3D拆模及其原则
UG 3D拆模技巧
3D拆模技巧、常见方法:也就是最基本的方法COPY SURFACE,只是如果用此方法分一些复杂模具会很麻烦。
、切割法:许多时候,当我们做好分型面后进行分模才发现分不开,并且出现了了许多绿线和红点,这时可选择切割法。
具体做法是:直接将分型面复制一个后,往前模方向延伸到前模仁的厚度,封闭起来生成前模仁,而后做一实体为后模仁,用分模切掉前模部分再分,用参考零件直接CUTOUT出后模仁型腔来。
、精度修改法:当然针对2所出现的情况,也可采用精度修改法来解决。
适当地调整一下精度,也可解决一些情况,还可在设计过程中调整模具精度和产品精度使之保持一致,最好是在CONFIG 中直接就设置为产品精度和模具精度操持一致。
、补洞法:在做分型面时,不好去COPY SURFACE,直接将有破孔的地方做一些比较简单的曲面来堵住,有时曲面不太好做,也可以直接长出一块0.01mm厚的实体来,然后用一些比较简单的大分型面就可分出来。
、裙边法:对于大部分的壳体类产品,建议使用裙边来做分型面,这样不仅容易分模,而且做出来的分型面比较美观。
、产品中做分型面法:有时直接在模具版块中做分型面分不出来的产品,换作到产品板块中去做分型面,然后到模具板块中去分析,会比较容易分出(据了解有不少的高手就是用这个方法进行分模的)。
、体积块法:有时也可以用直接做体积块的方法来做,包括做成成品的体积块或先随意做成几个体积块后,再进行体积块的分割与合并。
、调包法:有时用主分型面进行分模会出现分不开的情况,这时可试换一个分型面(如镶件,镶针或者滑块)来分,往往就可以了。
、修改产品法:此法对那些用第三方软件做图转换的图档或产品曲面质量较差的产品较有用,可将产品上一些局部的地方做适当的修改(但注意不能随意更改产品外观和功能部位),也可重新做一个PART来,利用数据共享插入原产品的实体表面,缺点是在产品设变时模具文件不能再生变更。
、黄牛法:这个没有办法的办法,但保证可行,尤其对于那些产品造型质量特差且模具结构简单的产品,与其绞尽脑汁来寻找分模的捷径不如老老实实做一回“黄牛”,把各个模具零件直接利用产品上的曲面一个个地做出来(这种操作很繁琐但不巧遇到而且现有的计算机又不太好的情况下,这个可以保证可行的)。
UG 3D 拆模

6
拆模前的准備工作
一.產品檢討. 二.拔模. 三.放縮水. 四.開始拆模.
7
拔模
Think3在做拔模時,必須指定基準面,拔模面,以
及拔模角度三個變數。 如果成品曲面較複雜時,拔模的指令無法使用時,可以使 用 Global Modeling的曲面編輯功能做拔模。
8
簡單的拔模
基準面
拔模面
9
會出問題的拔模狀況
3D 拆模
何謂3D拆模
所謂3D拆模就是 將原始的3DModel 加上塑膠的縮水率 後,利用 計算機中 的軟件 將產品拆 分為公,母模仁,斜 梢,滑塊,入子…等 等.是一種從無到 有的輔助性工作.
母模仁
公模入子 套筒,芯子 成品 斜梢
斜梢
公模仁2Leabharlann 滑塊實體拆模與曲面拆模
實體拆模
利用 CAD 的實體計算功能拆出公母模仁 曲面拆模 利用人為判斷將公母模仁的成品面補上
4
實體拆模的優劣點
優點: 用實體拆模所拆出的3D檔,模仁及入子等零件不會有 破面,減少 CAM 程式編程前檢查 Model 破面的時間, 也可以減少我們自己合并實體的時間. 缺點: 1.有時因轉檔的問題,造成3D某些几何上的錯誤,使之不 能夠用布林運算將型腔做出,從而無法拆模.(用PRO/E 拆模時較為明顯) 2.當拆一些比復雜的斜梢與滑塊時,便失去了立場.(實體 只能長一些比較規則的形狀去做布林運算.)
15
曲面拆模
一. 鋪設分模面 二. 鋪設靠破面 三. 選取母模面(或公模面) 四. 做出公,母模仁.
16
如何用曲面拆模法拆滑塊(實例)
一.確定滑塊的位置. 二.將成品上的倒勾面COPY下 三.將滑塊直接用曲面做出來. 四.將滑塊曲面組合成實體. 五.將滑塊COPY一份. 六.用布林相減運算將滑塊的位置做出來. 七.將滑塊貼上.
一般拆模试块需达到的要求

一般拆模试块需达到的要求
拆模试块一般都是以3D强度、7D强度、14D、21D、28D这几个时间点,3D主要就是高温的时候还有就是小面积板拆模试块,如果是一般的住宅基本都是以7D的同条件试块为准备。
小于2M的板50%强度就可以拆,小于2-8米的板75%强度可以拆,超过8米板100%强度可以拆,梁一般都是4M为准不超的75%可拆,超过的100%,悬挑的东西都是100%强度可以拆。
如果你的是真的同条件试块基本上超过25度3天半-5天整住宅就可以拆模。
最好同条件的块是自己作的,别用商砼厂给你的,因为你的会低一点,他的会高很多。
3D拆模注意事项

3D 拆模注意事項為提升設計品質,將后續可能出現的問題提前在設計階段預防和解決好, 因此, 3D 模具設計人員在拿到成品時, 先不要急於拆模, 而是進行仔細的成品檢查.一. 首先檢查的是成品肉厚的問題. 經多次實踐經驗得知, 3DMOLD 肉厚不均會嚴重影響射出成型產品質量, 因此,設計人員嚴格把好肉厚關,對於有肉厚不均之現象要立即申告, 及早告知客戶, 以及時尋求解決方案.對于在產品的外觀(母模)面有Log 凹坑或击起的部位,為保証均勻肉厚.其公模側相應的有击起或凹坑出現,以利產品順利成型.如下圖:此處因側壁與Boss 相聯,導致此處肉太厚(最大的地方為3.945mm).成形時易縮水此處有log 凹坑此處應击起進行成品肉厚分析的方法:Check Thickness:A、Pro/E main menu:---->analysis---->model analysis---->......Thickness:設定厚度檢查中: select slices---->slices offset 中填入適當值;最大肉厚與最小肉厚---->點起始位置點與終止位置點;點取方向平面---->點取compute結果中紅色圈內及藍色圈內都表示肉厚在所設定範圍之外; results中有結果顯示.B、Pro/E main menu:---->analysis---->model analysis---->.....Thickness:設定厚度檢查中: select slices---->slices offset 中填入適當值;最大肉厚與最小肉厚;use number of slices填入適當值點起始位置點; 點取方向平面---->點取compute結果中紅色圈內及藍色圈內都表示肉厚在所設定範圍之外; results 中有結果顯示; 點show all , Pro/E將顯示圖示結果; 點Clear, 將清除圖示結果顯示; 點info, 將顯示文字結果.二.成品拔模角的問題. 此問題主要是針對母模側角度而言. 母模側角度一定要足夠大, 使模具開模時不致於有粘母模的現象. 若客戶成品要求有咬花的情況, 咬花面的角度還需查閱”咬花規格表”(咬花規格表在新綱頁設計手冊中的成品注意事項中)來確定. 檢查成品上的拔模角度不可為倒鉤.對脫模角的制作必頇以不改動重要尺寸,以增加鐵料為原則,一般取值為0.25∘0.5∘1∘1.5°2∘;不可做幾位小數的拔模角,如0.51,0.88等.如果成品本身原始檔就是如此,3D人員在發現后.,立即申報主管以利更改.檢驗成品的拔模角可用Pro/E main menu: →analysis→surface analysis…Draft Check: 在角度分析中,在surface選項中選擇part,在Draft angle中輸入適當的角度,然后選擇開模方向的參考平面.稍等幾秒鍾,整個part都會按角度范圍用顏色表示出來.在視窗左上角會有一個顏色和角度的對照表可供參考.三.成品上加強肋厚度及BOSS的厚度是否合理也是造成成品縮水的原因之一.A. 肋厚. 3D 拆模人員在進行成品檢查時,要特別注意成品上肋的厚度, 一般情況下,它與成品平均肉厚的關系如下圖所示:(B-A )/H ≦1/100 B=0.5~0.7T A1=A2 B1=B2 A1>B1 T1>T2若成品平均肉厚過小,依比例計算肋厚太小而無法保証充填時,我們可以考慮在模仁上做防縮水結構----“火山口”.B. BOSS 的處理BOSS 的外部尺寸拔模時應拔小, 內部尺寸應拔大, 常取拔模角度值為0.5, 1等. 對於模具設計中要用到套筒頂針, 3D 應將其BOSS 外徑設計為整數或一位小數, 且每0.5mm 一級的變化; 將其内徑設計為整數或一位小數, 且每0.1mm 一級的變化.此成品平均肉厚為3mm.而肋厚為2.5mm,肉厚過厚.為防止成品的BOSS 部位縮水,應做防縮水結構------“火山口”. 防縮水結構-----“火山口”的尺寸.防縮水結構-----“火山口”的做法.Feature → Create → Tweak → Offset → Sket Region → 選擇要做防縮水結構的面 → 再選Sketching plane 及參考平面 → 按2B 的值畫出offset 的范圍 → 輸入offset 的高度值A.如下圖二所示,再倒C 角,如下圖三所示.A=B=C ≦0.3T圖一 圖二 圖三四. 其它成品上不合理的結構. 如由於成品結構設計不合理而在模仁上形成的尖角. 薄片. 及鐵料懸空等. 諸如此類現象,都需及時與客戶檢討,征得客戶同意后,做出適當的修改.此處因建模問題而造成模仁上產生倒鉤,使成品無法成形.而結構本身與成品關系不大,建議將其填此處模仁上會有尖角,建議將其倒一R0.3的圓角.如右圖示.修改前成品修改后成品修改后成品修改前成品當boss之位置比較靠近側壁,因側壁有斜度時,則在拆模之后會形成尖角,造成模仁強度低,3d拆模人員應將尖角作處理,並作1°~1.5°的拔模斜度,如圖所示:P/L 面的處理原則一、 於R 角的切線上分模當公母模仁沿成品的R 角切線分模或一個面分別在公母模側成型,為防止加工及合模時產生誤差,使外觀面產生痕跡,應將在公模側成型的成品面内縮0.05-0.1mm,亦即使成品出現0.05-0.1mm 斷差.取消R 角做出斷差導R 角二、靠破曲面的延伸成品的PL面為一曲面或斜面,拆模時,需用Extend Single指令將成品面延伸出來10mm左右,再拉成直面,若直接用Extend Along延伸成品面,則在模仁上會形成一條棱線,不好合模,容易跑毛邊,且會增加模具的加工難度. 注:1.若成品用PRO/E建構,可Insert Mode至還未建機構之前,然後Copy成品面,將此面延伸,作為PL面;2.若成品並非PRO/E建構,可Copy成品的邊界面,然後用Free Form指令將此面還原為一個整面,再作延伸.公模仁三、靠破斜面的防滑措施若成品整個PL 面為斜面或曲面時,需在PL 面上做一平面來插破起定位的作用,否則合模時,公母模仁會因斜面或曲面的作用而產生相對滑動,合不准,從而造成射出成品報廢的嚴重後果.另外,鉗工在檢查模仁時,也可以此平面作為測量的基准.四、插破的處理當公母模仁有對插時,一定要避免插破尖角的產生,需有一段靠破面(X 一般為1mm 以上),否則會使模仁尖角處強度過低,易撞斷,公母模對插處,在選定插破角後,插破面上下限差值應在0.1-0.15mm 以上,如下圖所示:母模公模母模公模母模 公模Pl 面為曲面10度插破這些孔需公母模仁對插成型公模仁五、對與成品上一些開槽處,要與其它成品配合,設計模具時,需將成品面延伸出來作為分模面,使公母模仁兩側面插破,這樣可以改變毛邊的方向,有利於裝配.如下圖所示:延伸出來但對於成品上比較窄小的槽,延伸出來插破,會造成模仁插破處太薄,強度低,容易撞斷,因此,可以不必延伸出來,直接以成品面插破.但是,插破角必頇足夠.模仁插破處太薄,強度低,容易撞斷直接以成品面插破轉軸的處理若制品上有圓柱型轉軸,頇將圓柱面單邊砍掉0.1mm(如下圖所示),成一個平面,防止加工及合模時產生誤差,發生錯位,裝配時會產生干涉.特殊形式的倒勾一、對於成品上公模面與母模面相交的棱線倒R角,此R 角會產生倒鉤,我們通常會以偷料的形式來將R 角的倒勾去掉.此面為公模側拔模角此面為母模側拔模角此黃色R 角部份為倒鉤此處偷料與前面所講偷料方法一致,只是砍出來的斷差面(紅色表面)不再做母模側拔模角,這樣倒出來的R 就不會再有倒鉤.二、對於成品側壁開槽處倒R 角,且對成品外觀精度要求較高,不允許在R 角處逃料時,需采用滑塊機構.因為此R 角若拆在模仁上成型,會產生倒勾,如下圖所示:靠破孔處理原則當成品上有靠破孔時,通常有三種處理方法:一、當成品上的靠破孔很多時,應將靠破面設置在孔的三分之二處(距公模側),開模時,使開模力大部分集中於公模側,防止成品粘在母模;另外,為防止無拔模角R 角在滑塊上成型公模側母模側A 面因A 面脫模方向作在母模側,故此R 角若拆在公模,會產生倒勾滑塊合模時公母模合不准,而在中間跑毛邊影響外觀.,應將公模側孔徑單邊做大0.05-0.1mm.如圖:二、當成品上有少數幾個靠破孔,而且對成品的外觀精度要求較高,不允許成品外觀有任何毛邊時,可將靠破孔完全拆在母模,在公模面上靠破.這樣即使跑毛邊,也不會影響外觀,且不用擔心粘模.如下圖:成品上有少數幾個靠破孔母模仁成品模側母三、有時因成品本身結構的限制,靠破孔必頇全部留在公模成型,開模時,成品肯定不會粘在母模,但是卻有可能使卡死在公模上,頂出時,會將成品拉坏,因此成品在公模側的脫模角必頇足夠大;而且這樣做易在母模面產生毛邊,影響外關,除非特殊原因,最好不要這樣做.四、成品裝配性的考量我們在處理成品的靠破孔時,一定要堅持“肉厚減少,鐵料增加”的原則,這樣即使模仁尺寸超差,鉗工可以修模,有補救的餘地;另外將孔的尺寸做大,在裝配時,也不會產生干涉.如下案例:此處台階決定成品靠破孔留在公模成型6.858*6.35mm成品由上圖知,成品三處孔的大小尺寸不相等,相差幾條,為便於備料及加工,應將尺寸改為一致,以最大尺寸(6.858*6.35mm)為準.。
3D拆模流程
个人习惯:光滑连拉曲线分型面喜欢逼近复合成一整条,然后再进行拉伸分型面,我用的是组件法.侧面影像裙边不喜欢用.有很多资料提倡的尽量用侧面影像裙边法.以下是摘自开思论坛的个人心得,给大家一个参考,但我不采用这些方法.大家都来发表一下意见,不要只看啊!1、对于复杂的产品在分模前我会新建一个PRT,再将要分模的那个PRT 的实体曲面全COPY到新建的那个里面去,再将其生成实体,这样会减小很多的错误机会。
2、对于复杂的产品再有一个办法就是先将其转一下格式,再将所有的层都打开,将那些无用的曲面全部DEL掉,这样的文件也减了肥,也减少了出错的机率,总之办法有很多,关键还是看你怎么去用,看你对软件了解的有多少,你有多少的实际经验,软件是死的,但人是活的,建议大家多练习,多在问题中去寻找新的解决的方法,这样才会有进步。
在这里还是告诉一些初学者一个不好的消息,现在市面上大部分的模具方面的书都没什么技术含量,还有些书完全是误导初学者,所以初学者买书时一定要注意。
3.有一次我做一个分模,我师兄也在做,我用了N种方法都分不开,而我师兄不大一会儿就开了,我细看了一下他用copy面copy了产品后模面,开了,后来我一直用这种方法做,基本上没有开不了的模!4.嘿嘿,我常碰到的情况多是产品的问题,不论如何,接到产品先cutout 一下,看能不能分开,不能分开就说明产品有问题,好好查查改过来,一般是又给小的短差相交。
这样以后再去检查自己的模句设计。
5:先在零件里用信息-几何检测,检测一下零件有没问题;有就解决了再分;错误少的可以直接分(少于3处).多的可以在零件里拷面,复制粘贴在零件上,然后到MFG文档里复制面组,不破孔.在大部分时间里都可以分开.6:还有就是在开始建MFG之前要把CONFIG文件里的enable_absolute_accuracy改为yes.(工具-选项里) :如果不行就用ASM方法CUT后,用开始的那个分型面实体化CUT出前后模肉.再在零件里做其他结构注意看产品,一般产生这个问题都是产品有问题.我常常用的解决的办法是先将这个部分cut掉再长料补上(或者是长料后替代掉)具体的看情况来定,那种方便就用那种.对于无法产生实体的解决是做一个prt然后将那个体积块用面的方式copy下来再长成实体.对于产品来说应该是没有分不开的模具,关键是方法的问题提一个,解决红点与绿线的解决方案:同时出现红点与绿线,请先将分割体积块选项中“生成体积块”改成“生成曲线”,检查生成的曲线是否有断点的地方,如果有,请检查分型面是否完整,如果完整不缺,就要检查实体特征是否有问题,到这一步就很头疼了,重点检查的地方应该是检查圆角特征是否有问题和特征是否重叠。
02-3D拆模流程

3D拆模流程簡介一﹐產品的檢查1.檢查倒勾a.客戶有意做的倒勾﹐需要用斜銷﹐滑塊等機構來成型的(見PRT-0001)。
b.客戶建模時無意而形成的倒勾﹐常見的有斜銷頭部成型的倒勾﹐我們可以改變斜銷的運動方向或更改產品﹐將頭部倒勾以減膠方式偷平。
此外﹐對於其他形式的倒勾可建議客戶更改產品(如PRT-0002).2.產品是否存在無法成型之處(見PRT-0003).3.肉厚檢查(檢查肉厚是否均勻﹐當肉厚從厚到薄急劇變化時﹐我們知道會在成品表面形成縮水)。
可用以下兩種方法﹕a.做剖面檢查b.在Analysis---Thickness中檢查4.有無拔模二,成品處理1.主要是處理倒勾及拔模。
拔模的角度以0.5°1°1.5°2°2.5°3°……為佳。
對於咬花面參照咬花拔模角度對應表如下﹕咬花型號最低脫模角度MT110102°MT11020 3°MT11030 3.5°MT11040 4.5°MT11050 6.5°2.需注意斜銷及滑塊運動方向的拔模三﹐放縮水一般用by scaling﹐可設定三個方向不同的縮水率。
四﹐建立模具中心﹐將原來的坐標均隱藏。
五﹐新開一個Asembly檔案及母模仁和公模仁檔案﹐將成品和模仁檔案組立起來。
六﹐COPY母模面﹕MODIFY---MOD PART---F01---FEATER---CREAT-- SURFACE---NEW---COPY DONE。
修補母模面﹐拆出母模。
七﹐處理母模仁八﹐CUT OUT公模仁九﹐作入子﹐斜銷﹐滑塊﹐套筒等零部件。
十﹐回頭點檢﹕1.有無干涉2.有無倒勾3.拔模角度4.其他特徵上否已作齊全﹕基準角﹐倒角(C角和R角)﹐逃料﹐逃氣﹐入子沈頭﹐模仁上的逃孔﹐火山口﹐澆道﹐水路等等。
模板拆模工艺及补救措施
1、拆模的一般工艺流程:(1)应按照先支后拆、后支先拆的顺序:(2)先拆非承重模板,后拆承重的模板及支撑:(3)已拆活动的模板,必须一次连续拆除完方可停歇,严禁留下不安全隐患。
(4)普通模板:一般先拆非承重模板,后拆承重模板:先拆侧模,后拆底模(5)框架模板:一般是先拆柱模,再拆楼板模,然后拆梁侧模,最后拆梁底板模2、模板拆除注意事项:(1)必须掌握适宜的拆除时间,以设计要求为准,如设汁没有要求则按照规范要求:板构件小于加时,可在达到50%强度后拆模;大于2m并小于等于8m时,强度必须达到75%,方可拆模;大于8m时,则强度要达到100%方可拆模。
梁、柱等在小于等于8m时,达到7概强度后可拆模,大于8m时,则强度要达到100%方可拆模。
一般来说承重构件大致拆模时间为2周,非承重构件1周左右可拆模。
(2)不能野蛮拆除,任拆除过程中,不能硬砸猛撬,拆模工具最好使用鸭嘴撬,一端带有起钉钳。
(3)将拆下的模板淸理干净,可避免下次周转使用时造成麻而影响外观。
(4)对于多层楼板支柱的拆除:上层楼板正在浇筑混凝上时,下一层楼板的模板支柱不得拆除,再下一层楼板模板得支柱,仅可拆除一部分,跨度为4米或者4米以上的梁下应该保留支柱,支柱间距不得大于3米3、拆除模板时必须确保混凝土结构安全和外观质量:拆除顺序一般情况下是先装后拆,后装先拆,先拆除承重较小部位的模板及其支架,然后拆除北他部位的模板及支架(1)柱模板。
单块组拼在先拆除钢楞(即模板的横档和竖档)、柱箍和对拉螺栓等连接、支撑件,再由上而下逐步拆除:预拼的则应先拆除两个对角的卡件,并作为临时支撑后,再拆除列外两个对角的卡件,等到吊钩挂好,拆除临时支撑,才可以脱模起吊。
(2)梁、楼板模板:A、应先拆梁侧模,再拆楼板底模,最后拆除梁底模,拆除跨度较大的梁下支柱时,应先从开始分别拆向两端。
B、多层楼板模板和支柱的拆除,应按下列要求进行,上层楼板正在浇筑混凝上时,下一层楼板的模板支柱不得拆除,再下一层楼板模板的支柱,仅可拆除一部分,跨度4m及4m以上得梁下均应保留支柱,其间距不得大于3m。
模具设计中3D拆模中及倒勾及拆法
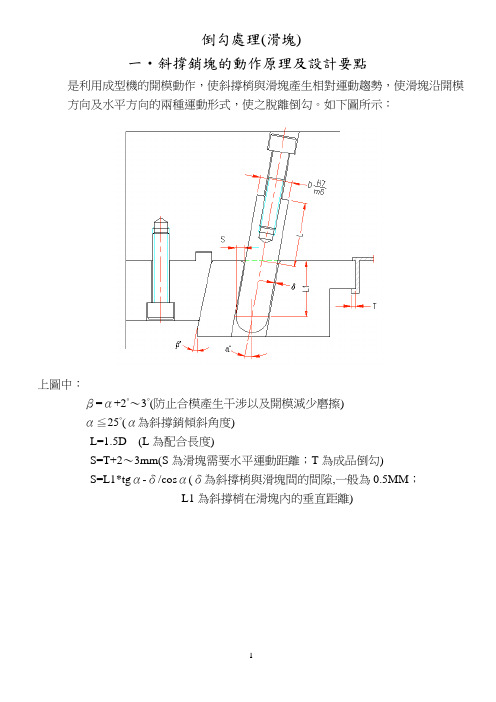
倒勾處理(滑塊)一‧斜撐銷塊的動作原理及設計要點是利用成型機的開模動作,使斜撐梢與滑塊產生相對運動趨勢,使滑塊沿開模方向及水平方向的兩種運動形式,使之脫離倒勾。
如下圖所示:上圖中:β=α+2°~3°(防止合模產生干涉以及開模減少磨擦)α≦25°(α為斜撐銷傾斜角度)L=1.5D (L為配合長度)S=T+2~3mm(S為滑塊需要水平運動距離;T為成品倒勾)S=L1*tgα-δ/cosα(δ為斜撐梢與滑塊間的間隙,一般為0.5MM;L1為斜撐梢在滑塊內的垂直距離)二‧斜撐梢鎖緊方式及使用場合簡圖說明適宜用在模板較薄且上固定板與母模板不分開的情況下配合面較長,穩定較好適宜用在模板厚、模具空間大的情況下且兩板模、三板模均可使用配合面L≧1.5D(D為斜撐銷直徑)穩定性較好適宜用在模板較厚的情況下且兩板模、三板板均可使用,配合面L≧1.5D(D為斜撐銷直徑)穩定性不好適宜用在模板較薄且上固定板與母模板可分開的情況下配合面較長,穩定較好三‧拔塊動作原理及設計要點是利用成型機的開模動作,使拔塊與滑塊產生相對運動趨勢,撥動面B撥動滑塊使滑塊沿開模方向及水平方向的兩種運動形式,使之脫離倒勾。
如下圖所示:上圖中:β=α≦25°(α為拔塊傾斜角度)H1≧1.5W (H1為配合長度)S=T+2~3mm(S為滑塊需要水平運動距離;T為成品倒勾)S=H*tgα-δ/cosα(δ為斜撐梢與滑塊間的間隙,一般為0.5MM;H為拔塊在滑塊內的垂直距離)C為止動面,所以撥塊形式一般不須裝止動塊。
(不能有間隙)四‧滑塊的鎖緊及定位方式由于制品在成型機注射時產生很大的壓力,為防止滑塊與活動芯在受到壓力而位移,從而會影響成品的尺寸及外觀(如跑毛邊),因此滑塊應采用鎖緊定位,通常稱此機構為止動塊或后跟塊。
(撥塊一般不需加后跟塊)常見的鎖緊方式如下圖:(超連接到標準件)簡圖說明簡圖說明滑塊采用鑲拼式鎖緊方式,通常可用標準件.可查標準零件表,結構強度好.適用于鎖緊力較大的場合.采用嵌入式鎖緊方式,適用于較寬的滑塊滑塊采用整體式鎖緊方式,結構剛性好但加工困難脫模距小適用于小型模具.采用嵌入式鎖緊方式適用于較寬的滑塊.采用拔動兼止動穩定性較差,一般用在滑塊空間較小的情況下采用鑲式鎖緊方式,剛性較好一般適用于空間較大的場合.五.滑塊的定位方式滑塊在開模過程中要運動一定距離,因此,要使滑塊能夠安全回位,必須給滑塊安裝定位裝置,且定位裝置必須靈活可靠,保證滑塊在原位不動,但特殊情況下可不采用定位裝置,如左右側跑滑塊,但為了安全起見,仍然要裝定位裝置.常見的定位裝置如下:簡圖說明利用彈簧螺釘定位,彈簧強度為滑塊重量的1.5~2倍,常用于向上和側向抽芯.利用彈簧鋼球定位,一般滑塊較小的場合下,用于側向抽芯.利用彈簧螺釘和擋板定位,彈簧強度為滑塊重量的1.5~2倍,適用于向上和側向抽芯利用彈簧擋板定位,彈簧的強度為滑塊重量的1.5~2倍,適用于滑塊較大,向上和側向抽芯.六‧滑塊入子的連接方式滑塊頭部入子的連接方式由成品決定,不同的成品對滑塊入子的連接方式可能不同,具體入子的連接方式大致如下:簡圖說明滑塊采用整體式結構,一般適用于型芯較大,強度較好的場合。
模板拆除安全注意事项
模板拆除安全注意事项
答:模板拆除安全注意事项是:
1.严格遵照顺序:按照后支先拆、先支后拆的顺序;先拆非承重模板,后拆承重的模
板及支撑;在拆除支撑的顶板模板时,严禁将支柱全部拆除后,一次性拉拽拆除。
2.设警戒区:在拆模作业时,必须设警戒区,严禁下方有人进入。
3.佩戴防护装备:拆模作业人员必须站在平稳牢固可靠的地方,保持自身平衡,不得
猛撬,以防失稳坠落。
4.禁止用吊车直接吊除:严禁用吊车直接吊除没有撬松动的模板,吊运大型整体模板
时必须拴结牢固,且吊点平衡。
5.注意操作地点:装、拆模板时禁止使用50mm×100mm木材、钢模板作立人板。
6.检查混凝土结构:在拆除模板的过程中,要仔细观察和检查混凝土结构的情况。
注
意观察是否有任何裂缝、变形或其他异常现象。
如果发现问题,应立即停止拆除,并咨询专业人士进行评估和修复。
3D拆模综合培训教材-PPT精选文档

MNT MOD Dept.
Page:10
IGS檔案的修復
Zip Gaps和Fix Tangency﹕
一般情況下﹐接受系統內定之最大間隙值(Max Gap Dist) 和最大二面角(Max Dihedral)﹐選擇Auto Select 使系統自 動的修復消除間隙和修復相切﹐。當對自動 修復結果不滿 意時﹐可重新設定Max Gap Dist和Max Dihedral再次使用 Auto Select修補。
IGS檔案的修復
(三)﹑Fix Bndries﹕修復問題曲面的邊界。
Feature
Redefine (pick)
Heal Geometry
Manual
Zip Gaps﹕縫合曲面間的間隙。 Fix Tangency﹕修復面與面的相切。只能修復小 于10∘的二面角(兩個面之間的夾角)。系統不會自 動選擇有間隙的邊界。 Fix Quilt Bndry﹕修復面組邊界。將一個多段面 組邊界轉換成一條邊。只有近似相切的線段才能 合并成一條邊。 Edit Bndry﹕編輯邊界。可以手動變更曲面的邊 界。 Fix Vertices﹕修復頂點。
MNT MOD Dept.
Page:2
第一部分﹕IGS檔案的修復
IGS檔案是所有CAD/CAM軟體都提供的一種標准介面格式﹐專 門為轉換3D曲面﹑曲線或點等的几何資料的工具。
IGS檔案的轉入
當客戶所傳的原始檔案爲IGS檔時﹐我們須將 IGS轉爲PRT檔。在轉PRT檔時﹐一定要開一個空 白PRT文件﹐用Insert Data from file 選取igs 檔案 選CSO﹐將IGS轉入﹐存為PRT檔。 在選擇座標系時﹐點下如下圖中所示的箭頭﹐ 用Sel By Menu選擇座標CSO。
3D分模的一般原则

浙江友成塑料模具有限公司
PL面的处理原则 沿产品的R 当固定侧与可动侧沿产品的R角切线 分模或一个面分别在固定侧或可动侧成型, 分模或一个面分别在固定侧或可动侧成型, 为防止加工及合模时产生的误差, 为防止加工及合模时产生的误差,使外观 面产生痕迹, 面产生痕迹,应将可动侧成型的产品面内 0.1~0.2mm,亦即使得产品出现0.1 0.1~ 缩0.1~0.2mm,亦即使得产品出现0.1~ 0.2mm的人为断差 的人为断差。 0.2mm的人为断差。
浙江友成塑料模具有限公司
二、特殊形式的倒拔
1、分型面上的棱线倒R 分型面上的棱线倒R
对于插破上可动侧表面与固定侧表面相交的棱线倒R 对于插破上可动侧表面与固定侧表面相交的棱线倒R角, 角会产生倒拔,我们通常会以插破偷肉的形式来将R 此R角会产生倒拔,我们通常会以插破偷肉的形式来将R角的 倒拔去掉。如下图所示: 倒拔去掉。如下图所示:
对于产品侧壁开槽处倒R 对于产品侧壁开槽处倒R角,且对产品外观精度要求较 不允许在R角处偷肉,不允许R角破开,需采用滑块机构。 高,不允许在R角处偷肉,不允许R角破开,需采用滑块机构。 如下图所示: 如下图所示:
浙江友成塑料模具有限公司
3、靠破孔的处理原则
当产品上的靠破孔很多时,应将靠破面设置在孔的2/3 当产品上的靠破孔很多时,应将靠破面设置在孔的2/3 距离可动侧),开模时, ),开模时 处(距离可动侧),开模时,使得开模力大部分集中与可动 防止产品粘在固定侧;另外, 侧,防止产品粘在固定侧;另外,为防止合模时可动侧与固 定侧合不准,而在中间跑飞边影响外观, 定侧合不准,而在中间跑飞边影响外观,应将可动侧孔径单 边做大0.05 0.1mm,如下图所示: 0.05~ 边做大0.05~0.1mm,如下图所示:
3D拆模流程

3D拆模流程(1)取得3D檔,和結構工程師檢討公母模,滑塊,斜銷,入子. 分型面。
結構上不利模具和成型的地方,做成電子檔,發給客戶。
和客戶或業務檢討外觀面上和配合件的拔模角的做法。
(2)先處理bug,做母模滑塊和必要的拔模角,set up→Shrinkage→Bys scaling加縮水存盤。
做好公母模分型面,Read only存盤(3) 1. 新建Manufacturing MOLD文件。
2.一模一穴Mold Model→Assemble→Ref model→選擇Merge By Ref生成Ref.prt(插入使用Default形式)一摸多穴Mold Model→lacate Refpart→選擇Merge By Ref生成Ref.prt →布置模穴進入Ref.prt,建立一個基準點代表模具中心3.建立Workpiece 新建Part文件, 以模號命名(模號-WP),用protusion長出模仁, 再回到Mfg中,點擊Mold model →Assemble →Workpiece, 打開剛才所建的Part文件,插入OK或Mold model→Create→Workpiece →manual→part以模號命名(模號-WP)→Create First Feature→protusion 建立模仁。
4〃分割公母模5.進入Ref.prt,做滑塊模分型面,分割滑塊。
6.把母模和滑塊生成實體,把母模和滑塊做好。
7. 進入Ref.prt做頂針,斜銷和入子的分型面,分割頂針,斜銷和入子。
8.反回原始3D檔,做完剩下的拔模角。
9.Automatic 之後,把公模,頂針,斜銷和入子生成實體。
10.做Gate,澆道,先把公模做好,再做斜銷和入子。
11.轉成2D,標注尺寸。
(Gate,澆道,也可在Ref.prt下做好。
)如何制作電子檔電子檔的作用:3D如果有bug,不利模具制造,影模具強度和使產品外觀縮水的結構等問題。
3D拆模注意事项(原始档)

3D拆模注意事项简介在3D建模过程中,拆模是必须要完成的一个环节,拆模的好坏直接决定了后续生产的成败。
而且随着3D打印和数控加工技术的不断发展,拆模设计变得越来越重要。
在拆模设计过程中,一定要注意以下几个方面。
第一步:设定缝隙在3D拆模设计过程中,为了让零件之间可以顺利地分离开来,需要预留一些缝隙。
实际上,缝隙的大小是非常重要的,过大的缝隙可能导致零件之间夹杂着空气和其他杂物,而过小的缝隙则会导致零件之间不易分离,从而增加制造难度。
所以,在设定缝隙的时候,我们需要考虑到浇铸材料的收缩率,硅胶模具的弹性和材质的特点等因素。
第二步:设置模具开口方向模具开口方向是指在拆模时需要先打开什么方向的模具。
通常来说,模具开口方向应该与模具样品最大的面垂直,这样可以最大程度地减少拆模时的剪切力。
同时,开口方向还应该避免与模具样品迎面相遇,这样会在拆模时产生撕盖等不良现象。
根据零件的形状和尺寸,设计师需要选择合适的模具开口方向,这样可以在提高生产效率的同时,还可以减少材料浪费和工具磨损。
第三步:增加模块在复杂零件的拆模设计中,通常需要增加模块,来提高拆模的效率。
模块可以是里孔套和外孔套,也可以是滑块和拍子。
里孔套和外孔套常常用于孔型部分以及深浅不同的部位,而滑块和拍子则常常用于多侧面倾斜、圆弧面及曲面等要求高的部位。
在增加模块的过程中,需要特别注意加强模具设计,避免影响模具的使用寿命。
第四步:调整模具结构在进行拆模设计的时候,设计师还需要重点考虑模具的结构是否合理。
一般来说,模具结构应该尽可能的简单、稳定,并且容易加工。
在这个基础上,还要充分考虑减小模具分割线的影响,避免凸缘等“患难”部分,以此来避免出现不良拆模现象,降低拆模的难度。
而且,模具结构还要考虑到零件的易组合性,避免因为模具设计错误而导致零件无法组合或者损坏等不良现象的发生。
总结拆模是3D模型设计中非常重要的环节,拆模的好坏决定了后续生产的效率和质量。
建筑拆模注意事项

建筑拆模注意事项1. 嘿,你可别小瞧了拆模这件事!就像拆礼物一样,得小心再小心,不然就可能把“礼物”给弄坏啦!比如说拆混凝土模板的时候,要是太粗暴,那成型的混凝土不就被破坏了嘛。
建筑拆模啊,真的得谨慎对待哟!2. 你知道吗?拆模可不是随随便便就行的呀!好比走钢丝,得稳稳当当的。
要是不注意先后顺序,就像盖房子根基没打稳一样,后患无穷啊!你想想看,要是先拆了支撑的部分,那整个结构不就危险了呀!3. 哎呀呀,建筑拆模的时候一定要留点心啊!这可不是闹着玩的。
就好像给病人做手术一样,得精确细致。
比如拆墙板的时候,不注意角度和力度,可不就把墙板弄裂了嘛,那多可惜啊!4. 哇塞,建筑拆模真的很关键呐!就跟解一道难题似的,得一步一步来。
要是心急火燎地乱拆一通,那不就跟把难题答错了一样糟糕嘛。
像拆柱子模板的时候,要是不规划好,那后果简直不敢想!5. 嘿,拆模的时候要多上点心呐!这可关系到建筑的质量呢!好比一场比赛,不能马虎呀。
假如拆模的时间不对,那可就像是运动员起跑早了,全盘皆输啦!想想都可怕呢!6. 哎呀,建筑拆模可千万别乱来呀!就跟梳头一样,得顺着来。
不然把建筑“弄疼”了可咋办哟!比如说拆模的工具不合适,那不是给建筑带来伤害了嘛,这可怎么行呢!7. 哇哦,拆模真的要很小心很小心呢!简直跟保护一件珍贵的艺术品一样。
要是一个不小心弄出点差错,那可就跟把艺术品摔坏了一样让人痛心呐!像拆模的时候不注意防护周边,那不是给自己找麻烦嘛!8. 嘿呀,建筑拆模一定要注意这些呀!这是很重要很重要的事情哦!就像人要好好照顾自己一样,建筑也需要我们用心对待。
可别把拆模不当回事,不然最后后悔都来不及呢!我的观点就是,建筑拆模马虎不得,必须认真仔细对待每一个环节!。
模板拆除程序
模板拆除程序1.1 拆模程序拆模程序一般为先支的后拆,后支的先拆;先拆非承重部位;后拆承重部位。
肋形楼盖应先拆柱、墙模板,再拆楼板底模、梁侧模板,最后拆梁底模板。
基础模板由于承受竖向承载力的较少,在这里不在叙述,可参考梁板模拆除工艺要求;对于基础侧面模板,在砼强度达到1.2N/mm²后即可拆除,在拆除模板后及时作好砼的成品保护工作。
同时在拆模之前测试砼试块强度是否达到规范要求,强度报告出来后必须进行报验得到批准后方可拆除,否则禁止任何人私自拆除模板。
1.2 墙梁模板拆除1)柱、墙、梁、板模板的拆除必须待混凝土达到设计或规范要求的脱模强度。
柱模板应在混凝土强度能保证其表面及棱角不因拆模而受损坏时,方可拆除;墙模板必须待混凝土强度达到1.2MPa以上时,方可拆除;板与梁模板的拆模强度应符合下表的规定。
2)底模拆除时的混凝土强度要求。
如下表:表1.2.1-1 底模拆除混凝土强度规定表1.3 拆模具体工序1)柱子模板拆除:在拆除模板时先将对拉螺栓的螺杆取出,然后将柱子周边的钢管拆除,最后将模板从两侧边撬起模板,注意在施工过程防止损坏柱子边角。
拆除后的柱子及时用养护液进行养护。
2)梁板模拆除:先拆梁侧帮模,再拆除楼板、底模板;楼板底模板拆除应先拆支柱水平拉杆或剪刀撑,然后拆楼板模板支柱,每块模板留1~2根支柱暂不拆。
操作人员站在已拆除模板的空档,再拆除余下的支柱,使模板自由落下。
用撬杠轻轻撬动模板,使模板脱离,待该段模板全部脱模后,运出集中堆放。
楼层较高,梁底模板拆除,有穿墙螺栓者,先拆掉穿墙螺栓和梁托架,再拆除梁底模。
拆除跨度较大的梁下支柱时,应先从跨中开始,分别向两端拆除。
拆下的模板应及时清理粘结物,修理并涂刷隔离剂,分类整齐堆放备用;拆下的连接件及配件应及时收集,集中统一管理。
同时在施工过程中禁止在悬挑段搁置超载施工材料。
3)电梯井、核心筒内模板的拆除:先拆除加固件,用塔吊起吊模板立柱上部吊钩,使筒体模板收缩,脱离墙体,然后将模板吊放在平整场地,清理保养。
3D拆模注意事项

3D 拆模注意事項為提升設計品質,將后續可能出現的問題提前在設計階段預防和解決好, 因此, 3D 模具設計人員在拿到成品時, 先不要急於拆模, 而是進行仔細的成品檢查.一. 首先檢查的是成品肉厚的問題. 經多次實踐經驗得知, 3DMOLD 肉厚不均會嚴重影響射出成型產品質量, 因此,設計人員嚴格把好肉厚關,對於有肉厚不均之現象要立即申告, 及早告知客戶, 以及時尋求解決方案.對于在產品的外觀(母模)面有Log 凹坑或凸起的部位,為保証均勻肉厚.其公模側相應的有凸起或凹坑出現,以利產品順利成型.如下圖:此處因側壁與Boss 相聯,導致此處肉太厚(最大的地方為3.945mm).成形時易縮水此處有log 凹坑此處應凸起進行成品肉厚分析的方法:Check Thickness:A、Pro/E main menu:---->analysis---->model analysis---->......Thickness:設定厚度檢查中: select slices---->slices offset 中填入適當值;最大肉厚與最小肉厚---->點起始位置點與終止位置點;點取方向平面---->點取compute結果中紅色圈內及藍色圈內都表示肉厚在所設定範圍之外; results中有結果顯示.B、 Pro/E main menu:---->analysis---->model analysis---->.....Thickness:設定厚度檢查中: select slices---->slices offset 中填入適當值;最大肉厚與最小肉厚;use number of slices填入適當值點起始位置點; 點取方向平面---->點取compute結果中紅色圈內及藍色圈內都表示肉厚在所設定範圍之外; results 中有結果顯示; 點 show all , Pro/E將顯示圖示結果; 點 Clear, 將清除圖示結果顯示; 點 info, 將顯示文字結果.二.成品拔模角的問題. 此問題主要是針對母模側角度而言. 母模側角度一定要足夠大, 使模具開模時不致於有粘母模的現象. 若客戶成品要求有咬花的情況, 咬花面的角度還需查閱”咬花規格表”(咬花規格表在新綱頁設計手冊中的成品注意事項中)來確定. 檢查成品上的拔模角度不可為倒鉤.對脫模角的制作必須以不改動重要尺寸,以增加鐵料為原則,一般取值為0.25∘0.5∘1∘1.5°2∘;不可做幾位小數的拔模角,如0.51,0.88等.如果成品本身原始檔就是如此,3D人員在發現后.,立即申報主管以利更改.檢驗成品的拔模角可用Pro/E main menu: →analysis→surface analysis… Draft Check: 在角度分析中,在surface選項中選擇part,在Draft angle中輸入適當的角度,然后選擇開模方向的參考平面.稍等幾秒鍾,整個part都會按角度范圍用顏色表示出來.在視窗左上角會有一個顏色和角度的對照表可供參考.三.成品上加強肋厚度及BOSS的厚度是否合理也是造成成品縮水的原因之一.A. 肋厚. 3D 拆模人員在進行成品檢查時,要特別注意成品上肋的厚度, 一般情況下,它與成品平均肉厚的關系如下圖所示:(B-A )/H ≦1/100 B=0.5~0.7T A1=A2 B1=B2 A1>B1 T1>T2若成品平均肉厚過小,依比例計算肋厚太小而無法保証充填時,我們可以考慮在模仁上做防縮水結構----“火山口”.B. BOSS 的處理BOSS 的外部尺寸拔模時應拔小, 內部尺寸應拔大, 常取拔模角度值為0.5, 1等. 對於模具設計中要用到套筒頂針, 3D 應將其BOSS 外徑設計為整數或一位小數, 且每0.5mm 一級的變化; 將其内徑設計為整數或一位小數, 且每0.1mm 一級的變化.此成品平均肉厚為3mm.而肋厚為2.5mm,肉厚過厚.為防止成品的BOSS 部位縮水,應做防縮水結構------“火山口". 防縮水結構-----“火山口”的尺寸.防縮水結構-----“火山口”的做法.Feature → Create → Tweak → Offset → Sket Region → 選擇要做防縮水結構的面 → 再選Sketching plane 及參考平面 → 按2B 的值畫出offset 的范圍 → 輸入offset 的高度值A.如下圖二所示,再倒C 角,如下圖三所示.A=B=C ≦0.3T圖一 圖二 圖三四. 其它成品上不合理的結構. 如由於成品結構設計不合理而在模仁上形成的尖角. 薄片. 及鐵料懸空等. 諸如此類現象,都需及時與客戶檢討,征得客戶同意后,做出適當的修改.此處因建模問題而造成模仁上產生倒鉤,使成品無法成形.而結構本身與成品關系不大,建議將其填此處模仁上會有尖角,建議將其倒一R0.3的圓角.如右圖示. 修改前成品 修改后成品修改后成品修改前成品當boss之位置比較靠近側壁,因側壁有斜度時,則在拆模之后會形成尖角,造成模仁強度低,3d拆模人員應將尖角作處理,並作1°~1.5°的拔模斜度,如圖所示:P/L 面的處理原則一、 於R 角的切線上分模當公母模仁沿成品的R 角切線分模或一個面分別在公母模側成型,為防止加工及合模時產生誤差,使外觀面產生痕跡,應將在公模側成型的成品面内縮0.05-0.1mm,亦即使成品出現0.05-0.1mm 斷差.取消R 角做出斷差導R 角二、靠破曲面的延伸成品的PL面為一曲面或斜面,拆模時,需用Extend Single指令將成品面延伸出來10mm左右,再拉成直面,若直接用Extend Along延伸成品面,則在模仁上會形成一條棱線,不好合模,容易跑毛邊,且會增加模具的加工難度. 注:1.若成品用PRO/E建構,可Insert Mode至還未建機構之前,然後Copy成品面,將此面延伸,作為PL面;2.若成品並非PRO/E建構,可Copy成品的邊界面,然後用Free Form指令將此面還原為一個整面,再作延伸.公模仁三、靠破斜面的防滑措施若成品整個PL 面為斜面或曲面時,需在PL 面上做一平面來插破起定位的作用,否則合模時,公母模仁會因斜面或曲面的作用而產生相對滑動,合不准,從而造成射出成品報廢的嚴重後果.另外,鉗工在檢查模仁時,也可以此平面作為測量的基准.四、插破的處理當公母模仁有對插時,一定要避免插破尖角的產生,需有一段靠破面(X 一般為1mm 以上),否則會使模仁尖角處強度過低,易撞斷,公母模對插處,在選定插破角後,插破面上下限差值應在0.1-0.15mm 以上,如下圖所示:母模公模母模公模母模 公模Pl 面為曲面10度插破這些孔需公母模仁對插成型公模仁五、對與成品上一些開槽處,要與其它成品配合,設計模具時,需將成品面延伸出來作為分模面,使公母模仁兩側面插破,這樣可以改變毛邊的方向,有利於裝配.如下圖所示:延伸出來但對於成品上比較窄小的槽,延伸出來插破,會造成模仁插破處太薄,強度低,容易撞斷,因此,可以不必延伸出來,直接以成品面插破.但是,插破角必須足夠.模仁插破處太薄,強度低,容易撞斷直接以成品面插破轉軸的處理若制品上有圓柱型轉軸,須將圓柱面單邊砍掉0.1mm(如下圖所示),成一個平面,防止加工及合模時產生誤差,發生錯位,裝配時會產生干涉.特殊形式的倒勾一、對於成品上公模面與母模面相交的棱線倒R 角,此R 角會產生倒鉤,我們通常會以偷料的形式來將R 角的倒勾去掉.此面為公模側拔模角此面為母模側拔模角此黃色R 角部份為倒鉤此處偷料與前面所講偷料方法一致,只是砍出來的斷差面(紅色表面)不再做母模側拔模角,這樣倒出來的R 就不會再有倒鉤.二、對於成品側壁開槽處倒R 角,且對成品外觀精度要求較高,不允許在R 角處逃料時,需采用滑塊機構.因為此R 角若拆在模仁上成型,會產生倒勾,如下圖所示:靠破孔處理原則當成品上有靠破孔時,通常有三種處理方法:一、當成品上的靠破孔很多時,應將靠破面設置在孔的三分之二處(距公模側),開模時,使開模力大部分集中於公模側,防止成品粘在母模;另外,為防止無拔模角R 角在滑塊上成型母模側A 面因A 面脫模方向作在母模側,故此R 角若拆在公模,會產生倒勾滑塊0.05-0.1mm.如圖:二、品外觀有任何毛邊時,可將靠破孔完全拆在母模,在公模面上靠破.這樣即使跑毛邊,也不會影響外觀,且不用擔心粘模.如下圖:成品上有少數幾個靠破孔靠破孔完全拆在母模,在公模面上靠破母模仁成品模側母三、有時因成品本身結構的限制,靠破孔必須全部留在公模成型,開模時,成品肯定不會粘在母模,但是卻有可能使卡死在公模上,頂出時,會將成品拉坏,因此成品在公模側的脫模角必須足夠大;而且這樣做易在母模面產生毛邊,影響外關,除非特殊原因,最好不要這樣做.四、成品裝配性的考量我們在處理成品的靠破孔時,一定要堅持“肉厚減少,鐵料增加"的原則,這樣即使模仁尺寸超差,鉗工可以修模,有補救的餘地;另外將孔的尺寸做大,在裝配時,也不會產生干涉.如下案例:此處台階決定成品靠破孔留在公模成型6.858*6.35mm成品由上圖知,成品三處孔的大小尺寸不相等,相差幾條,為便於備料及加工,應將尺寸改為一致,以最大尺寸(6.858*6.35mm)為準.。
模具结构3D建模规范及要求_2012_02_15
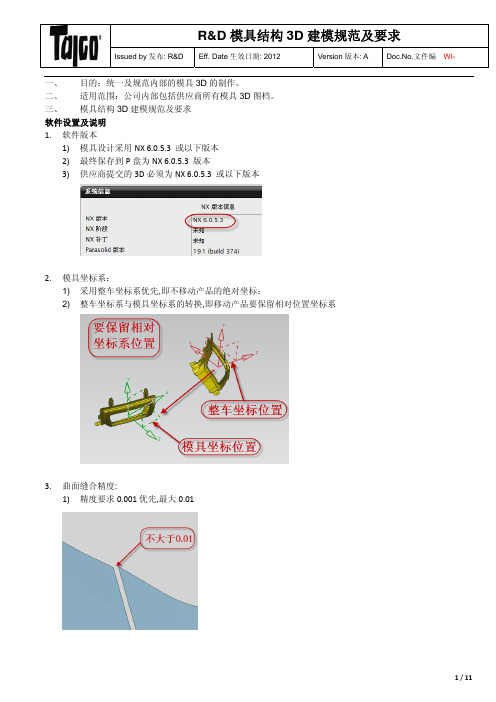
一、 目的:统一及规范内部的模具3D的制作。
二、 适用范围:公司内部包括供应商所有模具3D图档。
三、 模具结构3D建模规范及要求软件设置及说明1.软件版本1)模具设计采用NX 6.0.5.3 或以下版本2)最终保存到P盘为NX 6.0.5.3 版本3)供应商提交的3D必须为NX 6.0.5.3 或以下版本2.模具坐标系:1) 采用整车坐标系优先,即不移动产品的绝对坐标;2) 整车坐标系与模具坐标系的转换,即移动产品要保留相对位置坐标系3.曲面缝合精度:1)精度要求0.001优先,最大0.014. 模具标准件标准1) 采用<<盘起冲压零件>>的标准2) 模具上零件要采用标准件设计5. 曲面零件的定位结构1) 键定位规格LLK20-60优先, 其余宽度12,14,16 长度40,502) 大零件4个键,一般零件3个键,最少2个键6.上下垫脚与托板的结构形式1)垫脚的宽度50或602)托板可以分块3)垫脚的固定螺丝为M164)两侧垫脚需Φ12的销钉定位7.模具开模吊装1)吊具规格CCHP20 优先8.模具搬运1)叉车搬运模具,限载2.5吨2)叉爪空间:高50 宽1309.模具安装1)快速液压夹紧器与开模器的安装厚度为50mm,空间区域留直径90,高度不小于70,避免干涉!10.螺丝的使用1)M10,M12优先,M8,M6,长度以10结尾优先,螺丝长度不超过802)小于M6的螺丝不建议使用3)颜色标示:M6红色,M8黄色,M10绿色,M12青色,M16蓝色11.销钉的使用1)6,8,10,12,长度以10结尾优先2)颜色标示: Φ6红色,Φ8黄色,Φ10绿色,Φ12青色12.模具闭模高度13.模具上下模距离14.模具限位柱及保管块1)采用上下各4个限位柱2)规格 Φ50,Φ60优先,高度按标准件规格3)限位柱需支撑结构,即安装底下不悬空4)颜色红色5)限位柱独立安装,不得安装在导柱上6)每个限位柱要带保管块,保管时使用,颜色黄色15.外导柱1)直径50优先,其他382)型号滑动型独立导柱组件 如MMYP 38‐180, MMYP 50‐2003)尽量采用4组导柱4)工作前要保证导柱进入导套一倍直径以上5)过长导柱要加垫块6)模座需开过孔:导柱直径+10mm7)防反设计16.卸料导柱与导套1)模具内部活动零件必须安装卸料导柱2)规格直径20,25优先 如:SSGPR 20‐100, SSGPH 20‐1003)卸料导柱配合导套使用4)卸料导柱在硬料上滑动,导套可取消5)采用自润滑导套 如:SSGBZ 20‐30, SSGHZ 20‐3017.套筒式限位螺钉1)活动零件限位采用套筒式限位螺钉优先2)规格:CCSR 16, CCSR 20 优先,其他CCSR133)长度按标准取4)孔的深度公差±0.05卸料螺钉1)不建议采用卸料螺钉2)规格:MMSB 13, MMSB 16 优先3)长度按标准取4)孔的深度公差±0.0518.弹簧1)SSWH 40优先选用2)大行程弹簧需要加导向杆SSGC3)弹簧采用简化画法,半透明4)留2‐4mm的压缩余量5)预压不小于2mm6)孔的深度公差±0.0519.氮气弹簧1)尽量不采用氮气弹簧2)氮气弹簧不许有预压3)模具保管存放时必须要保护20.侧向力抵消结构1)有侧向力的地方要加挡块2)或采用其他结构21.耐磨板的使用1)易磨损的地方22.标准斜楔1)选用标准斜楔进行侧冲孔,翻边,修边23.冲裁结构1)选用标准冲头,冲头与压料板间隙单+0.05, 3D做出来2)异形冲头与压料板间隙单+0.2, 3D做出来3)冲裁间隙: 1mm左右的板,冲裁间隙取料厚的5‐6%, 3D做出来4)脱料力≥4%的冲裁力24.废料盒1)冲裁废料采用废料盒收集2)容量不小于50次25.板的厚度1)板的厚度以5的倍数结尾优先2)上模座厚度55 优先3)下模座厚度60 优先26.拉延模的结构1)排气孔,不朝向操作者2)顶杆规格 如HHCUP 32‐1603)预留行程:20mm4)拉延筋 凸R35)顶出板厚度40mm,需热处理27.3D倒角要求1)板的周边不绘制倒角,2D图纸要注明加工倒角要求2)3D中不绘制倒角的孔类型:螺丝沉头孔,销孔,等高套筒孔,卸料螺钉孔3)螺纹孔要绘制倒角R&D 模具结构3D 建模规范及要求Issued by 发布: R&D Eff. Date 生效日期: 2012 Version 版本: A Doc.No.文件编 WI- 11 / 1128.间隙 1) 成型模具的间隙单边0.3 29.操作安全保护 1) 保护操作者的安全 2) 活动处加安全挡板 3) 防反设计 30.核对模具安装尺寸 31.定位正确 1) 各工序采用统一定位优先 2) 孔定位优先 32.导向准确 1) 导向零件必须加导柱 33.先压料后成型,拉深,弯曲再脱料 1) 所有工序必须先压料 34.放件,取件方便 1) 设计取件槽 2) 防粘料的顶料装置 35.零件强度可靠 1) 零件尺寸不细小 2) 零件不尖锐 3) 零件不单薄 4) 零件比例协调 36.方便拆卸 1) 尽量正面拆卸 37.加工工艺性 1) 才用CNC 加工优先 2) 考虑热处理变形问题 38.维护方便 1) 容易磨损的零件需采用镶件结构 39.模具零件禁止补焊 1) 可以采用镶件结构 40. 其他编制 Tt 审核日期 2012-02-15日期。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
The end 谢谢!c
需要拔模的面以两个 曲面的形式与基准面 相接,在做第一个面 的数学运算时无法估 计下一个面的拔模后 位置,因此会出现错 误讯息。(实例)
Global Modeling
Global Modeling可以处理复杂的曲面运算,我们可以利 用其功能,配合拔模的观念,完成快速且正确的拔模运算。 只要是用Solid拔模无法处理时,都可以用GM做拔模 处理。 GM的功能不仅是处理拔模,还可以用来做整个曲面群 的变形。
曲面拆模
一.铺设分模面 二.铺设靠破面 三.选取母模面(或公模面) 四.做出公,母模仁.
如何用曲面拆模法拆滑块(实例)
一.确定滑块的位置. 二.将成品上的倒勾面COPY下 三.将滑块直接用曲面做出来. 四.将滑块曲面组合成实体. 五.将滑块COPY一份. 六.用布尔相减运算将滑块的位置做出来. 七.将滑块贴上.
二、特殊形式的倒拔 1、分型面上的棱线倒R
对于插破上可动侧表面与固定侧表面相交的棱线倒R角, 此R角会产生倒拔,我们通常会以插破偷肉的形式来将R角的 倒拔去掉。如下图所示:
此处偷肉与前面所讲的偷肉方法一致,只是 砍出来的断差面(红色表面)不再做到固定侧拔 模角,这样倒出来的R就不会再有倒拔现象。
实体拆模的优劣点
优點:用实体拆模所拆出的3D檔,模仁及入子等零件不会有 破面,减少CAM程序编程前检查Model破面的时间, 也可以减少我们自己合并实体的时间. 缺点: 1.有时因转档的问题,造成3D某些几何上的错误,使之不 能够用布尔运算将型腔做出,从而无法拆模.(用PRO/E 拆模时较为明显) 2.当拆一些比复杂的斜梢与滑块时,便失去了立场.(实体 只能长一些比较规则的形状去做布尔运算.)
如何用曲面拆模法拆斜梢(实例)
一.确定斜梢的位置. 二.将成品上的倒勾面COPY下 三.将斜梢直接用曲面做出来. 四.将斜梢曲面组合成实体. 五.将斜梢COPY一份. 六.用布尔相减运算将斜梢的位置做出来. 七.将斜梢贴上.
如何用曲面拆模法拆入子(实例)
一.确定入子的位置. 二.将成品上的入子面COPY下 三.将入子直接用曲面做出来. 四.将入子曲面组合成实体. 五.将入子COPY一份. 六.用布尔相减运算将入子的位置做出来. 七.将入子贴上.
但是对于产品上比较窄小的槽,延伸出来插破,会造成 插破处的模具肉厚太薄,强度低,容易撞断,因此,可以不 进行延伸处理,直接以产品面插破,避免分型面的跳动。但 是插破角必须足够大(一般为3度以上)。
6、转轴的处理方式
若产品上有圆柱型的转轴,须将圆柱面单边砍掉0.1mm (如下图所示),成一个平面,可以防止加工及合模时产生 的断差,发生错位,装配时会发生干涉现象。
讲师:张喻朋
QQ:303955375
(一)何谓3D拆模
所谓3D拆模就 是将原始的 3DModel加上 塑料的缩水率 后,利用 计算器 中的软件 将产 品拆分为公,母 模仁,斜梢,滑块, 入子…等等.是 一种从无到有 的设计性工作.
母模仁
公模入子
套筒,芯子 成品 斜梢 斜梢
公模仁
滑块
实体拆模与曲面拆模
4、插穿的处理方式
当可动侧与固定侧镶块有对插时,一定要避免插穿尖角 的产生,需要有一段复合台阶(靠破面)(X一般为1mm以 上),否则会使镶块尖角处强度太低,容易撞断。可动侧与 固定侧对插处,斜面角最好在3度以上,入下图所示:
截面形式
5、侧面开槽的处理方式
对于产品上一些开槽处,要与其他产品配合,模具设计 时,需将产品面延伸出来作为分型面,使可动侧与固定侧两 侧面插破,这样可以改变飞边的方向,有利于产品的装配, 入下图所示:
拆模前的准备工作
一.产品检讨. 二.拔模. 三.放缩水. 四.开始拆模.
拔模
Think3在做拔模时,必须指定基准面,拔模面,以
及拔模角度三个变数。 如果成品曲面较复杂时,拔模的指令无法使用时,可以使 用GlobalModeling的曲面编辑功能做拔模。
简单的拔模
基准面
拔模面
会出问题的拔模状况
2、侧面开槽倒R角的处理
对于产品侧壁开槽处倒R角,且对产品外观精度要求较 高,不允许在R角处偷肉,不允许R角破开,需采用滑块机构。 如下图Байду номын сангаас示:
3、靠破孔的处理原则
当产品上的靠破孔很多时,应将靠破面设置在孔的2/3 处(距离可动侧),开模时,使得开模力大部分集中与可动 侧,防止产品粘在固定侧;另外,为防止合模时可动侧与固 定侧合不准,而在中间跑飞边影响外观,应将可动侧孔径单 边做大0.05~0.1mm,如下图所示:
实体拆模
利用CAD的实体计算功能拆出公母模仁 曲面拆模 利用人为判断将公母模仁的成品面补上
实体拆模与曲面拆模的相同点与不同点
相同點:都需要一个完整的分模面.也就是就要把靠破面, 插破面全部补起来. 不同點:实体拆模是用布尔运算的方式来完成拆模.而曲 面拆模是将一个实体3D炸开成曲面,再选取成品 母模面并将颜色改成与公模面不同,这样就可以 利用过虑的方法将母模隐藏起.先将公模做成实 体,然后再将母模做成实体.
如何用实体拆模法拆斜梢(实例)
一.确认好斜梢位置 二.建立一个体积块 三.将体积块与模仁进行布尔相交运算将斜梢做出. 四.将算出的斜梢COPY,再返回上一个步骤. 五.将体积块与模仁进行布尔相减运算斜梢位置做出. 六.将斜梢贴上.
如何用实体拆模法拆入子(实例)
一.确认好入子位置 二.建立一个体积块 三.将体积块与模仁进行布尔相交运算将入子做出. 四.将算出的入子COPY,再返回上一个步骤. 五.将体积块与模仁进行布尔相减运算入子位置做出. 六.将入子贴上.
曲面拆模的优劣点
优点: 1.没有拆不出来的模.(理由是:不用布尔运算,不必担心
出现几何上的某些错误)
2.当拆一些比较复杂的斜梢或滑块时,曲面便发挥 了其最大的特性.(可以直接COPY面把斜梢或滑块 直接做出来.) 缺點:有时因为转档,造成精度问题,当实体被炸开后,再合 成实体便不是封闭的实体,就可能要用大量的时间 来修补破损的曲面,这样便浪费了时间.
产品的PL面为亦全面或斜面,分模时,需用延 伸命令将产品面延伸出来30mm,再拉成直面,若直 接拉成直面,则再模具上会形成一条棱线,不好合 模,且容易产生飞边,会增加模具的加工难度。
3、靠破斜面上的锁紧措施
若产品整个PL面为斜面或曲面时,需在PL面上 做一个平面来插破,起到锁紧定位的作用,否则合 模时,可动侧与固定侧会因斜面或曲面的作用而产 生相对的滑动,合不准,从而造成成型产品报废或 产生飞边的后果。另外,钳工在检查镶块时,也可 以以此平面作为测量基准。
实体拆模(实例)
一.铺设分模面 二.铺设靠破面 三.选取母模面(或公模面) 四.实体布尔运算
如何用实体拆模法拆滑块(实例)
一.确认好滑块位置
二.建立一个体积块
三.将体积块与模仁进行布尔相交 运算将滑块做出.
四.将算出的滑块COPY,再返回上一个步骤. 五.将体积块与模仁进行布尔相减运算滑块位置做出. 六.将滑块贴上.
(二)3D拆模的一般原则 一、PL面的处理原则
1、于R角的切线上分模
当固定侧与可动侧沿产品的R角切线分模或 一个面分别在固定侧或可动侧成型,为防止加工 及合模时产生的误差,使外观面产生痕迹,应将 可动侧成型的产品面内缩0.1~0.2mm,亦即使得 产品出现0.1~0.2mm的人为断差。
图
例
2、靠破曲面的延伸