常见阀门材料热处理工艺
LCB低温钢阀门铸件的熔炼铸造及热处理探究
LCB低温钢阀门铸件的熔炼铸造及热处理探究摘要:本文首先对LCB低温钢阀门铸件的特点和化学成分简要分析,然后从选定浇注系统、制作铸造模具、选定阀体出品率、铸造质量缺陷等方面阐述LCB 低温钢阀门铸件的熔炼铸造工艺,从LCB低温钢阀门铸件化学成分比较、热处理工艺比较、LCB低温钢阀门铸件性能比较等方面阐述不同LCB低温钢阀门铸件的热处理工艺的优劣势,为LCB低温钢阀门铸件铸造人员提供参考。
关键词:LCB;低温;阀门铸件;熔炼铸造;热处理引言:LCB低温钢指的是美国ASTMA352标准中的一种低温碳素钢,主要在炼油化工装置的阀体、阀盖及阀板等阀门铸件中使用。
我国过去主要使用WCB材料铸造阀门,LCB低温钢阀门铸件铸造工艺体系不够成熟,无法保障炼油化工装置阀体、阀盖及阀板的质量符合要求,因此对LCB低温钢阀门铸件化学成份进行分析,并阐述不同铸造工艺下LCB低温钢阀门铸件的力学性能和低温性能差异,这样才能尽量掌握LCB低温钢阀门铸件的熔炼铸造及热处理工艺。
一、LCB低温钢阀门铸件的特点LCB低温钢阀门铸件的特点是低温性能良好,传统阀门铸件材料使用的碳钢虽然能够让阀门铸件力学性能达到要求,但是低温状态下传统阀门铸件材料脆性上升容易出现脆性断裂风险。
而阀门铸件主要应用在炼油化工领域中,一旦阀门铸件出现质量问题,势必会引发安全事故。
因此阀门铸件必须应用LCB低温钢材质,利用其低温状态下塑性、韧性、力学性能强的特点,减少安全事故发生几率[1]。
二、LCB低温钢阀门铸件的化学成分分析美国材料与试验学会ASTM A352/A352M中对LCB低温钢的力学性能和化学成分具有明确要求,其中力学性能具体要求如下:65ksi<抗拉强度<90ksi、屈服强度为35ksi、伸长率为25%、断面收缩率为35%、平均-46℃冲击值和最小值分别为18J、14J,同时需采用热处理工艺;化学成分具体要求如下:C≤0.30%、Si≤0.60%、Mn≤1.00%、S≤0.045%、P≤0.04%、Ni≤0.50%、Cr≤0.50%、Mo≤0.20%,大部分厂家在生产LCB低温钢阀门铸件时更愿意选择0.14%≤C≤0.18%、Mn≥1.2%、0.3%≤Ni≤0.4%且S、P含量尽可能低的铸件[2]。
阀表面处理工艺

阀表面处理工艺《阀表面处理工艺》1. 工艺的历史:追溯往昔1.1 早期的萌芽其实啊,阀表面处理工艺可不是现代才有的新鲜玩意儿。
早在古代,人们就已经有了一些对阀门表面进行处理的雏形思想。
就好比古代的铁匠打铁,在打造一些简易的类似阀门功能的物件时,他们会对铁的表面进行简单的打磨和涂抹油脂之类的操作。
这就像是给阀门穿上了一件简陋的“防护衣”,目的呢,就是让这个物件能更好地发挥作用,不容易生锈,就像我们平时给自行车链条上油一样,是为了让它更顺滑、更耐用。
1.2 工业革命后的发展随着工业革命的到来,机器大生产成为主流。
阀门在各种工业设备中的应用越来越广泛,对阀表面处理工艺的要求也就越来越高了。
这时候啊,就出现了一些比较简单的化学处理方法,比如说用酸来清洗阀门表面的铁锈,然后再涂上一层漆来防止再次生锈。
就像我们家里的铁锅,如果生锈了,我们可能会用醋来擦一擦除锈,然后再抹上一层食用油,这就是一个很类似的道理。
到了后来,随着冶金技术、化学技术等不断发展,阀表面处理工艺也变得越来越复杂和多样化。
2. 制作过程:神奇的变身之旅2.1 表面预处理2.1.1 清洗环节制作阀表面处理工艺的第一步,就像是给阀门洗个澡一样,要把阀门表面的脏东西、油污、铁锈之类的统统去掉。
这可不能马虎,就好比我们洗脸,如果脸没洗干净,后续擦什么护肤品都吸收不好。
清洗阀门表面的时候,可能会用到各种清洗剂,像一些碱性的清洗剂就像我们用的肥皂一样,可以把油污去掉;而酸性的清洗剂呢,就像除锈剂,专门对付铁锈。
2.1.2 打磨工序清洗完了之后,就到了打磨这一步。
打磨就像是给阀门做个美容,把表面不平整的地方都磨平。
这就像我们装修房子的时候,要把墙面磨平才能刷漆一样。
打磨的时候,根据阀门的材质和要求不同,会用到不同的工具,有的是用砂纸一点点磨,就像我们磨指甲一样小心翼翼;有的则是用专门的打磨机器,效率更高。
2.2 表面涂层处理2.2.1 喷漆工艺当阀门表面预处理好了之后,就可以开始给它穿上漂亮的“外衣”了,这就是喷漆工艺。
阀门制造工艺流程(3篇)

第1篇一、引言阀门作为管道系统中不可或缺的组成部分,其质量直接影响到管道系统的正常运行。
阀门制造工艺流程是保证阀门质量的关键,本文将从原材料采购、工艺设计、加工制造、装配检验、包装运输等环节详细阐述阀门制造工艺流程。
二、原材料采购1. 材料选择:根据阀门用途、工作介质、工作温度和压力等因素,选择合适的金属材料。
如碳钢、不锈钢、合金钢等。
2. 材料采购:按照设计要求,从正规供应商处采购所需原材料,确保材料质量符合国家标准。
三、工艺设计1. 设计方案:根据阀门用途、工作介质、工作温度和压力等因素,确定阀门结构形式、连接方式、密封形式等。
2. 工艺方案:根据设计方案,制定合理的加工工艺,包括热处理、机加工、装配、检验等环节。
四、加工制造1. 零件加工:按照工艺方案,对原材料进行切割、锻造、热处理、机加工等工序,加工出合格零件。
2. 零件检验:对加工出的零件进行尺寸、形状、表面质量等检验,确保零件符合设计要求。
3. 零件装配:将检验合格的零件进行装配,包括阀体、阀盖、阀杆、密封件等。
4. 装配检验:对装配后的阀门进行外观、尺寸、密封性能等检验,确保阀门符合设计要求。
五、装配检验1. 装配:将加工合格的零件按照设计要求进行装配,包括阀体、阀盖、阀杆、密封件等。
2. 检验:对装配后的阀门进行外观、尺寸、密封性能等检验,确保阀门符合设计要求。
3. 性能试验:对阀门进行压力、流量、密封等性能试验,验证阀门在实际使用中的性能。
六、包装运输1. 包装:将检验合格的阀门进行清洁、擦干,然后按照要求进行包装,确保阀门在运输过程中不受损坏。
2. 运输:将包装好的阀门运输至客户指定地点,确保运输安全、快捷。
七、售后服务1. 技术咨询:为客户提供有关阀门选型、安装、维护等方面的技术咨询。
2. 故障排除:在客户使用过程中,如遇到阀门故障,及时为客户提供故障排除服务。
3. 维修保养:为客户提供阀门维修、保养等服务,确保阀门长期稳定运行。
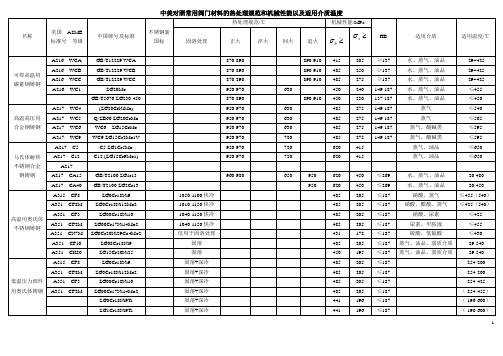
中美对照常用阀门材料的热处理规范和机械性能以及适用介质温度
900-950
620
900-950
485
275
143-192
水、蒸气、油品
≤425
A182 F2
GB/T3077 12CrMo
900-950
620
485
275
143-192
水、蒸气、油品
≤540
A182 F11
GB/T3077 15CrMo
955-970
620
485
275
143-207
515
205
≤187
硝酸、蒸气
≤800/540
A182 F321H
(1Cr18Ni9Ti)
515
205
≤187
硝酸、蒸气
≤700/540
-
1Cr18Ni9Ti
525
205
≤187
硝酸、蒸气
≤700/540
-
0Cr18Ni12Mo2Ti
525
215
≤187
硝酸、醋酸、蒸气
≤700/540
-
1Cr18Ni12Mo2Ti
A350 LF3
(3.5Ni)
深冷处理
890-910
590
483-655
259
≤197
(-101)
A350 LF9
(2Ni1Cu)
冰冷处理
890-910
590
434-607
317
≤197
(-73)
低温压力部件
用奥氏体锻钢
A182 F304
0Cr18Ni9
固溶+深冷
515
205
≤187
(-254-540)
阀门热处理流程
阀门热处理流程
下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!
Download Tip: This document has been carefully written by the editor. I hope that after you download, they can help you solve practical problems. After downloading, the document can be customized and modified. Please adjust and use it according to actual needs. Thank you!
阀门热处理流程:
①退火:将阀门或其部件加热至Ac3以上30—50度,保温后随炉缓慢冷却或埋置冷却,以细化晶粒、消除内应力,改善切削加工性。
②正火:加热到钢材或钢件的临界点Ac3或Acm以上,保温后空气冷却,获得珠光体组织,提高硬度和强度。
③固溶热处理:合金材料加热至高温单相区,保温使过剩相溶解,迅速冷却得到过饱和固溶体,增强材料性能。
④时效处理:固溶或塑性形变后,于室温或稍高温度下保持,逐步调整材料性能,减小内应力。
⑤淬火+回火:加热至高温后快速冷却(淬火),随后在较低温度回火,以调整硬度、韧性和抗应力腐蚀能力。
⑥调质:综合退火与高温回火步骤,提高综合力学性能,适合重要结构件。
⑦化学热处理:通过渗碳、氮化等改变表面化学成分,提高表面硬度和耐磨性。
⑧磷化:表面处理工艺,形成磷酸盐保护膜,增强防腐蚀能力。
合金阀门热处理工艺流程

合金阀门热处理工艺流程
嘿,朋友们!今天咱就来好好聊聊合金阀门热处理工艺流程,这可真是个超级有趣又超级重要的东西呢!
你想想啊,合金阀门就像是一个小战士,要想在各种恶劣环境下英勇战斗,那可得经过一番特别的“训练”,这“训练”就是热处理工艺流程啦!
咱先来说说加热这一步吧。
就好比给这个小战士洗了个舒服的热水澡,让它全身都热乎起来,准备迎接接下来的挑战呢。
比如说,在某个工厂里,工人们小心翼翼地把合金阀门放进加热炉里,心里想着:“可得给它好好加热,让它变得更强。
”
然后呢,就是保温啦!这就像是让小战士在温暖的环境里好好休息一下,积蓄能量。
这时候啊,大家都紧张地看着温度表,生怕出一点差错,嘴里还念叨着:“一定要好好保温啊,可别出问题呀!”
接着就是冷却啦,这可不是随随便便的冷却哦,得讲究方法。
这不就跟咱运动完不能马上冲凉水澡一样嘛。
工人们那可都是经验丰富的,知道怎么把握这个冷却的节奏,让合金阀门变得又坚韧又耐用。
你说神奇不神奇?
经过这么一整套的热处理工艺流程,合金阀门就像是脱胎换骨了一样,变得超级厉害,能在各种严酷环境下都稳稳地工作啦!
所以啊,这个合金阀门热处理工艺流程可真是不能小瞧!它就像是给合金阀门注入了神奇的力量,让它们能为我们的生活和工作发挥巨大的作用。
咱得好好重视这个工艺流程,因为有了它,才有了那些可靠的合金阀门呀!难道不是吗?。
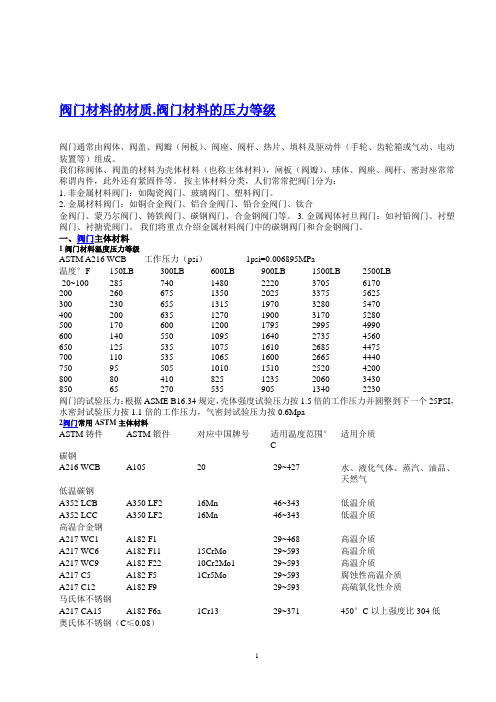
阀门材料的材质,阀门材料的压力等级
水、液化气体、蒸汽、油品、天然气
低温碳钢
A352 LCB
A350 LF2
16Mn
-46~343
低温介质
A352 LCC
A350LF2
16Mn
-46~343
低温介质
高温合金钢
A217 WC1
A182 F1
-29~468
高温介质
A217 WC6
A182 F11
15CrMo
-29~593
高温介质
2.金属材料阀门:如铜合金阀门、铝合金阀门、铅合金阀门、钛合
金阀门、蒙乃尔阀门、铸铁阀门、碳钢阀门、合金钢阀门等。3.金属阀体衬旦阀门:如衬铅阀门、衬塑阀门、衬搪瓷阀门。我们将重点介绍金属材料阀门中的碳钢阀门和合金钢阀门。
一、阀门主体材料
1阀门材料温度压力等级
ASTM A216 WCB工作压力(psi)1psi=0.006895MPa
2
2
2
1
1
2
2
1
Lower alcohols低浓度酒精
1
1
2
1
1
1
4
1
Aldehydes乙醛
3
3
3
1
3
2
4
1
Amines胺
4
2
2
2
4
1
4
1
Chlorinated solvents氯化物溶剂
3
4
4
4
4
2
1
1
Ethers乙醚
4
4
4
3
4
4
3
1
Ketones酮
4
4
合金阀门热处理工艺流程

合金阀门热处理工艺流程
嘿,朋友们!今天来和你们唠唠合金阀门热处理工艺流程,这可真是个
超有趣的事儿啊!
你想想看,就好像一个小战士要经历一场严格的训练才能变得强大一样,合金阀门也要经过一系列特别的步骤呢!比如说,加热这个环节,就像是给阀门洗了个热乎乎的“桑拿”,让它身上的各种元素都活跃起来了(就像我们运动过后会充满活力一样)。
然后呢,保温的过程就如同给它裹上了一层温暖的“小被子”,让它能好好地吸收那些热量带来的变化。
接着,快速冷却不就是给它来了个刺激的“凉水澡”嘛,让它一下子变得坚硬而坚韧。
这样下来,一个小小的阀门可就发生了大变化,从普通变得超级厉害啦!
在实际操作中,工人们可精心啦!就像妈妈照顾宝贝一样小心翼翼地对
待每一个合金阀门。
“哎呀,这个温度可得把握好哦!”“嘿,这边要注意冷却的速度呀!”他们之间这样的对话此起彼伏。
而且这个过程可不简单哦,要是哪个步骤出了一点小差错,那可就像建房子少了一块砖一样不太稳当呢!要是冷却太快了,哎呀呀,可能就会有裂缝;要是加热不够,那效果可就大打折扣了。
我觉得呀,合金阀门热处理工艺流程真的是一门神奇的技艺!它能让这些看似普通的合金阀门摇身一变,成为各个领域的“小英雄”,为各种工业设备保驾护航呢!所以说,可别小看了这个小小的工艺流程,它可是有着大大的能量呀!。
浅谈阀门的焊接与热处理
浅谈阀门的焊接与热处理发布时间:2021-02-04T02:41:27.886Z 来源:《建筑学研究前沿》2020年24期作者:罗超李乾[导读] 阀门是在整个管道连接系统中起到安全控制与稳定调节的重要结构,它的质量将直接影响到系统的运行状况。
中核工程咨询有限公司 100073摘要:阀门是在整个管道连接系统中起到安全控制与稳定调节的重要结构,它的质量将直接影响到系统的运行状况。
安装构建阀门系统需要运用焊接工艺,其中主要包括焊接、热处理以及阀门保护等几个基本环节。
在整个工艺中对于材料、人员以及辅助设备等有着较高的要求,同时对于焊接以及热处理温度的条件也要合理把控,从而保证焊接阀门能够达到更高的质量要求。
但在实际连接系统构建的过程中,在一些方面仍存在一定的欠缺,这就要在理论的基础上结合实践经验来对其解决。
关键词:焊接阀门;焊接;热处理前言:在很多生产线、建设工程以及动力系统中都离不开阀门这一关键的控制结构,所以提高阀门的安全性与有效性是当前具有极高研究价值的课题。
首先要对当前焊接阀门工艺及流程进行全面且系统的掌握,从新材料的研发以及技术创新等方面展开优化,这样可以提高焊接阀门的使用过程中安全性及寿命。
1.阀门的焊接 1.1阀门坡口的制备在进行正式的焊接工作之前,首先要完成一系列必要的准备工作,其中就包括对阀门坡口的提前制备。
一般情况下工程中所需要的阀门坡口在合作厂商方直接加工完成,根据实际需要的不同来选择具体类型。
在实际工程中需要的阀门坡口会有特殊的要求,这样就需要对其进行再次加工处理。
抛光是最为常见的加工方法,其主要目的就是为了将外表面光滑化,这有利于阀门的匹配与连接。
有时还会采用其他多种方式对阀门坡口进行加工,根据设计方案中的相应要求,采用机械或者加热等方式来将其加工成能够利用的接口形式。
1.2焊接材料的准备对于焊接阀门来说,整个工序中各环节所利用的材料都要按照严格要求加以控制,这样才能从根本上提高阀门的焊接质量。
阀门热处理
阀门热处理阀门热处理是指对阀门零件进行加热和冷却处理,以改变其组织结构和性能,从而提高阀门的强度、硬度、耐磨性和耐腐蚀性。
热处理是阀门加工工艺中非常重要的一环,对于提高阀门的使用寿命和性能至关重要。
阀门热处理主要包括退火、正火、淬火和回火等工艺。
不同工艺的选择取决于阀门材料的种类和要求。
下面将对这些工艺进行详细介绍。
退火是指将阀门材料加热到一定温度,然后缓慢冷却。
退火可以消除材料内部的残余应力,提高材料的塑性和韧性。
对于某些高碳钢和合金钢材料,退火还可以改变其组织结构,提高其硬度和耐磨性。
正火是指将阀门材料加热到一定温度,然后快速冷却。
正火可以使材料的组织结构变为马氏体,提高材料的硬度和强度。
正火适用于一些需要有较高强度和硬度的阀门零件。
淬火是指将阀门材料加热到一定温度,然后快速冷却到室温以下。
淬火可以使材料的组织结构变为马氏体或贝氏体,进一步提高材料的硬度和强度。
淬火适用于一些需要有极高强度和硬度的阀门零件。
回火是指将淬火后的阀门材料加热到一定温度,然后缓慢冷却。
回火可以消除淬火过程中产生的内部应力,提高材料的韧性和耐腐蚀性。
回火适用于一些需要兼顾强度和韧性的阀门零件。
在进行阀门热处理时,需要注意以下几点。
首先,要选择合适的加热和冷却工艺,以确保材料能够达到所需的性能要求。
其次,要控制加热和冷却的温度和时间,避免出现过热或过冷的情况,以免对材料造成不良影响。
此外,还需要对阀门零件进行严格的质量检测,确保热处理后的零件符合要求。
阀门热处理是提高阀门性能的重要工艺之一。
通过选择合适的热处理工艺,可以改善阀门的强度、硬度、耐磨性和耐腐蚀性,从而延长阀门的使用寿命。
在进行阀门热处理时,需要注意工艺参数的控制和质量检测的重要性,以确保热处理效果的可靠性和稳定性。
常见零件的热处理方式
一、齿轮1.渗碳及碳氮共渗齿轮的工艺流程毛坯成型—预备热处理—切削加工—渗碳(碳、氮共渗)、淬火及回火—(喷丸)—精加工2.感应加热和火焰加热淬火齿轮用钢及制造工艺流程配料—锻造—正火—粗加工—精加工—感应或火焰加热淬火—回火—珩磨或直接使用调质13.高频预热和随后的高频淬火工艺流程锻坯—正火—粗车—高频预热—精车(内孔、端面、外圆、滚齿、剃齿—高频淬火—回火—珩齿二、滚动轴承1.套圈工艺流程棒料—锻制—正火—球化退火车削加工—去应力退火—淬火—冷处理—低温回火—粗棒料—钢管退火磨—补加回火j精磨—成品2.滚动体工艺流程(1)冷冲及半热冲钢球钢丝或条钢退火j冷冲或半热冲j低温退火j锉削加工j软磨j淬火j冷处理j低温回火j粗磨j补加回火j 精磨j成品(2)热冲及模锻钢球棒料j热冲或模锻j球化退火j锉削加工j软磨j淬火j冷处理j低温回火j粗磨j补加回火j精磨j成品(3)滚子滚针钢丝或条钢(退火)j冷冲、冷轧或车削j淬火j冷处理j低温回火j粗磨j附加回火j精磨j成品三、弹簧1.板簧的工艺流程切割j弯制主片卷耳j加热j弯曲j余热淬火j回火j喷丸j检查j装配j试验验收2.热卷螺旋弹簧工艺流程下料j锻尖j加热j卷簧及校正j淬火j回火j喷丸j磨端面j试验验收3.冷卷螺旋弹簧工艺流程下料j锻尖j加热j卷簧及校正j去应力回火j淬火j回火j喷丸j磨端面j试验验收四、汽车、拖拉机零件的热处理1.铸铁活塞环的工艺流程(1)单体铸造-机加工-消除应力退火-半精加工-表面处理-精加工-成品(2)简体铸造-机加工-热定型-内外圆加工-表面处理-精加工-成品2.活塞销的工艺流程棒料-粗车外圆-渗碳-钻内孔-淬火、回火-精加工-成品棒料-退火-冷挤压-渗碳-淬火、回火-精加工-成品热轧管j粗车外圆j渗碳j淬火、回火j精加工j成品冷拔管j下料j渗碳j淬火、回火j精加工j成品3.连杆的工艺流程锻造-调质~酸洗-硬度和表面检验-探伤~校正~精压~机加工-成品4.渗碳钢气门挺杆的工艺流程棒料-热镦-机加工成型-渗碳-淬火、回火-精加工-磷化-成品5.合金铸铁气门挺杆的工艺流程合金铸铁整体铸造(间接端部冷激)—机械加工—淬火、回火—精加工—表面处理—成品合金铸铁整体铸造(端部冷激)—机械加工—消除应力退火—精加工—表面处理—成品钢制杆体~堆焊端部(冷激)~回火-精加工-成品钢制杆体—对焊—热处理—精加工—表面处理—成品6.马氏体型耐热钢排气阀的工艺流程马氏体耐热钢棒料-锻造成型-调质~校直~机加工-尾部淬火-抛光-成品7.半马氏体半奥氏体型耐热钢(Gr13Ni7Si2)排气阀的工艺流程棒料-顶锻-精压~热处理-精加工-成品8.奥氏体耐热钢排气阀的工艺流程棒料-顶锻-精压~阀面和尾部堆焊耐热合金-热处理-杆部滚压或软氮化-精加工-成品9.半轴调质的工艺流程合金结构钢棒料-锻造成形-正火或退火-机械加工-调质-校直-精加工-成品10.半轴的表面淬火的工艺流程棒料—锻造成形—预先热处理—校直—机械加工—表面淬火—校直—精加工—成品11.柱塞副和喷油嘴偶件的工艺流程热扎退火棒料-自动机加工成型-热处理-精加工-时效-成品12.拖拉机履带板(1)40SiMn2履带板的热处理热轧成形-下料~机加工-热处理-成品(2)ZGMn13履带板的热处理铸造成型~热处理-成品五、金属切削机床零件的热处理1.机床导轨(1)MM7125平面磨床立柱镶钢导轨锻造—正火—机加工—消除应力退火—机加工—淬火—回火—磨(2)M9025工具曲线磨床镶钢导轨锻造—退火—机加工—淬火—回火—磨(3)S788轴承磨床镶钢导轨机加工—消除应力退火—机加工—渗碳—淬火—回火—磨—时效(4)MZ208轴承磨床镶钢导轨锻造—退火—机加工—消除应力退火—机加工—淬火—冰冷处理—回火—磨—时效2.机床主轴(1)CA6104车窗主轴(45钢)下料—粗加工—正火—机加工—高频淬火—回火—磨(2)T68、T611镗床的镗杆及MGB132磨床的主轴(35CrMoAlA钢)下料—粗车—调质—精车—消除应力处理—粗磨—渗氮—粗磨(3)SGC630精密丝杠车床主轴(12CrNi3A)锻造—正火—机加工—渗碳—正火—校直—消除应力—机加工—头部淬火—颈部淬火—回火—磨—时效(4)*62W万能升降台铣床主轴(球墨铸铁QT60-2)铸造—机加工—淬火—回火(5)M1040无心磨床主轴(球墨铸铁QT60-2)铸造-机加工-正火-机加工3.丝杠(1)7级或7级精度一下的一般丝杠(45钢)下料—正火或调质—校直—消除应力处理—机加工(2)6级或6级以上精密不淬硬丝杠(T10或T12钢)球化退火-机加工-消除应力处理-机加工-时效-精加工(3)中大型精密淬硬丝杠(CrWMn)锻造—球化退火—机加工—消除应力—机加工—消除应力—机加工—淬火、回火—冰冷处理-回火-探伤~机加工-时效-精加工-时效-精加工(4)中小型精密淬硬丝杠(9Mn2V)锻造—球化退火—机加工—消除应力—机加工—淬硬淬火—回火—冰冷处理—回火、探伤—机加工-时效-精加工-时效-精加工(5)滚珠丝杠(GCr15,GCr15SiMn)4.弹簧卡头(1)卧式多轴自动车床夹料卡头(9SiCr)锻造—退火—机加工—淬火—回火—机加工—磨开口—胀大定型(2)卧式多轴自动车床送料卡头(T8A钢)锻造—退火—机加工—淬火—回火—磨(3)仪表机床小型专用卡头(60Si2)退火—机加工—淬火—回火—磨(4)磨阀辨机床专用卡头(65Mn)锻造—正火—高温—回火—机加工—淬火—回火—机加工5.摩擦片(1)*62W万能升降台铣床摩擦片(A3)机加工—渗碳—淬火—回火—机加工—回火(2)DLMO电磁离合器摩擦片(65Mn)冲片—淬火—回火—磨(3)电磁离合器摩擦片(6SiMnV)锻造—退火—切片—淬火—回火—磨6.FW250万能分度头主轴(45)锻造—正火—机加工—淬火—回火—机加工7•万能分度头蜗杆(20Cr)正火-机加工-渗碳-机加工-淬火-回火-机加工8•三爪卡盘卡爪(45)正火—机加工—淬火—回火—高频淬火—回火—法蓝—磨加工9.三爪卡盘丝(45)锻造—正火—机加工—淬火—回火—法蓝—磨六、活塞1.20CrMnMo钢制活塞的热处理锻造—正火—检验—机加工—渗碳—检验—正火—淬火—清洗—回火—检验—喷砂—磨削2.钒钢活塞的热处理下料—锻造—检验—预先淬火—球化退火—检验—机加工—淬火—回火—检验—磨削七、凿岩机钎尾锻造—退火—检验—渗碳—检验—淬火—回火—清洗—检验—磨削。
阀门管件 热处理工艺
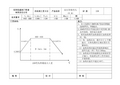
1、本工艺适用于20#和20G等高压管线制
造的的弯头、焊缝退火。
2、20#热弯管在弯制过程中采用喷(淋)
水冷却的,须经退火处理
3、使用加热绳等加热器进行加热处理
时,则:
(1)每一加热区内一般不少于2个测
温点,且热电偶应正确安置在关
键部位;
(2)加热范围应超过焊接热影响区
或弯头起(终)弯点500mm;
岳阳筑盛阀门管道
有限责任公司
热处理工艺卡片
产品名称
高压管线弯头
(焊缝)
材质
20#
技术要求
бb(MPa)
бS(MPa)
δ5(%)
ψ(%)
HB
410~550
≥245
≥24
≥55
≥39
≤156
工艺曲线:
℃。
600~650
V1≤120℃/hV2≤120℃/h
3~4min/mm
≤300℃
20#弯头焊缝退火工艺て
(3)加热处应用保温棉包实堵塞好管
子端口,待处理完毕工件冷却后
才能拆除。
(4)加热区温差不超过60℃。
编制
校对
审核
岳阳筑盛阀门管道
有限责任公司
热处理工艺卡片
产品名称
高压管弯头焊缝
材质
15CrMo
技术要求
бb(MPa)
бS(MPa)
δ5(%)
ψ(Байду номын сангаас)
HB
440~640
≥235
≥21
≥55
≥47
≤179
编制
校对
审核
岳阳筑盛阀门管道
有限责任公司
热处理工艺卡片
产品名称
阀门热处理工艺

阀门热处理工艺1.正火:将钢材或钢件加热到临界点Ac3或Acm以上的适当温度保持一定时间后在空气中冷却,得到珠光体类组织的热处理工艺。
2.退火annealing:将亚共析钢工件加热至Ac3以上30—50度,保温一段时间后,随炉缓慢冷却(或埋在砂中或石灰中冷却)至500度以下在空气中冷却的热处理工艺3.固溶热处理:将合金加热至高温单相区恒温保持,使过剩相充分溶速冷却,以得到过饱和固溶体的热处理工艺。
4.时效:合金经固溶热处理或冷塑性形变后,在室温放置或稍高于室温保持时,其性能随时间而变化的现象。
5.固溶处理:使合金中各种相充分溶解,强化固溶体并提高韧性及抗蚀性能,消除应力与软化,以便继续加工成型6.时效处理:在强化相析出的温度加热并保温,使强化相沉淀析出,得以硬化,提高强度7.淬火:将钢奥氏体化后以适当的冷却速度冷却,使工件在横截面内全部或一定的范围内发解到固溶体中,然后快生马氏体等不稳定组织结构转变的热处理工艺8.回火:将经过淬火的工件加热到临界点Ac1以下的适当温度保持一定时间,随后用符合要求的方法冷却,以获得所需要的组织和性能的热处理工艺固溶处理固溶处理:指将合金加热到高温单相区恒温保持,使过剩相充分溶解到固溶体中后快速冷却,以得到过饱和固溶体的热处理工艺。
固溶处理的目的:主要是改善钢和合金的塑性和韧性,为沉淀硬化处理作好准备等。
时效处理某些合金淬火形成过饱和固溶体后,将其置于室温或稍高的适当温度下保持较长时间,以提高合金的硬度、强度或电性磁性等。
这样的热处理工艺称为时效处理。
时效处理可分为自然时效和人工时效两种自然时效是将铸件置于露天场地半年以上,便其缓缓地发生形,从而使残余应力消除或减少,人工时效是将铸件加热到550~650℃进行去应力退火,它比自然时效节省时间,残余应力去除较为彻底.调质为了获得一定的强度和韧性,把淬火和高温回火结合起来的工艺,称为调质。
形变热处理把压力加工形变与热处理有效而紧密地结合起来进行,使工件获得很好的强度、韧性配合的方法称为形变热处理。
sus631热处理工艺
sus631热处理工艺sus631是一种具有高强度、耐腐蚀性和耐磨性的不锈钢材料,常用于制造弹簧和弹簧零件、阀门、泵体、汽车零部件等。
为了保证sus631材料的性能,需要进行适当的热处理。
本文将详细介绍sus631热处理工艺的步骤和注意事项。
一、热处理前准备工作1. 确认sus631的材料批次和化学成分,以便确定适合的热处理工艺。
2. 检查sus631材料是否经过预处理(如冷轧、退火等),如果有,需要了解预处理工艺的条件和效果。
3. 检查sus631材料的表面是否存在污垢、油脂等杂质,需要进行清洗和除油处理,以确保热处理效果。
二、固溶处理1. 将sus631材料置于固溶炉中,加热至合适的温度(通常为980℃-1000℃)。
2. 保持材料在合适的温度下保持一段时间,以确保固溶过程充分进行,一般保温时间为1-2小时。
3. 快速冷却材料至室温,以避免析出相的生成。
三、时效处理1. 在固溶处理后,将材料加热至适当的温度(通常为520℃-580℃)。
2. 保持材料在时效温度下保持一段时间,以控制析出相的尺寸和分布,通常时效时间为4-6小时。
3. 快速冷却材料至室温。
四、机械性能测试1. 对热处理后的sus631材料进行机械性能测试,包括拉伸试验、硬度测试等,以评估材料的性能是否达到要求。
2. 根据测试结果,可以对热处理工艺进行调整,以提高材料的性能。
通过固溶处理和时效处理,可以使sus631材料达到理想的强度和耐磨性要求。
在操作过程中,需要注意以下事项:1. 温度控制:准确控制加热和保温温度,以确保热处理过程的准确性和稳定性。
2. 保温时间:固溶处理和时效处理的保温时间需要根据具体材料和要求进行合理设置,以充分完成相变和析出相的过程。
3. 冷却速率:快速冷却可以有效避免析出相的生成,提高材料的性能。
4. 机械性能测试:通过机械性能测试,可以及时评估材料的性能,并进行必要的调整和优化。
sus631热处理工艺的选择和实施需要结合具体条件和要求,通过不断的实践和总结,逐步优化工艺参数,以获得满足应用需求的理想材料性能。
2Cr13锻件调质热处理工艺规程

(2Cr13锻件调质)工艺规程
公司名称:昆山东吴阀门有限公司
热处理工艺规程编号:0502-02日期:工艺评定纪录编号:0502-2002
修改号:日期:
热处理类型:调质处理
产品型号
零件图号
产品名称
零件名称
试件
材料:
毛坯种类:锻件
牌号:2Cr13标准号:GB1220-92
化学成份(%):C0.16~0.25Si≤1.00Mn≤1.00P≤0.035S≤0.030
介质
温度
(℃)
1
退火
<500
840~860
>100Leabharlann (1.8~2.0)D840~860
2
冷却
炉冷
<350
3
淬火加热
≤600
930~970
>60
2D
930~970
4
冷却
油槽
水
室温
5
回火加热
RT
≤500
600~630
>20
15~25+1D
600~630
6
冷却
空冷
室温
7
检查硬度
热处理工艺曲线
温度(℃)温度(℃)温度(℃)
930~970
840~860油冷600~630
(1.8~2.0)D≤600 2D
≤500炉冷 ≤500(15~25)+1D空冷
>100<350>60>20
退火淬火回火时间(min)
编制/日期
审核/日期
批准/日期
Cr12.00~14.00
其它:
热处理后性能要求:
阀门常用材料热处理
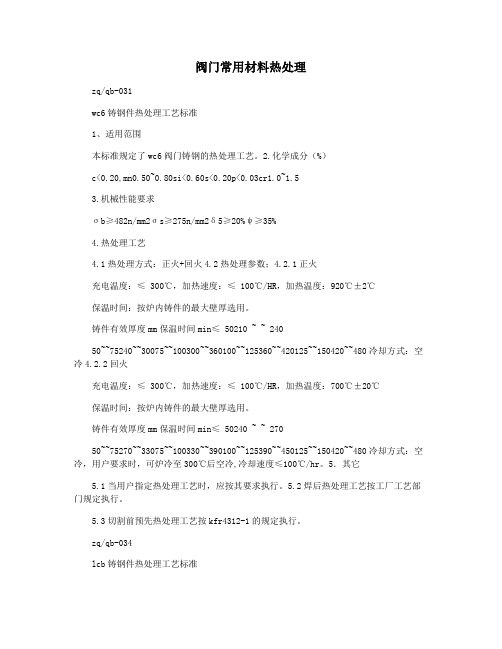
阀门常用材料热处理zq/qb-031wc6铸钢件热处理工艺标准1、适用范围本标准规定了wc6阀门铸钢的热处理工艺。
2.化学成分(%)c<0.20,mn0.50~0.80si<0.60s<0.20p<0.03cr1.0~1.53.机械性能要求σb≥482n/mm2σs≥275n/mm2δ5≥20%ψ≥35%4.热处理工艺4.1热处理方式:正火+回火4.2热处理参数;4.2.1正火充电温度:≤ 300℃,加热速度:≤ 100℃/HR,加热温度:920℃±2℃保温时间:按炉内铸件的最大壁厚选用。
铸件有效厚度mm保温时间min≤ 50210 ~ ~ 24050~~75240~~30075~~100300~~360100~~125360~~420125~~150420~~480冷却方式:空冷4.2.2回火充电温度:≤ 300℃,加热速度:≤ 100℃/HR,加热温度:700℃±20℃保温时间:按炉内铸件的最大壁厚选用。
铸件有效厚度mm保温时间min≤ 50240 ~ ~ 27050~~75270~~33075~~100330~~390100~~125390~~450125~~150420~~480冷却方式:空冷,用户要求时,可炉冷至300℃后空冷,冷却速度≤100℃/hr。
5.其它5.1当用户指定热处理工艺时,应按其要求执行。
5.2焊后热处理工艺按工厂工艺部门规定执行。
5.3切割前预先热处理工艺按kfr4312-1的规定执行。
zq/qb-034lcb铸钢件热处理工艺标准1.适用范围本标准规定lcb材质的阀门铸钢的热处理工艺。
2、化学成分(%)c<0.30,mn<1.00si<0.60s<0.020p<0.033、机械性能要求σb≥448n/mm2σs≥245n/mm2δ5≥24% ψ ≥ 35%-45.6℃,冲击能量。
三个样品的平均值大于17.8j,允许一个样品低于平均值,但应大于13.7j。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
空冷
LT17 4A/2205
1120
2h/25mm(最少3小时) 水冷
LT18 5A/2507
1120
2h/25mm(最少3小时) 水冷
LT19
6A
1100±10 2h/25mm(最少3小时) 水冷
LT20ZG30Mn880±103
610±10
4
空冷
LT21
1Cr13
1020
5
空冷
700
5
空冷
LT22
最少1050 2h/25mm(最少3.5小时) 水冷
LT14 CF3M/316L
最少1050 2h/25mm(最少3.5小时) 水冷
LT15 CD4MCU/1A
最少1050 2h/25mm(最少3小时) 水冷
LT16 CA6NM(06Cr) 1030±10 2h/25mm(最少3小时)
风冷
第一次630±10 2.5h/25mm(最少4小时) 第二次 600±10
LT06
WC9
920±10 2h/25mm(最少3小时)
空冷
700±10 2.5h/25mm(最少4小时)
LT07
C5
950±15 2h/25mm(最少3小时)
空冷
680-730 2.5h/25mm(最少4小时)
LT08
CA15
970±15 2h/25mm(最少3小时)
空冷
690±10 2.5h/25mm(最少4小时)
常规材料热处理作业指导书
编号
材质
正火温度
保温时间 ( h)
冷却方式 淬火温度
(℃)
(℃)
时间(h)
冷却 方式
回火温度 (℃)
时间(h)
LT01
WCB
910±20 2h/25mm(最少3小时)
空冷
冷却方式
LT02
1.0619
920±10 1h/25mm(最少2.5小时) 水冷
700±10
1h/25mm(3-4H)
空冷
LT03 1.6220/LCB
900±10 1h/25mm(最少2.5小时) 水冷
700±10
1h/25mm(3-4H)
空冷
LT04
LCC
900±10 1h/25mm(最少2.5小时) 水冷
700±10
1h/25mm(3-4H)
空冷
LT05
WC6
920±10 2h/25mm(最少3小时)
空冷
630±10 2.5h/25mm(最少4小时)
45Mn2
850
3
风冷
600
3
炉冷
LT23 L1B/30Mn
900
620℃
HB
217~277 ≤290 150-170 179~241
备注 Max升温150℃/小时 Max升温150℃/小时,淬火(水冷) Max升温150℃/小时,淬火(水冷) Max升温150℃/小时,淬火(水冷) Max升温150℃/小时 Max升温150℃/小时 Max升温150℃/小时 Max升温150℃/小时 样块放置铸件上方 Max升温150℃/小时 Max升温150℃/小时 Max升温150℃/小时 Max升温150℃/小时 Max升温150℃/小时 Max升温150℃/小时 Max升温150℃/小时 Max升温150℃/小时 Max升温150℃/小时 Max升温100℃/小时
LT09
SCW480
920±10 2h/25mm(最少3小时) 先风冷+空冷
LT10 CF8/304
最少1050 2h/25mm(最少3.5小时) 水冷
LT11
CF8C
最少1080 2h/25mm(最少4小时) 水冷
LT12 CF3/304L
最少1050 2h/25mm(最少3.5小时) 水冷
LT13 CF8M/316
正火风冷+ 回火后炉冷至 250℃左右拉出
LT/ZJ1801