LDS天线工艺及设计参考
LDS天线工艺及设计参考

LDS天线工艺及设计参考
注塑
将进行激光线路成形加工的这个有形部件是用单组分注塑方法制造的。
经过干燥和预热的塑料颗粒在高压下注入模具中,经过冷却后,这个坚硬的部件就成为了模具的复制品。
此注塑MID 元件下一步就是利用激光机进行线路加工。
激光活化
可以进行激光活化的热塑性塑料中含有一种特殊的有机金属复合物形态的添加物,这种添加物在聚焦激光束的照射下可以发生物理化学反应而被活化。
在此掺有杂质的塑料中加工出的裂痕里,复合物被打开并从有机配价体中释放出金属原子。
这些金属粒子作为还原铜的核子。
除了活化之外,激光还使表面微细的粗化,激光只融化了高聚物基体,不会融化其中的填充物。
这样就形成了微细的凹坑和豁口以便在金属化中使铜牢固的附着在上面。
(见图)
金属化
LDS 工艺的金属化部分第一步是清洁以除去激光加工的碎屑,然后是进行有机镀铜浸泡以形成导电线路。
此工艺的一个优势是无需普通镀铜工艺中的初期活化工序。
它的沉淀速度为 3 - 5 微米/小时,若需要更厚的铜层,可以接着进行普通电镀镀铜。
还可以进行镀镍、金、锡、锡/铅、银、银/钯等等,以满足特殊的应用要求。
LDS设计参考。
【工艺知识_04】一文真正读懂LDS工艺

【工艺知识_04】一文真正读懂LDS工艺1LDS简介LDS天线技术就是激光直接成型技术(Laser-Direct-structuring),利用计算机按照导电图形的轨迹控制激光的运动,将激光投照到模塑成型的三维塑料器件上,在几秒钟的时间内,活化出电路图案。
简单的说(对于手机天线设计与生产),在成型的塑料支架上,利用激光镭射技术直接在支架上化镀形成金属天线pattern。
这样一种技术,可以直接将天线镭射在手机外壳上。
这种天线的好处是天线更加稳定、也可以避免内部元器件的干扰,同时也可以节省出更多的设计空间,让手机做得更加纤薄。
2LDS的优势1.设计灵活,节省空间:三维电路载体,可供利用的空间增加;器件更小、更轻;功能更多,设计自由度更大,有可能实现创新性功能。
2.柔性制造:印制电路(PCB)工艺修改图案需要改菲林;修改外型需要改模具。
而LDS工艺不要模具,只修改激光机CAD数据,优势明显。
3.环保流程:传统的塑胶表面电镀金属,抗剥离强度差,且需要酸粗化、水洗、沉积贵金属钯水等不环保流程,而LDS工艺无此流程,直接环保化学镀;相比印制电路(PCB)工艺,属于加法工艺,不要去掉铜泊,省略了蚀刻环节,无环境负担。
4.环境友好:制造过程无污染、无高压、无废水、无强电、无噪音、无废气。
5.敏捷制造:相比印制电路工艺,省略了漫长的制造菲林、模具、蚀刻等环节,制成短而灵活。
6.产品性价比高:省略了五金螺丝、接插件、电路板,在一些应用中实现了高密度的三维立体组装。
7.与现有各工艺互补兼容性强:在现有工艺流程中,增加了激光处理、化学镀环节。
与塑胶业、电镀业、激光加工企业、印制电路板行业相融性好,只是增加了流程,或者更改原料和参数或药水。
3LDS工艺流程LDS工艺流程如下:3.1 LDS原材料的要求LDS材料是一种内含有机金属复合物的改性塑胶,激光照射后,使有机金属复合物释放出金属粒子。
有机金属复合物有如下特性:①绝缘性;②不是催化性活性剂;③抗可见旋旋光性;④可以均匀分散在塑料基体中;⑤激光照射后能释放金属粒子;⑥耐高温,耐化学性;⑦低毒;⑧无逸出,无迁移,抗提性好。
LDS工艺知识

.LDS设计考量
3. 塑胶件在镭雕走线设计时应该规避的问题点:
二、化镀工艺流程介绍:
预铜 厚铜 镀镍 镀金
预铜:在镭雕表面形成薄铜层并完全覆盖; 厚铜:增加镀铜厚度; 镀镍:在铜金间加一层惰性金属层,防止铜金的置换反应;
提高工件抗腐蚀性,耐磨性;
镀金:镀金为惰性金属层,增加工件抗腐蚀性;
LDS工艺介绍
LDS—Laser Direct Structuring(激光直接成型)工艺是由德国LPKF公司研发的,是一种专业雷射加工、
射出与电镀制程的3D-MID“Three-dimensional moulded interconnect device”生产技术。LDS天线技术主 要应用于移动通讯领域,实现智能手机天线及手机支付这一部分的功能。首先,元器件的母体由标准的 注塑成型工艺完成,使用一种金属组织合成物的激光激活塑料(注塑)。第二步,材料被激光激活,激 光使含有掺杂物的塑料中的金属组织化合物分离(激光活化)。暴露出来的金属原子为第三步也就是接 下来的无电镀法工艺提供了种子层,它将会在激光激活区域生长出厚度为5~10微米的金属层(表面金 属化)。
4. 纸带耐磨测试:在一定荷重和一定转数下,模仿人手对工件的磨耗程 度。
5. 百格测试:测试镀层与基材的粘合程度,又名附着力测试。
五、化镀工艺中易出现问题:
1. 问题:化镀生产中易出现产品镀层的溢镀及漏镀。 2. 原因:镭雕异常或化学药水不稳定均可造成溢镀及漏镀的产 品。镭雕产品缺雕会造成漏镀,产品多雕或激光粉尘未清理
2. 目前国内市场常用的镭雕机品牌 国外LDS镭雕机品牌:乐普科(LPKF) 目前国产LDS镭雕机品牌比较出名的大概有 :拓博锐、泛友、 泰德等家机型 1、目前国产LDS镭雕机只局限在单激光头机型,而LPKF不仅 有单激光头机型,同时还有3个以及4个激光头机型,如 Fusion3D 6000,效率较单激光头机型为高。 2、在精度及稳定性上,国产品牌越来越接近LPKF 3、在调机及操控图档走线方式上,每家机型都有自己的操控 特点。目前来看,针对天线图档,与LPKF相比,没有什么 问题。
LDS工艺知识
LDS工艺知识哎呀,说起 LDS 工艺,这可真是个有趣又有点神秘的东西呢!LDS 工艺啊,简单来说,就是一种在塑料部件上实现三维电路的技术。
你能想象吗?一块普普通通的塑料,经过这神奇的工艺,就能变成拥有复杂电路的高科技产品!就拿我之前的一次经历来说吧。
有一次,我去一家电子厂参观,正好看到他们在生产一批采用 LDS 工艺的手机天线。
那场面,可太让我开眼了!工人们熟练地操作着各种机器,把塑料部件放进一个大大的设备里,不一会儿,这些部件上就出现了精细的电路图案,就像魔法一样!我好奇地凑近去看,发现这工艺的精度高得吓人。
那些线路细得就跟头发丝似的,而且排列得整整齐齐,一点差错都没有。
我问旁边的工人师傅,这么精细的活儿,是怎么做到的?师傅笑着说,这可全靠LDS 工艺的厉害!LDS 工艺的原理其实不难理解。
它首先是在塑料部件上注塑成型的时候添加一种特殊的添加剂,这种添加剂能让塑料对激光变得敏感。
然后呢,用激光按照设计好的线路图案照射这些塑料部件,被照射的地方就会发生化学反应,变得具有导电性。
接下来,再通过化学镀的方法,在这些导电的线路上镀上一层金属,比如铜或者镍,这样一来,三维的电路就形成啦!在实际应用中,LDS 工艺的优点那可真是数都数不过来。
比如说,它能让产品变得更加轻薄小巧。
你想想,以前那些大大的、笨笨的电路,现在都能“藏”在小小的塑料里面,这得节省多少空间啊!而且,因为是三维的电路,设计上也更加灵活多样,可以根据产品的形状和需求来定制,不再受到传统平面电路的限制。
这就好比给设计师们打开了一扇全新的大门,让他们的创意能够尽情地施展。
还有哦,LDS 工艺的稳定性和可靠性也非常高。
不像有些传统工艺,容易出现接触不良或者短路的问题。
这对于那些对品质要求极高的电子产品来说,简直是太重要了!比如说,我们每天都离不开的手机,如果天线出了问题,那信号可就差得没法用啦!再给你讲讲 LDS 工艺在汽车电子领域的应用吧。
基于LDS工艺的多频段手机天线设计
摘要 : 介绍 了一种新 型的天线加 工工艺——激 光直 接成型 ( L D S ) 技术 , 根 据这种 加工 技术 设计 了
一
种新型的多频段手机天线 , 并制作 了天 线实物 。通过仿 真实验 , 能满 足移 动手机 天线 的设 计要
有L D S 性能的塑料 , 在热塑性的塑料上注塑成型, 然后用激光光束照射塑料表面, 即激光活化, 使激光照射区 释放 出金属粒子 , 并形成粗糙 的表面 , 再经过化学 电镀 , 最终得 到符合设计要求 的金属导电图案 J 。 L D S 技术 目 前 已广泛应用于天线设备、 医疗设备 、 汽车电子、 传感器等技术领域 。相 比于传统的天 线设备加工工艺 , L D S 技术具有制造流程短 、 环境友好 、 精度高 、 稳定性好等优点。并且 L D S技术具备 完 全 的三维 功 能 , 可 以根 据 实 际需 要 的形 状 设 计 手 机 天 线 。 同 时 L D S技 术 也 增 强 了手 机 空 间 的利 用 率, 让 智能 手机 的机 身达 到一 定程 度 的纤 薄 。文 献 [ 4—6 ] 中提 到 的手机 天线 都是 利 用 L D S工艺 设 计 而 成, 均合理 利 用 了手 机 的壳体 结 构 , 在极 小 的空 间里 设 计 了多款 手 机 天 线 。而 本 文则 是 针 对 L D S工 艺 的优势 , 利用手机后壳上 的空间设计了一款多频段的手机天线 , 从而减少 了手机 内部空间的占用 , 同时 也 避 免 了手机 内部元 器 件 的干扰 , 保证 了手机 的信 号 。
第3 5卷第 2期
2 0 l 5年 3月
杭 州 电 子 科 技 大 学 学 报( 自然科 学版 )
材料人必看:LDS工艺全解

材料人必看:LDS 工艺全解LDS 工艺发展至今已经比较稳定成熟了,相对其它传统工艺,LDS 具有 成品体积小,制程简化,研发制造时间短,制程稳定。
环保,精确度高等技术优势。
目前已经广泛应用于智能手机天线、笔记本电脑天线,医疗设备传感器、汽车设备传感器、电子电气 等产品中。
首先,LDS 到底是什么?LDS-激光直接成型技术,是指利用数控激光直接把电路图案转移到模塑塑料原件表面上,利用立体工件的三维表面形成电路互通结构的技术。
LDS 材料是一种内含有机金属复合物的改性塑料,经过激光照射后,使有机金属复合物释放出粒子。
那么,LDS 的工艺流程又是怎样的?)图二:LD S 专用料的制备流程,由广东中塑新材料有限公司 提供模厂根据终端客户的需求和LDS专用料的要求开模和注塑。
(1)开模注塑工艺设计可能会给LDS过程中带来的影响①镭射区域不能设计垂直面,要适当的设计斜坡,斜坡与垂直线的角度应大于等于30°以上。
(如图三)图三:镭射区域设计斜坡与垂直线30°以上②镭射区应尽量避开分模线,以免后续给镭射工艺带来断线的致命影响。
③分模线的高度上限不能超过0.05mm。
④导通孔应该设计为锥角,锥角角度应为大于等于60°的角度,导通孔的最小直径应为0.2mm,孔边可倒半径为0.15mm的圆角。
(图四)⑤塑胶素材表面不应做抛光处理,粗糙度为Rz5-10um,符合LDS制程要求。
⑥塑胶成品素材尺寸公差要求不能超过0.02mm平整度一致度要求要高.图四如按照客户需求,提供中塑新材料有限公司的PC基材,型号为7015-LMT的白色LDS材料。
需要注塑成型前材料在120℃的温度下,烘烤4-5个小时来确保材料干燥充分,也更能保证注塑成型的顺利进行。
模温控制在100-120℃,注塑温度控制在250-310℃的范围内。
注意在注塑成型过程中,不可添加水口料。
注塑成型后的素材到镭雕线完成镭雕过程;图五:LDS材料镭雕,化镀示意图(1)导电线路设计须知①尽可能的将线路设计在同一个面,曲面平面不受限制,拿一个长方体素材来说,拐角相连的线路非常影响LDS生产效率,若能改为在两条对边上就可以提高生产效率,尤其是较大机壳。
LDS设计规范标准
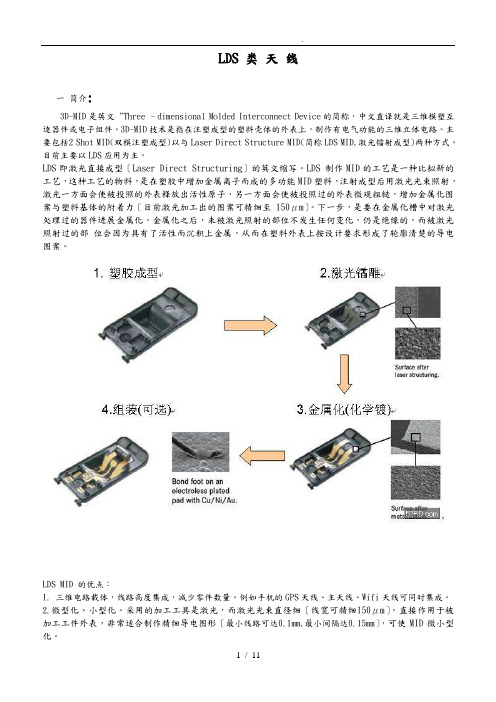
LDS 类天线一简介:3D-MID是英文“Three –dimensional Molded Interconnect Device的简称,中文直译就是三维模塑互连器件或电子组件。
3D-MID技术是指在注塑成型的塑料壳体的外表上,制作有电气功能的三维立体电路。
主要包括2 Shot MID(双模注塑成型)以与Laser Direct Structure MID(简称LDS MID,激光镭射成型)两种方式。
目前主要以LDS应用为主。
LDS即激光直接成型〔Laser Direct Structuring〕的英文缩写。
LDS 制作MID的工艺是一种比拟新的工艺,这种工艺的物料,是在塑胶中增加金属离子而成的多功能MID塑料,注射成型后用激光光束照射,激光一方面会使被投照的外表释放出活性原子,另一方面会使被投照过的外表微观粗糙,增加金属化图案与塑料基体的附着力〔目前激光加工出的图案可精细至150μm〕。
下一步,是要在金属化槽中对激光处理过的器件进展金属化,金属化之后,未被激光照射的部位不发生任何变化,仍是绝缘的,而被激光照射过的部位会因为具有了活性而沉积上金属,从而在塑料外表上按设计要求形成了轮廓清楚的导电图案。
LDS MID 的优点:1. 三维电路载体,线路高度集成,减少零件数量。
例如手机的GPS天线、主天线、Wifi天线可同时集成。
2.微型化、小型化。
采用的加工工具是激光,而激光光束直径细〔线宽可精细150μm〕,直接作用于被加工工件外表,非常适合制作精细导电图形〔最小线路可达0.1mm,最小间隔达0.15mm〕,可使MID微小型化。
导电图形加工步骤少,制造流程短。
3.天线更轻更小,节约设计空间4.设计&开发时间短,同时可满足开发设计中的屡次验证修改要求。
5.微小化程度佳,最小线路可达0.1mm,最小间隔达0.15mm6.柔性大。
采用计算机控制,由激光把计算机里的电路图形直接转移到注塑件上,无需额外的工具或掩膜。
LDS天线设计规范

Paralle /normal 0.1/-
Paralle /normal 0.6-0.8/-
117 12411 148 12411 -
50 2413 85 2413 -
1.74
1.34
MVR
cm³/ 10min
-
-
10
21
-
15
12
-
-
耀登電通科技(昆山)有限公司
以下两种材料为深圳市中塑新材料有限公司生产 HF420-LM
耀登電通科技(昆山)有限公司
第二部分:LDS设计技术要求
1、LDS专用材料 2、LDS公差 3、线路的宽度与线路的间距 4、线路间距/不同平面 5、尖锐转角 6 、雷射光入射角 7 、雷雕区域设计适当斜坡 8 、导通孔(模具孔) 9 、塑胶模具设计 10 、顶针摆放位置 11,顶针的设计 12 、塑件边缘到雷雕线路的距离 13 、线路与墙之间的距离 14 、线路与矩型孔间的距离 15 、表面处理 16,LDS可增加标示 17,LDS最大加工范围 18,化镀技术要求
18,化镀技术要求: 镀层参数分为内,外表面(暂行): 内表面镀层参数: A,激光活化深度10-12UM以上 B,镀铜:4-10UM C,镀镍:3-6UM D,镀金:0.1UM以上 外表面镀层参数: A,激光活化深度10-12UM以上 B,镀铜:4-7UM C,镀镍:3-5UM D,镀金:0.1UM以上 所有镀层厚度不超过12UM,建议值在10um以内 E,导通孔孔径:0.1mm以内 F,喷漆厚度:120-160UM之间 盐雾须过48小时; 内外表面均有走线,且外表面需要喷涂的,化镀参数以外表面为准。
耀登電通科技(昆山)有限公司
2,LDS公差
根据使用材料,零件几何形状,图案的复杂性,电镀: 一般情况下:LDS线路与线路公差为+/-0.10MM. LDS线路与塑件线路公差为 +/-0.15MM. 特殊情况下:LDS线路与线路公差为+/-0.08MM. LDS线路与塑件线路公差为 +/-0.12MM.
LDS天线设计规范
★
★
范围镭射光会失焦,需重新设置 Z 轴补偿。
10
激光在斜面上加工时对斜面角度的要求 : 1,透过镭射棱镜在 160X160mm 的边缘区域可产生 12.6 度的最大 入 射角。
★
★
★
2,激光在 160X160mm 的中心区域可以加工的斜面最小坡度为 13 度
鉴于以上两点,建议需镭雕处的斜坡:60° ( 至少确保光入射角大 于 25(12.6+13)度,为防止塑件在斜坡上有轻微缩水 ,所以建议角度 为 60 度 )
2.
LDS 设计考量.................................................................................................................................. 4~9
3.
注塑成型..............................................................................................................................................10
LDS天线技术全面解析
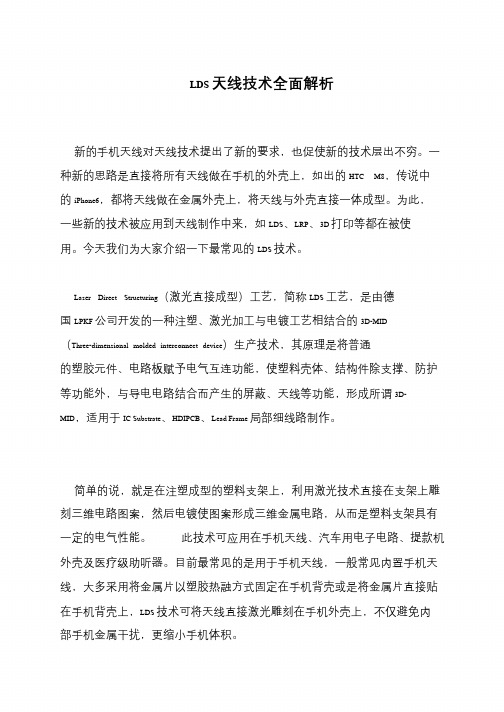
LDS 天线技术全面解析新的手机天线对天线技术提出了新的要求,也促使新的技术层出不穷。
一种新的思路是直接将所有天线做在手机的外壳上,如出的HTC M8,传说中的iPhone6,都将天线做在金属外壳上,将天线与外壳直接一体成型。
为此,一些新的技术被应用到天线制作中来,如LDS、LRP、3D 打印等都在被使用。
今天我们为大家介绍一下最常见的LDS 技术。
Laser Direct Structuring(激光直接成型)工艺,简称LDS 工艺,是由德国LPKF 公司开发的一种注塑、激光加工与电镀工艺相结合的3D-MID(Three-dimensional molded interconnect device)生产技术,其原理是将普通的塑胶元件、电路板赋予电气互连功能,使塑料壳体、结构件除支撑、防护等功能外,与导电电路结合而产生的屏蔽、天线等功能,形成所谓3D-MID,适用于IC Substrate、HDIPCB、Lead Frame 局部细线路制作。
简单的说,就是在注塑成型的塑料支架上,利用激光技术直接在支架上雕刻三维电路图案,然后电镀使图案形成三维金属电路,从而是塑料支架具有一定的电气性能。
此技术可应用在手机天线、汽车用电子电路、提款机外壳及医疗级助听器。
目前最常见的是用于手机天线,一般常见内置手机天线,大多采用将金属片以塑胶热融方式固定在手机背壳或是将金属片直接贴在手机背壳上,LDS 技术可将天线直接激光雕刻在手机外壳上,不仅避免内部手机金属干扰,更缩小手机体积。
LDS 工艺主要有个四步骤1、射出成型(InjecTIon Molding)。
此步骤在注塑机上将含有特殊化学添加剂(即所谓激光粉)的专用热塑性塑料注塑成型。
2、激光活化(Laser AcTIvaTIon)。
此步骤透过激光光束活化,用激光使激光粉活化形成金属核,并且形成粗糙的表面,这些金属核为下一步电镀提供锚固点。
3、电镀(MetallizaTIon)。
LDS_镭雕天线工艺_培训资料全

Pocan DP 7102
Lanxess AG
PA6/6T
Uitramid T438I LDS
BSSF AG
PC
PC/ABS
RTPandDSM
RTP PC/ABS
2599X113384C
RTPandDSM
2.材质选择注意事项.
2.1:材质选择需考虑LDS加工需求,如塑料的热膨胀系数、吸水性、机械特性、可焊
LDS线路设计时:线路到塑胶件边缘最小需预留的间隙.
2.2:线路宽度及线路间距.
A,最小的镭雕线路宽度:0.30mm<在同一个平面上,特殊情况下
为:0.20mm>
B,最小的镭雕线路间距为0.50mm,最好设计间距为0.80mm,以防止线
路短路.
2.3:线路间距/不同平面.
线路间距在不同的平面时的最小间距为0.50mm.最好能做到0.8-1.0,这种两个面相互交替
或,PC/ABS,对于LCP,尼龙PA6/6T暂不用考虑,这两种材料很贵,如果客户有要求,必
须知会业务.
2.4:LDS支架开模时需明确将材质注明在图纸材质一栏,并同时在邮件中注明.如果
供应商有异议,请及时知会我司并作相应的更改,使其实物材质与图档一致,如若没提
出异议,我司当默认供应商同意该材质,中途没有什么特殊原因.严禁更换材质.
对于海信的项目,需按照海信的检验标准来执行.所有LDS产品需用测试
治具全检出化.
注意镭雕治具与产品的配合性,避免结构干涉衍生的产品刮碰伤、
摆放不到位
6.2:成品包装
6.2.1:镭雕前后的产品均需整齐摆入吸塑盒,严禁用箱子和盒子堆放,以免产品在来
回磨擦中损坏线路,注意取放中的产品防护,尤其是镭雕区域;注意包装后存储空间
全面屏下的天线工艺----LDS

全面屏下的天线工艺----LDS全面屏下的天线设置一直是行业关心的问题,事实上难度全在手机的设计上。
不过,作为天线制作工艺的LDS,确是一个需要全面了解的好工艺。
LDS工艺发展至今已经比较稳定成熟了,相对其它传统工艺,LDS具有成品体积小,制程简化,研发制造时间短,制程稳定。
环保,精确度高等技术优势。
目前已经广泛应用于智能手机天线、笔记本电脑天线,医疗设备传感器、汽车设备传感器、电子电气等产品中。
首先,LDS到底是什么?LDS-激光直接成型技术,是指利用数控激光直接把电路图案转移到模塑塑料原件表面上,利用立体工件的三维表面形成电路互通结构的技术。
LDS材料是一种内含有机金属复合物的改性塑料,经过激光照射后,使有机金属复合物释放出粒子。
那么,LDS的工艺流程又是怎样的?(LDS工艺流程)1.金属氧化物的制备:有机金属复合物的特性:(1)绝缘性;(2)不是催化性活性剂;(3)可以均匀的分散在塑料基体中:(4)激光照射后能释放出金属离子;(5)耐高温;(6)耐化学性;(7)低毒;(8)无溢出,无迁移。
2.LDS专用料的制备:(LDS专用料的制备流程)3.开模与注塑:模厂根据终端客户的需求和LDS专用料的要求开模和注塑。
①镭射区域不能设计垂直面,要适当的设计斜坡,斜坡与垂直线的角度应大于等于30°以上。
(镭射区域设计斜坡与垂直线30°以上)②镭射区应尽量避开分模线,以免后续给镭射工艺带来断线的致命影响。
③分模线的高度上限不能超过0.05mm。
④导通孔应该设计为锥角,锥角角度应为大于等于60°的角度,导通孔的最小直径应为0.2mm,孔边可倒半径为0.15mm的圆角。
⑤塑胶素材表面不应做抛光处理,粗糙度为Rz5-10um,符合LDS制程要求。
⑥塑胶成品素材尺寸公差要求不能超过0.02mm平整度一致度要求要高.4.LDS镭雕:注塑成型后的素材到镭雕线完成镭雕过程;(LDS材料镭雕,化镀示意图)(1)导电线路设计须知①尽可能的将线路设计在同一个面,曲面平面不受限制,拿一个长方体素材来说,拐角相连的线路非常影响LDS生产效率,若能改为在两条对边上就可以提高生产效率,尤其是较大机壳。
LDS天线设计规范教程文件
1. LDS 塑材选用
1.1 不同等级的 LDS 热塑材料
材质 LCP
PET+PBT PBT
PA6/6T PC
PC/ABS
பைடு நூலகம்
型号 Vectra E820i-LDS Vectra E840i-LDS Pocan DP T7140 LDS
Pocan DP 7102 Ultramid T 4381 LDS
RTP PC/ABS 2599X113384C
厂牌 Ticona GmbH Ticona GmbH
Lanxess AG Lanxess AG
BASF AG RTP and DSM RTP and DSM
1.2 材质选择注意事项
� 材质选择需考虑LDS 的加工需求,如塑料的热膨胀系数、吸水性、机械特性、可 焊性以及后制程的加工特性也是选择的考量因素 (如:镭射、超声波焊接等…..)。
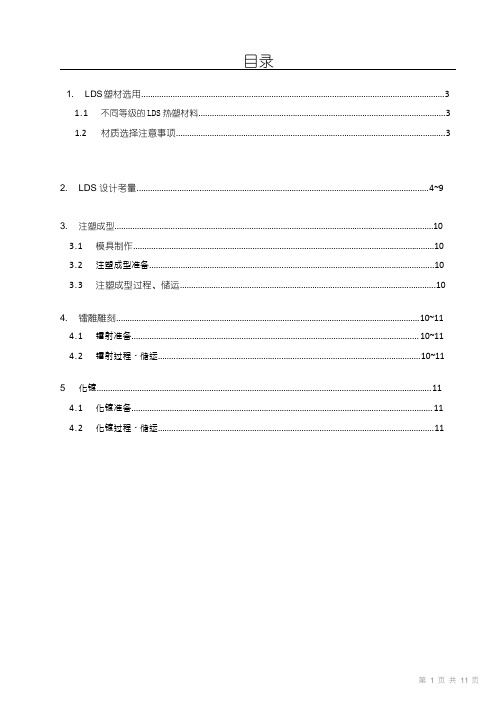
目录
1. LDS 塑材选用.......................................................................................................................................3 1.1 不同等级的 LDS 热塑材料..............................................................................................................3 1.2 材质选择注意事项........................................................................................................................3
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
LDS天线工艺及设计参考
注塑
将进行激光线路成形加工的这个有形部件是用单组分注塑方法制造的。
经过干燥和预热的塑料颗粒在高压下注入模具中,经过冷却后,这个坚硬的部件就成为了模具的复制品。
此注塑MID 元件下一步就是利用激光机进行线路加工。
激光活化
可以进行激光活化的热塑性塑料中含有一种特殊的有机金属复合物形态的添加物,这种添加物在聚焦激光束的照射下可以发生物理化学反应而被活化。
在此掺有杂质的塑料中加工出的裂痕里,复合物被打开并从有机配价体中释放出金属原子。
这些金属粒子作为还原铜的核子。
除了活化之外,激光还使表面微细的粗化,激光只融化了高聚物基体,不会融化其中的填充物。
这样就形成了微细的凹坑和豁口以便在金属化中使铜牢固的附着在上面。
(见图)
金属化
LDS 工艺的金属化部分第一步是清洁以除去激光加工的碎屑,然后是进行有机镀铜浸泡以形成导电线路。
此工艺的一个优势是无需普通镀铜工艺中的初期活化工序。
它的沉淀速度为 3 - 5 微米/小时,若需要更厚的铜层,可以接着进行普通电镀镀铜。
还可以进行镀镍、金、锡、锡/铅、银、银/钯等等,以满足特殊的应用要求。
LDS设计参考。