对接焊缝的构造和计算
焊缝的结构与计算
T=F (ei+e2)
假定:
A、被连接件绝对刚性,焊缝
为弹性,艮k T作用下被连
接件有绕焊缝形心旋转的趋 势;
B、T作用下焊缝群上任意点的
应力方向垂直于该点与焊缝 形心的连线,且大小与 r 成
正比;
C、在V作用下,焊缝群上的应
力均匀分布。
故:该连接的设计控制点 为A点和/V点
T作用下A点应力:
另:对于埋弧自动焊hf,min可减去1 mm;
对于T型连接单面角焊缝hfmn应加上1 mm;
当 t2《4mm时, hfmin=t2
3.侧面角焊缝的最大计算长度
侧面角焊缝在弹性工作阶段沿长度方向受力不均, 两端大而中间小。焊缝长度越长,应力集中系数越大。 如果焊缝长度不是太大,焊缝两端达到屈服强度后, 继续加载,应力会渐趋均匀;当焊缝长度达到一定的 长度后,可能破坏首先发生在焊缝两端,故:
5. 搭接连接的构造要求
当板件端部仅采用两条侧面角焊缝连接时: A. 为了避免应力传递的过分弯折而使构件中应力 不均,规范规定:
B. 为了避免焊缝横向收缩时 引起板件的供曲太大,规范 规定:
b<16tiCt1 > 12mm )
或190/n/n (片 12mm )
C. 当角焊缝的端部位于构件转角处时,应作2hf的
焊缝的构造与计算
焊接培训教材
张明录
对接焊缝的构造与计算 角焊缝的构造与计算 直角角焊缝连接计算 直角角焊缝的强度计算
对接焊缝的构造与计算
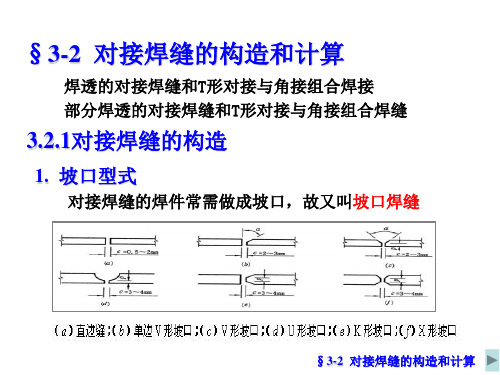
1 .对接焊缝的构造
(1)对接焊缝的坡 式: 对接焊缝的焊件常做坡口,坡口形式与板厚和
施工条件有关。
1)当:t<6mm(手工焊),t<1 0mm(埋弧焊)时可不做坡
建筑钢结构工程技术 2.3 对接焊缝的构造和计算
对接焊缝的构造和计算用对接焊缝连接的板件常需把焊接的边缘加工成各种形式的坡口,因此对接焊缝又称为坡口焊缝。
对接焊缝按是否焊透可分为焊透的和部分焊透的两种。
焊透的对接焊缝强度高,受力性能好,故一般均采用焊透的对接焊缝。
只有当板件较厚而内力较小或甚至不受力时,才可采用部分焊透的对接焊缝,以省工省料和减小焊接变形。
但由于它们未焊透,应力集中和残余应力严重,对于直接承受动力荷载的构件不宜采用。
以下仅对焊透的对接焊缝的构造和计算加以详细论述。
一、对接焊缝的构造对接焊缝坡口的形式与尺寸应根据焊件厚度和施焊条件来确定,以保证焊缝质量、便于施焊和减小焊缝截面为原则。
一般由制造厂结合工艺条件并根据国家标准来确定。
(一)对接焊缝坡口的基本形式对接焊缝的坡口形式有I形(即不开坡口或垂直坡口)、单边V形、V形、J形、U形、K形和X形等(图2-11)。
各种坡口中,沿板件厚度方向通常有高度为p间隙为b的一段不开坡口,称为钝边,焊接从钝边处(根部)开始。
当采用手工焊时,若焊件厚度很小(t≤10mm),可采用不切坡口的I形缝(图2-11a)。
对于一般厚度(t=10~20mm)的焊件,可采用有斜坡口的带钝边单边V形缝或V形缝(图2-11b、c),以便斜坡口和焊缝跟部共同形成一个焊条能够运转的施焊空间,使焊缝易于焊透。
焊件更厚(t >20mm)时,应采用带钝边U形缝或X形缝(图2-11e、g)。
其中V 形和U形坡口焊缝需正面焊好后再从背面清根补焊(封底焊缝),X形坡口焊缝需从两面施焊。
用U形或X形坡口与用V形坡口相比可减少焊缝体积。
U形坡口加工困难,X形坡口加工较简单,焊缝体积也较小,常用于有翻转条件的焊件,以便从两面施焊。
在T形或角接头中以及对接接头一边板件不便开坡口时,可采用单边V形、J形或K 形坡口(图2-11b、d、g)。
若受装配条件限制间隙过大时,仍可采用上述坡口,但在坡口下面需预设垫板,如图3-11(h)阻止熔化金属流淌和使根部焊透。
钢结构对接焊缝的构造与计算
西南科技大学网络教育课程
注意: 焊缝与作用力间的夹角θ满足tanθ≤1.5时,斜焊缝的强度不低于 母材强度,可不再进行验算。
西南科技大学网络教育课程
例 试验算图3.36所示钢板的对接焊缝的强度。图中a=540mm, t=22mm,轴心力的设计值为N=2150kN。钢材为Q235-B,手工焊,焊条为
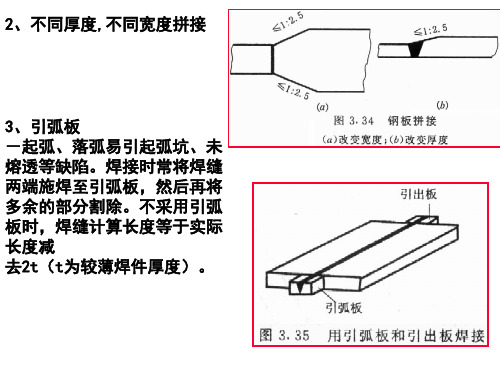
2、不同厚度,不同宽度拼接
3、引弧板 -起弧、落弧易引起弧坑、未 熔透等缺陷。焊接时常将焊缝 两端施焊至引弧板,然后再将 多余的部分割除。不采用引弧 板时,焊缝计算长度等于实际 长度减 去2t(t为较薄焊件厚度)。
西南科技大学网络教育课程
二、对接焊缝的计算
1、焊透的对接焊缝的计算 注意:
对接焊缝一般只在焊缝质量等级为三级且受拉力作用时,才须 进行抗拉强度计算。 对焊缝质量等级为一、二级的对接焊缝,其强度设计值虽与母 材相等,但当焊缝在无引弧板情况下施焊时,由于两端起、落弧 的弧坑缺陷,《规范》规定每条焊缝的计算长度比实际长度减去 2t ,因此焊缝强度会略低于母材。这种情况也需进行强度计算。
1.1-考虑到最大折算应力只在局部出现,而将强度设计值适当
提高的系数。
(3)、承受轴心力、弯矩和剪力共同作用的对接焊缝 当轴心力与弯矩、剪力共同作用时,焊缝的最大正应力应为轴 心力和弯矩引起的应力之和。
西南科技大学网络教育课程
焊接连接的计算步骤总结:
1、画出焊缝计算截面 2、计算焊缝或焊缝群的形心 3、将焊缝所受外力等效简化到形心处,求得作用在焊缝截面形心处
(1)轴心受力的对接焊缝 轴心力-外力通过焊缝或焊缝群的形心。
西南科技大学网络教育课程
N lw t
ftw or
f
w c
钢结构焊接和计算
4.3.1.2 对接焊缝的计算
(2) 同时受弯 、受剪的对接焊缝计算公式
2)工字形截面
max
M Ww
ftw
max
VSw I w t
f
w v
2 1
3 12
1.1 ftw
例1:设计500×14钢板的对接焊缝连接。钢 板承受轴向拉力,其中恒荷载和活荷载标准 值引起的轴心拉力值分别为700kN和400kN, 相应的荷载分项系数为1.2和1.4。已知钢材为 Q235-B.F ( A3F ) , 采 用 E43 型 焊 条 手 工 电 弧焊,三级质量标准,施焊时未用引弧板。
解 思路: 效应S < 抗力R
( 即 S= N <
lwt
R ftw )
1.焊缝承受的轴心拉力设计值为:
N 7001.2 4001.4 1400kN
2.三级对接焊缝抗拉强度设计值
ftw 185N / mm 2
3.先考虑用直焊缝验算其强度
N / lwt 1400103 /[(500 10) 14]
4.3.2 角焊缝的构造和计算
4.3.2.1、 角焊缝的构造
①自动焊: hf=hfmin-1(mm); ②T形连接的单面角焊缝:hf=hfmin+1(mm); ③当t <4mm时,hfmin= t (mm);
④当t ≤6mm时,hfmax ≤t (mm); 当t >6mm
时,hfmax= t-(1~2) (mm);
( 1 )轴心受力的对接焊缝计算公式:
4.3.1.2 对接焊缝的计算
( 1 )轴心受力的对接焊缝计算公式:
N lwt
f
t
对接焊缝的构造和计算
max
VS x 550 103 1.04 106 2 w 2 125 . 1 N/mm f 125N/mm v 8 lxt 3.81 10 12
钢结构/ 第3章 钢结构的连接 /$3.3 对接焊缝的构造和计算
5
二、对接焊缝的计算
1.对接焊缝受轴心力作用
N f t w或f cw l wt
式中 N轴心拉力或压力; lw 焊缝的计算长度。施焊时,焊缝两端设置引弧板 和引出板时,等于焊缝的实际长度;无引弧板和引出板时, 每条焊缝的计算长度等于实际长度减去2t; t在对接接头中连接件的较小厚度;在T形接头中 为腹板厚度; f t w、f cw 对接焊缝的抗拉、抗压强度设计值
钢结构/ 第3章 钢结构的连接 /$3.3 对接焊缝的构造和计算
3
在对接焊缝的拼接处,当板宽或板厚不同时,为使截面和缓过 渡以减小应力集中,应将板宽或板厚切成斜面,且坡口形式应 根据较薄焊件厚度确定。试验证明,只要斜度不大于1/4,则 其疲劳强度与等宽等厚的情况相差不大。故规范规定:当焊件 的宽度不同或厚度在一侧相差4mm以上时,应分别在宽度或厚 度方向从一侧或两侧做成坡度不大于1:2.5的斜角,但对直接 承受动力荷载且需验算疲劳的结构,图中斜角坡度不应大于1: 4。
钢结构/ 第3章 钢结构的连接 /$3.3 对接焊缝的构造和计算
13
上翼缘和腹板交接处“l”点的正应力:
1 max
剪应力:
2015年一级注册建筑师建筑结构辅导:对接焊缝的计算和构造
对接焊缝的计算和构造(1 )对接焊缝的计算1 )对接焊缝的有效截面施焊对接焊缝时应在焊缝的两端设置引弧板和引出板(以后一律简称引弧板),如图6 -13 所示,其材质和坡口形式应与焊件相同。
焊接完毕,用气割将引弧板切除,并将焊件边缘修磨平整,严禁用锤将其击落。
此时对接焊缝的有效长度l w 当与焊件的宽度b 相同。
当焊缝为焊透时,焊缝的有效厚度也与焊件厚度相同(焊缝表面的余高即凸起部分,常略去不计)。
因此,对接焊缝的有效截面等于焊件的截面。
当无法使用引弧板施焊时设计规范中规定:每条焊缝的有效长度l w在计算时应减去2t (t 为焊件厚度),以考虑焊缝两端在起弧和熄弧时的影响,此时两者的截面就略有差异。
2 )对接焊缝的强度设计值规范对对接焊缝的各种强度设计值作了如下规定;对接焊缝的抗压强度设计值介、抗剪强度设计值介和焊缝质量为一、二级时的抗拉和抗弯强度设计值介均取与焊件钢材相同的相应强度设计值,而对焊缝质量为三级的厂则取相应焊件钢材强度设计值了的0 . 85 倍,并取以5N / rnm2为倍数的整数。
关于焊缝质量等级的标准在《钢结构工程施工质量验收规范》中有明确规定,详见该规范。
例如除对设计要求全焊透的焊缝应作外观缺陷检查外,一级焊缝要求对每条焊缝长度的100%进行超声波探伤;二级焊缝则要求对每条焊缝长度的20%且不小于200mm 进行超声波探伤。
对三级焊缝则要求仅作外观检查,不进行超声波检查。
又如外观检查时,对一级、二级焊缝不允许存在如表面气孔、夹渣、弧坑裂纹、电弧擦伤等各种缺陷,一级焊缝还不应有咬边,未焊满和根部收缩等缺陷。
而对二级和三级焊缝除裂纹及焊瘤一律不允许存在,其余的缺陷如咬边和未焊透等则规定了其存在的不同程度。
因此设计规范中认为符合一、二级质量等级的焊缝,其缺陷或是不存在或是不严重,因而其f t w可与焊件母材的f 相同;而三级质量等级的焊缝,其f t w应较母材的为低,取f t w= 0.85f。
对接焊缝角焊缝的构造和计算

Q390 钢 Q420 钢
≤16 >16~40 >40~60 >60~100
≤16 >16~35 >35~50 >50~100
≤16 >16~35 >35~50 >50~100
≤16 >16~35
>35~50
>50~100
抗压
f
w c
215 205 200 190 310 295 265 250 350 335 315 295 380 360
角焊缝构造尺寸要求
部位 项目
构造要求
备注
上限
焊脚尺寸 hf
下限
焊缝长度 lw
上限 下限
h f 1.2t1 (钢管构件除外);
t
对板件:
6mm时,h f
t
t 6mm时,h f t (1 ~ 2)mm
圆孔或槽孔内的角焊缝, h f 尚不宜大于圆孔直径
和槽孔短径的 1/3
hf 1.5 t2 ;当 t2 4 时, h f t
3.5.7 典型节点(2)--梁的拼接--弯矩、剪力、轴力作用
弯矩 M
平板梁
工字形梁
剪力 V
3 钢结构的连接设计
弯矩 M 剪力 V 轴力 N
应力分布
应力分布
max
M
Wx
ftw ( fcw )
max
VSw I wtw
f
w v
zs
应力分 布
2 1
3
2 1
1.1 ftw
典型节点(3)--牛腿焊接--弯矩、剪力作用 弯矩 M 剪力 V
破坏模式
3 钢结构的连接设计
3.7.3 端缝与侧缝的比较
对接焊缝的构造和计算
3 对接焊缝的构造和计算
3 部分焊透的对接焊缝 • 计算原则:按角焊缝进行计算
图22 部分焊透的对接焊缝
1 对接焊缝的构造要求 • 其他构造要求
图16 引弧板
图17 焊透的T 形连接焊缝
图18 钢板拼接焊 缝示意
3 对接焊缝的构造和计算
2 对接焊缝的计算 • 计算原则:I、II级等强不计算,仅计算III级焊缝 (1)轴心受力的对接焊缝
N lwt ft w fcw
图19 轴心力作用下对接焊缝连接
对接焊缝的构造和计算
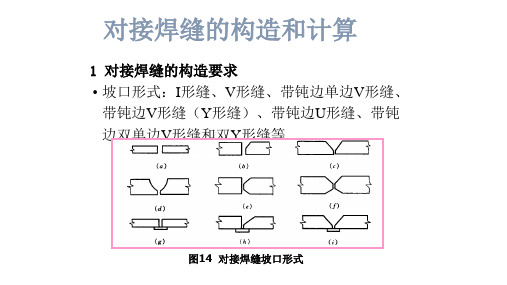
1 对接焊缝的构造要求 • 坡口形式:I形缝、V形缝、带钝边单边V形缝、 带钝边V形缝(Y形缝)、带钝边U形缝、带钝 边双单边V形缝和双Y形缝等
图14 对接焊缝坡口形式
3 对接焊缝的构造和计算
1 对接焊缝的构造要求 • 不同宽度或厚度的钢板拼接
图15 不同宽度或厚度的钢板拼接
3 对接焊缝的构接焊缝的计算 (2)受弯受剪的对接焊缝
M Ww ft w VSw I wt f vw
图20 受弯受剪的对接连接
3 对接焊缝的构造和计算
2 对接焊缝的计算 (2)受弯受剪的对接焊缝
12 312 1.1 ft w
图21 受弯、剪的工形截面对接焊缝
钢构焊缝计算(受力)

“钢构造“网上辅导材料二钢构造的焊接连接钢构造的连接方法可分为焊缝连接、螺栓连接和铆钉连接三种。
焊接连接是现代钢构造最主要的连接方法。
它的优点是:〔1〕焊件间可直接相连,构造简单,制作加工方便;〔2〕不削弱截面,用料经济;〔3〕连接的密闭性好,构造刚度大;〔4〕可实现自动化操作,提高焊接构造的质量。
缺点是:〔1〕在焊缝附近的热影响区,钢材的材质变脆;〔2〕焊接剩余应力和变形使受压构件承载力降低;〔3〕焊接构造对裂纹很敏感,低温时冷脆的问题较为突出。
一、焊缝的形式1.角焊缝图 1 直角角焊缝截面图 2 斜角角焊缝截面角焊缝按其截面形式可分为直角角焊缝和斜角角焊缝。
两焊脚边的夹角为90°的焊缝称为直角角焊缝,直角边边长h f 称为角焊缝的焊脚尺寸,h e =0.7h f 为直角角焊缝的计算厚度。
斜角角焊缝常用于钢漏斗和钢管构造中。
对于夹角大于135°或小于60°的斜角角焊缝,不宜用作受力焊缝〔钢管构造除外〕。
2.对接焊缝对接焊缝的焊件常需加工成坡口,故又叫坡口焊缝。
焊缝金属填充在坡口,所以对接焊缝是被连接件的组成局部。
坡口形式与焊件厚度有关。
当焊件厚度很小〔手工焊≤t 6mm ,埋弧焊≤t 10mm 〕时,可用直边缝。
对于一般厚度〔t=10~20mm 〕的焊件可采用具有斜坡口的单边V 形或V 形焊缝。
斜坡口和离缝c 共同组成一个焊条能够运转的施焊空间,使焊缝易于焊透;钝边p 有托住熔化金属的作用。
对于较厚的焊件〔t >20mm 〕,则采用U 形、K 形和*形坡口。
对于V 形缝和U 形缝需对焊缝根部进展补焊。
对接焊缝坡口形式的选用,应根据板厚和施工条件按现行标准“建筑构造焊接规程“的要求进展。
凡T 形,十字形或角接接头的对接焊缝称之为对接与角接组合焊缝。
图3 对接焊缝的坡口形式3.焊缝质量检验“钢构造工程施工质量验收规“规定焊缝按其检验方法和质量要求分为一级、二级和三级。
第20-1-2章对接焊缝连接构造与计算教程
max
M [ t ] Ww
max
VS w [ ] Iwt
M——焊缝承受的弯矩; Ww——焊缝截面模量。 V——焊缝承受的剪力; Iw——焊缝计算截面惯性矩; Sw——焊缝截面计算剪应力处以上部分对中和轴的面积矩。
青海大学 结构设计原理
对于工字形、箱形、T形等构件除应分别验算最大正应力与最 大剪应力外,还应验算腹板与翼缘交接处的折算应力:
2、变截面钢板拼接 (a)钢板宽度不同
≤1:2.5(静力荷载)
≤1:2.5(静力荷载) ≤1:2.5(静力荷
≤1:2.5(静力荷载) ≤1:4(计算疲劳) ≤1:2.5(静力荷载) ≤4m ≤1:2.5(静力荷载) (b)钢板厚度不同 ≤1:2.5(静力荷载) ≤1:2.5(静力荷载) ≤1:2.5(静力荷载) ≤1:4(计算疲劳) ≤1:4(计算疲劳)
青海大学 结构设计原理
20.1.5 对接焊缝的构造和计算
一、对接焊缝的构造要求 1、坡口形式 对接焊缝常做成带坡口的形式,故又称为
坡口焊缝。应根据焊件厚度按保证焊缝质量,便于施焊及
减小焊缝截面积的原则选用。 常用的坡口形式有I形缝、带钝边单边V形缝、带钝边V 形缝(Y形缝)、带钝边U形缝、带钝边双单边V形缝、 双Y形缝。
章节内容 1、焊缝连接 2、普通螺栓连接 3、高强螺栓连接
青海大学 结构设计原理
20 钢结构的连接
章节重点 1、掌握钢结构常用的连接方法、特点及应用范围; 2、了解对接焊缝和角焊缝的工作性能,掌握对接焊缝 的计算方法和各构造尺寸限制的意义; 3、了解焊接应力、焊接变形的形成原因及防治措施; 4、了解普通螺栓连接和高强螺栓的工作性能、破坏形 态,掌握普通螺栓和高强螺栓连接的计算方法;
焊缝的结构与计算知识讲解
C=0.5~2mm
(a)
α
p
C=2~3mm
(C)
p
C=3~4mm
(e)
α
C=2~3mm
(b)
p
C=3~4mm
(d)
p
C=3~4mm
(f)
4
(2)V形、U形坡口焊缝单面施焊,但背面需进行 清根,再封底焊。
5
(3)对接焊缝的起、灭弧点已出现缺陷,一般用引弧 板引出,焊完后将其切去;不能用引弧板时,每条焊 缝的计算长度等于实际长度减去2t1。 t1—较薄焊件厚度:
τmax
ττ1
A.对于焊缝的σmax和τmax应满足式3-2和3-3要求;
2 1
3
2 1
1.1 ftw
(3 31)
B.对于翼缘与腹板交接点焊缝(1点),其折算应 力尚应满足下式要求:
考虑最大折算应力只在局部出现的强度增大系数。
11
三.角焊缝的构造与计算
1.角焊缝的形式和受力分析 (1)角焊缝的形式: 直角角焊缝、斜角角焊缝
焊缝的构造与计算
焊接培训教材
张明录
目录
一 对接焊缝的构造与计算 二 角焊缝的构造与计算 三 直角角焊缝连接计算 四 直角角焊缝的强度计算
一.对接焊缝的构造与计算
1.对接焊缝的构造 (1)对接焊缝的坡口形式: 对接焊缝的焊件常做坡口,坡口形式与板厚和 施工条件有关。 1)当:t<6mm(手工焊),t<10mm(埋弧焊)时可不做坡 口,采用直边缝; 2)t=7~20mm时,宜采用单边V形和双边V形坡口; 3)t>20mm时,宜采用U形、K形、X形坡口。 t--焊件厚度
当不满足上式时,可采用斜对
接焊缝连接如图 B。
对接焊缝的构造与计算
第三章
钢结构的连接
【练习】采用对接焊缝,钢材为Q235B,焊条E43,焊缝
质量三级标准,不采用引弧板,试验算焊缝。
t=16mm 450
N=500kN
300mm
U形缝
K形缝 板厚 t > 20 mm
X形缝
第三章 3.4.2 其它构造
钢结构的连接
变厚度板或变宽度板对接,在板的一面或两面切成坡
度不大于1:2.5的斜面,避免应力集中。
≤4mm 可不设斜坡 ≤1:2.5 ≤1:2.5 ≤1:2.5 ≤1:2.5
不同宽度
不同厚度
第三章 3.4.2 其它构造
钢结构的连接
1、焊缝轴心受力(1)-直缝(正对接焊缝) 直缝
直 焊 缝
引弧板
验算截面矩形,只有正应力。 焊缝应力验算:
矩形截面
N f t w 或 f cw lw tw
第三章 3.4.6 典型节点
钢结构的连接
1、焊缝轴心受力(1)-直缝(正对接焊缝) 直缝 焊缝应力验算:
N w f tw 或 fc lw tw
第三章
2、梁的拼接(1)—矩形截面 弯矩M和剪力V共同作用的对接焊缝
M
钢结构的连接
M
lw
V
lw
V
t
t
验算截面
Wx tl w 6
2
验算:
max
max
M 6M 2 f tw Wx lw t
VSw 3V f vw I x t w 2l w t
S max
Ix
tl w 8
1、确定计算截面上的内力(荷载效应) 2、确定焊缝强度设计值
钢结构的连接
3.2对接焊缝教程

(1)板件间对接连接 因焊缝截面为矩形,M、 V共同作用下应力图为: 故其强度计算公式为:
maxM WwFra bibliotek6Ml
2 w
t
f
w t
max
VSw Iwt
3 V 2 lwt
fVw
lw
V M
t A
(3 29)
(3 30)
στ
式中:Ww—焊缝截面模量; Sw--焊缝截面面积矩; Iw--焊缝截面惯性矩。
➢ 对接焊缝可视作焊件的一部分,故其计算方法与构 件强度计算相同。
1、轴心力作用下的对接焊缝计算 N
N
lw
N lwt
f
w t
或f
w c
(3 28)
t
当不满足上式时,可采用斜对
A
接焊缝连接如图B。
N sin
lwt
f
t
w
或f
w c
N cos
lwt
f
w v
另:当tanθ≤1.5时,不用验算!
N
Nsinθ
第 三 章
§3.3 对接焊缝的构造与计算
一、对接焊缝的构造 1、对接焊缝的坡口形式: 对接焊缝的焊件常做坡口,坡口形式与板厚和施 工条件有关。 (1)当:t<6mm(手工焊),t<10mm(埋弧焊)时可不做 坡 (2口)t=,采7用~2直0m边m缝时; ,宜采用单边V形和双边V形坡 (口3); t>20mm时,宜采用U形、K形、X形坡口。 t--焊件厚度
2622202m622m06m20mmm
故剪此应故剪时力 此应焊为N故剪时力lsW缝:int此应焊为N的l时力sW缝:i2nt正3焊为0N的0l应sW缝:6i2nt2正1300力0的30应262为2s正213i000n力03:5应662为212s00i力n3:15236为2s9in.7:59163N9./71m939Nm.7/92mN<m/mf2tWm<2=f<t1W7ft5=WN1=7/1m57Nm5/Nm2 /mm2m2
3.2对接焊缝构造与计算
M 6M σ max = = 2 ≤ ft w Ww lw t 2. 工字形截面
验算最大正应力和剪应力
τ max
VS w 3 V = = ≤ fv w I w t 2 lw t
验算较大正应力和较大剪应力,验算折算应力: 验算较大正应力和较大剪应力,验算折算应力:
M w σ= ≤ft W w
Vw S τ = ≤f w V Iw t
对接焊缝的计算 例题6 例题6 【解】3.强度检算 正应力:
σ = σ N + σ M = 50 + 138.6 = 188.6MPa < f t W = 315MPa
剪应力:
最下缘
τ max = 155.2MPa < f VW = 315MPa
折算应力:
中性轴处
(50 + 124) 2 + 3 × 118.12 = 268.5MPa ≤ 1.1 f VW = 346.5MPa
计算要点: 正确分析受力、判断最危险点” 计算要点: “正确分析受力、判断最危险点”
应分别检算最大正应力和最大剪应力: 最大正应力 最大剪应力
σ max = σ N + σ M
VS W τ= ≤ f VW I Wt
N M = + ≤ f tW AW WW
按材料力学理论,对接焊缝某一点同时受到较大 折算应力 剪应力和正应力作用时,应检算该点的折算应力 折算应力 。 σ 1、τ 1 验算点的正应力和剪应力 2 2 W 局部应力提高系数 工字形截面对接焊缝,需验算腹板与翼缘板相交处的折算应力 1.1
§3-2 对接焊缝的构造和计算
一. 轴心受力的对接焊缝
1. 计算
在对接接头和T形接头中,垂直于轴心拉力或轴心压力 在对接接头和 形接头中,垂直于轴心拉力或轴心压力N 形接头中 的对接焊缝,其强度应按下式计算: 的对接焊缝,其强度应按下式计算:
对接焊缝、角焊缝的构造和计算
具体 要求 详见 规范
不应太大 —— 否则焊缝冷却后产生较大变形 较薄焊件容易烧穿
3.6.2 角焊缝截面尺寸(2)
(2)最大焊脚尺寸hf,max
3 钢 结 构 的 连 接 设 计
hf,max≤1.2t1
式中: t1---较薄焊件厚度。
钢管构件除外
对于板件边缘的角焊缝:
当 t≤6mm时,hf,max≤t; 当 t >6mm时, hf,max ≤ t -(1~2)mm; 对圆孔或槽孔内的角焊缝,焊脚尺寸尚不宜大于 圆孔直径或槽孔短径的1/3
可不设斜坡
引弧板
不同厚度
3.5.3 焊缝截面 焊缝截面厚度--焊缝所连接板件的较薄厚度;
3 钢 结 构 的 连 接 设 计
焊缝截面计算长度--
采用引弧板时,焊缝全长有效; 未采用引弧板时,计算焊缝长度=焊缝长度减去2t。 t为对接接头中为连接件的较小厚度;在T形接头中为腹 板厚度; 3.4.4 传力特性 (1)焊缝传递焊件拼接处所承受的构件内力
3.5.7 典型节点(1)--焊缝轴心受力--直缝 直缝
3 钢 结 构 的 连 接 设 计
引弧板
直 焊 缝
焊缝应力验算
N — 轴心拉力或压力 式中:
N f t w 或 f cw l wt w
tw — 焊缝厚度(不同板连接时为较小板厚) lw — 焊缝计算长度,有引弧板lw=L, 无引弧板lw=L-2t(较小板厚)
3.5.7典型节点(4)--牛腿焊接--弯矩、剪力、轴力作用
3 钢 结 构 的 连 接 设 计
N My1 N My V 1 f t w ( f cw ) 2 2 , 2 ' , Aw I w Aw Aw I w N My3 V 3 , 3 ' zs 32 3 32 1.1 f t w Aw I w Aw
对接焊缝、角焊缝的构造和计算
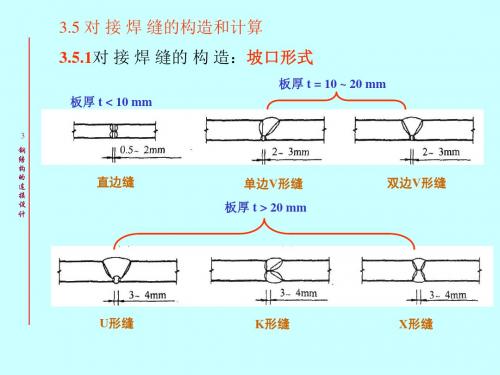
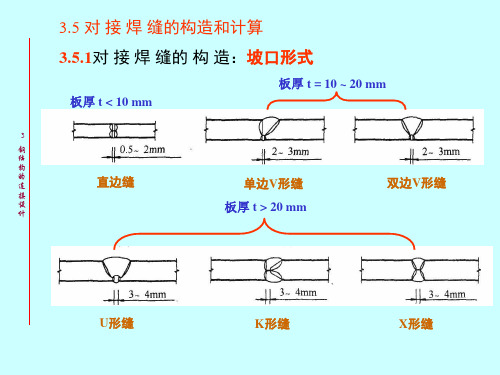
3.5.1对 接 焊 缝的 构 造:坡口形式
板厚 t < 10 mm
板厚 t = 10 ~ 20 mm
3
钢
结
构
的 连
直边缝
接
设
计
单边V形缝 板厚 t > 20 mm
双边V形缝
U形缝
K形缝
X形缝
3.5.2其它构造
3
不同宽度
钢 结 构 的 连 接 设 计
不同厚度
可不设斜坡 引弧板
直
结
焊
构 的
缝
连
接
设
计
焊缝应力验算
N lwtw
ftw 或
f
w c
式中:N — 轴心拉力或压力
tw — 焊缝厚度(不同板连接时为较小板厚)
lw — 焊缝计算长度,有引弧板lw=L, 无引弧板lw=L-2t(较小板厚)
ftw
或
f
w c
— 对接焊缝抗拉或抗压设计强度强度
3.5.7典型节点(1)--焊缝轴心受力--斜缝
3.6.2 角焊缝截面尺寸(6)构造要求汇总
角焊缝构造尺寸要求
部位 项目
构造要求
备注
上限
3
焊脚尺寸
钢 结
hf
构
的
连
下限
接
设
计
焊缝长度 lw
上限 下限
h f 1.2t1 (钢管构件除外);
t
对板件:
6mm时,h f
t
t 6mm时,h f t (1 ~ 2)mm
圆孔或槽孔内的角焊缝, h f 尚不宜大于圆孔直径
的
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
w
图 3.2.5
斜对接焊缝
当斜焊缝倾角θ≤56.3°,即 tgθ≤1.5 时,可认为与母材等强,不用计算。 斜对接焊缝在 20 世纪 50 年代用得较多,由于消耗材料较多,施工也不方便,已逐渐摒 弃不用,而代之以直对接焊缝。直缝一般加引弧板施焊,若抗拉强度不满足要求,可采用二 级检验标准,或将接头位置挪至内力较小处。 [例题 3-1] 试验算图 3.2.6 所示钢板的对接焊缝的强度。图中 a=540mm,t=22mm,轴心 力的设计值为 N=2500kN。钢材为 Q235-B,手工焊,焊条为 E43 型,三级检验标准的焊缝, 施焊时加引弧板。
图 3.2.1
对接焊缝的坡口形式
(a)直边缝; (b)单边 V 形坡口; (c)V 形坡口; (d)U 形坡口; (e)K 形坡口; (f)X 形坡口
在对接焊缝的拼接处,当焊件的宽度不同或厚度相差 4mm 以上时,应分别在宽度方向 或厚度方向从一侧或两侧做成坡度不大于 1:2.5 的斜角(3.2.2) ,以使截面过渡和缓,减小应 力集中。 在焊缝的起灭弧处,常会出现弧坑等缺陷,这些缺陷对承载力影响极大,故焊接时一般 应设置引弧板和引出板(图 3.2.3) ,焊后将它割除。对受静力荷载的结构设置引弧(出)板 有困难时,允许不设置引弧(出)板,此时,可令焊缝计算长度等于实际长度减 2t(此处 t 为较薄焊件厚度) 。
N .sin f lwt
N .cos f lw t
w t
(3.2.2)
w v
(3.2.3)
式 中 lw — — 焊 缝 的 计 算 长 度 : 加 引 弧 板 时 , lw b / sin ; 不 加 引 弧 板 时 ,
lw b / sin 2t ;
f v ——对接焊缝抗剪强度设计值。
图 3.2.6
例题 3-1 图
[解] 直缝连接其计算长度 lw=54cm。焊缝正应力为:
N 2500 103 210 N / mm2 ft w 175 N / mm2 lw t 540 22
不 满 足 要 求 , 改 用 斜 对 接 焊 缝 , 取 截 割 斜 度 为 1.5:1 , 即 θ =56 ° , 焊 缝 长 度
lw
a 54 65cm 。故此时焊缝的正应力为: sin sin 56
剪应力ห้องสมุดไป่ตู้:
N sin 2500 103 sin 56o 145 N / mm2 ft w 175 N / mm2 l wt 650 22
N cos 2500 103 cos 56 98 N / mm2 f v w 120 N / mm2 lw t 650 22
图 3.2.2
钢板拼接
图 3.2.3
用引弧和引出板焊接
(a)改变宽度; (b)改变厚度
3.2.2 对接焊缝的计算
对接焊缝的强度与所用钢材的牌号、焊条型号及焊缝质量的检验标准等因素有关。 如果焊缝中不存在任何缺陷,焊缝金属的强度是高于母材的。全由于焊接技术问题,焊 缝中可能有气孔、夹渣、咬边、未焊透等缺陷。实验证明,焊接缺陷对受压、受剪的对接焊 缝影响不大,故可认为受压、受剪的对接焊缝与母材强度相等,但受拉的对接焊缝对缺陷甚 为敏感。当缺陷面积与焊件截面积之比超过 5%时,对接焊缝的抗拉强度将明显下降。由于 三级检验的焊缝允许存在的缺陷较多,故其抗拉强度为母材强度的 85%,而一、二级检验的 焊缝的抗拉强度可认为与母材强度相等。 由于对接焊缝是焊件截面的组成部分, 焊缝中的应力分布情况基本上与焊件原来的情况 相同,故计算方法与构件的强度计算一样。 一、轴心受力的对接焊缝 在对接接头和 T 形接头中,垂直于轴心拉力或轴心压力 N 的对接焊缝(图 3.2.4) ,其强 度应按下式计算:
对接焊缝的构造和计算
对接焊缝包括焊透的对接焊缝和 T 形对接与角接组合焊接(以下简称对接焊缝) ,以及 部分焊透的对接焊缝和 T 形对接与角接组合焊缝。由于部分焊透的对接焊缝的受力与角焊 缝相似,将在下节中介绍。
3.2.1 对接焊缝的构造
对接焊缝(butt welds)的焊件常需做成坡口,故又叫坡口焊缝(groove welds) 。坡口形 式与焊件厚度有关。当焊件厚度很小(手工焊 6mm,埋弧焊 10mm)时,可用直边缝。对于 一般厚度的焊件可采用具有斜坡口的单边 V 形或 V 形焊缝。斜坡口和根部间隙 c 共同组成 一个焊条能够运转的施焊空间,使焊缝易于焊透;钝边 p 有托住熔化金属的作用。对于较厚 的焊件(t>20mm) ,则采用 U 形、K 形和 X 形坡口(图 3.2.1) 。对于 V 形缝和 U 形缝需对焊 缝根部进行补焊。对接焊缝坡口形式的选用,应根据板厚和施工条件按现行标准《手工电弧 焊焊接接头的基本形式与尺寸》和《埋弧焊焊接接头的基本型式与尺寸》的要求进行。
这就说明当 tanθ≤1.5 时,焊缝强度能够保证,可不必验算。 二、承受弯矩和剪力联合作用的对接焊缝 图 3.2.7(a)所示对接接头受弯矩和剪力的联合作用,由于焊缝截面是矩形,正应力与 剪应力图形分别为三角形与抛物线形,其最大值应分别满足下列强度条件。
max
N ft w或f c w lwt
(3.2.1)
式中 lw——焊缝计算长度; t——连接件的较小厚度,对 T 形接头为腹板厚度;
f t w 、 f c w ——对接焊缝的抗拉、抗压强度设计值。
图 3.2.4
直对接焊缝
按施工及验收规范的规定, 对接焊缝施焊时均应加引弧板, 以避免焊缝两端的起落弧缺 陷,这样,焊缝计算长度应取为实际长度。但在某些特殊情况下,如 T 形接头,当加引弧板 较为困难而未加时,则计算每条焊缝长度应减去 2t。因此,在一般加引弧板施焊的情况下, 所有受压、受剪的对接焊缝以及受拉的一、二级焊缝,均与母材等强,不用计算,只有受拉 的三级焊缝才需要进行计算。 当直焊缝不能满足强度要求时,可采用斜对接焊缝。图 3.2.5 所示的轴心受拉斜焊缝, 可按下列公式计算: