欧标-热轧钢板厚度允许偏差
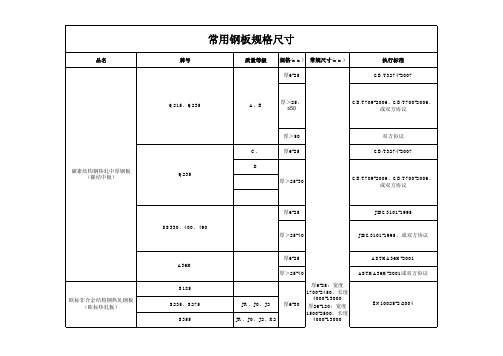
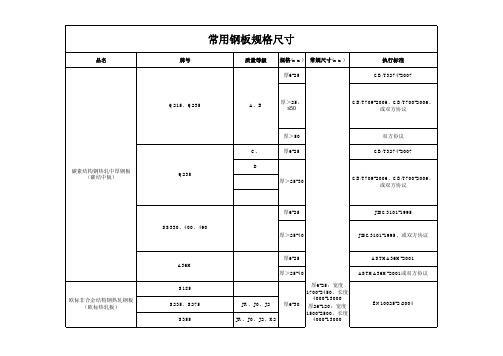
钢板规格尺寸表
厚6-25
ASTMA36M-2001
厚>25-40
JR、J0、J2 JR、J0、J2、K2
厚6-30
厚6-25:宽度 1700-2450,长度
4000-13000 厚26-120:宽度 1500-2500,长度
4000-13000
ASTMA36M-2001或双方协议 EN10025-2:2004
锅炉容器用钢板
PSL1、PSL2(其 中PSL1级不包括
L555)
L245MB、L290MB、L360MB、 L415MB、L450MB、L485MB、 L555MB、L245NB、L290NB、L360NB
、L415NB
厚6-27 (B级, 厚6-40)
宽1600-3250 长4000-18000
GB/T3274-2007 或技术协议 技术协议
厚>50
C、
厚6-25
D
厚>25-30
双方协议 GB/T3274-2007
GB/T709-2006、GB/T700-2006、 或双方协议
SS330、400、490
A36M S185 S235、S275 S355
厚6-25
JISG3101-1995
厚>25-40
JISG3101-1995、或双方协议
厚6-80
双方协议
厚4.5-120
YB/T107-1997
A、B、D
AH32、DH32、 AH36、DH36
厚6-25
宽度:16002450,长 度:4000-13000
GL船规、CCS船规、ABS船规、BV 船规、LR船规
船体用结构钢热轧钢板(高 强度船板)
AH32、DH32、 AH36、DH36
热轧钢板允许偏差
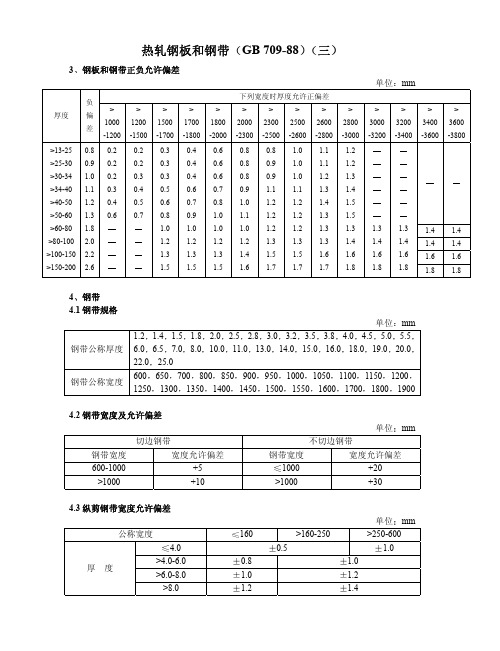
>50-60 1.3 0.6 0.7 0.8 0.9 1.0 1.1 1.2 1.2 1.3 1.5
>60-80 1.8 >80-100 2.0 >100-150 2.2 >150-200 2.6
1.0 1.0 1.0 1.0 1.2 1.2 1.3 1.3 1.3 1.3 1.4 1.4 1.2 1.2 1.2 1.2 1.3 1.3 1.3 1.4 1.4 1.4 1.4 1.4 1.3 1.3 1.3 1.4 1.5 1.5 1.6 1.6 1.6 1.6 1.6 1.6 1.5 1.5 1.5 1.6 1.7 1.7 1.7 1.8 1.8 1.8 1.8 1.8
>30-34 1.0 0.2 0.3 0.3 0.4 0.6 0.8 0.9 1.0 1.2 1.3
>34-40 1.1 0.3 0.4 0.5 0.6 0.7 0.9 1.1 1.1 1.3 1.4
>40-50 1.2 0.4 0.5 0.6 0.7 0.8 1.0 1.2 1.2 1.4 1.5
4 钢带 4.1 钢带规格
钢带公称厚度
钢带公称宽度
单位 mm 1.2 1.4 1.5 1.8 2.0 2.5 2.8 3.0 3.2 3.5 3.8 4.0 4.5 5.0 5.5 6.0 6.5 7.0 8.0 10.0 11.0 13.0 14.0 15.0 16.0 18.0 19.0 20.0 22.0 25.0 600 650 700 800 850 900 950 1000 1050 1100 1150 1200 1250 1300 1350 1400 1450 1500 1550 1600 1700 1800 1900
0.5
1.0
热轧钢板公差

(1)尺寸规格:指宽度大于或等于600mm,厚度为O.35~200mm的热轧钢板和厚度为1.2~25mm的钢带。
其尺寸规格见表5-1~表5-3。
表5-1 热轧钢板的尺寸规格表5-2热轧钢带的尺寸规格表5-3热轧钢板的理论质量(2)允许偏差见表5-4一表5-9。
表5-4热轧钢板和钢带的厚度允许偏差表5-5切边钢板的宽度允许偏差表5-6钢带的宽度允许偏差表5-7纵剪钢带的宽度允许偏差表5-8热轧钢板的长度允许偏差表5-9热轧钢板和钢带的外形注:表中规定的平面度只适用于屈服点下限值不超过460MPa的钢板,屈服点超过的以及进行调质的钢板,其平面度最大值为表内规定的1.5倍。
第十三章:干燥通过本章的学习,应熟练掌握表示湿空气性质的参数,正确应用空气的H–I 图确定空气的状态点及其性质参数;熟练应用物料衡算及热量衡算解决干燥过程中的计算问题;了解干燥过程的平衡关系和速率特征及干燥时间的计算;了解干燥器的类型及强化干燥操作的基本方法。
二、本章思考题1、工业上常用的去湿方法有哪几种?态参数?11、当湿空气的总压变化时,湿空气H–I图上的各线将如何变化? 在t、H 相同的条件下,提高压力对干燥操作是否有利? 为什么?12、作为干燥介质的湿空气为什么要先经预热后再送入干燥器?13、采用一定湿度的热空气干燥湿物料,被除去的水分是结合水还是非结合水?为什么?14、干燥过程分哪几种阶段?它们有什么特征?15、什么叫临界含水量和平衡含水量?16、干燥时间包括几个部分?怎样计算?17、干燥哪一类物料用部分废气循环?废气的作用是什么?18、影响干燥操作的主要因素是什么?调节、控制时应注意哪些问题?三、例题例题13-1:已知湿空气的总压为101.3kN/m2 ,相对湿度为50%,干球温度为20o C。
试用I-H图求解:(a)水蒸汽分压p;(b)湿度H;(c)热焓I;(d)露点t d;(e)湿球温度tw ;(f)如将含500kg/h干空气的湿空气预热至117o C,求所需热量Q。
热扎钢板的允收标准
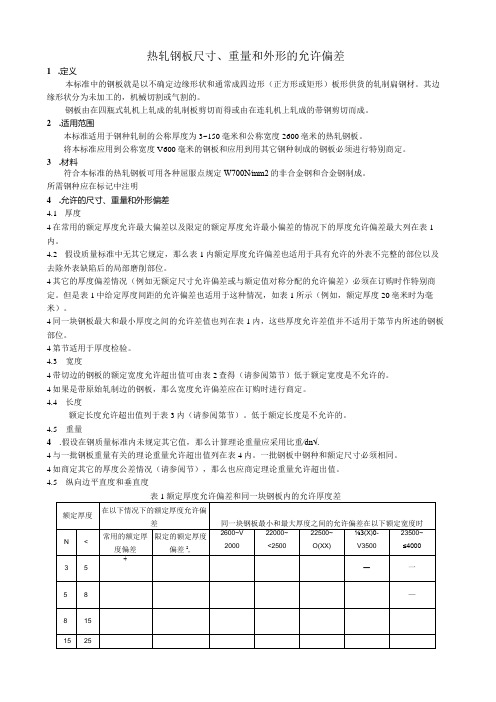
热轧钢板尺寸、重量和外形的允许偏差1.定义本标准中的钢板就是以不确定边缘形状和通常成四边形(正方形或矩形)板形供货的轧制扁钢材。
其边缘形状分为未加工的,机械切割或气割的。
钢板由在四瓶式轧机上轧成的轧制板剪切而得或由在连轧机上轧成的带钢剪切而成。
2.适用范围本标准适用于钢种轧制的公称厚度为3~150毫米和公称宽度2600亳米的热轧钢板。
将本标准应用到公称宽度V600毫米的钢板和应用到用其它钢种制成的钢板必须进行特别商定。
3.材料符合本标准的热轧钢板可用各种屈服点规定W700N∕mm2的非合金钢和合金钢制成。
所需钢种应在标记中注明4.允许的尺寸、重量和外形偏差4.1厚度4在常用的额定厚度允许最大偏差以及限定的额定厚度允许最小偏差的情况下的厚度允许偏差最大列在表1内。
4.2假设质量标准中无其它规定,那么表1内额定厚度允许偏差也适用于具有允许的外表不完整的部位以及去除外表缺陷后的局部磨削部位。
4其它的厚度偏差情况(例如无额定尺寸允许偏差或与额定值对称分配的允许偏差)必须在订购时作特别商定。
但是表1中给定厚度间距的允许偏差也适用于这种情况,如表1所示(例如,额定厚度20亳米时为毫米)。
4同一块钢板最大和最小厚度之间的允许差值也列在表1内,这些厚度允许差值并不适用于第节内所述的钢板部位。
4第节适用于厚度检验。
4.3宽度4带切边的钢板的额定宽度允许超出值可由表2查得(请参阅第节)低于额定宽度是不允许的。
4如果是带原始轧制边的钢板,那么宽度允许偏差应在订购时进行商定。
4.4长度额定长度允许超出值列于表3内(请参阅第节)。
低于额定长度是不允许的。
4.5重量4.假设在钢质量标准内未规定其它值,那么计算理论重量应采用比重∕dn√.4与一批钢板重量有关的理论重量允许超出值列在表4内。
一批钢板中钢种和额定尺寸必须相同。
4如商定其它的厚度公差情况(请参阅节),那么也应商定理论重量允许超出值。
4.5纵向边平直度和垂直度表2带切边钢板的额定宽度允许超出值1包括4000表3额定长度允许超出值4所提供的每块钢板中都必须有一个具有订购宽度和长度额定尺寸的矩形。
欧洲标准EN10143连续热浸镀层薄钢板、钢带尺寸、外形允许偏差中文版.doc
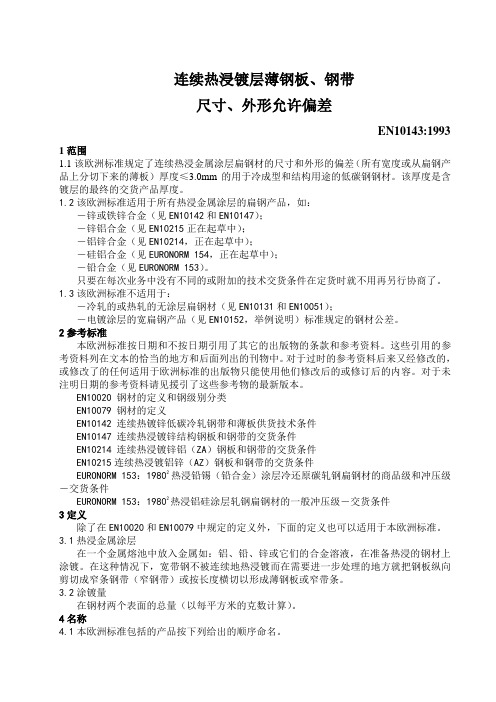
连续热浸镀层薄钢板、钢带尺寸、外形允许偏差EN10143:1993 1范围1.1该欧洲标准规定了连续热浸金属涂层扁钢材的尺寸和外形的偏差(所有宽度或从扁钢产品上分切下来的薄板)厚度≤3.0mm的用于冷成型和结构用途的低碳钢钢材。
该厚度是含镀层的最终的交货产品厚度。
1.2该欧洲标准适用于所有热浸金属涂层的扁钢产品,如:-锌或铁锌合金(见EN10142和EN10147);-锌铝合金(见EN10215正在起草中);-铝锌合金(见EN10214,正在起草中);-硅铝合金(见EURONORM 154,正在起草中);-铅合金(见EURONORM 153)。
只要在每次业务中没有不同的或附加的技术交货条件在定货时就不用再另行协商了。
1.3该欧洲标准不适用于:-冷轧的或热轧的无涂层扁钢材(见EN10131和EN10051);-电镀涂层的宽扁钢产品(见EN10152,举例说明)标准规定的钢材公差。
2参考标准本欧洲标准按日期和不按日期引用了其它的出版物的条款和参考资料。
这些引用的参考资料列在文本的恰当的地方和后面列出的刊物中。
对于过时的参考资料后来又经修改的,或修改了的任何适用于欧洲标准的出版物只能使用他们修改后的或修订后的内容。
对于未注明日期的参考资料请见援引了这些参考物的最新版本。
EN10020 钢材的定义和钢级别分类EN10079 钢材的定义EN10142 连续热镀锌低碳冷轧钢带和薄板供货技术条件EN10147 连续热浸镀锌结构钢板和钢带的交货条件EN10214 连续热浸镀锌铝(ZA)钢板和钢带的交货条件EN10215连续热浸镀铝锌(AZ)钢板和钢带的交货条件EURONORM 153:19802热浸铅锡(铅合金)涂层冷还原碳轧钢扁钢材的商品级和冲压级-交货条件EURONORM 153:19802热浸铝硅涂层轧钢扁钢材的一般冲压级-交货条件3定义除了在EN10020和EN10079中规定的定义外,下面的定义也可以适用于本欧洲标准。
QSGZGS 0321-2011 欧标非合金结构钢热连轧钢板及钢带

如果生产厂执行了可追溯性步骤并提供了相应符合要求 的检验文件 , 就允许生产厂递交在原始产 品 或其收到的产品上获得 的试验结果的检验证明书 3.1类型。 4.2 轧制 以没有任何特殊的轧制也没有热处理状态交货,这种交货条件 的缩写形式为+AR。 4.3 热机轧制 最终变形在某一定温度范围的轧制过程中进行, 此过程可使材料获得仅通过热处理不能达到或复现 的某些性能。这种交货条件的缩写形式为十M。
{
d 价,
奢
} leses神. .!. -
挥军 畔甲一卿 节 该 魂
花加 . . 二二二 ;公 鱿策 } 伽 川 州
夕
乡口
勺d 0.
沟. 戊
), 。 翻
貂种时乡 Байду номын сангаас , Z
- *一 ~ , -一 ·- - _ _ _
)
. J 一
有效
20 11 一 一 发布 09 15
首 钢 , 公 司 急
发布
Q /SGZGS 0321一 2011
g)对检杳、试验及检查文件的其他要求 ‘ , 。
4. 术 语 和 定 义
使用 EN 10025 1: 一 2004不 卜 11 面给出的术语和定义。 4.1 检验证明书 3.1 类 由生产厂 出具的声明其提供的产品符合合同要求并提供试验结果的文件。 试验单元的选取和试验按照产 品标准 、官方条例、相应技术法规和/ 或合同的规定进行。
Q/SGZGS 297 热连轧带钢的尺寸、外形、重量及允许偏差 Q/ GZGS 317 金属产品 一 检验文件的类型 S EN 150 377 钢和钢制 品 机械性能试验用样 品和试件的配置与准备 EN 10002 吐:2001:金属材料拉伸试验 第一部分 EN 10021 钢铁产品的一般交货技术要求 EN 10025 1: 2004 结构钢热轧产品第 l部分:一般要求 一 EN 10025 2: 2004 结构钢热轧产品 第 2 部分:非合金结构钢供货技术条件 一 EN 10051 2010 非合金和合金钢无镀层连续热轧钢板及钢带尺寸和外形公差要求 : EN 10045 1 金属材料的夏比冲击试验 第一部分实验方法 一 EN 10168 2004 钢产品― : 检验文件― 信息和描述表 常温试验方法
热轧国标厚度标准

热轧国标厚度标准
一、热轧板厚度的国家标准
热轧板材是指将热态钢坯经过多道工序加工后,制成具有矩形截面的钢材。
其厚度作为一个重要的性能指标,已被国家相关部门制定了严格的标准。
目前国内常用的热轧板材厚度标准主要分为以下几种:
1. GB/T 711-2017《热轧钢板和钢带尺寸、形状、重量和允许偏差》
2. YB/T 4159-2007《300系不锈钢热轧板、带尺寸、允许偏差》
3. GB/T 912-1989《热轧钢带和钢板尺寸、形状、重量和允许偏差》
4. YB/T 4164-2007《200系不锈钢热轧板、带尺寸、允许偏差》
5. GB/T 24588-2009《中厚板、宽厚板、热轧窄带钢、热轧条钢和热轧酸洗带钢尺寸、形状、重量和允许偏差》
以上标准涵盖了常用的热轧板材,如普通碳素结构钢、合金结构钢、高强度钢、不锈钢等。
其中,GB/T 711-2017标准更是被认为是热轧板厚度的基准标准。
二、热轧板厚度的标准偏差
在以上标准中,热轧板厚度除了有一个标准值之外,还有一个允许偏差范围。
这是因为热轧板材的生产过程中,存在着一定的误差。
按照相关国家标准规定,热轧板材的厚度允许偏差一般为正负5毫米,但在GB/T 711-2017标准中,有些厚度范围的允许偏差甚至可以达到正负10毫米。
另外,热轧板材在生产和运输过程中,也会受到不同环境因素的影响,可能会产生偏差。
因此在使用热轧板材时,需要严格遵守国家标准,确保产品质量达到要求。
钢板规格尺寸表
厚4.5-25
A、B
厚>25,≤ 50
厚>50
厚4.5-25
A、B、C、D、E 厚>25,≤ 50
厚>50
GB/T3274-2007
GB/T709-2006、GB/T1591-1994
GB/T3274-2007 GB/T709-2006、GB/T1591-1994或
双方协议 双方协议
GB/T3274-2007
低合金高强 度结构钢热轧
中厚钢板 (低合金中板)
优质碳素结构钢热轧厚钢板 (优碳中板)
塑料模具用优碳热轧钢板 (塑模优碳板)
船体用结构钢热轧钢板(船 用中板)
船体用结构钢热轧钢板(高 强度船板)
Q245R Q345R Q295
Q345 45
SM45
厚26-120:宽度 1500-2500,长度
4000-13000
厚>50 厚4.5-25
厚>25-50
厚>50 厚4.5-25 厚>25-50
NK船规、DNV船规 GB/T3274-2007
GB/T709-2006、GB/T700-2006
GB/T3274-2007、GB/T709-2006、 GB/T700-2006、或双方协议
双方协议 JISG3101-1995 JISG3101-1995 JISG3101-1995或双方协议
PSL1、PSL2(其 中PSL1级不包括
L555)
L245MB、L290MB、L360MB、 L415MB、L450MB、L485MB、 L555MB、L245NB、L290NB、L360NB
、L415NB
厚6-27 (B级, 厚6-40)
宽1600-3250 长4000-18000
热轧钢板厚度公差标准
热轧钢板厚度公差标准热轧钢板是一种常用的金属材料,广泛应用于建筑、机械制造、汽车制造等领域。
在生产和加工过程中,对于热轧钢板的厚度公差标准有着严格的要求。
本文将详细介绍热轧钢板厚度公差标准的相关内容,以便于生产和加工过程中的准确把握。
1. 热轧钢板厚度公差的定义。
热轧钢板的厚度公差是指在生产过程中,钢板实际厚度与设计厚度之间的允许偏差范围。
这一标准的制定是为了保证热轧钢板在加工和使用过程中的质量稳定性和可靠性。
2. 热轧钢板厚度公差的分类。
根据国家标准和行业规范,热轧钢板的厚度公差一般分为正厚度公差和负厚度公差两种。
正厚度公差表示钢板厚度偏大的允许范围,负厚度公差表示钢板厚度偏小的允许范围。
3. 热轧钢板厚度公差的测量方法。
为了确保热轧钢板的厚度符合标准要求,通常采用尺规、千分尺、厚度计等专业测量工具进行测量。
在测量过程中,应该注意避免外力干扰,确保测量结果的准确性。
4. 热轧钢板厚度公差的影响因素。
热轧钢板的厚度公差受到多种因素的影响,包括原材料质量、生产工艺、设备精度等。
在生产过程中,需要注意控制这些因素,以确保热轧钢板的厚度公差符合标准要求。
5. 热轧钢板厚度公差的标准化管理。
为了保证热轧钢板的质量稳定和可靠性,企业应建立健全的厚度公差标准化管理体系,包括制定标准、培训员工、定期检测等环节,确保热轧钢板的厚度公差符合国家标准和行业规范。
6. 结语。
热轧钢板厚度公差标准对于生产和加工过程中的质量控制至关重要,企业应严格遵守相关标准和规范,确保热轧钢板的厚度公差符合要求。
同时,加强对生产工艺和设备精度的管理,提高产品质量和市场竞争力。
通过对热轧钢板厚度公差标准的深入了解和严格执行,可以有效提高热轧钢板的质量稳定性和可靠性,满足市场需求,促进企业的持续发展和壮大。
钢材厚度国标误差范围

钢材厚度国标误差范围【实用版】目录1.钢材厚度国标误差范围的定义和重要性2.钢材厚度国标误差范围的具体数值3.钢材厚度国标误差范围的实际应用4.钢材厚度国标误差范围的影响因素5.钢材厚度国标误差范围的控制方法正文钢材是建筑和制造行业中最常用的材料之一,其质量直接影响到产品的质量和性能。
钢材的厚度是其重要的质量指标之一,而钢材厚度国标误差范围则是衡量钢材质量的重要标准。
一、钢材厚度国标误差范围的定义和重要性钢材厚度国标误差范围是指在国家标准规定的范围内,钢材的厚度允许存在的误差。
这个误差范围是为了保证钢材在使用时的稳定性和可靠性,同时也考虑到了生产和加工的实际情况。
二、钢材厚度国标误差范围的具体数值根据我国的相关标准,钢材厚度国标误差范围的具体数值如下:- 普通钢板:厚度在 0.5mm 至 1.5mm 之间的,误差范围为±0.1mm;厚度在 1.5mm 至 3.0mm 之间的,误差范围为±0.15mm;厚度在 3.0mm 至 6.0mm 之间的,误差范围为±0.2mm;厚度在 6.0mm 至 10.0mm 之间的,误差范围为±0.25mm;厚度在 10.0mm 至 100.0mm 之间的,误差范围为±0.3mm。
- 不锈钢板:厚度在 0.5mm 至 3.0mm 之间的,误差范围为±0.1mm;厚度在 3.0mm 至 6.0mm 之间的,误差范围为±0.15mm;厚度在 6.0mm 至 10.0mm 之间的,误差范围为±0.2mm;厚度在 10.0mm 至 100.0mm 之间的,误差范围为±0.25mm。
三、钢材厚度国标误差范围的实际应用在实际的生产和加工过程中,钢材厚度国标误差范围的重要性体现在以下几个方面:1.保证了产品的质量和性能:合理的误差范围可以保证钢材在使用时的稳定性和可靠性,提高了产品的质量和性能。
钢板厚度允许偏差规范

测量方法的确定
测量设备的选择:根据钢板厚度 和精度要求选择合适的测量设备, 如千分尺、测厚仪等。
测量环境的要求:确保测量环境 温度、湿度等参数符合标准要求, 以减小测量误差。
添加标题
添加标题
添加标题
添加标题
测量点的分布:在钢板的不同位 置选取多个测量点,以获取更准 确的测量结果。
钢板厚度允许 偏差的合格判 定应考虑钢板 用途和加工要
求。
钢板厚度允许 偏差的合格判 定应由专业人 员或第三方机
构进行。
不合格品的处理
返工:对不合格品进行修复或加工,使其满足要求 降级:降低不合格品的等级,以满足较低的要求 报废:对无法修复或降级的不合格品进行报废处理 退货:对不符合要求的产品,与供应商协商退货事宜
钢板厚度允许偏差的表示方法:采用符号“+”和“-”表示上偏差和下 偏差,例如:+0.8mm表示上偏差为0.8mm,-0.5mm表示下偏差为 0.5mm。
钢板厚度偏差的表示方法
01
钢板厚度偏差的表示方法:采用上偏差和下偏差的方式表示钢 板厚度的允许偏差
03
下偏差:钢板实际厚度小于标准厚度的差值
02
上偏差:钢板实际厚度大于标准厚度的差值
THEME TEMPLATE
20XX/01/01
汐学院
钢板厚度允许 偏差规范
单击此处添加副标题
汇报人:汐
目录
CONTENTS
钢板厚度允许偏差的定义 钢板厚度允许偏差的标准 钢板厚度允许偏差的应用 钢板厚度允许偏差的检测方法 钢板厚度允许偏差的合格判定
钢板厚度允许偏差的定义
章节副标题
cDIN_EN_10051[1].971101
![cDIN_EN_10051[1].971101](https://img.taocdn.com/s3/m/9edc5981e53a580216fcfec7.png)
以前版本
DIN 1016:1941x-10,1959-01,1972-11,1987-06 DIN 1541-1:1932-05 DIN 1541-2:1932-05 DIN EN 10051:1992-02
德文本附录 NA (供参考)
参考资料
DIN 17350
工具钢 –供货技术条件
翻译
日期
校对
日期
EN 10137-2 由高屈服点的、经调质处理或消除淬硬状态的结构钢制成的钢板和宽扁钢-第 2 部分:调质钢的供货技术条件
EN 10137-3 由高屈服点的、经调质处理或消除淬硬状态的结构钢制成的钢板和宽扁钢-第 3 部分:消除淬硬状态钢的供货技术条件
EN 10149-2 由高屈服点钢制成的用于冷成型的热轧扁钢产品:第 2 部分:热机轧制钢的 供货技术条件
根据 CEN/ CENELEC 的议事规定,下列各国的国家标准化研究所有义务采用这些欧洲 标准。这些国家是:比利时,丹麦,德国,芬兰,德国,希腊,爱尔兰,冰岛,意大 利,卢森堡,荷兰,挪威,奥地利,葡萄牙,瑞典,瑞士,西班牙和联合王国。
1 适用范围
该欧洲标准适用于由非合金钢与合金钢(包括表 1 的不锈钢在内)连续热轧的、无涂 层的、宽度最大达 2200 mm 的扁钢产品。
前言
目录
1 适用范围 2 标准参考资料 3 定义 4 订货说明 4.1 概述 4.2 补充技术要求 5 标记法 6 供货方式 7 钢板极限偏差和形状公差 7.1 厚度 7.2 长度 7.3 宽度 7.4 平度 7.5 侧面 7.6 侧面平直性 7.7 订货规格 8 宽带钢和由宽带钢纵向切割的带钢极限偏差和形状公差 8.1 概述 8.2 厚度 8.3 宽度 8.4 平度 8.5 侧面平直度 9 试验 9.1 厚度 9.2 长度 9.3 宽度 9.4 平度 9.5 垂直度 9.6 侧面平直度 10 补充技术要求 附录 A(供参考) 可供比较的德文标准的标记和关于表 4 中属于 B,C 和 D 类钢的
钢板厚度偏差
热轧钢板和钢带的尺寸、外形、重量及允许偏差2009-03-22 11:34:01 作者:爱自由来源:制钢参考网浏览次数:2677 文字大小:【大】【中】【小】前言本标准与ISO 7452:2002((热轧结构钢板尺寸和外形偏差》(英文版)、ISO 16160:2000《热连轧钢板钢带一尺寸本标准代替GB/T 709—1988((热轧钢板和钢带的尺寸、外形、重量及允许偏差》。
本标准与原标准对比,主要修订内容如下:——取消钢板钢带公称尺寸表,规定尺寸范围和推荐的公称尺寸;——钢板厚度增加到400 mm,宽度加大到5000 mm,钢带宽度加大到2200 mm;——加严较厚较宽钢板的厚度公差和钢带的宽度偏差;——纵切钢带的宽度正负偏差改为正偏差;——调整长度允许偏差;——单轧轧制钢板不平度的测量长度为1 m或2 m;——连轧钢板单独规定不平度,测量长度为实际长度;——镰刀弯的测量长度改为任5000 mm或实际长度;规定纵切钢带镰刀弯;——加严成卷钢带塔高度;——规定各种尺寸测量方法,并附有测量图示;——规定限定偏差或正偏差钢板理论计重所采用的厚度。
本标准由中国钢铁工业协会提出。
本标准由全国钢标准化技术委员会归口。
本标准起草单位:冶金工业信息标准研究院、鞍钢新轧钢股份有限公司、济南钢铁股份有限公司、首钢总公司、本标准主要起草人:唐一凡、王晓虎、朴志民、高玲、王丽萍、李小莉。
本标准所代替标准的历次版本发布情况为:GB 709—1965,GB 709—1988。
热轧钢板和钢带的尺寸、外形、重量及允许偏差GB/T 709—20061 范围本标准规定了热轧钢板和钢带的尺寸、外形、重量及允许偏差。
本标准适用于轧制宽度不小于600 mm的单张轧制钢板(以下简称单轧钢板)、钢带及其剪切钢板(以下称连轧钢板2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括引用文件,其最新版本适用于本标准。
国标热轧板板厚公差
国标热轧板板厚公差说起热轧板的板厚公差,很多人一听可能就头大了,觉得这玩意儿离自己很远。
其实呢,热轧板的板厚公差就是热轧钢板的厚度容忍误差,也就是我们常说的“标准范围”。
这玩意儿对于制造业、建筑业,甚至我们日常生活中使用的钢铁制品都至关重要。
要是热轧板的厚度公差不合格,那可就像做菜少放盐,或者加错了调料一样,差得可远了。
你看,钢板这个东西,生产过程中不可能每一张都做到百分百完美。
就算是最牛的厂子,机器设备再先进,技术再好,偶尔也会有点小波动。
这个时候,板厚公差就显得尤为重要了。
咱们中国的国标对热轧板的厚度误差有明确的规定,不同规格、不同厚度的钢板,允许的公差范围都不一样。
你想啊,厚度差个一毫米两毫米,对普通消费者来说好像没啥太大影响,但对于工业生产,那可就大有文章了。
比如建筑用钢材,钢筋混凝土的强度、稳定性都跟板材的厚度有直接关系。
所以说,合格的板厚公差简直就像是“生命线”,直接影响到产品的质量和安全。
要是板材厚度不合适,那后续的加工、焊接都得麻烦。
比如你在做一根钢梁,结果钢板厚度偏差大了,焊接时可能会出现不牢靠的情况,甚至可能造成严重的结构性问题。
就像搭积木一样,如果块块都不对称,那搭出来的东西再高也不稳当。
你看,钢铁这种材料,对我们生活的重要性可不小。
没有它,楼房大厦恐怕都得“塌方”,更别说那一根根笔直的钢铁支柱了。
你可能会想:“那怎么才能判断板厚公差是否合格呢?”其实也不复杂,标准里有明确的规定,像是普通的热轧板,它的公差范围就是根据厚度来确定的。
薄的板材,公差就相对小点;厚的板材,公差就大一些。
不过你要注意哦,这里的“公差”可不是“随便玩”的意思,它是有一个范围的。
如果超过这个范围,那就真成了“有失水准”了,直接影响产品的质量。
你可能会觉得这些公差数字好像看得头昏脑涨,不知道该怎么去处理。
别急,很多时候,行业里的人已经有了成熟的经验来判断钢板是否符合标准。
只要按规范来,操作起来就没那么复杂了。
热轧钢板检验作业指导书
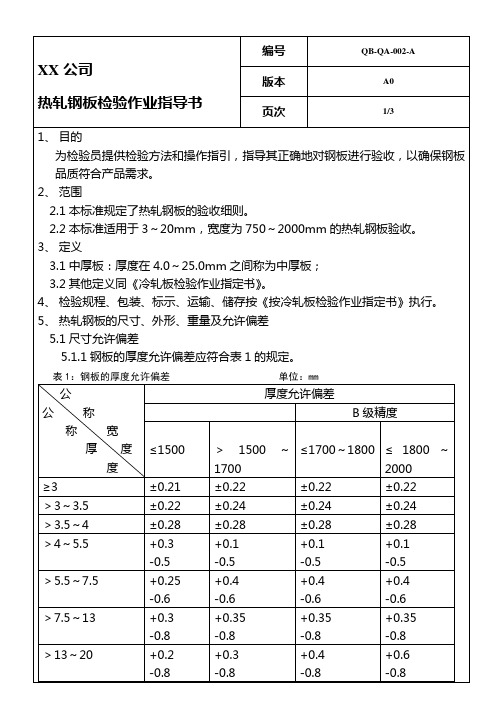
热轧钢板检验作业指导书版本A0 页次1/31、目的为检验员提供检验方法和操作指引,指导其正确地对钢板进行验收,以确保钢板品质符合产品需求。
2、范围2.1本标准规定了热轧钢板的验收细则。
2.2本标准适用于3~20mm,宽度为750~2000mm的热轧钢板验收。
3、定义3.1中厚板:厚度在4.0~25.0mm之间称为中厚板;3.2其他定义同《冷轧板检验作业指定书》。
4、检验规程、包装、标示、运输、储存按《按冷轧板检验作业指定书》执行。
5、热轧钢板的尺寸、外形、重量及允许偏差5.1尺寸允许偏差5.1.1钢板的厚度允许偏差应符合表1的规定。
表1:钢板的厚度允许偏差单位:mm公公称称宽厚度度厚度允许偏差B级精度≤1500 >1500~1700 ≤1700~1800 ≤1800~2000≥3 ±0.21 ±0.22 ±0.22 ±0.22 >3~3.5 ±0.22 ±0.24 ±0.24 ±0.24 >3.5~4 ±0.28 ±0.28 ±0.28 ±0.28>4~5.5 +0.3-0.5 +0.1-0.5+0.1-0.5+0.1-0.5>5.5~7.5+0.25-0.6 +0.4-0.6+0.4-0.6+0.4-0.6>7.5~13 +0.3-0.8 +0.35-0.8+0.35-0.8+0.35-0.8>13~20 +0.2-0.8 +0.3-0.8+0.4-0.8+0.6-0.8热轧钢板检验作业指导书版本A0 页次2/35.1.2钢板的宽度和长度允许偏差应符合表2的规定表2:钢板的宽度和长度允许偏差单位:mm公称厚度公称宽度宽度允许上偏差宽度允许下偏差公称长度宽度允许上偏差宽度允许下偏差≤4 ≤800 +6 0 ≤1500 +10 0 >800 +10 0 >1500 +10 0>4~16 ≤1500 +10 0 ≤2000 +10 0 >800 +15 0>2000~6000+25 0>16~20 所有宽度+30 0≤2000 +15 0 >2000~6000+30 05.2外形5.2.1钢板不平度不得大于表3规定。
钢板规范误差标准最新
钢板规范误差标准最新钢板作为工业生产中常用的材料,其质量的高低直接影响到最终产品的性能和安全。
钢板规范误差标准是确保钢板质量的重要指标。
以下是最新的钢板规范误差标准内容:钢板规范误差标准的最新更新,旨在提高产品质量,满足不同工业领域的严格要求。
以下是对钢板尺寸、表面质量、化学成分等方面的误差标准进行的详细阐述。
# 尺寸误差标准1. 厚度误差:钢板厚度误差应控制在±0.1mm至±0.5mm之间,具体误差范围取决于钢板的厚度和用途。
2. 宽度误差:钢板宽度误差应控制在±2mm以内。
3. 长度误差:钢板长度误差应控制在±5mm以内。
# 表面质量误差标准1. 锈蚀等级:钢板表面应无明显锈蚀,锈蚀等级应符合ISO 8501-1标准。
2. 划痕和凹痕:钢板表面不应有深度超过0.2mm的划痕和凹痕。
3. 氧化皮:钢板表面不应有影响焊接和涂装的氧化皮。
# 化学成分误差标准1. 碳含量:钢板的碳含量误差应控制在±0.01%以内。
2. 锰含量:锰含量误差应控制在±0.1%以内。
3. 硅、磷、硫含量:这些元素的含量误差应控制在±0.02%以内。
# 力学性能误差标准1. 抗拉强度:钢板的抗拉强度误差应控制在±10MPa以内。
2. 屈服强度:屈服强度误差应控制在±5MPa以内。
3. 延伸率:延伸率误差应控制在±2%以内。
# 其他误差标准1. 弯曲性能:钢板在进行90度弯曲测试时,弯曲半径应不小于钢板厚度的3倍。
2. 冲击韧性:钢板的冲击韧性误差应控制在±5J/cm²以内。
# 结语钢板规范误差标准的制定和执行对于确保钢板材料的可靠性和安全性至关重要。
制造商和用户都应严格遵守这些标准,以保证产品质量和工程安全。
随着技术的发展和市场需求的变化,这些标准也会不断更新和完善。
请注意,上述内容为示例性质,具体的钢板规范误差标准可能会根据国家或地区的不同标准组织而有所不同。