收原理1空压机散热原理空气压缩机长期连续的运行过程中,把电能转换成螺杆的机械能,螺杆对空气做功产生压缩空气,此时会导致空气温度的聚升,同时在压缩过程中也会摩擦发热,产生的高热部分由空压机润滑油的通过风冷排出,部分由压缩空气带走。
2余热回收原理为了充分利用空压机所产生的余热,可采用我公司的余热回收技术,利用该技术不仅回收了余热、提高了压缩空气品质,而且可为锅炉提供55C~75C的热水,减少煤消耗量。
螺杆空压机热泵机组就是利用热能转换原理,对空压机散发的热量进行回收,提高水的温度。
同时降低空压机组的运行温度。
3 余热回收器特点1)、该空压机余热回收器可实现对空压机的.油气进行双回收,余热回收效果好,可以为锅炉提供55 C以上的软化水;2)、安装空压机余热回收器后,可以有效的控制油温,完全不影响空压机的正常运行;3)、在余热回收器设计时充分考虑了水垢问题的解决,设计了自动水垢清洗装置;4)、降低了空压机的温度,提高了产气量;三、余热回收方案1设计原则1)、根据工厂的实际情况,针对空压机余热的充分利用和锅炉补水需求情况,方案保证空压机的运行稳定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车制造企业压缩空气系统节能案例
企业概况
该企业为上海市高新技术企业,公司下属共有1家研发中心,9家制造基地。
公司底盘产品覆盖A0级车-C级轿车、SUV、MPV,是上海大众、上海通用和上海汽车各款轿车底盘系统的骨干配套供应商,并被美国通用汽车公司正式确认成为其零部件供应商,是首次进入北美OEM市场的中国轿车底盘生产企业。
本次改造对象为两家制造基地的5个分厂,改造内容为从空压站房到末端设备的整套压缩空气系统。
用气设备
冲压、电镀、电泳涂装、热处理、焊接、机加工、装配等生产线及各种打标机、试验台等设备,气动扳手、气动吊装机、喷枪、调节阀门等末端工具。
问题分析
1.压缩空气制造环节:
共有4台空压机,空压机24小时运行,空压机加卸载频繁造成能源损耗严重;空压机独立控制,空压机站房由人工管理,靠经验进行启停控制,空压机运行时间不均衡;各空压机独立运行,人工进行维护保养记录。
空压机附属设备陈旧,影响供气效率。
2.压缩空气输送环节:
管网输送环节存在瓶颈,压力损失大;现场用气设备压力需求不一,没有对管网进行分压供气。
3.压缩空气使用环节:
加工车间、装配车间、辅助车间三部分,主要存在问题为:
压力假性需求大,压力供应偏高;三联件大部分损坏,管路接头、气动工具、改锥接头泄漏严重、密封件老化等形成泄漏;气动工具、改锥数量较大,支线管路布局存在缺陷,气动工具等其他设备大量同时使用时,压力会有明显下降,影响部分辅助用气设备无法正常工作。
改造内容
爱社科技成功为该厂实施了节能改造,节能改造包括以下内容:
节能原理
空压机节能监控系统通过对空压机进行集中控制,匹配用气端用气需求,按需供气。
并且利用智能算法,优化空压机运行,使空压机处在最优运行状态。
干燥机联控功能模块实现干燥机与空压机的匹配运行,减少了因空压机停机,而干燥机仍然在运行导致干燥机的能源浪费。
安装空压机节能监控系统辅控柜,稳定主管网的压力,减少空压机的加卸载,使空压机压力在满足生产需求的情况下低位稳定,实现按需供气。
车间不合理用气部分的节能优化通过对部分高压点合理增压,使整个供气压力降低,减少末端压力的假性需求。
气体泄露检测系统的构建通过ECOSO气体泄露检测仪和气体泄漏点扫描枪,及时查找泄漏点,采取堵漏措施,减少直接浪费和损失。
改造效益。