第二章生产系统设施规划与布置
二设施规划与设计基本思想PPT课件
.
33
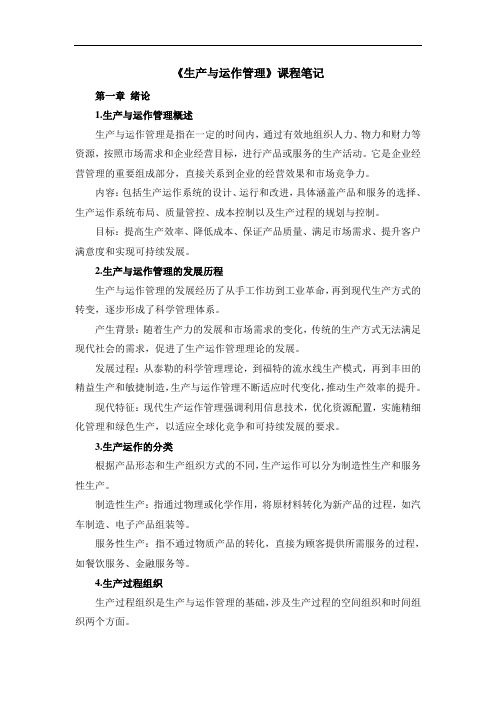
图2-10 U形布置示意图
.
34
.( b ) U 型 生 产 线 联 合 布 置
35
Why Design U - Shape Cell Layout 为什么设计成“U”型单元布局
6
5
6
5
7
4
74
8 8
3 3
9 9 22
10 10 1 1
• Flexible Line Capacity • One - Piece Flow • Communication • Save Space
.
24
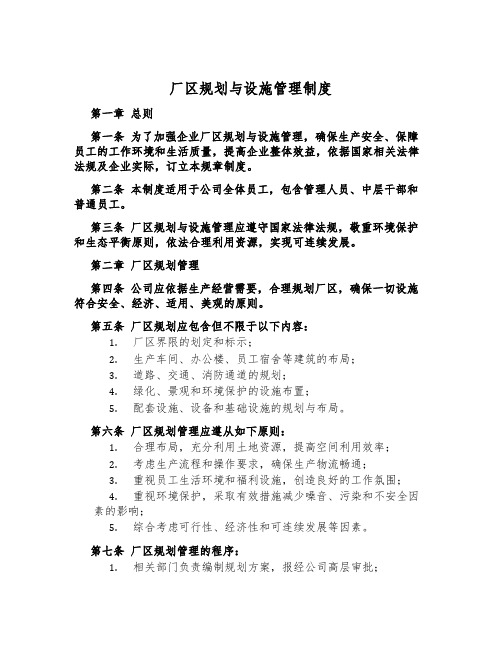
2、产品原则布置(Product layout):
制造某种部件或某种产品的封闭车间,按加工 或装配的工艺过程顺序布置,适用于少品种大批量 生产方式。
车床 仓
压机 库
铣床
钻床
磨床
铣床
折弯机
钻床
钻床
装
仓
配
库
产品原则布置示意图
.
25
产品原则布置优缺点
产品原则布置
优
点
缺点
1、符合工艺过程,物流顺畅。
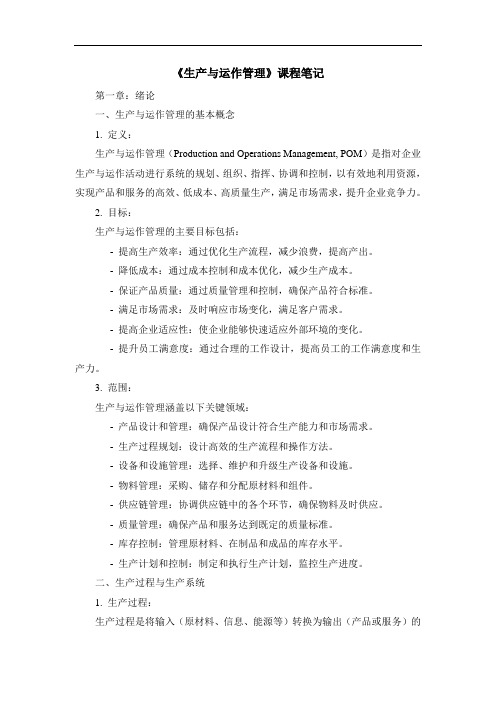
工艺原则布置示意图
.
22
工艺原则布置优缺点
工艺原则布置
优点
缺点
1、机器利用率高,可减少设备数量。
1、流程长,搬运费用高。
2、可采用通用设备。
2、生产计划与控制较复杂。
3、设备和人员的柔性程度高。
3、生产周期长。
4、设备投资相对较少。
4、库存量较大。
5、操作人员作业多样化,易产生满足感。 5、需要较高的技术等级。
.
19
现在举一个工厂总平面布置的实例,如图2-3所示。
设施规划与设计概述
理查德·缪瑟,李·海尔斯. 系统化工业设施规划. 文镇洋、戚祖望等
译. 北京:机工工业出版社,1991.
程国全等. 物流设施规划与设计. 北京: 中国物资出版社, 2003. 詹姆斯.汤普金斯,伊俊敏译. 设施规划(原书第三版). 北京:机械
工业出版社,2007.
王家善,设施规划与物流分析,机械工业出版社,1995. 马汉武. 设施规划与物流系统设计. 北京: 高等教育出版社 2005
操作法研究:Methods Engineering
学和概率论;
工厂布置:Plant Layout
1961,M物ut料he搬r 运提:出M系at统eri布al H置a设ndl计ingSLP(80年代引进国内);
5
1.1 起源 第1章
1970s,计算机辅助工厂布置CAL、成组技术—CRAFT(位置配置 法)、CORELAP(相互关系法)、PLANET(分析评价法); 1980s,计算机仿真:研究柔性问题、专家系统、多目标优化; 1990s,结合先进制造技术与模式:CIMS、JIT、CRM等; 现在,设施布置与物流系统的自动化、柔性化、信息化、网络化、 绿色化、智能化。
7
1.2 研究内容 —— 基本概念 第1章
设施规划: 決定如何將作业的实体固定资产以最有效的方式來达成作
业目标;
制造企业: 如何使制造设施最有效地支援生产活动; 医院: 如何让医院设施最有效地支援病人的医疗服务; 学校:
8
1.2 研究内容 —— 主要内容 第1章
设施规划
厂址选择/设施选址
设施设计
……
3
第一章 设施规划与设计概述
第1章
起源 研究内容 重要性 目标和原则 阶段模型
第二章-仓库布局与库房规划

仓库 规模数量
商品
仓库
仓库
储存规划
规划设计
选址
仓库 平面规划
仓库规划的内容
什么是仓库规划?
仓库规划就是从空间和时间上对仓库的新建、改建 和扩建进行全面系统的规划。
仓库规划规划什么呢?
仓库规划规划什么呢?
(1)确定仓库网点的数量、规模及服务范围;
(2)确定备选库址; (3)仓库库区平面规划设计; (4)仓库建筑类型及规模确定; (5)仓库设备类型及数量的确定; (6)仓库技术作业流程确定
第三个作用是深化了企业物流系统的规划。因为立体库使用 后是两翼推动,一是海尔要求所有的分供方按照照标准化的 模式送货,所有的都是标准化的托盘,标准的周转箱。
二是,立体库具有灵活性和扩展性,刚开始设计立体库想的 只是放空调的东西,但是通过计算机系统管理以后,只占很 少的库容,公司马上把冰箱、洗衣机、电脑全部放进去,一 下减少了这些厂的外租库,整个效果非常明显。
单元一 仓库布局规划
1.1 仓库平面布局规划 1.2 仓库面积及主要参数说明
A公司的仓库布局
A公司是我国著名的洁具产品制造企业。主要生产水龙头、花洒、阀 门和感应洁具等水暖产品。现拥有7家下属子公司,具有从模具、铸 造、压铸、机加工、抛光、电镀、装配到实验检测和污水处理等一系 列先进制造流程的生产体系。公司在国内各大中城市设有两千多个营 销网点,营销网络遍布国内外,产品远销北美、欧洲、东南亚等十几 个国家和地区。随着市场需求的不断增大,A公司原材料和零部件的 采购量、产品的品种和生产量以及销售量都急剧增加。原先的产成品 仓库已不能满足迅速增长的物流仓储需要。为了实现对企业物流更加 高效、快捷、安全和低成本的管理,满足企业发展对物流的迫切需求, 需要对企业物流和新厂房的物流中心进行科学合理的规划。
生产运作管理
生产运作管理熟悉内容(选择、判断、简答、综合)第一章企业运作管理概述a.生产运作的基本概念生产运作的内涵:把有形产品的生产与无形产品的服务都纳入生产的范畴“生产运作”一切社会组织将它的输入转换为输出的过程。
制造性生产的类型:1、按产品特征划分(18)2、按需求特征划分(21)与生产计划挂钩3、按工艺特性分(24)服务性生产的类型1、按是否提供有形产品分2、按与顾客接触程度分:(27)3、按生产运作系统的特性分:联系与区别1)产品物质形态不同2)资本的密集程度不同3)顾客参与程度不同4)企业辐射范围不同5)绩效的评估方法不同b.生产运作管理生产运作管理的概念狭义:对生产运作系统运行的管理。
广义:对生产运作系统设计、组织和运行的管理。
生产运作管理的任务1、生产系统设计选址与设施布置产品和服务设计生产流程选择生产能力规划设备与设施布置岗位与工作设计2、生产系统运行管理需求分析与预测生产计划库存控制物料需求计划生产作业计划现场管理项目管理质量管理设备运行与维护第二章生产运作战略企业战略的层次按照组织层次可以分为3种层次战略公司战略(Corporate strategy)经营战略(Business strategy)职能战略(Functional strategy)生产运作战略的概念为了谋求企业和事业部的竞争优势,利用生产运作资源所制定的各项生产决策和计划。
生产运作战略的范畴基于成本竞争基于质量竞争基于时间竞争基于柔性竞争基于服务竞争第三章产品开发与流程选择新产品开发的生命周期引入期((市场需求不明朗)、成长期(需求增长快,生产扩大)、成熟期(销售和利润达到最高水平)、衰退期并行工程的概念及与串行工程的比较(10)生产流程的种类按产品进行的生产流程:按产品/服务形成过程的要求组织设备,形成流水般的连续过程,又称为流水线(Flow Line)。
这种形式适用于大量大批生产类型。
优缺点:13按加工路线进行的生产流程:面对多品种产品或服务,只能将完成相同工艺的设备组织到一起。
生产系统设施规划与布置培训

生产系统设施规划与布置培训在现代工业生产中,生产系统的设施规划与布置是一个极为重要的环节。
合理的规划与布置能够提高生产效率,降低成本,优化工作流程,提升工作环境,增强企业竞争力。
因此,对生产系统设施规划与布置进行培训非常必要。
一、规划与布置的重要性1. 生产效率:合理的规划与布置能够减少不必要的运输、等待、搜索等非生产性活动,提高生产效率。
2. 成本控制:科学的布置可以减少能耗、物料消耗、人力资源浪费,降低生产成本。
3. 工作环境:正确的规划与布置可以改善工作环境,提高员工的工作舒适度和健康安全。
4. 优化流程:规划与布置需要考虑到生产流程的顺畅性,避免因为工序不匹配或者储物不当而导致的生产阻塞。
二、培训内容1. 设施规划:讲解企业生产设施的规划方法,包括场地选址、车间布局、设备摆放、人员分工等。
2. 设施布置:介绍在实际操作中如何进行设施的布置,包括流程优化、物料存放、工作站设计等。
3. 成本控制:培训员工如何通过规划与布置来降低生产成本,减少浪费资源。
4. 环境优化:教授如何通过设施规划与布置来提高工作环境,保障员工健康与安全。
三、培训方法1. 理论讲解:通过专家讲解和案例分析,让员工了解设施规划与布置的重要性和方法。
2. 现场教学:安排员工前往其他企业进行实地考察和学习,增强实践操作能力。
3. 实践训练:组织员工进行设施规划与布置的实际操作练习,培养员工的实际操作技能。
通过以上培训,能够让员工充分认识到设施规划与布置的重要性,提高他们的规划与布置能力,为企业的生产系统带来更多的效益。
设计和布置是任何制造或生产系统成功运作的关键。
正确的设计和布置可以大大影响最终产品质量,生产效率,安全性和员工舒适度。
因此,对生产系统设施规划与布置进行培训非常必要。
以下将进一步介绍培训的相关内容以及如何通过培训来提高员工的规划与布置能力。
四、培训目标1. 培养员工的规划与布置意识:让员工深入理解设施规划与布置对生产效率和成本控制的影响,提高员工的整体规划意识和布置能力。
车间布局优化设计方案
某公司车间设施布局优化设计摘要车间布局问题是现代企业发展中面临的最重要的课题之一。
设备布局、工作地布置是否合理化、科学化、最优化,工人的搬运动作是否合理,搬运路线是否畅通等,影响今后的发展和管理工作的便利。
本设计以一个生产车间布局为研究对象,运用基础工业工程的研究方法对车间布局进行分析和研究,把基础 IE 的研究方法和属 ABC分析法结合起来,在原有的常规车间布局设计的基础上,将多目标优化研究应用于车间的布局设计,使得我们最终得到的布局更加接近我们的实际情况,符合外界环境。
让我们在车间系统改善时少走弯路。
关键词:车间布局作业流程设施规划ABC分析法Workshop Optimization Design of Multi-Layers FactoryAbstractPlant layout problem is the development of a modern enterprise facing one of the most important issues. Equipment layout, and layout work is to rationalize the scientific and the most optimized, workers handling the action is reasonable, such as handling the flow line, the impact of future development and management of facilities.This thesis regards lighting company as the research object, use the research approach of basic industrial engineering to analyze and improve the shop floor ebasic SFL theory and multi-target model knowledge to design our new layout and act as one evaluation system. Let our work is more efficient and avoid any mistakes This thesis combines research approach of basic IE with an attribute hierarchicalmodel, And set up one kind of evaluation system for small companies. Practice has proved that the method that this paper adopts is effective and of good popularization meanings.Key words:Shop floor Layout ;Production procedure; Attribute hierarchical;ABC storage method目录摘要 (I)Abstract .............................................................................................................................................................................................................................................................................. I I第一章绪论 (1)1.1 设施布局的概念 (1)1.2 布局问题概述 (1)1.3 我国车间布局的发展现状 (2)第二章设计背景 (4)2.1 公司概况 (4)2.2 车间布局目前存在的问题分析 (5)第三章陶瓷车间总体规划 (6)3.1 企业生产系统布局的目标 (6)3.2 总体优化的目标 (7)3.2.1 设施规划的目标 (8)3.2.2 流程设计的目标 (8)3.3 改进前的总体布局 (9)3.4 总体布局优化 (10)第四章车间设施布局优化和设计 (15)4.1 车间储存区的优化设计 (15)4.1.1 基于 ABC 法库存分类管理 (15)4.1.2 陶瓷储存区优化的可行性分析 (21)4.2 生产区的物流路线分析 (21)4.2.1 原有方案分析 (21)4.2.2 作业改进 (25)4.3 确定优化方案 (28)4.4.1 原有方案分析 (28)4.4.2 确定优化方案 (30)4.5“ 5S管”理 (32)第五章方案评价 (35)结束语 (36)参考文献 (37)致谢 (38)附录 (38)附图(一)陶瓷车间改进前总体布局图 (38)附图(二)陶瓷车间改进后总体布局图 (38)附图(三)陶瓷车间改进前后物流路线图 (38)附图(四)陶瓷车间改进前后工艺流程图 (38)南京工业大学本科生毕业设计(论文)第一章绪论1.1 设施布局的概念所谓设施布局,是指在选定的设施区域内,合理安排组织内部各生产作业单元和辅助设施的相对位置和面积、设备的布置,使之构成一个符合企业生产经营要求的有机整体。
《生产与运作管理》课程笔记
《生产与运作管理》课程笔记第一章绪论1.生产与运作管理概述生产与运作管理是指在一定的时间内,通过有效地组织人力、物力和财力等资源,按照市场需求和企业经营目标,进行产品或服务的生产活动。
它是企业经营管理的重要组成部分,直接关系到企业的经营效果和市场竞争力。
内容:包括生产运作系统的设计、运行和改进,具体涵盖产品和服务的选择、生产运作系统布局、质量管控、成本控制以及生产过程的规划与控制。
目标:提高生产效率、降低成本、保证产品质量、满足市场需求、提升客户满意度和实现可持续发展。
2.生产与运作管理的发展历程生产与运作管理的发展经历了从手工作坊到工业革命,再到现代生产方式的转变,逐步形成了科学管理体系。
产生背景:随着生产力的发展和市场需求的变化,传统的生产方式无法满足现代社会的需求,促进了生产运作管理理论的发展。
发展过程:从泰勒的科学管理理论,到福特的流水线生产模式,再到丰田的精益生产和敏捷制造,生产与运作管理不断适应时代变化,推动生产效率的提升。
现代特征:现代生产运作管理强调利用信息技术,优化资源配置,实施精细化管理和绿色生产,以适应全球化竞争和可持续发展的要求。
3.生产运作的分类根据产品形态和生产组织方式的不同,生产运作可以分为制造性生产和服务性生产。
制造性生产:指通过物理或化学作用,将原材料转化为新产品的过程,如汽车制造、电子产品组装等。
服务性生产:指不通过物质产品的转化,直接为顾客提供所需服务的过程,如餐饮服务、金融服务等。
4.生产过程组织生产过程组织是生产与运作管理的基础,涉及生产过程的空间组织和时间组织两个方面。
空间组织:主要解决生产设施的布局问题,包括工厂布局、设备布置、工作站设置等,目的是实现高效、安全和舒适的工作环境。
时间组织:主要解决生产活动的时序安排问题,包括作业计划、流程控制、交货期管理等,目的是确保生产的及时性和连续性。
第二章企业战略和生产与运作战略1.企业战略和战略管理概述基本概念:企业战略是企业为了实现其长期目标,通过对外部环境和内部条件的分析,制定的一系列行动计划。
第二章三设施规划与设计

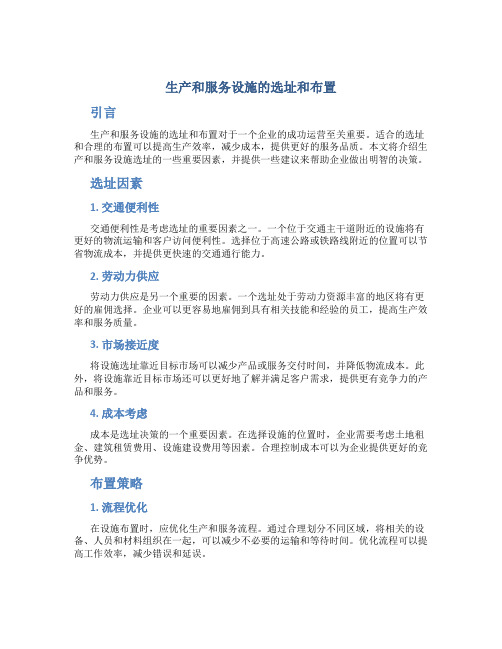
紧前 单元时间 工作站时间 平衡 Σti 秒 延迟秒 单元 ti 秒
-1 2 2 3,4 5 6 6 7,8
50 25 30 20 25 25 14 12 20
50 75 30 50 75 25 39 51 71
28 3 48 28 3 53 39 27 7
装配线效率
装配线效率=完成作业所需时间总和/(实际工 作站总数*时间周期) 9 =
⑸Time(时间安排)
指在什么时候、用多长时间生产出产品,包 括各工序的操作时间、更换的次数。在工艺 过程设计中,根据时间因素可以求出设备的 数量、需要的面积和人员,平衡各工序。这 些都影响着仓储、收货、发运,以及辅助部 门的配合等因素。
系统布置分析的基本要素
做好设施布置设计,要考虑众多因素。按照理查德· 缪瑟的观点,影响 布置设计最基本的要素是:
1
3
5
7
2
4
6
8
所有物料是用标准尺寸 柳条箱来运输,用铲车 将柳条箱逐个装上卡车 (构成一个“装载量”) 邻近部门之间运输费用 是搬动一个装载量为1 元,每隔一个部门增加 1元,对角线之间允许 移动,并认为是相邻的。
步骤2 决定布置 费用
1
2
3
4
5
6
7
8
小计:3474元
1
部门1 发运与收货 部门2 塑料铸造与冲压 部门3 金属成形 部门4 塑料熔合部门
6
+1 +1 +1 +1 +1 +1 0 0 -1
7
8 +1 +1 +1 +1 +1 +1 0 0 -1
9
厂区规划与设施管理制度
厂区规划与设施管理制度第一章总则第一条为了加强企业厂区规划与设施管理,确保生产安全、保障员工的工作环境和生活质量,提高企业整体效益,依据国家相关法律法规及企业实际,订立本规章制度。
第二条本制度适用于公司全体员工,包含管理人员、中层干部和普通员工。
第三条厂区规划与设施管理应遵守国家法律法规,敬重环境保护和生态平衡原则,依法合理利用资源,实现可连续发展。
第二章厂区规划管理第四条公司应依据生产经营需要,合理规划厂区,确保一切设施符合安全、经济、适用、美观的原则。
第五条厂区规划应包含但不限于以下内容:1.厂区界限的划定和标示;2.生产车间、办公楼、员工宿舍等建筑的布局;3.道路、交通、消防通道的规划;4.绿化、景观和环境保护的设施布置;5.配套设施、设备和基础设施的规划与布局。
第六条厂区规划管理应遵从如下原则:1.合理布局,充分利用土地资源,提高空间利用效率;2.考虑生产流程和操作要求,确保生产物流畅通;3.重视员工生活环境和福利设施,创造良好的工作氛围;4.重视环境保护,采取有效措施减少噪音、污染和不安全因素的影响;5.综合考虑可行性、经济性和可连续发展等因素。
第七条厂区规划管理的程序:1.相关部门负责编制规划方案,报经公司高层审批;2.规划方案应公开透亮,接受公司员工的建议和看法;3.正式批准后,开始实施,并及时更新和调整。
第三章设施管理第八条公司应建立符合生产需要和员工工作生活需求的各类设施,确保设施的正常运行和维护和修理保养。
第九条设施管理包含但不限于以下内容:1.生产设备的采购、安装和验收;2.办公设备和用具的采购、配置和维护;3.员工宿舍、食堂和休息区等生活设施的建设和管理;4.公共设施(如消防设备、电梯、供暖、通风等)的检修和维护;5.电力、供水、供气等公用设施的安全运行和节省管理。
第十条设施管理应遵从如下原则:1.安全第一,保障设施的正常运行和使用安全;2.维护保养,设施依照规定进行定期维护和保养,确保其正常工作;3.故障排出,设施显现故障时,及时进行排查和修复;4.节能环保,优化设施使用,采取节能措施,减少资源挥霍;5.规范管理,订立设施使用和维护的操作规程,明确责任和权限。
生产设施规划与布局设计

生产设施规划与布局设计1设施布局概述设施布局是指在一个给定的设施范围内,对多个经济活动单元进行位置安排。
所谓经济活动单元,是指需要占据空间的任何实体,也包括人。
设施布局有以下几类。
1)固定式布置(Fix.PositionLayout),根据体积或者质量将产品固定在一个位置上,设备、人员、材料都围绕着产品分布,如飞机制造厂、造船厂等。
其优点在于物料移动较少,高度柔性。
不足之处是人员设备的移动将相对增加,设备需要重复配备,对工人技能要求高等。
2)产品原则布置(ProductLayout),根据产品的制造步骤安排各组成部分。
从理论上看,流程是一条从原料投入到成品产出的连续线。
固定制造某种部件或某种产品的封闭车间,其设备、人员按加工或生产的工艺过程顺序布置,形成一定的生产线,适合品种少、批量大的生产方式。
3)工艺原则布置(ProcessLayout),是将同类设备和人员集中布置在一个地方的布置形式。
工艺原则将功能相同或相似的一组设施布置在一起,故又称为机群式布置。
工件按工艺路线成批进入这些班组,不同的产品需要不同的工艺路线。
4)成组原则布置(GroupLayout),应用成组技术进行设施布置,成组技术就是识别和利用产品零部件的相似性。
一系列相似工艺要求的零件组成零件族。
针对一个零件族的设备要求形成机器组,这些机器组形成制造单元。
成组原则布置介于产品布置和工艺布置之间,适应于中小批量生产。
生产系统布局一般说来,生产系统布局有3种类型。
以产品为中心的布局形式这种类型的布局以产品的生产顺序作为布局时的主要参照。
即将生产过程从材料到成品进行详细分类,然后根据这种分类选用设备,再将其按工艺顺序组成流水生产线。
整车组装、食品加工等多采用这种布局形式。
它的优点为:设备相对简单,组织生产方便,半成品传输费用低,生产效率较高。
而其主要局限性首先在于灵活性不够。
如果产品有变,则整个布局也需作相应的改变。
其次,由于所有设备必须同步运行,其中任何一台机器出现故障,都会导致整个生产线停产,因此对设备的可靠性要求较高。
《生产与运作管理》课程笔记 (2)
《生产与运作管理》课程笔记第一章:绪论一、生产与运作管理的基本概念1. 定义:生产与运作管理(Production and Operations Management, POM)是指对企业生产与运作活动进行系统的规划、组织、指挥、协调和控制,以有效地利用资源,实现产品和服务的高效、低成本、高质量生产,满足市场需求,提升企业竞争力。
2. 目标:生产与运作管理的主要目标包括:- 提高生产效率:通过优化生产流程,减少浪费,提高产出。
- 降低成本:通过成本控制和成本优化,减少生产成本。
- 保证产品质量:通过质量管理和控制,确保产品符合标准。
- 满足市场需求:及时响应市场变化,满足客户需求。
- 提高企业适应性:使企业能够快速适应外部环境的变化。
- 提升员工满意度:通过合理的工作设计,提高员工的工作满意度和生产力。
3. 范围:生产与运作管理涵盖以下关键领域:- 产品设计和管理:确保产品设计符合生产能力和市场需求。
- 生产过程规划:设计高效的生产流程和操作方法。
- 设备和设施管理:选择、维护和升级生产设备和设施。
- 物料管理:采购、储存和分配原材料和组件。
- 供应链管理:协调供应链中的各个环节,确保物料及时供应。
- 质量管理:确保产品和服务达到既定的质量标准。
- 库存控制:管理原材料、在制品和成品的库存水平。
- 生产计划和控制:制定和执行生产计划,监控生产进度。
二、生产过程与生产系统1. 生产过程:生产过程是将输入(原材料、信息、能源等)转换为输出(产品或服务)的一系列相互关联的活动。
生产过程的特点包括:- 连续性:生产活动在一定时间内连续进行,没有中断。
- 复杂性:涉及多个环节、多种设备和人员。
- 动态性:随着市场需求、技术进步等因素的变化而调整。
- 可变性:生产过程可能受到多种因素的影响,如设备故障、人员变动等。
2. 生产系统:生产系统是由生产过程、生产设施、生产人员、生产信息等多个子系统组成的整体。
生产系统的功能包括:- 转换功能:将输入转换为输出,实现价值增值。
生产和服务设施的选址和布置
生产和服务设施的选址和布置引言生产和服务设施的选址和布置对于一个企业的成功运营至关重要。
适合的选址和合理的布置可以提高生产效率,减少成本,提供更好的服务品质。
本文将介绍生产和服务设施选址的一些重要因素,并提供一些建议来帮助企业做出明智的决策。
选址因素1. 交通便利性交通便利性是考虑选址的重要因素之一。
一个位于交通主干道附近的设施将有更好的物流运输和客户访问便利性。
选择位于高速公路或铁路线附近的位置可以节省物流成本,并提供更快速的交通通行能力。
2. 劳动力供应劳动力供应是另一个重要的因素。
一个选址处于劳动力资源丰富的地区将有更好的雇佣选择。
企业可以更容易地雇佣到具有相关技能和经验的员工,提高生产效率和服务质量。
3. 市场接近度将设施选址靠近目标市场可以减少产品或服务交付时间,并降低物流成本。
此外,将设施靠近目标市场还可以更好地了解并满足客户需求,提供更有竞争力的产品和服务。
4. 成本考虑成本是选址决策的一个重要因素。
在选择设施的位置时,企业需要考虑土地租金、建筑租赁费用、设施建设费用等因素。
合理控制成本可以为企业提供更好的竞争优势。
布置策略1. 流程优化在设施布置时,应优化生产和服务流程。
通过合理划分不同区域,将相关的设备、人员和材料组织在一起,可以减少不必要的运输和等待时间。
优化流程可以提高工作效率,减少错误和延误。
2. 安全考虑安全是布置设施时必须要考虑的一个重要因素。
设施布局应符合相关的安全法规,确保员工和设备的安全。
合理设置紧急出口、安全设备和消防器材可以提高应急处置能力,降低事故风险。
3. 空间利用率在设计和布置设施时,要考虑最佳的空间利用率。
通过合理规划和组织,确保生产线、仓储空间和办公区等设施充分利用空间,减少不必要的浪费。
合理利用空间可以提高生产效率,并降低运营成本。
4. 灵活性和可伸缩性设施布置应具备一定的灵活性和可伸缩性。
企业应考虑未来发展的可能性,并提前预留一定的空间和资源。
设施规划
实施方案
修正方案 再定义新设施目標
2.9 KFC的新设计
目标一:更现代化,更好的满足顾客需求 设计方案:
(1)大的窗户和明亮轻快的颜色,使商店变得更加醒目; (2)灵活多样的用餐方式; (3)位于角落的柜台让顾客在进店的第一时间就得到服务; (4)更多的空间容纳更多的服务人员减少顾客的等待时间;
2.2设施规划的发展历史和趋势
20世纪70年代——计算机辅助工厂布置CAL、成组技 术——CRAFT(位置配置法)、CORELAP(相互关系 法)、PLANET(分析评价法) 20世纪80年代——计算机仿真——研究柔性问题、专家 系统、多目标优化 20世纪90年代——结合先进制造技术——CIMS、JIT 现在——设施布置与物流系统的自动化、柔性化、信息 化、网络化、绿色化、智能化
tompkinsetal宏观微观特定类别设施的设施规划制造设施规划工厂选址工厂设计工厂设施系统工厂布置物料搬运办公室设施规划办公室选址办公室设计办公室设施系统办公室布置信息传递医院设施规划医院选址医院设计医院设施系统医院布置病人处理信息传递设施规划的内容?场址选择对设施进行地区地点的选择?布置设计对建筑物设备运输通道场地进行合理配置搬运设计做合理安排对物料搬运路线方法器具及储存场地?搬运设计对物料搬运路线方法器具及储存场地?建筑设计对建筑结构进行设计以满足功能空间经济等需要?公用工程设计对电力照明排水通风等进行协调设计?信息通信设计对信息通信的传输系统进行全面设计24战略设施规划?设施规划设施选址设施设计
宏观
微观
特定类别设施的设施规划
工厂选址 制造设施规划 工厂设施系统
工厂设计
工厂布置 物料搬运
办公室选址 办公室设施规划 办公室设计 医院选址 医院设施规划 医院设计 医院设施系统 医院布置 办公室设施系统 办公室布置 信息传递
智能制造工厂布局与规划作业指导书
智能制造工厂布局与规划作业指导书第1章引言 (4)1.1 智能制造工厂概述 (4)1.2 布局与规划的重要性 (5)1.3 智能制造工厂布局与规划的基本原则 (5)第2章工厂布局设计基础 (5)2.1 工厂布局设计概念 (5)2.2 工厂布局设计流程 (6)2.3 工厂布局设计方法 (6)第3章智能制造工厂空间布局 (6)3.1 设备布局设计 (6)3.1.1 设备布局原则 (7)3.1.2 设备布局方法 (7)3.1.3 设备布局注意事项 (7)3.2 产线布局设计 (7)3.2.1 产线布局原则 (7)3.2.2 产线布局方法 (7)3.2.3 产线布局注意事项 (7)3.3 物流布局设计 (8)3.3.1 物流布局原则 (8)3.3.2 物流布局方法 (8)3.3.3 物流布局注意事项 (8)3.4 辅助设施布局设计 (8)3.4.1 辅助设施布局原则 (8)3.4.2 辅助设施布局方法 (8)3.4.3 辅助设施布局注意事项 (8)第4章智能制造工厂工艺规划 (9)4.1 工艺流程设计 (9)4.1.1 总体工艺规划 (9)4.1.2 工艺流程细化 (9)4.1.3 工艺流程仿真与优化 (9)4.2 设备选型与配置 (9)4.2.1 设备选型原则 (9)4.2.2 设备配置 (9)4.3 产线平衡与优化 (10)4.3.1 产线平衡分析 (10)4.3.2 产线优化措施 (10)4.4 工艺参数的确定与优化 (10)4.4.1 工艺参数确定 (10)4.4.2 工艺参数优化 (10)第5章信息集成与数据流转规划 (10)5.1 工厂信息化建设 (10)5.1.2 信息系统规划 (11)5.1.3 信息安全策略 (11)5.2 设备互联互通 (11)5.2.1 设备联网 (11)5.2.2 设备数据接口 (11)5.2.3 设备远程监控与维护 (11)5.3 数据采集与处理 (11)5.3.1 数据采集 (11)5.3.2 数据预处理 (11)5.3.3 数据存储与管理 (11)5.4 数据流转与共享 (12)5.4.1 数据流转机制 (12)5.4.2 数据共享平台 (12)5.4.3 数据分析与挖掘 (12)第6章智能制造工厂物流规划 (12)6.1 物流系统设计 (12)6.1.1 设计原则 (12)6.1.2 设计目标 (12)6.1.3 设计内容 (12)6.2 仓储规划与管理 (12)6.2.1 仓储规划 (12)6.2.2 仓储管理 (13)6.3 输送设备选型与布局 (13)6.3.1 输送设备选型 (13)6.3.2 输送设备布局 (13)6.4 智能物流系统集成 (13)6.4.1 系统集成目标 (13)6.4.2 系统集成内容 (13)6.4.3 系统集成技术 (13)第7章智能制造工厂安全与环保规划 (14)7.1 安全生产规划 (14)7.1.1 安全生产目标 (14)7.1.2 安全生产组织架构 (14)7.1.3 安全生产制度 (14)7.1.4 安全生产措施 (14)7.2 环境保护规划 (14)7.2.1 环保目标 (14)7.2.2 环保设施 (14)7.2.3 环保制度 (14)7.2.4 环保措施 (14)7.3 职业健康与安全 (14)7.3.1 职业健康目标 (15)7.3.2 职业健康管理 (15)7.3.4 职业安全防护 (15)7.4 应急预案与风险管理 (15)7.4.1 应急预案 (15)7.4.2 应急演练 (15)7.4.3 风险识别与评估 (15)7.4.4 风险监测与预警 (15)第8章智能制造工厂质量管理 (15)8.1 质量管理体系构建 (15)8.1.1 建立质量管理框架:根据智能制造工厂的特点,构建全面、系统的质量管理体系,保证生产过程中产品质量的稳定与可靠。
运营管理自考名词解释简答论述答案

《运营管理》解释、简答、论述答案第一章绪论四、名词解释1、运营活动P2运营活动是一个“投入—>变换—>产出”的过程,即投入一定的资源,经过一系列、多种形式的变换,使其价值增值,最后以某种形式的产出提供给社会的过程。
也可以说是一个社会组织通过获取和利用各种资源向社会提供有用产品的过程。
2、运营系统P5是指使“投入—>变换—>产出”的运营过程得以实现的手段的总称。
它的构成与变换过程中的物质转化过程和管理过程相对应,也包括一个物质系统和一个管理系统。
五、简答题1、运营管理的对象和任务。
P5-6答:运营管理的两大对象是:运营过程和运营系统。
运营管理的第一大任务就是要对投入—>变换—>产出这样的运营过程进行计划、组织与控制。
运营管理的第二大任务就是要对投入—>变换—>产出这样的运营系统进行设计、调整和不断的改造升级。
2、产出要素管理包括的内容。
P9-10答:〔1〕质量;〔2〕时间;〔3〕成本;〔4〕服务。
3、运营管理的目标和基本问题。
P9-11答:运营管理的目标:在需要的时候,以适宜的价格,向顾客提供具有适当质量的产品和服务。
运营管理的基本问题可以概括为以下三大类:〔1〕产品要素管理:包括:质量、时间、成本、服务。
〔2〕资源要素管理:包括:设施设备管理、物料管理、人员管理、信息管理。
〔3〕环境要素管理:如何保护和合理利用资源成了企业运营管理中一个越来越重要的问题。
4、资源要素管理包括的内容。
P10-11答:〔1〕设施设备管理〔2〕物料管理〔3〕人员管理5、运营管理的职能范围。
P12答:〔1〕市场调查技术预测;〔2〕产品研究与开发;〔3〕生产系统选择与设计;〔4〕产品的设计、生产技术、制造。
6、运营管理中的决策内容可分为哪几个层次?P13答:〔1〕运营战略决策〔2〕运营系统设计决策〔3〕运营系统运行决策7、运营战略决策包括的内容。
P13答:〔1〕产品组合策略、〔2〕生产进出策略、〔3〕生产组织方式的设计和选择〔4〕竞争重点的选择与折衷关系平衡等问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
思考题
1、康佳为什么要走出深圳、广东到经济并 不发达的省份建新厂?
2、康佳在选择新厂时考虑了哪些因素?
第二章生产系统设施规划与布置
二 企业选址的程序
确定选址的总目标,如产品效益最大; 收集新建厂的有关资料(规模、能力、三 废、工艺流程等); 收集目标地区的资料(运输、资源、基础 设施、气候等); 评价各目标地区,选择厂址所在区域; 综合分析确定具体厂址。
千单位
第二章生产系统设施规划与布置
设企业产量为Q 从上图可以得出结论:
当Q≤5000,选地址B 当5000≤ Q ≤11000,选地址C
– Q=8000 ,地址C的总成本最低。
第二章生产系统设施规划与布置
第二节 生产系统的空间设计
一、车间布置设计
(一)车间布置原则 均衡性原则 灵活性原则 安全和环保原则 流畅性原则 高效性原则
性原则来建立生产单位(车间),工艺式布置亦称 工艺专业化布置或功能性布置。
A B
BA
第二章生产系统设施规划与布置
产品生产线式布置
产品生产线式布置就是将所有的设备和工作地按 产品加工装配的工艺路线顺序排列。产品生产线式 布置亦称对象专业化布置。
A
A
B
B
第二章生产系统设施规划与布置
工艺式布置和产品生产线式布置比较
第二章生产系统设施规划与布置
量—本—利分析法
步骤:
1.确定每一备选地点的固定成本和可变成本; 2.在同一张图表上绘出各地点的总成本线; 3. 确定在某一预定的产量水平上,哪一地点
的总成本最少或者哪一地点的利润最高。
第二章生产系统设施规划与布置
实例:
下表列出了四个可能厂址的地点的固定成本 和可变成本:
第二章生产系统设施规划与布置
(二) 厂区布置的方法
1、生产作业相关图法 出发点:尽可能使一个生产系统中作
业关系密切的部门靠近。 该方法借助图解法,将生产单位之间
联系的密切程度这样一个定性问题转化为 定量分析,最终计算出生产单位之间密切 程度的评分值,为平面布置提供依据。
第二章生产系统设施规划与布置
第二章生产系统设施规划与布置
1993年,康佳进军东北牡丹江,兼并了原牡丹江电 视机厂。康佳出资1800万,对方以1200万实物量,共 同成立牡康公司。把新的工厂建在偏僻的黑龙江省牡 丹江市决非偶然,原牡丹江电视机厂建于1970年,是 电子工业部彩电定点生产厂,进口了大量先进设备, 最高年产量3万台,制造彩电有基础、有人才。 1992年 为康佳代加工7000台彩电,市长、市委书记为企业撑 腰,市政府只有一个心愿,只要工厂办好,不论怎样 都可以。并指示企业:决不能拖累合资企业,所有的 困难老厂背起来。当地的银行、运输、电力、土地管 理部门主动上门服务,工厂办得比较顺利。
第二章生产系统设施规划与布置
2、从至表法
从至表法进行车间布置的依据是从至表
通过一种矩阵式图表的形式来记录车间各 部门间或车间内各设备间的物料运输情 况, 以车间或设备之间物料的搬运量为 基础进行车间布置。
第二章生产系统设施规划与布置
基本步骤
(1) 根据初始布置方案编制从至表。 (2) 计算总的运输成本从至表, 求得各
A齿轮 车间门
车床 磨床
锯
包
床
装
滚床 车床
C齿轮生产线
热处理
走道
滚床
锯 床
车床
车床 包 装
第二章生产系统设施规划与布置
确定目标 列出考虑因素 列出各项要求
选址与研究指标 预选地址
N 满意否 Y
确定评价方案 N
满意否 Y
确定位置
企业选址程序框图
寻找新的评价方案 N
有优解 取得ቤተ መጻሕፍቲ ባይዱ解 领导决策
第二章生产系统设施规划与布置
三 企业选址的方法
1 分级加权法 2 负荷距离法 3 重心法 4 量—本—利分析法
第二章生产系统设施规划与布置
至此,康佳集团形成了公司总部设在深圳,在华 南、东北、西北、华东拥有东莞、牡康、陕康和安康 四个生产基地的经营格局,达到400万台彩电的规模。 总部主要从事管理、信息、投资、融资方面的高层决 策;东莞产品主要通过香港外销;牡康公司立足于东 北、华北、内蒙古市场,再进入前苏联和东欧;陕康 公司参与西北市场的竞争,再进入中东和东欧;安康 公司则利用产地优势增强了康佳集团在华东和中原地 区的竞争力。
然后计算部门(或设备) 间每月总的的运输成本, 计算 公式为
其中, C2 表示所求的各部门(或设备) 每月总的运输 成本, 计算结果如表2-7 所示。
第二章生产系统设施规划与布置
从至表法
第二章生产系统设施规划与布置
从至表法
第二章生产系统设施规划与布置
根据表2-7 中所列的各部门(或设备) 每月总 运输成本, 对其按照从大到小的次序排列后, 前5 位的排序结果如表2-8 所示。
部门(或设备) 间的紧密相邻关系。 (3) 改进从至表, 求最佳部门布置方案
第二章生产系统设施规划与布置
从至表法
第二章生产系统设施规划与布置
从至表法
第二章生产系统设施规划与布置
从至表法
解 首先计算部门(或设备) 每月的运输成本, 计算公 式为
其中, C1为所求的每月运输成本, nij 表示第i 个部门 (或设备) 向第j 个部门(或设备) 每月运输的次数, Cij 表示第i 个部门(或设备) 向第j 个部门(或设备) 运输的单位成本。如表2-6 所示
第二章生产系统设施规划与布置
1995年6月,康佳如法炮制,接管了陕西如意电视 机厂,建立陕康公司。如意厂生产技术条件要好于牡 丹江厂,地理位置非常有利于集团西进的战略,只是 社会的观念比较保守。当接管人员进入新厂时,发生 了与牡丹江市截然相反的情形,一些工人堵住大门不 让进,呼着“砸烂康佳的牌子”的口号。开工后经常 发生停工,进展不如牡康公司。不过两年后,职工发 生了很大变化,树立起了爱厂尽职的精神。
第二章生产系统设施规划与布置
改进方法
一年后随着需要量的增加,原布置方式已 不能适应需求,将它改成产品专业化布置形式。 同时更新部分设备,新设备的效率较高,设备 数量增加到110台,职工人数增加216名。新的 布置形式如图2-2所示。
第二章生产系统设施规划与布置
产品专业化布置的齿轮车间
A齿轮 车间门 B齿轮
1
1.接收与发运
2
A
生产作业关系图
1,2,3 3
2.原材料库
O6 I 4
方格表示部
3.工具机修车间 4.生产车间 5.中间零件库 6.成品库 7.食堂 8.管理办公室
6 A 4,6 U 5
A 4,6 U
A6
6U
U 1.2.3 U 7
E
O
U
I8
4,6 A 6 U
I 4,5 A 9
U 1,4 U
I 4,5 I 2,3,4 1
U
E 4,5 O 4,6 2
U
I 1,4 E 6 3
I 4,5 O 6,8 4
O 4,5 I 6 5
4 U 4,6 6
关系代码 原因代码
门1与8之间 的作业关系
7
8
I
4,5
9
1 2 3
9.车库
I
7
4,6
8
第二章生产系统设施规划与布置
9
生产车间积分计算表
与其他单位 相关程度 A(2、3、6)
E(5、8、9) I(1)
缸盖生产线设施布置简图
第二章生产系统设施规划与布置
第一节 生产企业的选址
一、企业选址的原则 (一)自然条件方面
1. 气候条件 2. 地理条件 3. 资源条件
第二章生产系统设施规划与布置
(二)社会环境方面
1. 劳动力条件 2. 基础设施条件 3. 产品销售条件 4. 生活条件 5. 工业与科技依托条件 6 政治和文化条件 7. 扩展条件
第二章生产系统设施规划与布置
最终布置方案
第二章生产系统设施规划与布置
二、生产单元布局设计
1、工艺式布置(工艺专业化原则)
工艺、工种、设备相同,产品不同
2、产品生产线式布置(对象专业化原则)
产品相同,工艺、工种、设备不同
第二章生产系统设施规划与布置
工艺式布置 工艺式布置就是按工艺阶段或工艺设备的相同
第二章生产系统设施规划与布置
案例 上海拖拉机厂齿轮车间布置
上拖厂齿轮车间是为幸福摩托车配套生产齿轮而 建立起来的,车间面积3000平方米。它是按对象原则 组成的车间,在整个制造流程中,除热处理工艺在热 处理车间完成外,其余的全部在车间内加工。该车间 的内部平面布置开始时按工艺专业化形式,如图2-1所 示。当时该车间共有职工190人,设备96台,月产量仅 有2000套。车间辅助部分和办公部分在车间附近。图 中间的虚线圆圈表示热处理工艺在其他地方完成。
第二章生产系统设施规划与布置
分级加权法
方法与步骤如下: 1.对各影响因素给予权重(权数,可计
100分或10分); 2.对各候选厂址,按每一因素的优劣程
度进行打分; 3.把各候选厂址的分数与权数相乘; 4.把每个厂址各因素的乘积加起来计算
总评分,得分最高者最优。
第二章生产系统设施规划与布置
例:我们选择1 个千万吨级的钢铁厂 现有3个厂址可供选择:北京.河北.山东 影响建厂的主要因素:运输.资源.顾客.环保
第二章生产系统设施规划与布置
1997年,康佳将第三个工厂选在安徽的滁州,兼 并了滁州电视机厂,该厂有相当好的生产条件,曾生 产过“飞跃”“熊猫”等品牌,也曾被列为电子百强 企业。华东地区经济发达,除州地处华东中部,在津 浦铁路线上,交通十分便利;安徽又是农业大省,劳 动力富裕,工资很低;更重要的是,1996年上海彩电 萎缩,失去了大片市场,而上海的索尼和苏州飞利浦 尚未形成规模,康佳趁虚而入,建立了深圳以外的第 四个生产基地。