公制标准牙
1标准公制螺纹基本牙型和公式

0.75
1/8
27
0.94
7
4.57
10.27
9.52
8.77
0.75
1/4
18
1.41
9.5
5.08
13.57
12.44
11.31
1.13
3/8
18
1.41
10.5
6.1
17.06
15.93
14.8
1.13
1/2
14
1.81
13.5
8.13
21.22
19.77
18.32
1.45
3/4
14
1.81
1-1/2″
6
4.23
37.73
37.36
36.76
33.31
34.38
33.94
1-3/4″
5
5.08
44.02
43.59
42.79
38.7
39.95
39.45
1-7/8″
4.5
5.64
47.15
46.68
45.88
41.23
42.58
42.06
2″
4.5
5.64
50.32
49.84
49.04
44.41
45.79
45.25
内螺纹(d')公称直径3/4″=19.05 mm
外螺纹(d1)内径d'-1.28 t 3/4″=19.05 -1.28 * 2.54=15.79 mm
外螺纹(d1')内径d'-1.134 t 3/4″=19.05 -1.134 * 2.54=16.16 mm
公称直径(英寸)
每英寸牙数(n)
公制英制美制螺纹标准叫法
公制英制美制螺纹标准叫法编辑:信耐精密工具BSPT/NPT ?BSPT是英制圆锥管螺纹标准:指螺纹的牙型角为55°、螺纹具有1: 16的锥度1、BSPBSP是英制管螺纹。
不过,有BSP.Tr., BSP.PI., BSP.F.之分。
BSP.Tr.是锥管螺纹,用于密封接合。
BSP.PI.是平行管螺纹,用于密封接合,只有内螺纹,与BSP.Tr.的外螺纹嵌合。
BSP.F.为平行管螺纹,用于一般的接合。
光知道BSP,可不能乱加工。
最好再做详细确认。
要不然漏了油或者煤气什么的,麻烦大了。
2、G/BSPP螺^ G典螺^ BSPP 一样,均为英制圆柱管螺纹代号牙型角55°3、英制螺纹有几种? BSP螺纹的特点及表示法?两种,BSPP(管螺纹)和BSPT(55度角锥管螺纹,与美制60度角锥管螺纹NPT相对,互不兼容)4、G螺纹与Rp螺纹对比,哪些地方相同,哪些地方不同,两者在用途上有区别吗?能否通用?G螺纹与Rp螺纹都是55°圆柱管螺纹。
只是国别(组织)不同而产生了不同的代号而已。
G是中国、法国、前苏联、日本的代号;PF是日本的代号;BSP、BSPP是英国的代号;R、K是德国的代号(R是内螺纹、K是外螺纹);TPY E是前苏联的代号;Rp是ISO的代号。
BSPT和BSP是英国规格的锥度螺纹。
NPT 是美国规格的锥度螺纹。
PT是日本的旧JIS规格锥度螺纹,相当于ISO规格的R,Rc。
代号前面的数字表示每一英寸(25.4mm)的螺纹数。
DIN2999是欧洲主要是德国的管道用螺纹。
一、NPT 牙NPT就是一般用途的美国标准锥管螺纹。
其中N表示National (American)美国国家标准,P表示PIPE管子,T表示TAPER锥形,牙型角为60°。
这种管螺纹在北美地区常用,或在使用 ANSI 规范中经常看到。
国家标准可查阅GB/T12716-1991我必须注意:在做ANSI规范中须使用NPT牙哦!二、PT 牙PT牙为英制锥螺纹,牙型角为55°,密封中最常用。
1标准公制螺纹基本牙型和公式

直径
6″ ″ 6″ ″ 6″ ″ 6″ ″ ″ ″ ″ 8″ 4″ 8″ 2″ 4″ 8″ ″
每寸牙数
24 20 18 16 14 12 12 11 10 9 8 7 7 6 6 5 4.5 4.5
螺距(t)
1.06 1.27 1.41 1.59 1.81 2.12 2.12 2.31 2.54 2.82 3.18 3.63 3.63 4.23 4.23 5.08 5.64 5.64
7.9 10.27 13.57 17.06 21.22 26.57 33.23 41.99 48.05 60.09
7.14 9.52 12.44 15.93 19.77 25.12 31.46 40.22 46.29 58.33
6.39
0.75
8.77
0.75
11.31
1.13
14.8
1.13
18.32
1.16
1.81
17
9.5
26.44
25.28
24.12
1.16
2.31
19
11
33.25
31.77
30.29
1.48
2.31
22
13
41.91
40.43
38.95
1.48
2.31
23
14
47.81
46.33
44.85
1.48
2.31
26
16
59.62
58.14
56.66
1.48
2.31
30
18.5
16.24
14.95 15.35
20.96 20.89
20.5
18.63 19.05
公制、英制、美制各类螺纹标准

公制标准牙公制幼牙尺寸牙距(MM)底孔直径(MM)尺寸牙距(MM)底孔直径(MM)尺寸牙距(MM)底孔直径(MM)M10.250.7(0.75) M1.10.250.8(0.85) M1.20.250.9(0.95) M1.40.3 1.1M1.60.35 1.2(1.25) M1.80.35 1.4(1.45) M20.4 1.6M2.20.45 1.7(1.75) M2.50.45 2.0(2.05) M30.5 2.5M3.50.6 2.9M40.7 3.3M4.50.75 3.7M50.8 4.2M615M716M8 1.25 6.8M9 1.257.8M10 1.58.5M11 1.59.5M12 1.7510.2M14212M16214M18 2.515.5M20 2.517.5M22 2.519.5M24321M27324M30 3.526.5M33 3.529.5M36432M39435M42 4.537.5M45 4.540.5M48543M52547M56 5.550.5M2.50.35 2.1(2.15)M30.35 2.6(2.65)M3.50.35 3.1(3.15)M40.5 3.5M4.50.54M50.5 4.5M5.50.55M60.75 5.2M70.75 6.2M80.757.217M90.758.218M100.759.2191.258.8M110.7510.2110M121111.2510.81.510.5M141131.2512.81.512.5M151141.513.5M161151.514.5M171161.515.5M181171.516.5216M201191.518.5218M22121M241231.522.5222124M25 1.523.5223126M27 1.525.5225127M28 1.526.5226129M301.528.5228327M321.530.52301.531.5M33231330M35 1.533.51.534.5M36234333M38 1.536.5M391.537.5237336M401.538.5238337M421.540.52403394381.543.51/1660 1.153/3248 1.81/840 2.65/3232 3.13/1624 3.67/3224 4.41/420 5.19/3220 5.81.520.5220M45243342441尺寸英制标准牙BSW英制幼牙BSF美制标准牙UNC美制幼牙UNF美制幼牙UNEF英制喉牙G,BSP英制锥喉牙Rc,BSPT美制喉牙NPS美制锥喉牙NPT 英制(tach)牙距(per inch)底孔直径(MM)牙距(per inch)底孔直径(MM)牙距(per inch)底孔直径(MM)牙距(per inch)底孔直径(MM)牙距(per inch)底孔直径(MM)牙距(per inch)底孔直径(MM)牙距(per inch)底孔直径(MM)牙距(per inch)底孔直径(MM)牙距(per inch)底孔直径(MM)5/1618 6.53/8167.97/16149.31/21210.59/1612121113.511/1611153/410 6.513/1610187/8919.25920.751"8221.1/8724.751.1/4727.751.3/8630.51.1/2633.51.5/8535.51.3/45391.7/8 4.541.55/82" 4.544.52.1/44502.1/2456.52.3/43.5623" 3.568.532428 4.726 5.426 6.222 6.8208.3189.81611.21612.714141415.7512171218.511201121.751023926929832835837.5740743746.5652658.5664.5569.7520 5.118 6.6168149.41310.81212.21113.51016.5919.5822.25725728630.75634539.54.5454.551.5457.25463.547028 5.524 6.9248.5209.92011.51812.91814.51617.51420.41223.251226.51229.51232.75123632 5.5327.1328.62810.12811.724132414.752017.52019.252020.752022.252023.751826.751830183318362416.25288.8288.6278.51911.81911.518111915.2519151814.514191418.5141814211424.5142414231428.251130.751130.2511.5291818141411.511.51518.52430278.91135.51139.5113911.53811.53911421145114511.54411.5451149.611571156.511.55611.5571163.31179.111511172.81171.48678681185.5883884美制小牙孔标准牙(NC)美制小牙孔幼牙(NC)牙距(per inch)编号底孔直径(MM)底孔深度(MM)螺纹深度(MM)牙距(per inch)编号底孔直径(MM)底孔深度(MM)螺纹深度(MM)64#1-64 1.5(1.55)5456#2-56 1.8(1.85)6448#3-48 2.17540 2.3(2.35)8640#5-40 2.6(2.65)9632#6-32 2.8(2.85)10732#8-32 3.511824#10-24 3.9131024#12-24 4.51511#4-4080#0-80 1.2(1.25)4372#1-72 1.5(1.55)5464#2-64 1.96456 2.1(2.15)7548#4-48 2.48644#5-44 2.79640#6-40 2.9(2.95)10736#8-36 3.511832#10-32 4.11310#3-5628#12-28 4.71511制订:审核:日期:公制,英制,美制螺纹标准。
1标准公制螺纹基本牙型和公式汇编
12.2
Φ12.1
5/8″
11
2.31
15.65
15.43
15.03
13.26
13.94
13.6
Φ13.5
3/4″
10
2.54
18.81
18.57
18.17
16.17
16.92
16.54
Φ16.4
7/8″
9
2.82
21.96
21.7
21.2
19.03
19.82
19.45
Φ19.5
1″
8
3.18
2
19.8
20
1.5
20.4
20.5
1
20.9
21
24
3
20.7
21
2
21.8
22
1.5
22.4
22.5
1
22.9
23
非螺纹密封英制
英制锥管螺纹
英制锥螺纹
螺纹直径
牙数
钻头直径
螺纹直径
牙数
钻头直径
螺纹直径
牙数
钻头直径
1/8
28
8.8
1/8
28
8.4
1/8
27
8.6
1/4
19
11.7
1/4
19
11.2
1/4
14.701
13.835
M16
1.5
16.000
15.026
14.376
M18
2.5
18.000
16.376
15.294
(M18)
1.5
18.000
17.026
螺纹螺距
螺纹螺距公制标准牙的牙距如下:M1.6*0.35M2*0.4M2.5*0.45M3*0.5M4*0.4M5*0.8M6*1.0M8*1.25M10*1.5M12*1.75M14*2.0M16*2.0M18*2.5M20*2.5M22*2.5M24*3.0M27*3.0M30*3.5M33*3.5M36*4.0车螺纹简介将工件表面车削成螺纹的方法称为车螺纹。
螺纹按牙型分有三角螺纹、梯形螺纹、方牙螺纹等(图1)。
其中普通公制三角螺纹应用最广。
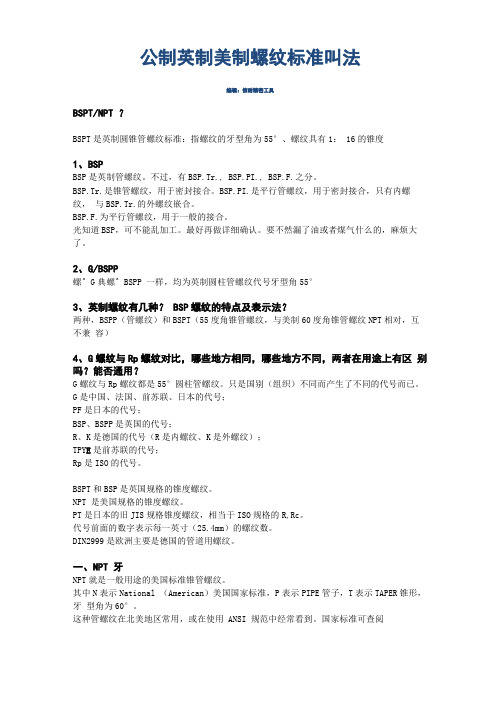
图1 螺纹的种类1. 普通三角螺纹的基本牙型普通三角螺纹的基本牙型如图2所示,各基本尺寸的名称如下:图2 普通三角螺纹基本牙型D—内螺纹大径(公称直径);d—外螺纹大径(公称直径);D2 —内螺纹中径;d2—外螺纹中径;D1 —内螺纹小径;d1—外螺纹小径;P—螺距;H—原始三角形高度。
决定螺纹的基本要素有三个:牙型角α 螺纹轴向剖面内螺纹两侧面的夹角。
公制螺纹α=60o,英制螺纹α=55o。
螺距P 它是沿轴线方向上相邻两牙间对应点的距离。
螺纹中径D2(d2) 它是平螺纹理论高度H的一个假想圆柱体的直径。
在中径处的螺纹牙厚和槽宽相等。
只有内外螺纹中径都一致时,两者才能很好地配合。
2. 车削外螺纹的方法与步骤(1)准备工作1)安装螺纹车刀时,车刀的刀尖角等于螺纹牙型角α=60o,其前角γo=0o才能保证工件螺纹的牙型角,否则牙型角将产生误差。
只有粗加工时或螺纹精度要求不高时,其前角可取γo=5o~20o。
安装螺纹车刀时刀尖对准工件中心,并用样板对刀,以保证刀尖角的角平分线与工件的轴线相垂直,车出的牙型角才不会偏斜。
图3 螺纹车刀几何角度与用样板对刀2)按螺纹规格车螺纹外圆,并按所需长度刻出螺纹长度终止线。
先将螺纹外径车至尺寸,然后用刀尖在工件上的螺纹终止处刻一条微可见线,以它作为车螺纹的退刀标记。
3)根据工件的螺距P,查机床上的标牌,然后调整进给箱上手柄位置及配换挂轮箱齿轮的齿数以获得所需要的工件螺距。
公制英制螺纹尺寸对照表

公制螺纹(MM牙)牙深=0.6495*牙距P(牙角60度)内牙孔径= 公称直径-1.0825*PM20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙) (公称直径20mm) (牙距2.5mm)(内螺纹配合等级6H)(外螺纹配合等级7g)左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙) (公称直径20mm) (牙距1.5mm)美制螺纹(统一标准螺纹)牙深= 0.6495*(25.4/每吋牙数)(牙角60度)3/4-10UNC-2A(UNC粗牙)(UNF细牙)(1A 2A 3A 外牙公差配合等级)(1B 2B 3B 内牙公差配合等级)UNC美制统一标准粗牙螺纹外径3/4英吋,每英吋10牙外牙2级公差配合管螺纹(英制PT)牙深= 0.6403*(25.4/每吋牙数)(牙角55度)PT 3/4-14 (锥度管螺纹) 锥度管螺纹,锥度比1/163/4英吋管用,每英吋14牙螺纹(PS直螺纹)(PF细牙)牙深= 0.6403*(25.4/每吋牙数)(牙角55度)PS 3/4-14 (直形管螺纹)PF1 1/8-16 (直形管螺纹)(细牙)直形管螺纹3/4英吋管用,每英吋14牙1 1/8英吋管用,每英吋16牙管螺纹(美制NPT)(牙角60度)NPT 3/4-14 (锥形管螺纹) 锥形管螺纹,锥度比1/163/4英吋管用,每英吋14牙梯形螺纹(30度公制)TM40*6 公称直径40mm 牙距6.0mm梯形螺纹(29度爱克姆螺纹)TW26*5 外径26mm,每英吋5牙方形螺纹车牙的计算考虑条件计算公式公制牙与英制牙的转换每吋螺纹数n = 25.4 / 牙距P牙距P = 25.4 / 每吋螺纹数n因为工件材料及刀具所决定的转速转速N = (1000周速V ) / (圆周率p * 直径D ) 因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000/ P刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 下刀最小距离L1L1 = (牙距P ) * (主轴转速S ) / 500退刀最距离L2L2 = (牙距P ) * (主轴转速S ) / 2000牙深及牙底径d 牙深h =0.6495 * P牙底径d =公称外径D - 2 * h例题:车制外牙3/4"-10UNC20mm长公制牙与英制牙的转换牙距P = 25.4 / (吋螺纹数n)P = 25.4 / 10 = 2.54mm因为工件材料及刀具所决定的转速外径D = 3 / 4英吋= 25.4 * (3/4) =19.05MM 转速N = (1000周速V) / (圆周率p * 直径D )N = 1000V / pD = 1000 * 120 / (3.1416*19.05)=2005 rpm (转/分)因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N =4000 / PN = 4000/2.54 = 1575 rpm综合工件材料刀具及机械结构所决定的转速N = 1575 转N = 2005转两者转速选择较低者,即1575转刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 下刀最小距离L1L1 = (牙距P) * (主轴转速S) / 500L1 = 2.54*1575/500=8.00mm退刀最小距离L2L2 = (牙距P) * (主轴转速S) / 2000L2 = 2.54*1575/2000=2.00mm牙深及牙底径d 牙深径d = 公称外径D-2*h =19.05-2*1.65 = 15.75mm。
公制标准牙 牙距计算方法
公制标准牙牙距计算方法一、牙距定义在公制标准中,牙距是指相邻两个螺纹峰之间的距离,通常以毫米(mm)为单位。
对于标准的公制螺纹,牙距是固定的,用于确保螺纹的稳定性和可靠性。
二、牙距标准公制标准牙距根据不同的标准和规格有所不同。
常见的标准包括ISO标准和国标(GB)标准。
ISO标准中,常见的牙距包括1.0mm、1.5mm、2.0mm等;国标中,常见的牙距包括1.0mm、1.25mm、1.5mm等。
具体标准可参考相关国家和国际标准文件。
三、计算公式牙距的计算公式通常为:牙距 = 螺距。
其中,螺距是指相邻两个螺纹螺旋线的距离,也是以毫米为单位。
对于标准公制螺纹,螺距和牙距是相等的。
四、实例应用在实际应用中,选择合适的牙距应根据实际需求和工况而定。
例如,对于需要承受较大压力和磨损的场合,应选择较大的牙距以增加强度和稳定性;而对于需要紧密配合的场合,应选择较小的牙距以保证配合精度。
五、注意事项在计算和选择牙距时,应注意以下几点:1. 确保所选牙距符合标准和规范要求;2. 根据实际工况和需求选择合适的牙距;3. 注意牙距与材料、加工工艺等方面的关系;4. 对于非标准牙距,应根据实际需要定制或采用特殊设计。
六、牙距精度牙距精度是指实际牙距与理论牙距之间的差异。
为了保证螺纹的稳定性和可靠性,应尽可能提高牙距精度。
常见的牙距精度要求为±0.05mm左右,具体要求可参考相关标准和规范。
七、牙距与材料关系牙距的选择与材料也有一定的关系。
一般来说,硬材料如钢材等需要选择较大的牙距以提高旋合性;而软材料如塑料等则可以选择较小的牙距以保证稳定性。
此外,不同的材料对牙距精度的影响也有所不同,因此在选择材料时也需考虑其对牙距的影响。
八、牙距与加工工艺牙距的大小也会影响螺纹的加工工艺。
较小的牙距可能需要更精细的加工,如微米级别的加工精度,而较大的牙距则可能对加工精度要求较低。
此外,不同的加工方法,如切削、铣削、磨削等,也会对牙距的精度和稳定性产生影响。
螺丝牙标准尺寸规格表

螺丝牙标准尺寸规格表螺丝牙标准是指按照国家或行业标准规定的螺纹尺寸和形状制造的螺丝。
这种标准化的螺丝具有统一的尺寸和形状,能够方便地与其他标准化的零件配合使用。
具体来说,螺丝牙标准主要包括以下方面:螺纹尺寸:这是按照国家或行业标准规定的,包括螺距、小径、中径、大径等参数。
螺纹形状:这也是根据国家或行业标准来确定的。
此外,在实际应用中,我们常会遇到各种标准,如国标(GB)和德标(DIN)等。
在中国,自1986年起制定了一系列新标准,如GB5780、GB5781、GB5782、GB5783和GB5784等,它们分别代表了不同类型的螺丝,如六角头粗杆半牙螺丝、六角头全牙螺丝等,并且每种螺丝都有其特定的精度等级和应用场景。
在选择螺丝时,了解这些标准是非常重要的,因为它们能确保所选螺丝与所需应用的设备或结构完全兼容,从而确保设备的正常运行和安全性。
螺丝牙标准尺寸规格表是一种描述螺丝的直径与每英寸的螺纹数量的参考表。
每英寸的螺纹数量越多,其配合越紧密,但也需要根据具体的应用场景来选择适当的螺丝牙尺寸。
以下是一些常见的螺丝牙标准尺寸规格表的信息:公制螺丝:公制螺丝的牙距通常以毫米为单位,常见的公制螺丝牙距有0.5mm、0.7mm、0.8mm、1.0mm、1.25mm、1.5mm、1.75mm、2.0mm等。
例如,M6x1表示的是公制粗牙螺纹,螺距为1mm。
美制螺丝:美制螺丝的牙距以每英寸的螺纹数量来表示,常见的有#2-56、#4-40、#6-32、#8-32、#10-24等。
其中,#2-56表示的是2号螺丝,每英寸有56牙。
英制螺丝:英制螺丝的牙距表示方法与美制螺丝类似,也是以每英寸的螺纹数量来表示。
常见的英制螺丝牙距有BA、BSW、BSF等。
需要注意的是,不同的螺丝牙标准尺寸规格表可能适用于不同的行业和领域,因此在选择螺丝时,需要根据具体的应用场景和要求来选择适当的螺丝牙尺寸。
以上信息仅供参考,如有需要,建议咨询相关行业的专家或查询专业书籍。
普通的公制、英制、美制螺纹计算公式,附最新英制螺纹对照表

普通的公制、英制、美制螺纹计算公式,附最新英制螺纹对照表公制螺纹(MM牙)牙深=0.6495*牙距P(牙角60度)内牙孔径= 公称直径-1.0825*PM20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙)(公称直径20mm) (牙距2.5mm)(内螺纹配合等级6H)(外螺纹配合等级7g)左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙)(公称直径20mm) (牙距1.5mm)美制螺纹(统一标准螺纹)牙深= 0.6495*(25.4/每吋牙数)(牙角60度)3/4-10UNC-2A(UNC粗牙)(UNF细牙)(1A 2A 3A 外牙公差配合等级)(1B 2B 3B 内牙公差配合等级)UNC美制统一标准粗牙螺纹外径3/4英吋,每英吋10牙外牙 2级公差配合管螺纹(英制PT)牙深= 0.6403*(25.4/每吋牙数)(牙角55度)PT 3/4-14 (锥度管螺纹) 锥度管螺纹,锥度比1/16 3/4英吋管用,每英吋14牙螺纹(PS直螺纹)(PF细牙)牙深= 0.6403*(25.4/每吋牙数)(牙角55度)PS 3/4-14 (直形管螺纹)PF1 1/8-16 (直形管螺纹)(细牙)直形管螺纹3/4英吋管用,每英吋14牙1 1/8英吋管用,每英吋16牙管螺纹(美制NPT)(牙角60度)NPT 3/4-14 (锥形管螺纹) 锥形管螺纹,锥度比1/16 3/4英吋管用,每英吋14牙梯形螺纹(30度公制)TM40*6 公称直径40mm 牙距6.0mm梯形螺纹(29度爱克姆螺纹)TW26*5 外径26mm,每英吋5牙方形螺纹车牙的计算考虑条件计算公式公制牙与英制牙的转换每吋螺纹数 n = 25.4 / 牙距 P牙距 P = 25.4 / 每吋螺纹数 n因为工件材料及刀具所决定的转速转速 N = (1000周速 V ) / (圆周率 p * 直径 D )因为机器结构所决定的转速刀座快速移动的影响车牙最高转速 N = 4000/ P刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 下刀最小距离 L1L1 = (牙距 P ) * (主轴转速 S ) / 500退刀最距离 L2L2 = (牙距 P ) * (主轴转速 S ) / 2000牙深及牙底径d 牙深 h =0.6495 * P牙底径 d =公称外径 D - 2 * h例题:车制外牙3/4'-10UNC 20mm长公制牙与英制牙的转换牙距 P = 25.4 / (吋螺纹数 n)P = 25.4 / 10 = 2.54mm因为工件材料及刀具所决定的转速外径 D = 3 / 4英吋 = 25.4 * (3/4) =19.05MM转速 N = (1000周速V) / (圆周率 p * 直径 D )N = 1000V / pD = 1000 * 120 / (3.1416*19.05)=2005 rpm (转/分)因为机器结构所决定的转速刀座快速移动的影响车牙最高转速 N =4000 / PN = 4000/2.54 = 1575 rpm综合工件材料刀具及机械结构所决定的转速 N = 1575 转N = 2005转两者转速选择较低者,即1575转刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 下刀最小距离 L1L1 = (牙距P) * (主轴转速S) / 500L1 = 2.54*1575/500=8.00mm退刀最小距离 L2L2 = (牙距P) * (主轴转速S) / 2000L2 = 2.54*1575/2000=2.00mm牙深及牙底径d 牙深径d = 公称外径D-2*h =19.05-2*1.65 = 15.75mm附表:英制普通螺纹(惠氏螺纹) -- 小螺纹系列(BA)名义尺寸牙型代号大径螺距每英寸牙数中径小径牙型高底孔直径BA mm mm tpi mm 外螺纹H1 mmd=D p d2=D2 d3No. 14 BA 1 0.23 110.4 0.86 0.72 0.14 0.75 No. 13 BA 1.2 0.25 101.6 1.05 0.9 0.15 0.95 No. 12 BA 1.3 0.28 90.71 1.13 0.96 0.17 1 No. 11 BA 1.5 0.31 81.93 1.315 1.13 0.185 1.2 No. 10 BA 1.7 0.35 72.57 1.49 1.28 0.21 1.35 No. 9 BA 1.9 0.39 65.12 1.665 1.43 0.235 1.5 No. 8 BA 2.2 0.43 59.07 1.94 1.68 0.26 1.8 No. 7 BA 2.5 0.48 52.92 2.21 1.92 0.29 2 No. 6 BA 2.8 0.53 47.92 2.48 2.16 0.32 2.3 No. 5 BA 3.2 0.59 43.05 2.845 2.49 0.355 2.6 No. 4 BA 3.6 0.66 38.48 3.205 2.81 0.395 2.95 No. 3 BA 4.1 0.73 34.79 3.66 3.22 0.44 3.4 No. 2 BA 4.7 0.81 31.35 4.215 3.73 0.485 3.9 No. 1 BA 5.3 0.9 28.22 4.76 4.22 0.54 4.4No. 0 BA 6 1 25.4 5.4 4.8 0.6 5 55°圆锥管螺纹型式和尺寸(2006-03-13 14:38:47 )螺纹代号基本尺寸大径螺距每英寸牙数中径小径牙型高度圆弧尺寸底英寸mm mm tpi mm 外螺纹H1 r mm d=D p d2=D2 d3R 1/16 1/16"7.723 0.907 28 7.142 6.561 0.581 0.125 6. R 1/8 1/8"9.728 0.907 28 9.147 8.566 0.581 0.125 8. R 1/4 1/4"13.157 1.337 19 12.301 11.445 0.856 0.184 11 R 3/8 3/8"16.662 1.337 19 15.806 14.95 0.856 0.184 14 R 1/2 1/2"20.955 1.814 14 19.793 18.631 1.162 0.249 18 R 3/4 3/4"26.441 1.814 14 25.279 24.117 1.162 0.249 23 R 1 1"33.249 2.309 11 31.77 30.291 1.479 0.317 30 R 1 1/4 1 1/4" 41.91 2.309 11 40.431 38.952 1.479 0.317 38 R 1 1/2 1 1/2" 47.803 2.309 11 46.324 44.845 1.479 0.317 44 R 2 2"59.614 2.309 11 58.135 56.656 1.479 0.317 56 R 2 1/2 2 1/2" 75.184 2.309 11 73.705 72.226 1.479 0.317 71 R 3 3"87.884 2.309 11 86.405 84.926 1.479 0.317 85 R 4 4"113.03 2.309 11 111.551 110.072 1.479 0.317 11 R 5 5"138.43 2.309 11 136.951 135.472 1.479 0.317 13 R 6 6"163.83 2.309 11 162.351 160.872 1.479 0.317 16制惠氏螺纹的型式尺寸英制普通螺纹(惠氏螺纹) -- 粗牙(BSW)名义尺寸牙型代号大径螺距每英寸牙数中径小径牙型高底孔直径Ww mm mm tpi mm 外螺纹H1 mmd=D p d2=D2 d31/16"BSW 1.587 0.423 60 1.315 1.05 0.27 1.15 3/32"BSW 2.381 0.529 48 2.041 1.703 0.338 1.9 1/8"BSW 3.175 0.635 40 2.768 2.362 0.406 2.5 5/32"BSW 3.969 0.793 32 3.459 2.952 0.507 3.2 3/16"BSW 4.762 1.058 24 4.084 3.407 0.677 3.7 7/32"BSW 5.556 1.058 24 4.878 4.201 0.677 4.5 1/4"BSW 6.35 1.27 20 5.537 4.724 0.813 5.1 5/16"BSW 7.938 1.411 18 7.034 6.131 0.904 6.53/8"BSW 9.525 1.588 16 8.509 7.492 1.017 7.9 7/16"BSW 11.113 1.814 14 9.951 8.789 1.162 9.2 1/2"BSW 12.7 2.117 12 11.345 9.99 1.355 10.4 5/8"BSW 15.876 2.309 11 14.397 12.918 1.479 13.4 3/4"BSW 19.051 2.54 10 17.424 15.798 1.627 16.25 7/8"BSW 22.226 2.822 9 20.419 18.611 1.807 19.25 1"BSW 25.4 3.175 8 23.368 21.335 2.033 221 1/8"BSW 28.576 3.629 7 26.253 23.929 2.324 24.5 1 1/4"BSW 31.751 3.629 7 29.428 27.104 2.324 27.25 1 3/8"BSW 34.926 4.233 6 32.215 29.505 2.711 30.25 1 1/2"BSW 38.1 4.233 6 35.391 32.68 2.711 33.5 1 5/8"BSW 41.277 5.08 5 38.024 34.771 3.253 35.5 1 3/4"BSW 44.452 5.08 5 41.199 37.946 3.253 38.5 1 7/8"BSW 47.627 5.6454 1/2 44.012 40.398 3.614 41.25 2"BSW 50.802 5.645 4 1/2 47.187 43.573 3.614 44.5 2 1/4"BSW 57.152 6.35 4 53.086 49.02 4.066 502 1/2"BSW 63.502 6.35 4 59.436 55.37 4.066 562 3/4"BSW 69.853 7.257 3 1/2 65.205 60.558 4.647 61.5 3"BSW 76.203 7.257 3 1/2 71.556 66.909 4.647 683 1/4"BSW 82.553 7.816 3 1/4 77.548 72.544 5.005 73.75 3 1/2"BSW 88.903 7.816 3 1/4 83.899 78.894 5.005 803 3/4"BSW 95.254 8.467 3 89.832 84.41 5.422 85.5 4"BSW 101.604 8.467 3 96.182 90.76 5.422 924 1/4"BSW 107.954 8.835 2 7/8 102.297 96.639 5.657 984 1/2"BSW 114.304 8.835 2 7/8 108.647 102.99 5.657 104.2 4 3/4"BSW 120.665 9.237 2 3/4 114.74 108.625 5.915 110 5"BSW 127.005 9.237 2 3/4 121.09 115.176 5.915 116.5 5 1/4"BSW 133.355 9.677 2 5/8 127.159 120.963 6.196 122.5 5 1/2"BSW 139.705 9.677 2 5/8 133.509 127.313 6.196 128.5 5 3/4"BSW 146.055 10.16 2 1/2 139.549 133.043 6.506 134.5 6"BSW 152.406 10.16 2 1/2 145.9 139.394 6.506 141 英制普通螺纹-- 细牙-- BSF英制普通螺纹(惠氏螺纹) -- 细牙(BSW)名义尺寸牙型代号大径螺距每英寸牙数中径小径牙型高底孔直径BSF mm mm tpi mm 外螺纹H1 mm d=D p d2=D2 d33/16 BSF 4.763 0.794 32 4.255 3.747 0.508 47/32 BSF 5.556 0.907 28 4.975 4.394 0.581 4.6 1/4 BSF 6.35 0.977 26 5.725 5.1 0.625 5.3 9/32 BSF 7.142 0.977 26 6.518 5.893 0.625 6.1 5/16 BSF 7.938 1.156 22 7.199 6.459 0.739 6.8 3/8 BSF 9.525 1.27 20 8.712 7.899 0.813 8.3 7/16 BSF 11.113 1.411 18 10.209 9.304 0.904 9.7 1/2 BSF 12.7 1.588 16 11.684 10.668 1.017 11.1 9/16 BSF 14.288 1.588 16 13.272 12.256 1.017 12.7 5/8 BSF 15.875 1.814 14 14.712 13.549 1.162 1411/16 BSF 17.463 1.814 14 16.3 15.137 1.162 15.5 3/4 BSF 19.05 2.117 12 17.693 16.336 1.355 16.75 13/16 BSF 20.638 2.117 12 19.281 17.924 1.355 18.25 7/8 BSF 22.225 2.309 11 20.747 19.269 1.479 19.75 1.00 BSF 25.4 2.54 10 23.774 22.148 1.627 22.75 1 1/8 BSF 28.575 2.822 9 26.769 24.963 1.807 26.5 1 1/4 BSF 31.75 2.822 9 29.944 28.138 1.807 28.75 1 3/8 BSF 34.925 3.175 8 32.893 30.861 2.033 31.5 1 1/2 BSF 38.1 3.175 8 36.068 34.036 2.033 34.5 1 5/8 BSF 41.275 3.175 8 39.243 37.211 2.033 381 3/4 BSF 44.45 3.629 7 42.126 39.802 2.324 40.52 BSF 50.8 3.629 7 48.476 46.152 2.324 472 1/4 BSF 57.15 4.234 6 54.44 51.73 2.711 532 1/2 BSF 63.5 4.234 6 60.79 58.08 2.711 592 3/4 BSF 69.85 4.234 6 67.14 64.43 2.711 -3 BSF 76.2 5.08 5 72.946 69.692 3.253 -3 1/4 BSF 82.55 5.08 5 79.296 76.042 3.253 -3 1/2 BSF 88.9 5.6454 1/2 85.285 81.67 3.614 -3 3/4 BSF 95.25 5.645 4 1/2 91.635 88.02 3.614 -4 BSF 101.6 5.645 4 1/2 97.985 94.37 3.614 -4 1/4 BSF 107.95 6.35 4 103.886 99.822 4.066 - 55°圆柱管螺纹的型式和尺寸British Pipe Thread (惠氏管螺纹) -- 圆柱(BSPP/BSPF)螺纹代号基本尺寸大径螺距每英寸牙数中径小径牙型高度底孔尺寸mm mm tpi mm 外螺纹H1 mmd=D p d2=D2 d3G 1/8 1/8"9.728 0.907 28 9.147 8.566 0.581 8.7 G 1/4 1/4"13.157 1.337 19 12.301 11.445 0.856 11.6 G 3/8 3/8"16.662 1.337 19 15.806 14.95 0.856 15G 1/2 1/2"20.955 1.814 14 19.793 18.631 1.162 19G 5/8 5/8"22.911 1.814 14 21.749 20.587 1.162 20.75 G 3/4 3/4"26.441 1.814 14 25.279 24.117 1.162 24.5 G 7/8 7/8"30.201 1.814 14 29.039 27.877 1.162 28G 1 1"33.249 2.309 11 31.77 30.291 1.479 30.5 G 1 1/8 1 1/8" 37.897 2.309 11 36.418 34.939 1.479 35G 1 1/4 1 1/4" 41.91 2.309 11 40.431 38.952 1.479 39.5 G 1 3/8 1 3/8" 44.323 2.309 11 42.844 41.365 1.479 41.5 G 1 1/2 1 1/2" 47.803 2.309 11 46.324 44.845 1.479 45G 1 3/4 1 3/4" 53.746 2.309 11 52.267 50.788 1.479 51G 2 2"59.614 2.309 11 58.135 56.656 1.479 57G 2 1/4 2 1/4" 65.71 2.309 11 64.231 62.752 1.479 63G 2 1/2 2 1/2" 75.184 2.309 11 73.705 72.226 1.479 72.5 G 2 3/4 2 3/4" 81.534 2.309 11 80.055 78.576 1.479 79G 3 3"87.884 2.309 11 86.405 84.926 1.479 85.5 G 3 1/4 3 1/4" 93.98 2.309 11 92.501 91.022 1.479 91G 3 1/2 3 1/2" 100.33 2.309 11 98.351 97.372 1.479 97.75 G 3 3/4 3 3/4" 106.68 2.309 11 105.201 103.722 1.479 104 G 4 4"113.03 2.309 11 111.55 110.072 1.479 110.5 G 4 1/2 4 1/2" 125.73 2.309 11 124.251 122.772 1.479 123 G 5 5"138.43 2.309 11 136.951 135.472 1.479 136 G 5 1/2 5 1/2" 151.13 2.309 11 149.651 148.172 1.479 148.5 G 6 6"163.83 2.309 11 162.351 160.872 1.479 161.5RC2英寸锥管螺纹,每英寸11牙,螺距=25.4/11即2.309,牙高(深)=2.309×0.64即1.479,锥度是固定的即1:16R等于1/32乘以长度1/32意思是,锥螺纹的锥度是1:16 ,单边就是1:32长度意思是:定位点加有效长度比如我定位3.0,有效长度是12.0R=1/32 X(3+12)=0.468751、密封管螺纹(R)英制密封管螺纹的基本尺寸及其公差配合方式英制密封管螺纹有两种配合方式:圆柱内螺纹与圆锥外螺纹组成“柱/锥”配合;圆锥内螺纹与圆锥外螺纹组成“锥/锥”配合.欧洲国家主要采用“柱/锥”配合螺纹;而欧洲以外国家则主要采用“柱/锥”配合螺纹.两种螺纹的检验量规存在一定不同;目前的ISO 英制密封管螺纹量规标准(ISO 7-2:2000)是按“柱/锥”配合体系设计的.编辑本段密封管螺纹的标记英制密封管螺纹的完整标记由螺纹特征代号、螺纹尺寸代号和旋向代号组成.英制密封圆柱内螺纹的特征代号为:RP;英制密封圆锥内螺纹的特征代号为:RC;英制密封圆锥外螺纹的特征代号为:R1(与英制密封圆柱内螺纹配合使用);R2(与英制密封圆锥内螺纹配合使用);左旋螺纹的旋向代号为LH;右旋螺纹的旋向代号省略不标.对密封管螺纹,利用RP/R1,RC/R2分别表示“柱/锥” 和“锥/锥”螺纹副.2、非密封管螺纹英制非密封管的基本尺寸及其极限偏差标记:英制非密封管螺纹的完整标记由螺纹特征代号,螺纹尺寸代号,中径公差等级代号和旋向代号组成.英制非密封圆柱螺纹的特征代号为:G对英制非密封圆柱内螺纹,其中径公差等级代号省略不标;而英制非密封圆柱外螺纹的中径公尺等级代号分别为A和B.左旋螺纹的旋向代号为LH;右旋螺纹的旋向代号省略不标.当表示英制非密封管螺纹的螺纹副时,仅标注外螺纹的标记代号.示例:尺寸代号为2的右旋,非密封圆柱内螺纹:G2尺寸代号为3的A级,右旋,非密封圆柱外螺纹:G3A尺寸代号为4的B级,左旋,非密封圆柱外螺纹:G4 B-LH尺寸代号为2的右旋,非密封圆柱内螺纹与A级圆柱外螺纹组成的螺纹副:G2A加工内孔螺纹的是管螺纹丝锥加工外螺纹的有板牙。
标准公制螺纹基本牙型和公式

标准公制螺纹基本牙型和公式标准螺栓基本牙型和牙外径对照表,1,公制螺栓检英制螺栓测粗牙细牙外径粗牙细牙编号规格规格外径,D, 长度编码点 1B1A ,D, NC NF1 M5 0.8 0.5 5 1 1/4 20 28 6.3 0202 M6 1 0.75 63 M8 1.25 1 8 5/16 18 24 7.9 025 2 4 M10 1.5 1.25 10 3/8 16 18 9.5 0305 M12 1.75 1.5 12 7/16 14 20 11.1 0356 M14 2 1.5 14 1/2 13 20 12.7 0407 M16 2 1.5 16 9/16 12 18 14.3 0458 M18 2.5 1.5 18 5/8 11 18 15.9 0509 M20 2.5 1.5 20 4 3/4 10 16 19 06010 M22 2.5 2 22 7/8 9 14 22.2 07011 M24 3 2 24 1 8 12 25.4 010012 M27 3 2 27 1-1/8 7 12 28.6 011013 M30 3.5 2 30 1-1/4 7 12 31.7 0120螺栓检测参照的标准标准机械性能的依据 ISO 国际标准GB 国家标准DIN 德国标准 DIN、ISO之产品机械性能依据ISO898.1 JIS 日本标准 GB之产品机械性能依据GB3098.1 ANSI/ASME 美国标准 ANSI/ASME之产品机械性能依据SAE J429 ASTM 美国材料试验协会标JIS B1181之产品机械性能依据JIS B1051 准SAE 美国汽车工程师协会英制螺栓产品机械性能标准公制螺栓产品机械性能按心五级(B) 八级(A) 部硬等级心部(HRC) 抗拉(N) 心部(HRC) 抗拉(KSI) 心部(HRC) 抗拉(KSI) 8.8 22-32 800 度比25-34 MIN120 33-39 MIN150DM 23-34 830 25-27 134-130 34-35 155-160 例10.9 FM 32-39 1040 27-30 130-137 35-39 160-170 输入 12.9 GM 39-44 1220 30-34 137-146 产品楔形角度轴向2.5D 楔形3D 轴向3D 楔形3D+3/4无螺纹杆部长度Ls?2d 全螺纹或无螺纹杆部长度Ls,2d8.8 10.9 12.9 8.8 10.9 12.9 公制3?d?20 10º 6º 10º 4º20,d?39 6º 4º 4º 4º 英制螺栓法兰螺栓~螺柱1/4?d?1 " 10º 6ºd,1 " 6º 4º取样.检测.留样操作流程(二)一.取样取样时每条产线样品在手推车上时必须分开存放。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
公制标准牙的牙距如下:M1.6*0.35M2*0.4M2.5*0.45M3*0.5M4*0.4M5*0.8M6*1.0M8*1.25M10*1.5M12*1.75M14*2.0M16*2.0M18*2.5M20*2.5M22*2.5M24*3.0M27*3.0M30*3.5M33*3.5M36*4.0车螺纹简介将工件表面车削成螺纹的方法称为车螺纹。
螺纹按牙型分有三角螺纹、梯形螺纹、方牙螺纹等(图1)。
其中普通公制三角螺纹应用最广。
图1 螺纹的种类1. 普通三角螺纹的基本牙型普通三角螺纹的基本牙型如图2所示,各基本尺寸的名称如下:图2 普通三角螺纹基本牙型D—内螺纹大径(公称直径);d—外螺纹大径(公称直径);D2 —内螺纹中径;d2—外螺纹中径;D1 —内螺纹小径;d1—外螺纹小径;P—螺距;H—原始三角形高度。
决定螺纹的基本要素有三个:牙型角α 螺纹轴向剖面内螺纹两侧面的夹角。
公制螺纹α=60o,英制螺纹α=55o。
螺距P 它是沿轴线方向上相邻两牙间对应点的距离。
螺纹中径D2(d2) 它是平螺纹理论高度H的一个假想圆柱体的直径。
在中径处的螺纹牙厚和槽宽相等。
只有内外螺纹中径都一致时,两者才能很好地配合。
2. 车削外螺纹的方法与步骤(1)准备工作1)安装螺纹车刀时,车刀的刀尖角等于螺纹牙型角α=60o,其前角γo=0o才能保证工件螺纹的牙型角,否则牙型角将产生误差。
只有粗加工时或螺纹精度要求不高时,其前角可取γo=5o~20o。
安装螺纹车刀时刀尖对准工件中心,并用样板对刀,以保证刀尖角的角平分线与工件的轴线相垂直,车出的牙型角才不会偏斜。
图3 螺纹车刀几何角度与用样板对刀2)按螺纹规格车螺纹外圆,并按所需长度刻出螺纹长度终止线。
先将螺纹外径车至尺寸,然后用刀尖在工件上的螺纹终止处刻一条微可见线,以它作为车螺纹的退刀标记。
3)根据工件的螺距P,查机床上的标牌,然后调整进给箱上手柄位置及配换挂轮箱齿轮的齿数以获得所需要的工件螺距。
4)确定主轴转速。
初学者应将车床主轴转速调到最低速。
(2)车螺纹的方法和步骤1)确定车螺纹切削深度的起始位置,将中滑板刻度调到零位,开车,使刀尖轻微接触工件表面,然后迅速将中滑板刻度调至零位,以便于进刀记数。
2)试切第一条螺旋线并检查螺距。
将床鞍摇至离工件端面8~10牙处,横向进刀0.05左右。
开车,合上开合螺母,在工件表面车出一条螺旋线,至螺纹终止线处退出车刀,开反车把车刀退到工件右端;停车,用钢尺检查螺距是否正确。
如图4a所示。
3)用刻度盘调整背吃刀量,开车切削,如图4d。
螺纹的总背吃刀量ap与螺距的关系按经验公式ap≈0.65P,次的背吃刀量约0.1左右。
4)车刀将至终点时,应做好退刀停车准备,先快速退出车刀,然后开反车退出刀架。
如图4e。
5)再次横向进刀,继续切削至车出正确的牙型如图4f。
图4 螺纹切削方法与步骤3. 螺纹车削注意事项1)注意和消除拖板的“空行程”2)避免“乱扣”。
当第一条螺旋线车好以后,第二次进刀后车削,刀尖不在原来的螺旋线(螺旋桩)中,而是偏左或偏右,甚至车在牙顶中间,将螺纹车乱这个现象就叫做“乱扣”预防乱扣的方法是采用倒顺(正反)车法车削。
在角左右切削法车削螺纹时小拖板移动距离不要过大,若车削途中刀具损坏需重新换刀或者无意提起开合螺母时,应注意及时对刀。
3)对刀:对刀前首先要安装好螺纹车刀,然后按下开合螺母,开正车(注意应该是空走刀)停车,移动中、小拖板使刀尖准确落入原来的螺旋糟中(注意不能移动大拖板),同时根据所在螺旋槽中的位置重新做中拖板进刀的记号,再将车刀退出,·开倒车,将车退至螺纹头部,再进刀......,。
对刀时一定要注意是正车对刀。
4)借刀:借刀就是螺纹车削定深度后,将小拖板向前或向后移动一点距离再进行车削,借刀时注意小拖板移动距离不能过大,以免将牙槽车宽造成“乱扣”,5)使用两顶针装夹方法车螺纹时,工件卸下后再重新车削时,应该先对刀,后车削以免“乱扣”6)安全注意事项:(1)车螺纹前先检查好所有手柄是否处于车螺纹位置,防止盲目开车。
(2)车螺纹寸要思想集中,动作迅速,反应灵敏;\'(3)用高速钢车刀车螺纹时,车头转速不能太快,以免刀具磨损;(4)要防止车刀或者是刀架、拖板与卡盘、床尾相撞;(5)旋螺母时,应将车刀退离工件,防止车刀将手划破,不要开车旋紧或者退出螺母;(6)旋转的螺纹不能用手去摸或用棉纱去擦。
4.车外螺纹的质量分析车削螺纹时产生废品的原因及预防方法表螺纹的小径计算首先你要知道螺纹的检测,底径不是主要尺寸,螺纹是测中径的,当然底径是自由公差。
一般切削外螺纹,底径等于公称直径减去螺距和1.3的积,这个1.3是个常数,要求记的。
其次要看你磨的螺纹刀刀尖的钝角或圆弧半径,这就表示书上说切深2.4其实是个例子,参考用的,并非精确的值,螺纹切削用螺纹千分尺测量中径,或者用钢针夹在螺纹两端,用外径千分尺量,但是公差需要根据钢针的直径及螺纹的角度计算出来,一般情况下都用螺纹千分尺或不需要紧配的则用配合的东西测量上面例子:底径=30-2*1.3=27.4而螺纹外径需要减掉螺距*10%=0.2及切深=外径-底径=(30-0.2)-27.4=2.4查看全文>>评论螺纹螺纹种类<小径=大径-1.0825xP(螺距>依螺纹用途不同可分为:1.国际公制标准螺纹(International Metric Thread System):我国国家标准CNS 采用之螺纹。
牙顶为平面,易於车削,牙底则为圆弧形,以增加螺纹强度。
螺纹角为60 度,规格以M 表示。
公制螺纹可分粗牙及细牙二种。
表示法如M8x1.25。
(M:代号、8:公称直径、1.25:螺距)。
2.美国标准螺纹(American Standard Thread):螺纹顶部与根部皆为平面,强度较佳。
螺纹角亦为60 度,规格以每英寸有几牙表示。
此种螺纹可分为粗牙(NC);细牙(NF);特细牙(NEF)三级。
表示法如1/2-10NC。
(1/2:外径;10:每寸牙数;NC 代号)。
3.统一标准螺纹(Unified Thread):由美国、英国、加拿大三国共同制订,为目前常用之英制螺纹。
螺纹角亦为60 度,规格以每英寸有几牙表示。
此种螺纹可分为粗牙(UNC);细牙(UNF);特细牙(UNEF)。
表示法如1/2-10UNC。
(1/2:外径;10:每寸牙数;UNC代号)4.V形螺纹(Sharp V Thread):顶部与根部均成尖状,强度较弱,亦坏不常使用。
螺纹角为60 度。
5.惠式螺纹(Whitworth Thread):英国国家标准采用之螺纹。
螺纹角为55 度,表示符号为”W”。
适用於滚压法制造。
表示法如W1/2-10。
(1/2:外径;10:每寸牙数;W代号)。
6.圆螺纹(Knuckle Thread):为德国DIN 所定之标准螺纹。
适用於灯泡、橡皮管之连接。
表示符号为”Rd”。
7.管用螺纹(Pipe Thread):为防止泄漏用的螺纹,经常用於气体或液体之管件连结。
螺纹角为55 度,可分为直管螺纹代号为”P.S.、N.P.S.”和斜管螺纹代号为” N.P.T.”,其锥度为1:16,即每尺3/4 寸。
8.方螺纹(Square Thread):传动效率大,仅次於滚珠螺纹,而磨损后无法用螺帽调整,为其缺点。
一般用於虎钳之螺杆及起重机之螺纹。
9.梯形螺纹(Trapezoidal Thread):又称爱克姆螺纹。
传动效率较方螺纹稍小,但磨损后可用螺帽调整。
公制之螺纹角为30 度、英制之螺纹角为29 度。
一般用於车床之导螺杆。
表示符号为”Tr”。
10.锯齿形螺纹(Buttress Thread):又称斜方螺纹,只适於单方向传动。
如螺旋千斤顶、加压机等。
表示符号为”Bu”。
11.滚珠螺纹:为传动效率最好之螺纹,其制造困难,成本极高,乃用於精密之机械上。
如数控工具机之导螺杆。
英制螺栓之表示法LH 2N 5/8 × 3 - 13 UNC━2A(1)LH为左螺纹(RH为右螺纹,可省略) 。
(2)2N双线螺纹。
(3)5/8 英制螺纹,外径5/8 ”。
(4)3 螺栓长度3” 。
(5)13 螺纹每寸牙数13 牙。
(6)UNC统一标准螺纹粗牙。
(7)2 级配合,外螺纹(3:紧配合;2:中配合;1:松配合) A:外螺纹(可省略) B:内螺纹英制螺纹:英制螺纹之大小,通常以螺纹上每寸长度有若干螺纹数表示,简称为「每寸牙数」,恰等於螺距之倒数。
例如每寸8 牙之螺纹,其螺距为1/8 寸.螺纹加工方法(图)在工件上加工出内、外螺纹的方法,主要有切削加工和滚压加工两类。
螺纹原理的应用可追溯到公元前220年希腊学者阿基米德创造的螺旋提水工具。
公元4世纪,地中海沿岸国家在酿酒用的压力机上开始应用螺栓和螺母的原理。
当时的外螺纹都是用一条绳子缠绕到一根圆柱形棒料上,然后按此标记刻制而成的。
而内螺纹则往往是用较软材料围裹在外螺纹上经锤打成形的。
1500年左右,意大利人列奥纳多?达芬奇绘制的螺纹加工装置草图中,已有应用母丝杠和交换齿轮加工不同螺距螺纹的设想。
此后,机械切削螺纹的方法在欧洲钟表制造业中有所发展。
1760年,英国人J.怀亚特和W.怀亚特兄弟获得了用专门装置切制木螺钉的专利。
1778年,英国人J.拉姆斯登曾制造一台用蜗轮副传动的螺纹切削装置,能加工出精度很高的长螺纹。
1797年,英国人莫兹利,H.在由他改进的车床上,利用母丝杠和交换齿轮车削出不同螺距的金属螺纹,奠定了车削螺纹的基本方法。
19世纪20年代,莫兹利制造出第一批加工螺纹用丝锥和板牙。
20世纪初,汽车工业的发展进一步促进了螺纹的标准化和各种精密、高效螺纹加工方法的发展,各种自动张开板牙头和自动收缩丝锥相继发明,螺纹铣削开始应用。
30年代初,出现了螺纹磨削。
螺纹滚压技术虽在19世纪初期就有专利,但因模具制造困难,发展很慢,直到第二次世界大战时期(1942~1945),由于军火生产的需要和螺纹磨削技术的发展解决了模具制造的精度问题,才获得迅速发展。
1)螺纹切削一般指用成形刀具或磨具在工件上加工螺纹的方法,主要有车削、铣削、攻丝、套丝、磨削、研磨和旋风切削等。
车削、铣削和磨削螺纹时,工件每转一转,机床的传动链保证车刀、铣刀或砂轮沿工件轴向准确而均匀地移动一个导程。
在攻丝或套丝时,刀具(丝锥或板牙)与工件作相对旋转运动,并由先形成的螺纹沟槽引导着刀具(或工件)作轴向移动。
在车床上车削螺纹可采用成形车刀或螺纹梳刀(见螺纹加工工具)。
用成形车刀车削螺纹,由于刀具结构简单,是单件和小批生产螺纹工件的常用方法;用螺纹梳刀车削螺纹,生产效率高,但刀具结构复杂,只适于中、大批量生产中车削细牙的短螺纹工件。