乐泰胶水222螺纹锁固胶
洛克泰222低强度螺纹密封胶说明书
安全技术说明书 根据GB/T 16483-2008第 1 页 共 9 页LOCTITE 222 LOW STRENGTH THREADLOCKER 又名 222 Threadlocker 50ML EN/CH/JP安全技术说明书编号 : 153481V 001.8修订: 21.10.2019 发布日期: 10.03.2020化学品中文名称: LOCTITE 222 LOW STRENGTH THREADLOCKER 又名 222 Threadlocker 50ML EN/CH/JP推荐用途:厌氧密封胶企业信息:汉高(中国)投资有限公司 江湾城路99号6幢5、6、7层 200438 中国上海市杨浦区中国电话: +86-21-2891 8000 传真: +86-21-2891 5137电子邮件:***************************生效日期: 21.10.2019应急信息: 应急电话:+86 21 2891 8311 (24小时)。
物质或混合物的分类根据GB 13690-2009 (化学品分类和危险性公示通则):危险分类危险类别 靶器官 严重眼损伤/眼刺激类别 2A特异性靶器官系统毒性 一次性接触类别 3 呼吸道刺激 急性危害水生环境 类别 3对水生环境有慢性危害类别 3标签要素根据GB 15258-2009 (化学品安全标签编写规定):象形图信号词:警告危险性说明:H319造成严重眼刺激。
H335可能引起呼吸道刺激。
H412对水生生物有害并具有长期持续影响。
预防措施:P261避免吸入粉尘/烟/气体/烟雾/蒸气/喷雾。
P264处理后要彻底洗手P271只能在室外或通风良好之处使用。
P273避免释放到环境中。
P280穿戴眼睛防护/面部防护用品。
事故响应:P304+P340+P312如吸入:将受害人转移到空气新鲜处,保持呼吸舒适的休息姿势。
呼叫中毒控制中心或就医P305+P351+P338如进入眼睛:用水小心冲洗几分钟。
Loctite 222

使用指南 为获得最好性能,零件表面要求清洁,无油脂.予 涂到螺纹上胶要求有足够的量以达到锁固螺纹。本 产品在小间隙配合中能达到最佳效果(0.05mm).大 尺寸螺栓可能造成单间隙一致影响产品固化和固化 后强度,本产品设计为可控制摩擦力(扭矩/张力 比)。在扭紧力矩要求严格的地方,可确定此比 例。
技术参数 产品 222 ,1998 年 10 月
并非产品规格 以下所含技术资料仅供参考 请与 LOCTITE 公司技术部门联系, 以便获得该产品规格方面的支持与建议。
固化速度和促进剂关系 在固化速度太慢或间隙过大的场合,在表面上使用 促进剂可以提高固化速度。下图所示是根据 ISO 10964 标准测试的,产品 222 用在涂有促进剂 N 和 T 的 M10 重铬酸锌钢制螺母和螺栓上,不同固化时 间下的破坏强度。
贮存条件 除标签上另有说明外,本产品理想贮存条件是在 8~28°C(46~82°F)温度范围内的阴凉干燥处, 如果本产品贮存温在 8~18°C 的条件将会更理想。 为避免污染未用胶液,不能将任何胶液倒回原包装 内。若想获得更具体的贮存寿命信息,请与当地的 乐泰公司技术服务中心联系。
数据范围 本文中的数据为典型的值和/或范围(基于平均值±2 标准偏差)。这些值是根据实际测试数据和周期性 验证取得的。
Loctite Industrial
乐泰(中国)有限公司
中国上海市延安东路 618 号东海商业中心二期 3F
技 术 参 数
产品 222
1998 年 10 月
产品简介 乐泰®产品 222 是一种单组分,触变性粘度,低强 度,易拆卸,厌氧型螺纹锁固剂。本产品在隔绝空 气的条件下,在两个紧密配合的金属面间固化。
典型用途 避免螺纹紧固件由于振动而造成的松动和渗漏,尤 其适用于不要求切断螺丝拆卸容易的部件,例如用 于调整定位螺钉,小尺寸或具有大啮合面积的大尺 寸紧固件。
汉高乐泰系列胶水产品大全
乐泰系列胶水产品大全汉高众泰胶业有限公司-胶水厂是与国外胶粘剂行业共同研发、生产、美国进口销售为一体的企业。
集中一批开创工业胶粘剂应用与开发的工程技术专家,参与客户的设计、制造、维修全过程,提供适合客户的各种工程胶粘剂,为客户的产品质量提高,成本降底,提高产品市场竞争而努力。
产品主要有:工业用、螺纹锁固剂、管螺纹密封、圆柱型固持胶、平面密封胶、紫外线固胶、金属修补剂、结构胶、厌氧胶、瞬间胶、硅橡胶、密封胶、螺纹胶、胶粘剂、表面处理剂、促进剂、底剂、活化剂、清洗剂、除锈剂。
电话:1/3/4/3/1/3/1/4/1/3/1loctite乐泰螺纹锁固系列胶水(乐泰紫螺纹锁固系列胶水:乐泰222胶水、乐泰242胶水、乐泰243胶水、乐泰262胶水、乐泰271胶水、乐泰272胶水、乐泰277胶水、乐泰290胶水、乐泰248胶棒、乐泰268胶棒)电话:1/3/4/3/1/3/1/4/1/3/1loctite乐泰结构系列胶水(乐泰319胶水、乐泰324胶水、乐泰326胶水、乐泰330胶水、乐泰332胶水、乐泰392胶水、乐泰3350胶水、乐泰H330胶水);电话:1/3/4/3/1/3/1/4/1/3/1loctite乐泰紫外线固化系列胶水(乐泰3011胶水、乐泰3103胶水、乐泰3108胶水、乐泰3201胶水、乐泰3211胶水、乐泰3301胶水、乐泰3311胶水、乐泰3321胶水、乐泰349胶水、乐泰3491胶水、乐泰3492胶水、乐泰3493胶水、乐泰3494胶水、乐泰350胶水、乐泰352胶水)电话:1/3/4/3/1/3/1/4/1/3/1loctite乐泰瞬间系列胶水(乐泰380胶水、乐泰401胶水、乐泰403胶水、乐泰406胶水、乐泰407胶水、乐泰410胶水、乐泰411胶水、乐泰412胶水、乐泰414胶水、乐泰415胶水、乐泰4161胶水、乐泰417胶水、乐泰420胶水、乐泰4210胶水、乐泰4212胶水、乐泰422胶水、乐泰424胶水、乐泰443胶水、乐泰444胶水、乐泰454胶水、乐泰460胶水、乐泰480胶水、乐泰4850胶水、乐泰4860胶水、乐泰495胶水、乐泰496胶水、乐泰498胶水、乐泰499胶水);电话:1/3/4/3/1/3/1/4/1/3/1loctite乐泰厌氧系列胶水(乐泰510胶水、乐泰515胶水、乐泰518胶水、乐5182胶水、乐泰5208胶水、乐泰573胶水、乐泰574胶水)电话:1/3/4/3/1/3/1/4/1/3/1loctite乐泰管螺纹密封系列胶水(乐泰545胶水、乐泰554胶水、乐泰565胶水、乐泰567胶水、乐泰569胶水、乐泰577胶水、乐泰L55胶水、乐泰561胶棒)电话:1/3/4/3/1/3/1/4/1/3/1loctite乐泰平面密封系列胶水(乐泰207胶水、乐泰587胶水、乐泰593胶水、乐泰594胶水、乐泰595胶水、乐泰596胶水、乐泰598胶水、乐泰5020胶水、乐泰5699胶水、乐泰5900胶水、乐泰5910胶水、乐泰5920胶水、即时密封剂)电话:1/3/4/3/1/3/1/4/1/3/1loctite乐泰圆柱形固持系列胶水(乐泰603胶水、乐泰6050胶水、乐泰609胶水、乐泰620胶水、乐泰638胶水、乐泰641胶水、乐泰648胶水、乐泰648胶水、乐泰6482胶水、乐泰660胶水、乐泰661胶水、乐泰662胶水、乐泰680胶水)电话:1/3/4/3/1/3/1/4/1/3/1loctite乐泰处理剂系列(乐泰7070活化剂、乐泰712加速剂、乐泰713促进剂、乐泰7387活化剂、乐泰7452加速剂、乐泰7455加速剂、乐泰7471加速剂、乐泰754表面处理剂、乐泰755表面处理剂、乐泰7649加速剂、乐泰770加速剂、乐泰790表面处理剂)电话:1/3/4/3/1/3/1/4/1/3/1我们的服务宗旨:以市场为导向,以客户为中心,欢迎来电咨询专家。
乐泰螺纹胶

和密封。
固持
222广粘厌氧胶为低强度厌氧胶/2012
资料编号:KJ-SM-0095A1(09)
第 1 页 共 1 页
螺纹锁固剂
222, 易拆卸,应用于M2~M12螺纹 一、主要技术指标
表 1
二、使用方法
先用纱布或刷子以丙酮或三氯乙烯溶剂清洗粘接面2次,以去除油污,然后涂胶在粘接面上,应适当使胶接面进行相对运动,以保证胶层均匀,不漏胶。
擦去余胶,室温下20分钟初步定位,24小时后,可达到最大粘接强度。
三、注意事项
使用时,不要使瓶滴头接触金属面,以避免金属离子影响瓶内余胶的贮存期。
四、包装、储存、运输
包装: 每支50ml 或250ml 。
储存:本产品密封、避光、放置于阴凉通风处。
运输:本产品在运输装卸过程中应避免碰撞、重压,防止日光直晒。
五、备注
本产品资料仅供参考,请用户先试用后再使用。
广粘G N 粘
UA N G I A 广粘
N。
螺纹锁固剂参数HR-222
HR-222螺纹锁固剂【主要成份】●环氧丙稀酸酯【产品特性】●低强度.触变型粘度用于M2-M12,适用于大多数金属表面,易拆卸,应用紧固直径≤1/4(6mm),具有一定的润滑性以准确的达到锁固强度,可防止生锈及腐蚀.【项目及参数】●附注:以上性能数据是在温度25℃、湿度70%的实验室环境下所测得的典型数据,仅供客户使用时参考,并不能保证是某个特定环境下能达到的全部数据,敬请客户于使用时,以测试数据为准。
【使用方法】●用清洗剂清洗无油的表面,有利于获得最佳的锁固密封效果。
(常用的溶剂有三氯乙烷、三氯乙烯、甲乙酮、甲醇等。
不宜使用汽油、煤油、石脑油、燃料油、烃类溶剂等,因为它们会在表面上残留一层油膜。
普通的除油方法以溶剂汽油清洗两遍较为理想。
被粘物表面适当打磨,有利于提高粘接强度,表面粗糙度以0。
76μm~2μm 为宜。
若大于3.2μm ,会使间隙过大,降低粘接强度)●拧开前盖,即可使用,瓶口如有胶水先用绵布将胶水擦拭干净,后将厌氧胶胶液滴几滴至粘接材料处,拧紧至规定力矩。
●拧紧后,一般常温下10~20分钟即可初步固定(此情况是在夏天情况下,如在冬天一般需要1~2小时)。
●使用完毕请将胶水存放在阴凉干燥处。
●拆卸:如选择中、低粘度的厌氧胶,用一般扳手即可方便拆卸。
【注意事项】●产品在缺氧条件下固化,在下列情况下,配合使用促进剂,方可达到满意的固化效果。
①、在惰性材料表面(如纯铝、不锈钢、镀锌面)上使用时。
②、要求快速固化定位。
③、当环境温度较低时④、没有清洗剂清洗时,也可用促进剂替代。
促进剂的使用方法是将其喷涂于干净的螺纹表面,稍晾置一会儿,再涂厌氧胶即可。
●残留在粘接材料外边的胶液不会固化,装配后可用棉纱擦掉。
●产品固化前对一些塑料会有一定的溶解、溶胀作用,造成塑料软化甚至开裂。
●产品对某些金属离子极为敏感,极少浓度的离子即可造成胶液固化。
因此,要保证包装瓶内不混入杂质,不将倒出包装瓶的胶液倒回包装瓶,以免污染胶液造成胶液失效、报废。
222螺纹胶水 MSDS

产品技术资料广粘 ®222螺纹锁固厌氧胶2012年11月1日产品简介广粘222 是一种单组份、中粘度、低强度耐化学性优良的厌氧型螺纹锁固密封剂。
本品在两个紧密配合的金属表面间,并与空气隔绝时固化。
典型用途避免螺纹紧固件的松动和渗漏。
用于M12以下螺纹锁固与密封。
防止螺纹锈蚀。
典型用途:用于需要经常拆卸的部位的螺纹锁固与密封。
固化前特性典型值 范围颜色 紫基料化学成份 甲基丙烯酸酯 粘度25℃,mPa ·s (GB/T2794-1995)Brookfield RVF 3#转子 20rpm 1000 500-2000 密度g/cm ³(GB/T13354-1992) 1.05 1.00-1.15 闪点℃ ≥93 最大填充间隙mm 0.1 固定时间min 20 10-30固化后性室温下全固时间hrg 24 破坏力矩N.m 10 5.0-11.5 (GB/T18747-2002)平均拆卸力矩N.m 3 1.5-7.5 (GB/T18747-2002)工作温度℃ -55~150耐化学/溶剂性能在下列条件下老化,并在22℃测试溶剂 温度℃ 初始强度剩有率% 100h 500h 1000h机油 125 100 100 100 无铅汽油 22 100 100 95 乙醇 22 100 90 90 丙酮 22 95 95 95 氢氧化钠10% 40 100 100 70 盐酸10% 40 100 100 100 水/乙二醇 87 100 85 85(50%/50%)使用说明涂胶部位应该清除油污并清洗,建议使用金属清洁剂。
将足够胶量涂在结合部位,按常规方法进行装配,留有足够的固化时间。
如长期存放,用时应摇匀注意事项请勿将已倒出的胶液再倒回原包装,以免污染胶液。
本品含丙烯酸和甲基丙烯酸羟丙脂,对皮肤眼睛有刺激作用。
若不慎接触眼睛和皮肤,立即用清水冲洗。
不宜用在塑料件上。
存放条件在8~28℃阴凉干燥处存放。
乐泰222胶水Loctite222螺纹锁固剂 低强度

乐泰222胶水Loctite222螺纹锁固剂低强度,触变性粘度适用于大多数金属表面,易拆卸。
用于M2,M12 螺纹的锁固与密封。
应用于紧固件直径为1/4" (6mm) 或更小比较理想,具有一定的润滑性以达到精确的夹持负荷。
乐泰242胶水Loctite242螺纹锁固剂中强度通用型,触变性粘度。
用于M6 ~M20 螺纹的锁固与密封。
是一种可拆卸螺纹锁固剂。
具有一定的润滑性以达到精确的夹持负荷。
乐泰243胶水Loctite243螺纹锁固剂耐机油/中强度快速固化,可用于惰性表面,容油性好。
易拆卸,可在轻微油质的工作表面上使用。
用于乐泰预涂剂Dri-Loc 螺栓拆装后重装时锁固。
可以用于M20 以下螺纹的锁固与密封。
乐泰262胶水Loctite262螺纹锁固剂高强度适用于大多数金属表面。
触变性粘度,耐化学性好。
用于M20 以下螺纹的锁固与密封。
是一种永久锁固的螺纹锁固剂,在极端的化学/ 环境条件下有优良的防锈及耐腐蚀性能。
乐泰271胶水Loctite271螺纹锁固剂高强度中低粘度。
用于M36 以下螺纹的永久性锁固与密封。
乐泰272胶水Loctite272螺纹锁固剂高温高强度耐高温达230 ℃。
可用于汽缸头双头螺纹锁固。
对大多数表面提供快速固化包括未清洗的紧固件。
建议用于 1.5" (36mm) 以下直径的螺栓。
拆开时需加热及工具。
乐泰277胶水Loctite277螺纹锁固剂高粘度。
耐化学性优良。
用于M36 以下螺纹的永久性锁固与密封。
可防止螺纹生锈及腐蚀,用加热及工具拆开。
乐泰290胶水Loctite290螺纹锁固剂中高强度中高强度,低粘度,快速固化。
用于已装配好的M2 ~M12 螺纹的锁固与密封。
也可用于密封焊缝,铸件砂眼等( 直径0.10 以下) 微孔。
防止螺纹生锈及腐蚀,拆开时需局部加热及工具。
乐泰200胶水Loctite200预涂螺纹锁固剂中强度螺纹锁固剂,相当于现涂型锁固剂242 、262 。
乐泰各类胶粘剂型号及简介
乐泰瞬干胶乐泰瞬干胶在工业上得到了最广泛得应用。
乐泰瞬干胶涵盖了各种粘度,不同固化速度。
充分适应各种充间隙及与被粘接材料。
乐泰系列瞬干胶包括增强型、低气味、无白化,对表面不敏感耐热型得产品。
380增强型橡胶增强型,可粘接金属,橡胶及塑料,优良得抗剥离,冲击及剪切强度。
403低气味,低白化型耐湿性好,用于非精确配合得零件得粘接,低气味,低白化(不需要复杂通风系统)。
401表面不敏感型通用型,中粘度,用于惰性表面,粘接多孔、酸性及吸收性得材料。
408通用型就是一种通用得,对表面不敏感得胶可以用于难粘接得表面406表面不敏感型通用型,低粘度402用于惰性表面,粘接多孔,酸性及吸收性材料411增强型抗冲击性能好,抗剥离强度高,能填充间隙4201耐热型橡胶增加型,中等粘度,耐冲击,耐高温(120℃),热老化强度就是普通得10倍414塑料粘接型耐湿性,耐候性好。
用于粘接塑料。
415金属粘接型高粘度,抗冲击性能好。
用于粘接金属。
454表面不敏感型通用型,高粘度。
用于惰性表面,粘接多孔、酸性及吸收性得材料。
460低气味,低白化型·无白化,低粘度,低气味。
粘接后零件洁净无玷污。
480橡胶增强型黑色中等粘度,耐冲击,耐振动,耐剥离及耐热性能优良。
495塑料粘接型通用型,中低粘度。
用于粘接橡胶、金属与塑料件。
能填充0、10mm得间隙。
496金属粘接型中粘度、初固迅速。
用于粘接金属。
498耐热循环中粘度、耐高温产品,适用于所有金属、。
螺纹锁固剂使用方法

耐油性
可用于有 清油表面
比重 1.05 1.07 1.08 1.05 1.12
注1:用配套清洗剂(乐泰755或天山1755)清洗油污重的螺栓、螺母、螺钉 并晾干,对无油或轻微油的表面使用乐泰243时无需清洗。由于清洗剂中含有 机溶剂,严禁用于玻璃钢、橡胶、铝覆膜等有机材质的工件。
常用螺纹锁固剂主要技术参数源自性能与特点最大填充间隙 (mm)
粘度(mPa·s)
平均破坏力矩 (N·m)
平均拆卸力矩 (N·m)
工作温度(℃)
乐泰222 0.13 1200 6
3.4 -54~150
乐泰242 0.13 1200 12.4
4.9 -54~150
乐泰243 0.13 1300 20
7 -54~150
乐泰262 0.13 1200 22
典型用途
适用于M6已下的螺纹
中强度,可拆卸,适用 于M6~M20以下的螺纹
中强度,可拆卸,适用 于M6~M20以下的螺纹
高强度,适用于M20已 下的螺纹
高强度,适用于M20已 下的螺纹
颜色 紫色 蓝色 蓝色 红色 红色
固化速度 初固20min,全固24h 初固10min,全固24h 初固5min,全固24h 初固5min,全固24h 初固60min,全固24h
32 -54~150
乐泰277 0.25 6000 32
32 -54~150
注2:要求螺纹锁固胶涂打部位正确,在螺纹啮合部位3~5个螺纹上360°涂 胶,胶填满整
1. 对于螺栓穿过螺孔的通孔,将数滴螺纹锁固剂滴至啮合 处,如下图1,然后拧上螺母,上紧至力矩。
2. 对于孔深大于螺栓长度的通孔,将数滴螺纹锁固剂滴到 螺栓上,入下图2,然后拧入孔内。
LOCTITE 222 螺丝胶水的详细规格资料

≥3,500LMS
Spindle 3, speed 20 rpm
900 to 1,500LMS
Viscosity, EN 12092 - MV, 25 °C, after 180 s, mPa·s (cP):
Shear rate 277 s-1
135
TYPICAL CURING PERFORMANCE Cure Speed vs. Substrate The rate of cure will depend on the substrate used. The graph below shows the breakaway strength developed with time on M10 steel nuts and bolts compared to different materials and tested according to ISO 10964.
125
100
120°C
75
50 150°C
25
0
0
1000
2000
3000
4000
5000
Hours
Chemical/Solvent Resistance Aged under conditions indicated and tested @ 22 °C.
% of initial strength
100
22°C 40°C 5°C
% of Full Strength on Steel
75
50
25
0 1min
5min10min 30min 1h 3h 6h
Cure Time
24h 72h
Cure Speed vs. Activator Where cure speed is unacceptably long, or large gaps are present, applying activator to the surface will improve cure speed. The graph below shows breakaway strength developed with time using Activator 7471 and 7649 on M10 zinc dichromate steel nuts and bolts and tested according to ISO 10964.
乐泰螺纹紧固胶
乐泰螺纹紧固胶乐泰发明的螺纹锁固剂是螺纹锁固及密封的一次革命,从精巧的电子零件到重型的结构设备,乐泰的液态螺纹锁固剂的用途十分广泛。
乐泰的预涂螺纹锁固剂是一种触摸干燥的胶膜,由紧固件生产厂涂到螺纹紧固件上。
特别适用于工业生产,因为它们省去了在生产线上涂胶过程,提高了装配的速度,并确保了质量。
乐泰提供的各种粘度及强度的螺纹锁固剂,适用于任何用途,包括在各种严酷的环境条件下的应用。
loctite222螺纹锁固剂低强度,触变性粘度(乐泰胶水222胶水)适用于大多数金属表面,易拆卸。
用于M2,M12 螺纹的锁固与密封。
应用于紧固件直径为1/4" (6mm) 或更小比较理想,具有一定的润滑性以达到精确的夹持负荷。
locite242螺纹锁固剂,中强度(乐泰胶242胶水)通用型,触变性粘度。
用于M6 ~M20 螺纹的锁固与密封。
是一种可拆卸螺纹锁固剂。
具有一定的润滑性以达到精确的夹持负荷。
loctite243螺纹锁固剂,耐机油/中强度(乐泰胶水243胶水)快速固化,可用于惰性表面,容油性好。
易拆卸,可在轻微油质的工作表面上使用。
用于乐泰预涂剂Dri-Loc 螺栓拆装后重装时锁固。
可以用于M20 以下螺纹的锁固与密封。
Loctite262螺纹锁固剂高强(乐泰胶262胶水)适用于大多数金属表面。
触变性粘度,耐化学性好。
用于M20 以下螺纹的锁固与密封。
是一种永久锁固的螺纹锁固剂,在极端的化学/ 环境条件下有优良的防锈及耐腐蚀性能。
Loctite270螺纹锁固剂高强(乐泰胶270胶水)适用于大多数金属表面。
触变性粘度,耐化学性,是一种永久锁固的螺纹锁固剂,在极端的化学/ 环境条件下有优良的防锈及耐腐蚀性能。
Loctite271螺纹锁固剂高强度(乐泰胶水271胶水)中低粘度。
用于M36 以下螺纹的永久性锁固与密封。
Loctite272螺纹锁固剂高温高强度(乐泰胶272胶水)耐高温达230 ℃。
可用于汽缸头双头螺纹锁固。
乐泰 222 TDS
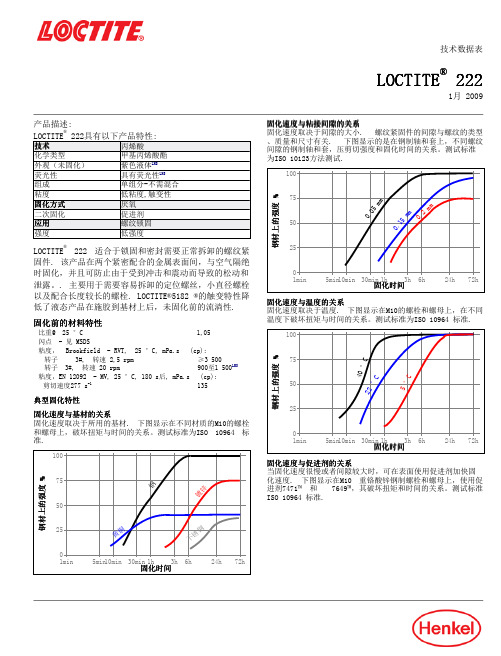
技术数据表LOCTITE®2221月2009产品描述:®LOCTITE®222适合于锁固和密封需要正常拆卸的螺纹紧固件.该产品在两个紧密配合的金属表面间,与空气隔绝时固化,并且可防止由于受到冲击和震动而导致的松动和泄露。
.主要用于需要容易拆卸的定位螺丝,小直径螺栓以及配合长度较长的螺栓.LOCTITE®5182®的触变特性降低了液态产品在施胶到基材上后,未固化前的流淌性.固化前的材料特性比重@ 25°C1,05闪点 -见MSDS粘度, Brookfield -RVT, 25°C,mPa.s (cp):转子 3#, 转速2,5rpm ≥3500转子 3#, 转速20rpm900至1500LMS粘度,EN12092 -MV,25°C,180s后,mPa.s (cp):剪切速度277s-1135典型固化特性固化速度与基材的关系固化速度取决于所用的基材.下图显示在不同材质的M10的螺栓和螺母上,破坏扭矩与时间的关系。
测试标准为ISO10964标准.钢材上的强度%固化时间1007550251min5min10min30min1h3h6h24h72h钢黄铜镀锌不锈钢固化速度与粘接间隙的关系固化速度取决于间隙的大小.螺纹紧固件的间隙与螺纹的类型、质量和尺寸有关.下图显示的是在钢制轴和套上,不同螺纹间隙的钢制轴和套,压剪切强度和固化时间的关系。
测试标准为ISO10123方法测试.钢材上的强度%固化时间1007550251min5min10min30min1h3h6h24h72h.15mm0.2m m.5mm固化速度与温度的关系固化速度取决于温度.下图显示在M10的螺栓和螺母上,在不同温度下破坏扭矩与时间的关系。
测试标准为ISO10964标准.钢材上的强度%固化时间1007550251min5min10min30min1h3h6h24h72h4°C22°C5°C固化速度与促进剂的关系当固化速度很慢或者间隙较大时,可在表面使用促进剂加快固化速度.下图显示在M10重铬酸锌钢制螺栓和螺母上,使用促进剂7471™ 和7649™,其破坏扭矩和时间的关系。
乐泰胶简介

◆粘度(mPa.s)1300~3000; ◆平均破坏力矩:15~25N.m;
Loctite262螺栓锁固胶
汉高乐泰262是一种单组分,触变性,中高强度,容溶剂,性能优良,厌氧型 螺纹锁固胶。本产品在隔绝空气的条件下,在两个紧密配合的金属面间固化。
◆典型用途:避免螺纹紧固件的松动和渗漏,产品有一定的润滑性(低的K 值),便 于装配。尤其适用于承受大载荷部件上以抗冲击,振动和承受应力水平,例如用于 传动装置中的螺栓,施工设备或铁路组装件上。 ◆颜色:红色; ◆平均拆卸力矩:15~25N.m;
Loctite243螺栓锁固胶
汉高乐泰243是一种单组分,触变性,中等强度,可拆卸,容油性好,厌氧型 螺纹锁固胶。本产品在隔绝空气的条件下,在两个紧密配合的金属面间固化。尤其 适用于惰性表面,例如不锈钢和电镀表面。 ◆典型用途:避免螺纹紧固件的松动和渗漏,尤其适用在用手工工具可拆卸的部件 上,例如泵或电动机装配螺栓上,发动机摇杆的螺母上或设备压紧螺钉上。 ◆颜色:蓝色; ◆最大填充间隙:0.13mm; ◆耐温:-54℃至150℃; ◆平均拆卸力矩:4~41N.m; ◆固化时间:初固20分钟, 全固24小时; ◆包装规格:50ml和250ml瓶装;
Loctite272螺栓锁固胶,
汉高乐泰272是一种单组分,耐高温,高强度,适合于永久性锁固和密封螺纹 紧固件、厌氧型螺纹锁固胶。本产品在隔绝空气的条件下,在两个紧密配合的金属 面间固化。 ◆典型用途:高强度、耐高温,避免螺纹紧固件的松动和渗漏,用途包括高温下锁 固和密封螺柱,螺母,螺杆,螺栓和装配件。尤其适合于温度超过230°C 的应用场 合。 ◆颜色:橙红色; ◆粘度(mPa.s)4000~5000; ◆最大填充间隙:0.25mm; ◆耐温:-54℃至230℃; ◆平均拆卸力矩:20~35N.m; ◆平均破坏力矩:18~23N.m; ◆固化时间:初固30分钟, 全固24小时; ◆包装规格:50ml和250ml瓶装;
乐泰胶222

乐泰222胶水简要说明:低强度,触变性粘度包装规格:50ml/支乐泰螺纹锁固剂222低强度,触变性粘度乐泰螺纹锁固剂222适用于大多数金属表面,易拆卸。
用于M2至M12螺纹的锁固与密封。
乐泰螺纹锁固剂222应用于紧固件直径为1/4"(6mm)或更小比较理想,具有一定的润滑性以达到精确的夹持负荷。
乐泰螺纹锁固剂222的颜色:紫色粘度(mPa.s):1200/5000平均拆卸力矩:3.4N.m平均破坏力矩:6N.m耐温:-54℃至150℃乐泰222胶水低强度,触变性粘度(乐泰胶水222胶水)适用于大多数金属表面,易拆卸。
用于M2,M12 螺纹的锁固与密封。
应用于紧固件直径为1/4" (6mm) 或更小比较理想,具有一定的润滑性以达到精确的夹持负荷颜色粘度(mPa.s)平均拆卸力矩(N.m)平均破坏力矩(N.m)温度范围(℃)固化速度钢@25℃推荐促进剂比重紫色1200~5000 3.4-6.0 17-40 -30~200 24小时7649/7471 1.1典型应用: M12一下螺纹的锁固与密封乐泰222胶水应用案例螺纹密封剂防止气体和液体从管道接头泄漏。
由于振动、压力或温度不断变化,所有这些接头都是动态的。
乐泰厌氧密封剂固化成不溶性硬塑料螺纹填料,无论是否施加扭矩该填料都可用来防止泄漏。
螺纹锁固剂是单组分厌氧锁固剂,它完全填补了界面连接螺纹之间的微小间隙。
在没有空气的情况下接触金属时,锁固剂聚合成坚硬的固体。
涂抹到表面以达到保护或装饰目的的一层物质;又称为覆盖层。
涂料能够防止基材受到各种环境问题的影响,如:焊点腐蚀、潮湿和发霉、燃料和过程溶剂、工作温度,以及灰尘、污物和操作时出现的人工损坏。
LOC 222 MSDS
防范说明(储存):
P403+P233 存放在通风良好的地方。保持容器密闭。 P405 存放处须加锁。
第三部分 成分/组成信息
成分信息:
甲基丙烯酸树脂螺纹锁
根据GB 13690-2009 公布的有害物质:
有害物成分 CAS-No. 1-甲基-1-苯基乙基过氧化氢 80-15-9
含量 1- 5 %
GHS 分类
警告
H319 造成严重眼刺激。 H335 可能引起呼吸道刺激。
MSDS-No.: 153481 V001.3
LOCTITE# LOW STRENGTH THREAD LOCKER 222#
第2页 共7页
防范说明(预防):
P261 避免吸入粉尘/烟/气体/烟雾/蒸气/喷雾。 P271 只能在室外或通风良好之处使用。 P280 戴防护手套/穿防护服/戴防护眼罩/戴防护面具。
性状: pH值: 沸点(℃): 闪点(℃):
第九部分 理化特性
液体
外观:
3,00 - 6,00
熔点(℃):
> 149 °C (> 300.2 °F) 相对密度(水=1):
> 93,3 °C (> 199.94 °F) 引燃温度(℃):
紫色 无资料。 1,0800 g/cm3 无资料。
MSDS-No.: 153481 V001.3
第二部分 危险性概述
物质或混合物的分类根据GB 13690-2009 (化学品分类和危险性公示通则):
危险分类 严重眼损伤/眼刺激 特定目标器官毒性-单次接触
危险类别 第2A类 第3类
接触途径 眼睛接触
标签要素根据GB 15258-2009 (化学品安全标签编写规定):
螺纹紧固胶222、242、243参数对比

平均拆卸力矩
3.4N.m
4.9N.m
7N.m
平均破坏力矩
6N.m
12.4N.m
20N.m
耐温-工作温度
常温固化速度 (固化/形成作用 力)
150℃ 10分钟/24小时
- 54℃至150℃ 10分钟/24小时
- 54℃至180℃ 10分钟/24小时
其他特点
便于拆卸
钢材质衬底上固化迅速
广受欢迎的产品 具有耐油性 适用于所有金属衬底 使用标准工具即可拆卸
用于 M6 ~ M20 螺纹的锁固与 快速固化,可用于惰性表面,
密封。
容油性好。易拆卸,可在轻微
是一种可拆卸螺纹锁固剂。具 油质的工作表面上使用。
有一定的润滑性以达到精确的 可以用于 M20 以下螺纹的锁
夹持负荷。
固与密封。
紫色
蓝色
蓝色
粘度(mPa.s)
1200/5000
1200/5000
1300/3000
螺纹紧固胶222、242、243参数对比
ห้องสมุดไป่ตู้
型号
乐泰222
乐泰242
乐泰243
强度
低强度,触变性粘度 中强度 通用型,触变性粘度
耐机油/中强度
最大螺纹尺寸 适用范围 颜色
< M6 (1/4")
M6 to M20 (1/4" TO 3/4") M6 to M20 (1/4" TO 3/4")
适用于大多数金属表面, 易拆卸。用于 M2至M12 螺 纹的锁固与密封。 应用于紧固件直径为 1/4" (6mm) 或更小比较理想, 具有一定的润滑性以达到 精确的夹持负荷。
乐泰胶水型号规格表

乐泰胶水:A\瞬干胶:通用型:401:粘度100CP,5秒/24H,强度2900PSI,透明耐121度406:粘度20CP,30秒/24H,强度2250PSI,透明耐121度454:凝胶、45秒/24H,强度3030Psi,透明121度495:低粘40CP,5秒/24H,强度2060PSI,透明121度增韧型:435:表面敏感,200CP,40/24H,2700PSI,100度480:黑色200CP,90秒/24H,3800PSI,100度低白化、气味:403:1200CP,30秒/24H,2950PSI,80度460:40CP,20秒/24H,3200PSI.80度耐高温:4204:4000CP 120秒/24H,2400PSI,121度光固胶:4311:1000CP 30秒 100度B\螺纹锁固:243:通用蓝色螺纹胶,粘度2150CP 10分/24H,耐180度,可拆230 lb/in 290:螺纹胶、粘度40CP 20分/24H,耐150度,可拆90 lb/in222:螺纹胶、粘度1200CP 20分/24H,耐150度,可拆50 lb/in263:通用红色螺纹胶,粘度500CP 10分/24H,耐180度,加热拆290 lb/in 268: 螺纹胶、半固体 5分/24H,耐150度,加热拆355 lb/in277:螺纹胶、粘度7000CP 45分/24H,耐150度,加热拆280 lb/inC\管螺纹密封:567:粘金属基材,通用型耐200度粘度540000CP膏体545:粘金属基材,耐150度,细牙螺纹粘度15000CP液体542:粘金属基材,耐150度,细牙螺纹粘度600CP液体577:粘金属基材,耐150度,粗牙螺纹粘度25000CP膏体55:密封绳,粘金属和塑胶各种螺纹,耐150度D\平面密封:518/510/515:红粉紫,耐150-200厌氧膏体SI 5***: 灰黑色湿气固化硅胶,耐200~316度E\锁配固持:间隙最大到0.06"609:耐温150,10分/24H固化,强度2300psi641:耐温150,20分/24H固化,强度1700psi648:耐温180,3分/24H固化,强度3900psi间隙0.01~0.02"620:耐温230,60分/24H固化, 强度3800psi638:耐温180,4分/24H固化, 强度4500psi间隙0.01~0.02"660: ,耐150度,强度3335psiF\通用型基材胶:HY4090 1:1 AB 胶 180秒 2420PSIG\结构胶AA330:4分钟 120度间隙0.5mmEA 3423:45分钟 150度间隙3mmEA E-20HP 20分 120度EA 9464 20分 120度EA 9483 60分钟 120度间隙0.25 显示器用EA 9492 15分钟 170度白色AA332:磁铁专用,促进剂SF7387 3分钟 200度。
loctite厌氧胶(螺纹锁固胶)各型号特点及使用场合

型号粘度(mPa.s)强度初固化时间Loctite-2221200 ~ 5000低强度型(6Nm破坏扭矩)20 min @25℃Loctite-241110 ~ 150(适中)中强度型(15Nm破坏扭矩) 5 min @25℃Loctite-2432250 ~ 12000(高粘度)中强度型(20Nm破坏扭矩) 5 min @25℃Loctite-243-SG2250 ~ 12000(高粘度)中强度型(20Nm破坏扭矩) 5 min @25℃Loctite-263400 ~ 600高强度型(22Nm破坏扭矩) 5 min @25℃Loctite-2701500 ~ 900高强度耐油型(26Nm破坏扭矩)10 min @25℃Loctite-2729500高强度耐高温型(23Nm破坏扭矩)30 min @25℃Loctite-2779500超高强度耐高温型(32Nm破坏扭矩)60 min @25℃Loctite-262020000 ~ 70000(高粘度)高粘度耐高温型30 min @25℃Loctite-29025~55(低粘度)渗透型(10Nm破坏扭矩) 5 min @25℃特点及使用场合常见金属螺纹的锁固,尤其适用于M2~M13的螺纹锁固常见金属螺纹的锁固,尤其适用于M2~M13的螺纹锁固表面惰性螺纹的锁固,尤其适用于部件表面有轻微油污的螺纹锁固,M20以下的螺纹锁固效果最好表面惰性螺纹的锁固,尤其适用于部件表面有轻微油污的螺纹锁固,M20以下的螺纹锁固效果最好常见金属螺纹的锁固,尤其适用于M20以下的螺纹的永久性锁固。
极佳的耐油性能,可长期在150℃下使用,表面惰性螺纹的永久性锁固,尤其适用于热油冲击场合耐高温达230℃,高温场合螺纹的永久性锁固,尤其适用于气缸头双头螺纹的锁固和M40以下的螺纹的永久性锁固。
适用于恶劣化学化境下螺纹的锁固,尤其适用于M36以下螺纹永久锁固场合最高可在343℃环境使用,常见金属螺纹的永久性锁固,尤其适用于高温场合可以从很小的缝隙渗入,适用于M2~M12的螺纹锁固,也适用于焊缝、铸件砂眼等微孔的密封。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
100
75
°C
5 °C
40 °C
50
22
25
钢 重铬酸锌
钢材上的强度
钢材上的强度
100
75
50
25
0 1min
铜
不锈钢
5min10min 30min 1h 3h 6h
固化时间
24h 72h
0 1min
5min10min 30min 1h 3h 6h
固化时间
24h 72h
固化速度与促进剂的关系 当固化速度很慢或者间隙较大时,应用促进剂可以加快固 化速度. 下图显示在M10 镀锌钢制螺栓和螺母上,使用促 进剂7471™ 和 7649™,其破坏力矩和时间的关系。测试标 准 ISO 10964 标准.
Technical Data Sheet
LOCTITE® 222
1月-2009
产品说明 LOCTITE® 222 具有下列性能
技术
丙烯酸
化学类型
二甲基丙烯酸乙酯
外观(未固化)
紫色液体LMS
荧光性
具有荧光性LMS
组成
单组分-不需混合
粘度
低粘度,触变性
固化方式
厌氧
二次固化
促进剂
应用
螺纹锁固
强度
低强度
LOCTITE® 222 适合于锁固和密封需要正常拆卸的螺纹紧 固件. 该产品在隔绝氧气的金属密封面间固化,可以防止 由于震动或冲击而引起的松动或泄漏. 主要用于需要容易 拆卸的定位螺丝,小直径螺栓以及配合长度较长的螺栓. 触变特性减少了液态LOCTITE® 222 在施胶后,未固化前 到处流淌.
当使用清洗剂清洗材料表面时,应检查该清洗剂与胶水的 相容性。在某些情况下,使用的清洗剂可能会影响胶水的 固化和性能。
该产品不推荐使用在塑料上(尤其是热塑性塑料,可能会 引起破裂),在应用之前建议首先测试产品对材质的相容 性。
需当地销售与技术支持可 以访问下列网址:
使用指南 装配
100
钢材上的强度 0.05 mm
0.15 mm
75
50
0.2 mm
25
0 1min
5min10min 30min 1h 3h 6h
固化时间
24h 72h
固化速度与温度的关系 固化速度取决于温度. 下图显示在M10的螺栓和螺母上 ,在不同温度下破坏力矩与时间的关系。测试标准为ISO 10964 标准.
1周后 @ 22 °C 松脱力矩, ISO 10964, 预紧扭矩 to 5 N·m: M10 镀锌螺栓和螺母上测量
热强度 在测试温度下进行强度测试
TDS LOCTITE® 222, 1月-2009
100
75
% 强度
50
25
0
0
50
100
150
温度(°C)
老化强度 在测试温度下进行老化,在22 °C进行测试
125
100
120 °C
% 初始强度
75
50 150 °C
00
3000
4000
5000
时间
耐化学品/溶剂测试 在下列条件下进行老化,在 22 °C进行测试.
初始粘结强度的剩有率%
环境
°C 100 h 500 h 1000 h 5000 h
机油(MIL-L-46152)
125 100
固化前的材料特性
比重@ 25 °C
1,05
闪点 - 见 MSDS
粘度, Brookfield - RVT, 25 °C, mPa·s (cP):
转子 3, 转速 2,5 rpm
≥3 500
转子 3, 转速 20 rpm
900-1 500LMS
粘度,EN 12092 - MV, 25 °C, 后180 s, mPa·s (cP):
钢材上的强度
100
无促进剂 75
50 25
7471™ 促进剂 7649™促进剂
0
1min
5min10min 30min 1h 3h 6h
24h 72h
固化时间
固化后材料典型性能
物理性能: 热膨胀系数 ISO 11359-2, K-1 导热系数, ISO 8302, W/(m·K) 比热, kJ/(kg·K)
商标使用 LOCTITE是汉高有限公司的注册商标
参考 0.4
需当地销售与技术支持可以访问下列网址:
被排出. 7. 按正常操作装配螺栓。当需要上紧到所需力矩时,力
矩补偿并不需要. 8. 对于密封应用, 将产品涂在外螺纹上(360°)第一
个螺纹不涂,将胶粘剂添满整个的螺纹间隙。对于更 大的螺纹和间隙,可以调整涂胶量并且将也将产品应 用在内螺纹上.
拆卸 1. 用标准拆卸工具拆卸. 2. 在极少情况下,由于配合长度很长导致常温下无法拆 卸,可以局部加热螺栓和螺母到2320C,趁热进行拆 卸.
1. 为了获得最佳效果,使用诸如乐泰ODC free清洗剂彻 底清洗材料内外表面,并干燥.
2. 如果材质为非活泼金属或未知材料,在配合面喷洒 ,并晾干30秒钟.
3. 使用前充分摇匀. 4. 为防止胶水阻塞施胶嘴,应避免胶嘴接触金属物质. 5. 对于通孔,在螺栓和螺母配合部位点胶. 6. 对于盲孔,在盲孔底部滴胶。当装配时,内部空气会
M10 钢制螺栓和螺母
N·m
(lb.in.)
14 (120)
最大平均拆卸力矩, ISO 10964, 预紧扭矩 to 5 N·m:
M10 钢制螺栓和螺母
N·m (lb.in.)
14 (120)
压剪切强度, ISO 10123: 钢制轴和套
N/mm² ≥2,5LMS (psi) (≥360)
典型环境抵抗性能
清洗 1. 对于固化的胶水,可将其浸泡在溶剂中或使用钢刷等 工具进行机械打磨.
乐泰材料说明LMS LMS于5月-18, 1999. 每一批号产品都有测试报告 。LMS测试报告中含有一些对客户有用的质检测试参数 。此外,我们也通过多种质量控制,确保产品质量的一致 性。特殊客户的要求可以由汉高乐泰质量中心负责协调。
剪切速度277 s-1
135
典型固化特性
固化速度与基材的关系
固化速度取决于所用的基材.
下图显示在不同材质的
M10的螺栓和螺母上,破坏力矩与时间的关系。测试标准
为ISO 10964 标准.
固化速度与间隙的关系 固化速度取决于间隙的大小. 螺纹紧固件的间隙与螺纹的 类型、质量和尺寸有关. 下图显示在钢制轴和套上,在不 同的间隙,剪切强度和时间的关系。测试标准为ISO 10123方法测试.
TDS LOCTITE® 222, 1月-2009
说明 本文中所含的各种数据仅供参考,并被认为是可靠的。对 于任何人采用我们无法控制的方法得到的结果,我们恕不 负责。自行决定把本产品用在本文中提及的生产方法上 ,及采取本文中提及的措施来防止产品在贮存和使用过程 中可能发生的损失和人身伤害都是用户自己的责任。鉴于 汉高乐泰公司明确声明对所有因销售乐泰产品或特定场合 下使用乐泰产品而出现的所有问题,包括针对某一特殊用 途的可商品化和适用性的问题,不承担责任。汉高乐泰公 司明确声明对任何必然的或意外损失包括利润方面的损失 都不承担责任。本文中所论述的各种生产工艺或化学成分 都不能被理解为这些专利可以被其他人随便使用和拥有或 被理解为得到了包括这些生产工艺和化学成分的汉高公司 的专利许可证。建议用户每次在正式使用前都要根据本文 提供的数据先做实验。本产品受美国、外国专利或专利应 用的保护。
80×10-6 0,1 0,3
固化后材料特性
胶粘剂性能
24小时后 @ 22 °C 破坏力矩, ISO 10964: M10 钢制螺栓和螺母
N·m (lb.in.)
6 (50)
平均拆卸力矩, ISO 10964: M10 钢制螺栓和螺母
N·m (lb.in.)
4 (35)
松脱力矩, ISO 10964, 预紧扭矩 to 5 N·m:
单位换算 (°C x 1.8) + 32 = °F kV/mm x 25.4 = V/mil mm / 25.4 = inches µm / 25.4 = mil N x 0.225 = lb N/mm x 5.71 = lb/in N/mm² x 145 = psi MPa x 145 = psi N·m x 8.851 = lb·in N·m x 0.738 = lb·ft N·mm x 0.142 = oz·in mPa·s = cP
95
90
85
含铅汽油
22
95
95
95
95
制动液
22
95
95
95
90
50/50 乙二醇/水
87
80
80
80
80
丙酮
22 100
90
90
90
乙醇
22
95
95
90
90
注意事项
本产品不宜在纯氧与(或)富氧环境中使用,不能作为氯 气或其它强氧化性物质的密封材料使用。
有关本产品的安全注意事项,请查阅乐泰的材料安全数据 资料(MSDS).