塑料绝缘电线电缆
塑料电绝缘等级
塑料电绝缘等级塑料电绝缘是一种常见的绝缘材料,广泛应用于电器、电子产品、通信设备和家用电器等领域。
它具有良好的绝缘性能、机械强度、耐化学性和耐热性等特点,已成为现代电子工业中必不可少的材料。
下面将介绍塑料电绝缘的常见等级及其特点。
1. PVC电绝缘PVC(聚氯乙烯)电绝缘是最常见的一种塑料电绝缘材料,它具有良好的机械强度、绝缘性能和耐化学性。
它的最高使用温度为70℃,广泛应用于电线、电缆、插头、开关等电器产品的绝缘材料。
2. PE电绝缘PE(聚乙烯)电绝缘是一种具有较高强度和较好绝缘性能的塑料材料,它主要用于高频电缆、通信电缆和防水线路等领域。
PE电绝缘的最高使用温度为80℃,且具有优良的耐水性和耐湿性。
3. PP电绝缘PP(聚丙烯)电绝缘具有优良的耐热性、化学稳定性和电绝缘性能,最高使用温度可达90℃以上,特别适用于高温环境下的电器设备。
PP电绝缘主要应用于电器元件、电容器和塑料管道等领域。
4. PU电绝缘PU(聚氨酯)电绝缘是一种高性能的塑料材料,具有优异的耐热性、机械强度和绝缘性能,最高使用温度可达125℃。
PU电绝缘广泛用于高端电子器件、控制器、变压器等高性能电器设备的绝缘材料。
5. PA电绝缘PA(尼龙)电绝缘是一种高性能的塑料材料,具有优良的耐磨性、机械强度和绝缘性能,最高使用温度可达120℃。
此外,PA电绝缘还有较好的耐油性和耐化学性能,广泛用于电器组件和汽车电器领域。
总之,塑料电绝缘具有良好的绝缘性、机械性能和耐化学性能等特点,广泛应用于电子工业中各个领域。
在选择塑料电绝缘时,需要根据具体的工艺和使用条件,选择适合的电绝缘等级,以确保电器设备的安全和可靠性。
常用绝缘导线种类
常用绝缘导线的种类及选用一般常用绝缘导线有以下几种:1.橡皮绝缘导线型号:BLX—铝芯橡皮绝缘线、BX—铜芯橡皮绝缘线。
2.聚氯乙烯绝缘导线(塑料线)型号:BLV—铝芯塑料线、BV—铜芯塑料线。
3.橡皮电缆型号:YHC—重型橡套电缆、NYHF—农用氯丁橡套拖拽电缆。
橡皮绝缘导线有铜芯、铝芯,有单芯、双芯及多芯。
用于屋内布线,工作电压一般不超过5OO伏,其常用型号和主要用途见表。
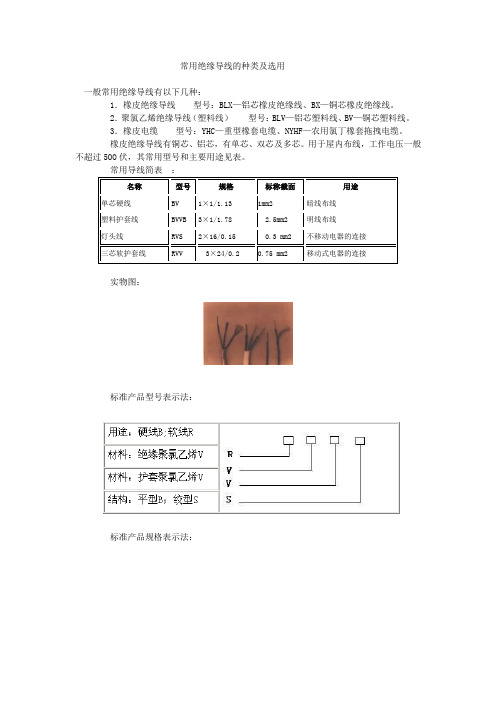
常用导线简表:名称型号规格标称截面用途单芯硬线BV 1×1/1.13 1mm2 暗线布线塑料护套线BVVB 3×1/1.78 2.5mm2 明线布线灯头线RVS 2×16/0.15 0.3 mm2 不移动电器的连接三芯软护套线RVV 3×24/0.2 0.75 mm2 移动式电器的连接实物图:标准产品型号表示法:标准产品规格表示法:导线粗细选择的原则:⑴标称截面积相同,布线形式不同,安全载流量不同;⑵工作电流相同,布线形式不同,应选择不同粗细的芯线;⑶安全载流量与导线的标称截面积不成正比。
实际应用中,第二种情况占多数。
说明:(1)电功率近似计算:空调1K-3KW,电冰箱150W左右,洗衣机350W左右,日光灯功率因数作0.5。
(2)护套线直接“入墙”敷设严重违章的理由:1.安全载运量减少;2.“低规”不允许,3.容易发生触电事故。
(3)明线改为暗线,必须“穿管”敷设;一般家用电器电源线宜采用三芯软护套线;增粗进户线。
原1 mm2 导线改为2.5mm2 。
进户后,因导线太粗不利施工时,也可将总电路分成2~3个支路,允许每支路使用1 mm2 的导线,以利于施工和分路控制,但不允许集中单路传送大电流。
(4)注意接地线地的粗细与绝缘颜色之规定。
线路敷设方式的标注用瓷瓶或瓷柱敷设K用塑料线槽敷设PR用钢线槽敷设SR穿水煤气管敷设RC穿焊接钢管敷设SC穿电线管敷设MT穿聚氯乙烯硬质管敷设PC穿聚氯乙烯半硬质管敷设FPC穿聚氯乙烯塑料波纹电线管敷设KPC用电缆桥架敷设CT金属线槽敷设MR塑料线槽敷设PR用瓷夹敷设PL用塑料夹敷设PCL用金属软管敷设CP沿钢索敷设M直接埋设DB电缆沟敷设TC混凝土排管敷设CE导线敷设部位的标注沿或跨梁(屋架)敷设AB沿或跨柱敷设AC沿墙面敷设WS沿天棚面或顶板面敷设CE在能进人的吊顶内敷设ACE暗敷设在梁内BC暗敷设在柱内CLC暗敷设在墙内WC暗敷设在地面内FC暗敷设在屋面或顶板内CC暗敷设在不能进人的吊顶内ACC 吊顶内敷设SCE地板或地面下敷设F灯具安装方式的标注线吊式,自在器线吊式SW固定线吊式CP1防水线吊式CP2吊线器式CP3链吊式CS管吊式DS壁装式W吸顶式C嵌入式R顶棚内安装CR墙壁内安装WR台上装T支架上安装S柱上安装CL座装HM。
常用塑料绝缘低压电线电缆基础知识
常用塑料绝缘低压电线电缆基础知识一、电线电缆产品名称、结构组成、特性参数、制造工艺、试验及附件和敷设常用名词术语简介。
1.电线电缆:用以传输电能信息和实现电磁转换的线材产品;2.软电缆:使用时要求柔软,并在结构和材料上能满足这一柔软性要求的电缆;3.单线:单根的导线;4.绞线(绞合导体):由多根圆线或型线呈螺旋形绞合成的导体(线);5.电力电缆:输配电所用的电缆;6.控制和信号电缆:用于测量电气参数和物理参数、传输信号和控制线路的电缆;7.(电缆)导体,(电缆)导线:电缆中具有传导电流特定功能的元件;8.实心导体,实心导线:由一根圆线或型线制成的导体;9.扇形导体:截面形状近似扇形的型导体;10.紧压导体:通过机械紧压或拉伸,或适应选择单线的形状和位置,以减小经过绞合间隙的绞合导体;11.导体绝缘:导体或导体屏蔽层上的绝缘;12.屏蔽层:将电场、磁场限制在电缆内或电缆元件内,并保护电缆免受外电场、磁场影响,包覆在电缆外的屏蔽层通常是接地的;13.绝缘线芯,绝缘导体:导体(线)及其绝缘层和屏蔽层(如具有时)的组合体。
14.主线芯,电线电缆中承担主要功能的绝缘线芯;15.地线芯:电线电缆中承担辅助功能的绝缘线芯;16.填充物:在多芯电缆中用于填充各个绝缘线芯之间间隙的材料;17.内衬层:包在多芯电缆电缆芯(可包括填充物)外面放在保护层下面的非金属层;18.护套:金属或非金属材料均匀连续的管状套,通常是挤制成的;19.金属护套:由金属制成的护套。
金属套包括有:铅套、铝套、钢套、铜套;20.非金属套:由高分子材料制成的护套。
非金属套包括:橡套、塑套;21.铠装层:通常用以防止对外界机械影响由金属带、线、丝制成的电缆覆盖层;22.导体截面:组成导体的各个单线的垂直于单线轴线的横截面之和;23.标称截面:用以表示系列规格的一种近似截面。
24.绞合节距:电缆某元件以螺旋形旋转一周时沿轴向的长度;25.节距比:绞合元件的绞合节距与其螺旋直径之比;26.绞合方向:电缆的绞合元件相对于电缆轴向的旋转方向。
交联聚乙烯绝缘电缆 常规的电线电缆标准
常规电线电缆标准: 一.交联聚乙烯绝缘电缆一、生产标准:本产品按GB1206、3-91、IEC60502-1997标准制造。
二、使用范围:本产品使用于固定敷设在额定电压35kV及以下的电力传输和电力分配线路上。
三、使用特性:1、工作温度:电缆导体最高额定工作温度为90℃。
2、过载温度:电缆短时过载最高温度不得超过130℃。
3、短路温度:电缆短路时,最高温度不得超过250℃。
(最长持续时间不超过5秒)。
4、敷设温度:电缆敷设温度不低于0℃。
低于0℃敷设时须预先加热。
5、弯曲半径:单芯电缆允许弯曲半径:20(电缆的实际外径+电缆导体的实际外径)±5%。
多芯电缆允许弯曲半径:15(电缆的实际外径+电缆导体的实际外径)±5%。
二.铜铝杆、铝绞线、钢芯铝绞线(稀土)一、生产标准:本产品按GB3952.2-89、GB3954-83、GB1179-83标准进行生产二、使用范围:本产品适用于架空电力输配电线路。
三、使用特性:1.架空导线长期允许工作温度为+70℃。
2.在大跨越的稀有气象条件下和重冰区较少出现覆冰的情况下,导线在弧垂最低点的最大应力,均不超过瞬时的破坏应力的60%。
3.放线滑车的槽底直径应大于导线外径的10倍,滑轮的材料应与导线材料相适应,以免损伤导线。
4.连接导线时,连接管附近的股线不应鼓包,否则,运行中导线的股线受力不均,接头压好后,连接管口应涂防潮油漆,预防腐蚀。
5.在安装时,同一档距内所有导线的弧垂应力应相同,在对地及跨越建筑物保护的限距允许范围内,可使导线应力高于正常张力的10-15%。
三.架空绝缘电缆一、生产标准:本产品按GB12527-90,GB14049-93标准进行生产二、使用范围:本产品适用于高层建筑群,旅游开发区及树木丛多地区的1kV,10kV,35kV架空输配电线及城市内的输配电路。
三、使用特性:1.电缆额定电压分为三种:A、0.6/1kV;B、10(12)kV;C、35(42)kV;2.电缆的长期允许工作温度:聚氯乙烯绝缘为70℃,聚乙烯绝缘为70℃。
电线电缆常用塑料

电线电缆常用塑料电线电缆是现代化社会中必不可少的设施,而在其生产制造过程中,不同的材料起着非常重要的作用。
其中,塑料作为电线电缆的主体材料之一,广泛应用于电力、通讯等领域。
本文将对电线电缆常用塑料进行介绍,以及其在电线电缆中的应用和特点。
一、聚氯乙烯(PVC)PVC是电线电缆中应用最广泛的塑料材料之一,其具有耐电性、耐腐蚀和耐磨损等特点,同时价格较为便宜。
因此,PVC在电线电缆中通常用作绝缘层、保护套和鞘层的材料。
PVC绝缘层具有优异的绝缘性能,使电线电缆能够传输稳定的电流信号。
同时,PVC保护套能够保护电线电缆不受外力影响和水分腐蚀。
另外,使用PVC鞘层的电线电缆也具有耐火、耐化学腐蚀和耐紫外线等特点,能够满足各种使用场景的需求。
二、交联聚乙烯(XLPE)与PVC相比,XLPE是一种更加高端的电线电缆塑料,其具有更强的耐压性、耐热性和耐老化性能。
同时,XLPE还具有良好的机械强度和耐化学腐蚀能力。
在电线电缆中,XLPE广泛应用于高压输电线路、发电机内部连接线和汽车电线等领域。
以高压输电线路为例,XLPE能够承受高达230KV以上的电压,其导线绝缘层能够在高温、高压和高频率的环境下保持稳定性能。
因此,XLPE是电力系统中不可或缺的材料。
三、交联聚氯乙烯(XLPVC)XLPVC是一种介于PVC和XLPE之间的电线电缆塑料,其具有XLPE的一些特点,如较高的耐压性和耐热性,同时价格相对较低。
因此,在某些特定场合,XLPVC可以作为XLPE的替代材料。
四、聚乙烯(PE)PE在电线电缆中主要作为绝缘材料和保护材料使用。
PE具有较好的柔韧性和耐寒性,常被用于户外电线电缆的制造中,如架空线、电力电缆等。
PE还具有比较好的绝缘性能和化学稳定性,可以保障电缆线路的可靠性和长期稳定性。
综上所述,电线电缆常用的塑料材料包括PVC、XLPE、XLPVC和PE。
各种材料具有不同的特点和优缺点,在实际应用中需要根据不同的需求选择合适的材料。
常用塑料电线电缆规格型号

电线电缆规格型号扬州市中能电缆有限公司电线电缆型号规格目录塑料绝缘电力电缆 (3)控制屏蔽电缆 (7)电子计算机用控制屏蔽电缆 (12)本质安全电路用控制电缆 (16)矿用通信电缆 (18)矿用信号电缆 (19)信号电缆 (20)射频电缆 (21)补偿导线、电缆 (21)塑料绝缘安装屏蔽电线、电缆 (22)航空用氟塑料-46绝缘电线 (22)聚氯乙烯绝缘尼龙护套电线、电缆 (23)交联聚乙烯绝缘电缆 (24)塑料绝缘电力电缆本产品用于额定电压0.6/1KV的线路中,供输配电能之用(阻燃电缆适用于高层建筑、地铁、发电站、大型工矿企业等电缆敷设密度大,防火要求严格的地方)。
交联聚乙烯绝缘电力电缆执行标准:交联聚乙烯绝缘电力电缆性能符合GB12706.3-1991等效采用IEC60502-1997,阻燃性能符合GB12666.5-1990等效采用IEC332-1992。
(阻燃性能要求不适用于非阻燃型电缆)使用特性:电缆的额定工作电压U0/U 0.6/1KV;试验电压(持续时间≤5min)3.5KV;电缆导体长期工作温度≤90℃;短路时(持续时间≤5s)电缆导体温度≤250℃;敷设电缆时最小弯曲半径单芯电缆应≥电缆外径的20倍,多芯电缆应≥电缆外径的15倍;电缆敷设时环境温度≥0℃,低于0℃时,预先加温,敷设时不受落差限制。
型号及名称注:阻燃型电缆型号前加“ZR”;耐火型电缆型号前加“NH”;无卤低烟型电缆型号前加“WD”。
性能参数:不同土壤热阻系数下的载流量修正系数(土壤热阻系数:PT=1.0k.m/w)不同环境温度下的载流量修正系数(空气为40℃,土壤为25℃)电缆导体电阻、绝缘电阻、参考载流量交联聚乙烯绝缘聚氯乙烯护套电力电缆外径聚氯乙烯绝缘护套电力电缆执行标准:交联聚乙烯绝缘电力电缆性能符合GB12706.2-1991等效采用IEC60502-1997,阻燃性能符合GB12666.5-1990等效采用IEC332-1992。
电线电缆主要塑料原料

电线电缆主要塑料原料电线电缆用材料按其使用部位与功能、可分为导电材料、绝缘材料、护层材料、屏蔽材料、填充材料等。
按材料属性来分可分为金属(铜、铝、铝合金、钢),塑料(PVC、PE、PP、XLPE/XL-PVC、PU、TPE/PO)、橡胶等。
但其中有些材料是几个结构件通用的。
尤其是热塑性材料,如聚氯乙稀、聚乙烯等只要改变部分配方成份就可用在绝缘或护套上。
接下来介绍下我们常用的非金属电线电缆原材料一、聚氯乙烯(PVC)PVC一般用做绝缘和护层材料。
PVC作为电线电缆绝缘用之性能:不易燃烧、耐老化、耐油、耐化学药品、耐冲击、易着色;但由于介电常数大,一般只作为低压电缆的绝缘材料和控制电缆的绝缘材料。
PVC作为电线电缆护套用之性能:具有良的耐磨性、能抵抗油、酸、碱、菌、潮气及日光照射等,并且对火焰的作用有自灭作性能;聚氯乙烯护套的最低工作温度的-40度,耐高温可达105度。
二、聚乙烯(PE)PE的一般物理性能:呈白色蜡状,半透明,柔而韧,稍能伸长,比水轻,无毒;燃烧特征:易燃,离火后继续燃烧,火焰上端呈黄色而下端呈蓝色,燃烧时熔融滴落,发出石蜡燃烧时的气味;聚乙烯加工熔点范围是132~1350C,着火温度为:3400C,自燃温度为:3900C。
聚乙烯 (PE)一般分为LDPE、MDPE、HDPE、FMPE几大类。
1、LDPE:低密度聚乙烯是聚乙烯系列中最轻的一种,又称低压聚乙烯,结构特点是非线性的,分它具有较低的结晶度和软化点,有较好的柔软性、伸长率、电绝缘性、透明性,,以及较高的耐冲击强度。
低密度聚乙烯机械强度较差,耐热性低,此外,一个明显弱点是耐环境应力开裂性差。
2、MDPE:中密度聚乙烯又称中压聚乙烯和菲利浦聚乙烯,其性能和高密度聚乙烯相傩,本厂已不再使用,此处不详述。
3、HDPE:高密度聚乙烯较之低密度聚乙烯,又称高压聚乙烯,它具有优异的综合性能,如提高了耐热性和机械强度(如拉伸长度、弯曲强度、压缩强度、剪切强度),并且提高了对水蒸汽和气体的阻隔性能,耐环境应力龟裂性能优越。
塑料绝缘电线电缆

塑料绝缘电线电缆塑料绝缘电线电缆是一种广泛应用于电力、通讯、建筑等领域的电气产品,以其绝缘性能好、防火性能高等优点,深受用户的欢迎。
本文将从塑料绝缘电线电缆的结构、特性、应用和未来发展等几个方面进行分析和探讨。
一、塑料绝缘电线电缆的结构塑料绝缘电线电缆主要由导体、绝缘层、绝缘保护层、屏蔽层、护套层等组成。
1.导体:导体具有良好的导电性能和延展性,是电信号和能量传输的基础。
常见的导体材料包括铜和铝等金属。
2.绝缘层:绝缘层是用于隔离导体与外界介质的一层材料,能够有效防止电信号和能量的泄露。
绝缘层的材料主要包括聚乙烯、聚氯乙烯、聚丙烯等塑料材料。
3.绝缘保护层:绝缘保护层是一层较薄的材料,用于保护绝缘层免于损坏、磨损和裂纹。
常用的绝缘保护层材料包括聚乙烯、聚氯乙烯等热塑性塑料材料。
4.屏蔽层:屏蔽层是一层金属箔或编织金属网,通过对信号和能量进行屏蔽,能够有效消除干扰信号和噪声的影响。
5.护套层:护套层主要用于保护电线电缆免于机械损伤,以及防水、防潮、防火等作用。
常见的护套层材料有聚氯乙烯、聚乙烯等材料。
二、塑料绝缘电线电缆的特性1.良好的绝缘性能:塑料绝缘电线电缆由于采用了优质的绝缘层材料,能够有效隔离电气信号和能量,具有良好的绝缘性能。
2.优异的防火性能:塑料绝缘电线电缆采用阻燃和难燃材料制造,能够有效提高产品的防火性能,延缓火势的蔓延速度。
3.高效的屏蔽性能:塑料绝缘电线电缆采用金属箔或编织金属网的屏蔽结构,能够有效消除干扰信号和噪声的影响,提升产品的稳定性和可靠性。
4.良好的耐热性能:塑料绝缘电线电缆采用高温塑料材料制造,能够在高温环境下保持良好的运行性能和稳定性。
5.优异的机械性能:塑料绝缘电线电缆护套层采用耐磨损和耐腐蚀的材料,能够有效保护电线电缆免于机械损伤。
三、塑料绝缘电线电缆的应用塑料绝缘电线电缆广泛应用于电力、通讯、建筑、交通、石油和化工等领域,其主要应用有以下几个方面:1.电力领域:塑料绝缘电线电缆用于输配电网、变电站、发电厂、电气设备和电动机等。
塑料绝缘电线电缆

塑料绝缘电线电缆塑料绝缘电线电缆(以下简称塑料电缆)是一种广泛应用于电力、通信、交通、石油、化工、建筑等领域的电器线材。
它优异的绝缘特性、机械强度和耐腐蚀性,使得它的使用范围不断拓展,成为了现代工业领域不可缺少的重要电器线材之一。
一、塑料绝缘电线电缆的种类及特点塑料绝缘电线电缆种类繁多,常用的有PVC、PE、XLPE、PP、PA等材料制成的电缆。
不同材料的电缆在绝缘性、机械强度、耐腐蚀性等方面有所差异,但大体具有如下特点:1、优异绝缘性能:塑料绝缘电线电缆的绝缘特性十分优秀,可以有效地隔离电线和外界环境,防止电线发生漏电、电弧等安全事故。
2、良好的机械强度:塑料电缆的机械强度相对较高,可以在一定程度上抵抗外力,避免电线外皮的被损坏,保护电线结构完整性。
3、耐腐蚀:塑料电缆中常用的PVC、与PE等材料良好的耐腐蚀性,可以在一定程度上抵御酸碱、油脂和化学品等腐蚀物的侵蚀,促进电器线材的长期使用。
二、塑料绝缘电线电缆在不同行业中的应用塑料电缆在电力、通信、交通、建筑等领域中都有广泛应用。
1、电力行业:常见市用的架空电缆、低压电缆、控制电缆等等,都是采用塑料绝缘电线电缆制作。
2、通信行业:通信电缆、数字电缆、光缆等都是采用塑料制品作为最外层的保护材料,保证信息传输的正常进行。
3、交通行业:在铁路、公路等建设中,常用于信号电缆、控制电缆和供电电缆等。
4、建筑行业:建筑设施中用到的线缆和电线都必须符合一定的安全标准,并提供一定的防火防爆保护。
塑料绝缘电线电缆就是满足这些需求的重要材料之一。
例如,室内布线、电气装置、开关、插头等等。
三、塑料绝缘电线电缆的生产工艺塑料绝缘电线电缆的生产工艺比较复杂,通常可分为以下几个工序:1、电线材生产:先生产电线材,充分铜或者铝作为导体,保证电缆的传输能力。
2、绝缘材料制备:根据生产规格和性能需求,选用不同的塑料材料制备好相应的绝缘酸处理成为化合物。
3、绝缘:将制备好的绝缘材料覆盖在金属导体表面,采用机器或手工将绝缘材料覆盖在导体表面,形成电线绝缘层。
塑料绝缘电线

塑料绝缘电线>> 额定电压450/750及以下聚氯乙烯绝缘阻燃电线额定电压450/750V及以下聚氯乙烯绝缘阻燃电线(电缆)Q/NPDL 013-2008一、用途:本产品适用于交流额定电压450/750V及以下电器、仪表、电子设备及自动化装置用。
二、使用特性:1、电线(电缆)的额定电压U0/U 为450/750V、300/300V 和300/500V。
2、在正常使用时,电缆的长期允许工作温度应不超过70'C; ZR-BV-90、ZR-RV-90最高工作温度为90'C。
3、电缆的敷设温度应不低于0C;外径(D)小于25mm电缆的允许弯曲半径应不小于4D,外径(D)为25mm 及以上电缆的允许弯曲半径应不小于6D。
三、电线(电缆)的型号、规格见表1、表2。
表2 电缆电线的规格额定电压450/750V及以下铜芯聚氯乙烯绝缘耐火电线(电缆)Q/NPDL 014-20071、适用范围交流额定电压450/750V及以下铜芯聚氯乙烯绝缘耐火电线(电缆)。
2、使用特性电线(电缆)的额定电压U0/U为450/750V、300/300V和300/500V。
在正常使用时,N-BV-90 和N-RV-90导体最高工作温度为90C ;其它导体最高温度为70C。
电缆的敷设温度应不低于0'C;外径(D)小于25mm电缆的允许弯曲半径应不小于4D,外径(D)为25mm及以上电缆的允许弯曲半径应不小于603、型号及规格表1 电线(电缆的型号名称表2 电线电缆)的规格额定电压450/750V交联聚烯烃绝缘阻燃电线Q/NPDL 031-20051、适用范围适用于额定电压450/750V交联聚烯烃绝缘阻燃电线。
2、使用特性电线的长期允许工作温度应不超过90C。
电线敷设时的环境温度应不低于0C。
电线敷设的最小弯曲半径:电线外径D< 15mn为6D, 15mmCD<25mm 为8D, D> 25mn为10D(D为电线外径)。
常用的几种电线电缆绝缘材料
常用的几种电线电缆绝缘材料电线电缆绝缘材料是指用于包覆电线电缆导体以阻止电流泄漏和短路的材料。
常见的电线电缆绝缘材料有PVC、PE、XLPE、橡胶、矿物绝缘材料等。
下面将详细介绍这几种常用的电线电缆绝缘材料。
1.PVC(聚氯乙烯):PVC是一种常用的绝缘材料,具有较好的绝缘性、耐热性和耐化学性。
它具有低成本、易加工和可塑性好的特点,广泛应用于家庭电器、建筑电气和工业电气的绝缘材料上。
2.PE(聚乙烯):PE是一种具有良好机械强度和抗冲击性的绝缘材料,具有较好的耐老化性和耐低温性。
它价格低廉,化学稳定性好,适用于埋地电缆、低压电缆、通讯电缆等领域。
3.XLPE(交联聚乙烯):XLPE是一种高性能绝缘材料,具有低介质损失、低介电常数和优异的耐电击穿性能。
它还具有良好的耐热性、耐寒性和化学稳定性,适用于高压电缆、电动机和变压器等高要求的电气设备。
4.橡胶:橡胶是一种具有良好弹性和耐磨性的绝缘材料,具有良好的耐热性、耐寒性和耐油性。
它适用于需要柔性绝缘的电线电缆,如可移动设备、电力工具和电动车辆等。
5.矿物绝缘材料:矿物绝缘材料是一种非金属绝缘材料,通常由石墨、滑石、氧化镁、氧化铝等矿物经过特殊处理制成。
它具有良好的耐火性、耐热性和耐化学性,适用于高温电缆、火灾应急系统和高要求的电气设备。
除了上述常用的绝缘材料外,还有一些特殊用途的绝缘材料,如氟塑料、云母绝缘材料、纸质绝缘材料等。
这些绝缘材料在特定的应用领域中具有独特的优势和技术要求。
总而言之,电线电缆绝缘材料的选择应根据具体的应用要求来确定。
不同的绝缘材料具有各自的特性和适用范围,选择合适的绝缘材料是确保电线电缆安全可靠运行的重要因素之一。
聚氯乙烯绝缘电线电缆
聚氯乙烯绝缘电线电缆概述聚氯乙烯(Polyvinyl Chloride,简称PVC)绝缘电线电缆是一种常见的电力传输和分配装置。
它采用聚氯乙烯作为绝缘材料,具有良好的电气性能和耐候性,被广泛应用于建筑、工业和家庭电气系统中。
本文将介绍聚氯乙烯绝缘电线电缆的特点、应用领域以及相关标准。
特点1. 优异的电气性能聚氯乙烯绝缘电线电缆具有良好的绝缘性能,能够有效地隔离电线电缆内部的导体和外部环境。
它的绝缘电阻稳定,能在不同温度和湿度条件下保持良好的绝缘性能。
2. 耐候性强PVC材料具有良好的耐候性,能够承受极端温度和湿度的影响。
聚氯乙烯绝缘电线电缆适用于室内和室外安装,能够在各种环境下长期稳定工作。
3. 耐腐蚀性能优异PVC材料对酸、碱和盐溶液等腐蚀性物质具有优异的耐腐蚀性能。
这使得聚氯乙烯绝缘电线电缆在酸雨地区或化学工厂等环境中得到广泛应用。
4. 施工方便聚氯乙烯绝缘电线电缆柔软易弯曲,便于布线和安装。
它的外观平滑,易于开槽和接头,可节省施工时间和成本。
应用领域1. 建筑领域聚氯乙烯绝缘电线电缆广泛应用于建筑领域,用于供电和照明系统。
它可以用于住宅、商业和工业建筑中的电气设备、照明灯具和电力传输线路。
2. 工业领域在工业领域,聚氯乙烯绝缘电线电缆被用于供电和控制系统。
它可以承载高电压和大电流,适用于工厂、矿山和化工厂等场所的电气设备。
3. 家庭领域在家庭领域,聚氯乙烯绝缘电线电缆常用于家庭电气设备的供电和连接。
它被广泛应用于家庭照明、插座和电视等电器设备。
4. 交通运输领域聚氯乙烯绝缘电线电缆也在交通运输领域得到广泛应用。
它可以用于地铁、铁路和公路等交通设施的电力传输和信号控制。
相关标准1. 国家标准聚氯乙烯绝缘电线电缆的生产和使用需要遵守一系列国家标准。
例如,国家标准GB/T 5023-2008《实施IEC 60227 1983 整体编织屏蔽塑料绝缘电缆》规定了聚氯乙烯绝缘电线电缆的规格、材料要求和试验方法。
电线电缆行业行业分类→我国塑料绝缘低压电力电缆的品种与发展现状

我国塑料绝缘低压电力电缆的品种与发展现状XX集团有限公司XXXX电力电缆是在电力系统中传输或分配大功率电能用的电缆,按电压等级常分为低压、中压、高压、超高压等电力电缆。
本文所介绍的电力电缆其电压等级为1kV,我国早期大量使用的低压电力电缆有油浸纸绝缘电力电缆和橡皮绝缘电力电缆,随着世界范围内的石油化学工业大发展,塑料绝缘电力电缆由于制造工艺简单,没有敷设落差的限制,工作温度可以提高,电缆的敷设、维护、接续比较简便,又有较好的抗化学药品的性能等优点,已成为电力电缆中正在迅速发展的一类重要品种,由于我国近二十年来的对外开放,再加之电力工业的大力发展,我国塑料绝缘低压电力电缆的发展是迅速的,和世界上发达国家相比,其技术水平基本是同步的,能够满足我国国民经济发展的需要。
一、塑料绝缘低压电力电缆品种及分类目前我国塑料绝缘低压电力电缆的不但品种较多,而且结构复杂,如按绝缘材料、耐热等级、电缆特性和使用条件(或场合)等要求进行分类,具体分类情况见下图1。
图1 塑料绝缘低压电力电缆按不同特性和使用条件分类图二、塑料绝缘低压电力电缆产品特点1、按常规绝缘材料分类的产品(1)PVC绝缘电力电缆由于PVC绝缘存在着良好的机械和化学性能,70年代在世界范围内PVC绝缘电力电缆得到大量的采用。
后因火灾时,PVC绝缘释放出有毒气体HCl,且大量的PVC废料造成了环境污染,目前在工业发达国家,1kV塑料绝缘电力电缆已有一半采用XLPE绝缘电缆,例如,法国标准NFC33-209已正式将把PVC 电缆删去;欧洲联盟已禁止把PVC电线电缆用于公共建筑物上;泰国已正式立法禁止使用PVC电线电缆,而大量向英国购买交联电缆和无卤低烟电缆;马来西亚和印度尼西亚也正在立法。
我国北京市供电局1998年间下文明确规定从98年3月份起严禁使用PVC绝缘电力电缆,但1kV塑料绝缘电力电缆,我国约有四分之三仍采用PVC绝缘。
(2)XLPE绝缘电力电缆交联电缆发现至今已有40多年历史了,由于交联电力电缆的介电性能优于油浸纸绝缘电力电缆,交联电缆的物理、机械性能和耐热性能也大大地提高,如绝缘的长期工作温度可达90℃,同样规格的XLPE绝缘电力电缆和PVC 绝缘电力电缆,前者的载流量高20~25%,而绝缘厚度减薄25%左右。
常用塑料电线电缆规格型号

常用塑料电线电缆规格型号塑料电线电缆在现代电气工程中具有广泛的应用,因为它们具有价格低廉、绝缘性好、柔韧性强、耐磨损等优点。
但是,由于不同的电气设备和用途需要不同规格型号的电线电缆,所以了解常用塑料电线电缆规格型号是非常必要的。
本文将会介绍塑料电线电缆常见的规格型号,以及用途与特点。
1. BV电线:全名是铜芯PVC绝缘线,适用于室内照明、空调等小功率设备的导线。
BV电线的额定电压是300/500V,它的截面积常见的有1.5mm²、2.5mm²、4mm²、6mm²、10mm²、16mm²和25mm²等。
2. BLV电线:全名是铝芯PVC绝缘线,适用于与BV电线相同的室内小功率设备的导线。
BLV电线的额定电压和BV电线相同,其截面积常见的有1.5mm²、2.5mm²、4mm²、6mm²、10mm²、16mm²和25mm²等。
3. BVR电线:全名是铜芯PVC装饰线,适用于室内固定装饰用导线。
BVR电线的额定电压是300/500V,截面积常见的有1.5mm²、2.5mm²、4mm²、6mm²、10mm²、16mm²和25mm²等。
4. BVV电缆:全名是铜芯PVC绝缘电缆,适用于家庭电路、室内照明以及一些低压设备的电缆。
BVV电缆的额定电压是300/500V,截面积常见的有1.5mm²、2.5mm²、4mm²、6mm²、10mm²、16mm²和25mm²等。
5. BVRV电缆:全名是铜芯PVC装饰电缆,适用于室内固定装饰用电缆。
BVRV电缆的额定电压是300/500V,截面积常见的有1.5mm²、2.5mm²、4mm²、6mm²、10mm²、16mm²和25mm²等。
聚氯乙烯绝缘护套电力电缆

聚氯乙烯绝缘护套电力电缆1. 简介聚氯乙烯(Polyvinyl Chloride,简称PVC)是一种常见的塑料材料,具有优异的绝缘性能和耐化学腐蚀性能,因此被广泛应用于电力电缆的绝缘护套中。
本文将介绍聚氯乙烯绝缘护套电力电缆的特点、应用领域以及相关标准。
2. 特点聚氯乙烯绝缘护套电力电缆具有以下特点:•优异的绝缘性能:聚氯乙烯具有良好的电绝缘性能,能够有效隔离电缆中的导体,保证电力传输的稳定性和安全性。
•耐化学腐蚀性能强:聚氯乙烯具有良好的耐酸碱、耐油、耐盐水等化学腐蚀性能,能够在恶劣环境中长期使用。
•机械强度高:聚氯乙烯具有较高的抗拉强度和抗压强度,能够承受一定的机械应力和外力冲击。
•火焰阻燃性能好:聚氯乙烯绝缘护套电力电缆具有良好的阻燃性能,能够有效阻止火灾蔓延并减少火灾的危害。
3. 应用领域聚氯乙烯绝缘护套电力电缆被广泛应用于以下领域:•建筑电力系统:用于住宅、商业建筑等供电系统的布线,保证电力供应的稳定性和安全性。
•工业电力系统:适用于工厂、矿山等大型电力系统的电力传输和配电,能够承受较大的负荷和机械应力。
•基础设施建设:用于地铁、桥梁、隧道等基础设施建设中的电力供应和传输。
•风电和太阳能电站:聚氯乙烯绝缘护套电力电缆适用于风电和太阳能电站的电力传输和连接。
4. 相关标准在中国,聚氯乙烯绝缘护套电力电缆的生产和应用通常按照以下标准进行:•GB/T 12706-2008《额定电压35kV及以下 XLPE 绝缘电缆及其附件》:该标准规定了额定电压35kV及以下的聚乙烯(交联聚乙烯)绝缘电缆和附件的要求和试验方法。
•GB/T 19666-2005《电缆绝缘和护套材料热老化试验方法》:该标准规定了电缆绝缘和护套材料的热老化试验方法,用于评估材料的老化性能和耐久性。
•GB 9330-2008《聚氯乙烯绝缘电缆用聚氯乙烯护套材料》:该标准规定了聚氯乙烯绝缘电缆用聚氯乙烯护套材料的要求和试验方法。
•DL/T 607-1996《电力电缆用塑料复合材料综合试验方法》:该标准规定了电力电缆用塑料复合材料的综合试验方法,用于评估材料的物理、电气、机械性能等。
聚氯乙烯塑料电线电缆分类大全

聚氯乙烯塑料电线电缆分类大全聚氯乙烯塑料是多组份塑料,根据不同的使用条,改变配合剂的品种和用量,能够制得不同品种的电线电缆用聚氯乙烯塑料。
聚氯乙烯电缆塑料按其在电线电缆上用途不同,可分为绝缘级料和护层级电缆料。
1绝缘用聚氯乙烯塑料根据电线电缆的使用要求和特性,绝缘用聚氯乙烯塑料的类型、性能、要求及主要用途如下表所示。
绝缘用PVC塑料分类及性能各类聚氯乙烯绝缘料的技术要求见下表。
绝缘用PVC塑料的技术要求2护套用聚氯乙烯塑料聚氯乙烯塑料护层具有较好的耐腐蚀性,足够的机械性能,一定的使用条件,研究制成了不同类型聚氯乙烯护套料,其性能要求及应用范围见下表。
护套用PVC塑料的分类及性能3半导电聚氯乙烯塑料半导电聚氯乙烯塑料可作为屏蔽材料来使用,例如可作为10kV 聚氯乙烯电缆的屏蔽层。
半导电塑料用作高压电缆的屏蔽料时,由于半导电料直接与绝缘料接触,会发生相互迁移,因而尽量选用与绝缘料相同的增塑剂或电性好、迁移小的增塑剂。
否则在使用过程中会影响绝缘料的电绝缘性能。
4白蚁和老鼠对电缆造成破坏,轻则中断供电,重则酿成重大事故,使电力和通信部门受到损害。
以往采用在电缆护套料内加入有毒添加剂(如氯丹、七氯、狄氏剂、艾氏剂等)的办法,杀灭白蚁、老鼠,以保护电缆安全运行。
但这些有毒添加剂对环境和人身会造成污染和危害。
目前,多使用在护套料中加入环烷酸铅或环烷酸酮做添加剂,制成改型的防白蚁护套料。
5低烟低卤型阻燃护套料用普通(阻燃)PVC 电缆料制造的电缆燃烧时会产生大量黑烟,同时释放出大量腐蚀性气体HCl ,对人体和仪器装置会造成巨大损害。
低烟低卤阻燃电缆料是以专用PVC 树脂为基料,添加各种改性剂、助剂和优良阻燃剂,经过均匀混炼充分塑化加工而成的高科技产品。
它不仅具有优良的阻燃性,而且在燃烧是释放的烟量低,HCl释出量很低,可观察到燃烧火焰及附近的物体。
与普通PVC护套料相比,其拉伸强度及断裂伸长率相当;挤出时无需特种螺杆,其工艺性能亦相当。
塑料绝缘电力电缆

263
15.16
380
248
16.87
486
289
10
17.43
586
336
17.06
539
315
19.06
735
418
16
19.67
840
442
19.12
772
411
23.19
1094
591
25
21.65
1226
600
21.08
1131
563
28.85
1763
916
35
23.85
1612
747
塑料绝缘电力电缆
一、使用特性:
聚氯乙烯(PVC)绝缘电力电缆适用于固定敷设在交流50赫兹,额定电压为6千伏及以下输配电线路上。
使用特性:1、电缆导电线芯的长期允许工作温度应不超过70℃。
2、短路时(最长持续时间不超过5秒)电缆导体的最高温度不超过160℃.
3、电缆不受敷设位差的限制,电缆敷设时的环境温度应不低于0℃。
5084
2117
36.58
4601
1952
44.82
6349
2610
150
42.40
6287
2642
39.84
5494
2337
49.60
7846
3290
185
46.84
7854
3276
44.28
6943
2923
54.96
9782
4065
240
52.82
10200
4194
49.78
8974
3723
常用的几种电线电缆绝缘材料
常用的几种电线电缆绝缘材料Modified by JEEP on December 265,2020.常用的几种电线电缆绝缘材料绝缘层与保护层、屏蔽层、护套层、导体线芯一样,是构成电线电缆必须的基本构件。
它确保导体线芯传输的电流或电磁波、光波只沿着导线行进而不流向外面,同时也确保外界物体和人身的安全。
今天的电线电缆绝缘材料中,塑料和橡胶两大类有面高分子材料已占主导材料,衍生出类型繁多的适用于不同用途和环境要求的电线电缆产品。
下面介绍生产生活中最常用的几类电线电缆绝缘材料第一类聚氯乙烯(PVC)料聚氯乙烯塑料价格便宜,特理机械性能较好,挤岀工艺简单,比重轻,耐油和耐腐蚀好。
同时,氯乙烯(PVC)性能参数一般,多用来制造1KV及以下的低压电线电缆。
采用添加了电压稳左剂的聚氯乙烯(PVC)绝缘料,允许生产6KV级电缆。
聚氮乙烯(PYC)有一左阻燃料,但燃烧时会释放一毒烟气,不宜用于着火燃烧时需要满足低烟、低毒要求的场合。
同时聚氯乙烯(PVC)线缆也不适用在含有苯及苯胺类、酮类、毗唳、甲醇、乙醇、乙醛化学剂土质中,不宜用在含有三氯乙烯、三氯甲烷、四氯化碳、二硫化碳、冰醋酸环境中。
第二类:交联聚乙烯(XLPE)交联聚乙烯(XLPE)电绝缘性能优越,经过高分子交联后成为热固性材料,机械性能和耐热性好。
已成为中、高压电力电缆的主导品种。
交联聚乙烯(XLPE)也具有结构简单,制造方便,比重轻,敷设方便、耐腐蚀、做终端和中间接头简单。
交联聚乙烯(XLPE)不含卤素,不阻燃,燃烧时不会产生大量毒气及烟雾,若添加阻燃剂,会使机械性能及电气性能下降。
交联聚乙烯(XLPE)对紫外线照射敏感°第三类氟塑料氛塑料突出特点是电绝缘性能优异,适合高频信号传输,耐髙温,可提高载流量,阻燃性好,氧指数髙,燃烧时火焰扩散范囤小,产生的烟雾量少,还具有优良的耐气候老化性能和机械强度,不受齐种酸、碱和有机溶剂影响。
但其比重大,价格昂贵,氟塑料主要用于耐高温场合。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑料绝缘电线电缆一、电缆的基本结构与生产工艺1、基本结构12、生产工艺电线电缆制造涉及的工艺门类广泛,从有色金属的熔炼和压力加工,到塑料、橡胶、油漆等化工技术;纤维材料的绕包、编织等的纺织技术,到金属材料的绕包及金属带材的纵包、焊接的金属成型加工工艺等。
电线电缆是通过:拉制、绞制、包覆三种工艺来制作完成的,型号规格越复杂,重复性越高。
生产工艺亦按照产品的结构顺序,由内至外,层层包覆。
加工顺序大体按导体加工——绝缘层加工——保护层加工5二、产品品种(主要是低压电力电缆):1、额定电压1~3KV塑料绝缘电力电缆:包括(阻燃、耐火、阻水、无卤低烟等特性)聚氯乙烯绝缘和护套电力电缆(VV);交联聚乙烯绝缘聚氯乙烯护套电力电缆(YJV)等。
执行标准:GB/T12706-2002、GB/T19666-20052、额定电压450/750V塑料绝缘控制电缆——控制监控回路、保护线路等场合应用:开关控制、仪表、保护装置等方面的信号控制线。
主要承担信号传输机构操作、元件控制等作用。
包括(阻燃、耐火、阻水、无卤低烟等特性)聚氯乙烯绝缘和护套控制电缆(KVV);交联聚乙烯绝缘聚氯乙烯护套控制电缆(KYJV)等。
执行标准:GB9330-88、GB/T19666-2005、企标3、1KV、10KV架空绝缘电缆(JKLYJ)。
执行标准:GB12527-90、GB14049-934、1KV及以下预分支电缆(FZ-)系列。
企标——用于楼宇配电系统特点:主干电缆导体无接头,支线电缆导体接头结构合理,接头电阻极小,良好的气密性和防水性。
5、1KV及以下变频电缆(BP-)系列。
企标——变频电源和变频电机之间连接用电缆。
使电缆具有较强的耐电压冲击性,能经受高速频繁变频时的脉冲电压。
应用:造纸、冶金加工、矿山、铁路和食品加工等行业。
变频电缆结构:3+3对称结构。
(3根主线绝缘线+3根零线绝缘线)6、 船用电缆船用⎪⎩⎪⎨⎧CK CH C控制电缆通信电缆电力电缆产品型号:VV VV 22 KVV NHVV KVVR KVVPJKV-0.6/1——额定电压0.6/1 KV 铜芯PVC 绝缘架空电缆JKLYJ ——铝芯交联聚乙烯绝缘架空电缆ZRKVV ——铜芯聚氯乙烯绝缘及护套阻燃控制电缆KDC-(ZR )DJVV ——铜芯聚氯乙烯绝缘及护套计算机用抗电磁脉冲控制电缆KDC-PVV ——铜芯聚氯乙烯绝缘及护套抗电磁脉冲信号电缆FZ-ZRVV ——铜芯聚氯乙烯绝缘及护套阻燃预分支电缆YJY 62 ——铜芯交联聚乙烯绝缘不锈钢带铠装聚乙烯护套电力电缆YJV 72 ——铜芯交联聚乙烯绝缘不锈钢丝铠装聚氯乙烯护套电力电缆CJ85/NC ——交联聚乙烯绝缘铜丝编织总屏蔽交联聚烯烃外护套船用耐火电力电缆(阻燃产品的等级分为A 、B 、C 三类,常用的ZR 为C 类阻燃;B 、C 类阻燃产品采用阻燃护套料。
煤安产品属于A 类阻燃,A 类阻燃产品必须采用无机填充,绕包玻纤,阻燃护套料。
)三、 电线电缆常用塑料1、塑料的分类:塑料⎩⎨⎧热固性塑料热塑性塑料 PE(一般绝缘用、耐侯、泡沫、高压绝缘、半导电、交联)PVC 、PP 、F、尼龙、聚烯烃、聚苯乙烯 ……2、电缆用塑料的组成合成树脂 + 配合剂用途不同,配合剂种类亦有别;绝缘料:① 增塑剂——提高可塑性、柔软性、改进工艺性能。
② 稳定剂——缓解、防止由于光、热、氧的作用而致塑料分解、交联,引起过早老化的配合剂。
③ 润滑剂——降低塑料的熔融粘度,减少摩擦生热。
④填充剂——弥补配方中某些不足,降低成本。
如 PVC中加入陶土,可使热稳定性、电性、耐候性、热变形能力增加。
⑤着色剂护套料:除增塑剂、稳定剂、润滑剂、填充剂、着色剂外 + 紫外线吸收剂、光屏蔽剂四、塑料的挤出(一)塑料挤出过程中的三个阶段1、塑化阶段——混合、熔融、均化——固体→粘流体(机筒内完成)2、成型阶段——挤压成型——机头内进行3、定型阶段——冷却、固化——冷却水槽三个阶段由一台挤塑机组完成(二)挤出机组的基本组成主机、辅机、控制系统(由挤压系统、传动系统、加热冷却系统组成)1、主机①最主要部件——螺杆直接关系到挤塑机的应用范围和生产率,机筒与螺杆配合,实现对塑料的粉碎、软化、熔融、塑化、排气和压实,并向成型系统连续均匀输送胶料。
②挤出成型的关键部位——机头和模具模具的分类:挤压式——挤绝缘挤管式——挤护套半挤压式——包紧力大的护套挤压式模具的优点:挤包层紧密结实,表面平整缺点:线芯弯曲性能不好,配模要求较高挤管式模具的优点:挤包层厚度均匀、线缆弯曲性能好、省材、配模方便缺点:挤包层不紧密,制品表面有线芯印痕。
因为挤压式模具较挤管式的产量低,所以,除有密实要求和挤出塑料的拉伸比过小者外,多采用挤管式或半挤管式模具。
③料斗——底部有截断装置,以便调整和切断料流,侧面装有视孔和标定计量装置。
2、辅机放线架、放线储线器、线芯预热或退火装置(100℃左右,消除导线残余应力,增加伸长率和柔软性)、冷却水槽、火花检验器、牵引机、收线储线器、收线装置等3、控制系统电器仪表、执行机构控制和调节主、辅机的拖动电机、使主、辅机协调工作;检测和调节挤出机中物料的温度、压力、流量,实现对整个机组的控制。
(三)挤出机的工作原理利用特定形状的螺杆,在加热的机筒内旋转,将由料斗中送来的塑料向前挤压,使塑料均匀塑化。
通过机头和不同形状的模具,将塑料挤压成连续性的所需要的各种形状的材料。
(四)挤塑机主机参数及工艺参数主机的主参数是:挤塑机螺杆直径及长径比(L/D)长径比是挤塑机的重要特性参数,决定着挤塑机的热塑化均匀程度和产量的高低。
L/D↗ L↗一般控制在15~28倍(小直径取大值,大值径取小值)(挤出机长径比在22:1~24:1效果最佳。
)工艺参数是:挤塑机进线直径及挤包后的外径(五)挤塑工艺包括温度、压力、螺杆转速、螺杆冷却、制品冷却等工艺条件,直接影响产品质量和产量。
1、温度——最重要的工艺参数塑料在挤出过程中,由固态变成粘流态,取决于温度。
温度影响着物料的熔融过程和熔体的流动性。
因此,挤出温度和挤出制品的质量有着密切的关系。
挤塑热量的来源:一是机筒外部的电阻丝加热二是螺杆旋转剪切产生的摩擦热。
同一设备,挤出不同的材料(如PVC和PE),机身各段的温度不一样。
一般耐热PVC绝缘:80~190℃PVC护套:80~200℃PE 60~205℃2、模具的选配(尺寸由制品规格决定)模芯孔径: d = d0 + e1d0 ——线径, e1——放大值模套孔径:D = d + 2h + 2δ+ e2h----模芯嘴壁厚,δ----绝缘(护套)厚度,e2----模套孔放大值配模:塑缆:①挤压式模芯:单线线芯 d +(0.05~0.15)mm绞合线芯d +(0.1~0.25)mm模套: d +2δ+(0.05~0.15)mmd +2δ-(0.05~0.10)mm②挤管式模芯:绝缘 d +(0.5~2)mm护套 d +(3~6)mm模套:绝缘 d + 2h + 2δ+(0.5~1)mm护套 d + 2h + 2δ+ (2~5) mm③缆芯模芯: d +( 3~6)mm模套: d +2δ±(0.1~0.2)mm3、螺杆转速由于调节方便,螺杆转速是挤出过程中的重要操作变量。
转速↗,产量↗,功率消耗↗。
转速↗,增强了剪切作用,物体粘度↘,流动速率↗,物料在机内停留时间↘,表面毛糙;转速↗,牵引速度↗,制品通过冷却水槽时间↘,冷却不充分,制品易变形。
所以,超常范围提高螺杆转速,增加生产速度时,还必须提高加热温度或采用控制机头压力来达到目的。
n随D↗而↘。
4、牵引速度要均匀,稳定。
5、冷却PE 温水冷却渐冷PVC 常温水冷五、成缆是确保电缆外形的关键工序对于多芯的电缆,为了保证成型度、减小电缆的外径,一般都需要将其绞合为圆形。
成缆的好坏,不仅对成品的外观有影响,而且对下工序原材料的节约与浪费起一定的作用。
(一)定义1、成缆——将多根绝缘线芯按一定规则绞合成电缆的工艺过程。
成缆时,绝缘线芯的绞合形式是正规同心式绞合,最外层的绞合方向为右向。
(考虑到电缆安装、敷设中间接头的方便)2、对称成缆——绝缘线芯直径相同的成缆。
(控制电缆)3、非对称成缆——绝缘线芯直径不同的成缆。
(动力电缆)对称电缆的外径计算公式D n=Do+ ( n-1)2dDo ——中心层外径n ——层数d——绝缘线芯外径例:已知电缆芯数为7根,绞合规则为1+6,求成缆外径。
解:已知Do=d,n=2,D n=d+(2-1)2d=3d注意:①成缆和导电线芯绞合的区别导电线芯的绞合最外层是左向,其圆单线的直径均相同;而成缆的绝缘线芯根据电气系统的不同要求,有时绝缘线芯的直径是不同的。
②绞线与成缆的表示方法绞线: 7/0.68 19/1.53 (19根1.53 mm的单线绞合而成)成缆:3×1.5 + 1×1(3根1.5 mm2与1根1 mm2的绝缘线芯成缆)24×1.5 37×2.5(二)成缆的主要参数1、成缆节距HH2、成缆节距倍比mm=DD——成缆外径m是成缆的一个重要参数,其大小是根据电缆的不同使用场合和要求来选择。
m↗绝缘线芯变形↘,电缆弯曲时线芯间发生相对位移↗,电缆的柔软度不好。
所以,对不经常移动或弯曲的电缆,m可大;经常移动或弯曲的电缆,m须较小。
圆形芯成缆,m一般为30~403、绞入系数k在成缆的一个节距内,绝缘线芯的实际长度L 与成缆节距长度H 之比。
K =L/H 恒大于1 4、绞入率 λ(扭增率)在一个成缆节距内,绝缘线芯实际长度L 和成缆节距长度H 的差值与成缆节距长度H 之比。
λ=(L-H)/H ﹤1 K=1+λ ﹥1成缆后,单根绝缘线芯实际长度比成缆长度增加一个K 值,线芯的电阻也增加一个K 值,线芯绝缘电阻值缩小一个K 值。
所以,从减小线芯电阻值和增大绝缘电阻值的角度,希望K 值愈小愈好。
(三)成缆的填充1、 目的:保护电缆成缆后的圆整度,增加电缆抗冲击、抗挤压强度。
2、 材料 ——非吸湿性材料⎩⎨⎧有机绳:聚丙烯棉、云母无机绳:玻璃纤维、岩电缆麻、塑料或橡皮条及橡皮鞍座垫芯、聚丙烯绳等(四)成缆设备成缆机——把绝缘线芯绞合在一起,并加以填充绕包的设备。
大截面线芯(25~300mm 2)——盘式成缆机——三芯、四芯成缆 中小截面线芯——笼式成缆机(管绞机)——最多可进行7芯成缆 扇形线芯——盘绞式成缆机(束线机)成缆机的主要工作部分为:绞笼、并线模、绕包头、牵引轮、收放线装置(五)成缆工艺1、圆形芯采用退扭工艺(亦称浮动式)成缆放线盘借助退扭环退扭,绞笼旋转时,放线盘始终保持水平位置。
在一个节距上,线芯有2π(1-sinα)的扭转成缆节距比 m=30~402、扇形芯,半圆形芯——不退扭成缆(称固定式)成缆中绝缘线芯在做绞合运动的同时,还绕其自身轴线旋转,使扇形芯的尖角顶点始终位于成缆圆心上,保证线芯的圆整性。